JIS G 4051-中文版
JIS G 4051-中文版

file:///D|/Documents and Settings/lxf/桌面/日本工业标准:机械结构用碳素钢材(JIS G4051-1979).htm(第 4/4 页)2006-9-13 13:28:28
file:///D|/Documents and Settings/lxf/桌面/日本工业标准:机械结构用碳素钢材(JIS G4051-1979).htm(第 2/4 页)2006-9-13 13:28:28
日本工业标准:机械结构用碳素钢材(JIS G4051-1979)
(4)制造者名称或其略号 9 报告 按JIS G 0303〈检查钢材的一般规则〉之8.的规定。但,据7.3规定提出的结果,按订货者和制造者之间协议决定。 备注:下页参考表中机械性能数值为经正火或淬火回火加工后的各钢种标准试样的数值。
5外观及形状尺寸以及其允许差52热轧钢板及带钢521外观热轧钢板及带钢的外观按jis3193热轧钢板及带钢的形状尺寸重量及其允许差的7522清除缺陷标准热轧钢板的清除缺陷标准按jis3193的7
日本工业标准:机械结构用碳素钢材(JIS G4051-1979)
日本工业标准:机械结构用碳素钢材(JIS G4051-1979)
file:///D|/Documents and Settings/lxf/桌面/日本工业标准:机械结构用碳素钢材(JIS G4051-1979).htm(第 1/4 页)2006-9-13 13:28:28
日本工业标准:机械结构用碳素钢材(JIS G4051-1979)
备注:1、S09CK、S15CK及S20CK其杂质均不得超过Cu0.25%,Ni0.20%,cr0.20%,〈Ni+Cr〉0.30%,其他钢号均不得超 过Cu0.30%,Ni0.20%,Cr0. 20%,(Ni+Cr〉0.35%。 2、如按订货者要求进行钢材的成品分析时,其允许变动值,须按JIS G0321〈钢材的成品分析方法和其允许变动值〉的表2。
09-153 JIS G 4051-2005(汉).
JIS机械用碳素结构钢JIS G 4051:2005(JISF)2005年8月20日修订日本工业标准调查会审议(日本标准协会发行)根据著作权法规定,不得擅自复印或转载。
G 4051:2005日本工业标准调查会标准部钢铁技术专业委员会人员构成表姓名工作单位(委员长)木原谆二日本大学(委员)大河内春乃东京理科大学大桥守新日本制铁株式会社小泽宏一 JFE钢铁株式会社锻地楯生财团法人日本海事协会加藤硕不锈钢协会国府胜郎首都大学东京近藤良太郎社团法人日本电机工业会佐久间健人独立行政法人大学评价/学位授予机构三宫好史社团法人日本钢铁联盟中岛将文社团法人日本铁路设施协会长濑忍高压气体保安协会福永规住友金属工业株式会社山内学株式会社神户制钢所主管大臣:经济产业大臣 1965年7月1日制定 2005年8月20日修订政府公报公布:2005年8月22日草案编制人:社团法人日本钢铁联盟(〒103-0025 东京都中央区日本桥茅场町3-2-10钢铁会馆内 TEL:03-3669-4826)审议部门:日本工业标准调查会标准部(部长:二瓶好正)审议专业委员会:钢铁技术专业委员会(委员长:木原谆二)如对本标准有意见或疑问,请与上述草案编制人或经济产业省产业技术环境局基准认证部门产业基础标准化促进室联系(〒100-8901 东京都千代田区霞之关1-3-1)。
根据工业标准化法第15条的规定,日本工业标准在至少经过5年的时日内,由日本工业标准调查会审议,并很快做出批准、修订或废止的决定。
根据著作权法规定,不得擅自复印或转载。
G 4051:2005前言本标准是按照工业标准化法第14条适用的第12条第1项规定,由社团法人日本钢铁联盟(JISF)备齐工业标准草案并提出应该修改日本工业标准的提议,经日本工业标准调查会的审议,由经济产业大臣修改而成的。
因此,原来的JIS G 4051:1979版本已被修改,变更为本标准。
为了将日本工业标准与国际标准相对比进而编制出符合国际标准的日本工业标准,同时为了便于提出基于日本工业标准的国际标准草案的提案,在修订过程中,以ISO 683-I:1987,Heat-treatable steels, alloy steels and free-cutting steels—Part I: Direct-hardening unalloyed and low-alloyed wrought steel in form of different black products 及ISO 683-II:1987, Heat-treatable steels, alloy steels and free-cutting steels—Part II: Wrought case-hardening steels为基础,对本标准进行了修订。
JIS G4051-2005 中文版(参考)
边缘圆角半径(R) 一般为对边距离的 10~20%。
扭转
实用的范围内。
弯曲度
弯曲度应为每米长不大于 3mm,整条的弯曲度应不大于 3mm×长度(m)/1m
注(1):椭圆度指的是断面是圆形的钢材同一断面最大直径与最小直径之差。偏差指的是角钢同一断面对边最大
直径与最小直径之差。
b ) 热轧六角钢尺寸、外形允许偏差符合表 6 中规定。
S09CK
0.07~0.12
0.10~0.35
0.30~0.60
≤0.025
≤0.025
S15CK
0.13~0.18
0.15~0.35
0.30~0.60
≤0.025
≤0.025
S20CK
0.18~0.23
0.15~0.35
0.30~0.60
≤0.025
≤0.025
注 1: Cr 不超过 0.20%。但根据双方协议也可以小于 0.30% 。
≤0.035
S25C
0.22~0.28
0.15~0.35
0.30~0.60
≤0.030
≤0.035
S28C
0.25~0.31
0.15~0.35
0.60~0.90
≤0.030
≤0.035
S30C
0.27~0.33
0.15~0.35
0.60~0.90
≤0.030
≤0.035
S33C
0.30~0.36
0.15~0.35
0.60~0.90
≤0.030
≤0.035
S53C
0.50~0.56
0.15~0.35
0.60~0.90
≤0.030
≤0.035
热轧卷板常识与国内外牌号对照
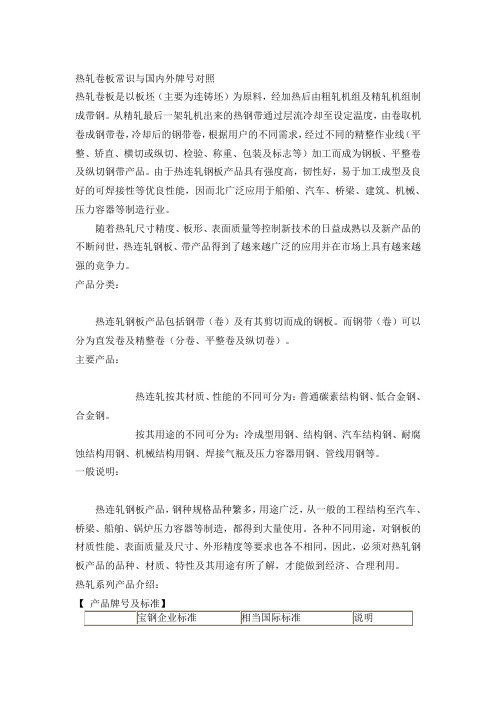
热轧卷板常识与国内外牌号对照热轧卷板是以板坯(主要为连铸坯)为原料,经加热后由粗轧机组及精轧机组制成带钢。
从精轧最后一架轧机出来的热钢带通过层流冷却至设定温度,由卷取机卷成钢带卷,冷却后的钢带卷,根据用户的不同需求,经过不同的精整作业线(平整、矫直、横切或纵切、检验、称重、包装及标志等)加工而成为钢板、平整卷及纵切钢带产品。
由于热连轧钢板产品具有强度高,韧性好,易于加工成型及良好的可焊接性等优良性能,因而北广泛应用于船舶、汽车、桥梁、建筑、机械、压力容器等制造行业。
随着热轧尺寸精度、板形、表面质量等控制新技术的日益成熟以及新产品的不断问世,热连轧钢板、带产品得到了越来越广泛的应用并在市场上具有越来越强的竞争力。
产品分类:热连轧钢板产品包括钢带(卷)及有其剪切而成的钢板。
而钢带(卷)可以分为直发卷及精整卷(分卷、平整卷及纵切卷)。
主要产品:热连轧按其材质、性能的不同可分为:普通碳素结构钢、低合金钢、合金钢。
按其用途的不同可分为:冷成型用钢、结构钢、汽车结构钢、耐腐蚀结构用钢、机械结构用钢、焊接气瓶及压力容器用钢、管线用钢等。
一般说明:热连轧钢板产品,钢种规格品种繁多,用途广泛,从一般的工程结构至汽车、桥梁、船舶、锅炉压力容器等制造,都得到大量使用。
各种不同用途,对钢板的材质性能、表面质量及尺寸、外形精度等要求也各不相同,因此,必须对热轧钢板产品的品种、材质、特性及其用途有所了解,才能做到经济、合理利用。
热轧系列产品介绍:热轧产品规格性能:一、各类钢板、卷重1、珠钢卷:;15T左右2、鞍钢:1700机组Q195(1250)17T左右(1050)12T左右Q235(1250)20T左右(1050)12T左右1780机组25T左右出帮平板 3.0以下4T左右3、4、5、6 5-9T3、梅钢:1000-1050 13T左右1150-1250 17T左右4、太钢:15-17T5、本钢:1000-1250 16-18T1500 24-25T6、邯钢:1250 14-15T1500 13-14T,20-22T,29-30T三种7、包钢:14-15T8、宝钢:9000-1000 17-19T1050-1250 25T左右1350-1500 30-34T出厂平板 3.0以下2-5T3、4、5、6 8T左右9、俄罗斯:SPHC 18T左右(切钢)SAE1006 左右(切钢)08YU 左右(玛钢)SPHC 左右(新钢)乌克兰08KP 8T左右日本15T左右二、各钢厂材质(常用):珠钢:ZJ330B ZJ400A ZJ400B ZJ400A鞍钢:1700机组Q195 Q235B1780机组SPHC SS400太钢:Q195 Q215 Q235A邯钢:SS400 SPHC SS330 SS490 SPHD本刚:SS400 Q235A SPHC Q195梅钢:SS400 Q235A SPHC Q195 Q215包钢:Q235A Q235B宝刚:SPHC SS400 SPHT2 STW22 SPHDSS490 SPHE乌克兰:08KP俄罗斯:08YU SAE1006 SPHC SS400日本:SPHC三、性能比较:SPHC,Q195,SAE1006,08YU,含碳量均为6个左右属于冷成型用钢,适用于制造冷型加工的零件。
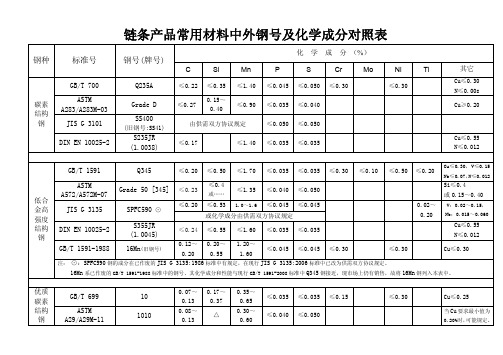
链条产品常用材料中外钢号及化学成分对照表(2012年3月修订)
钢种
标准号
钢号(牌号)
C
Si
Mn
化 学 成 分 (%)
P
S
Cr
Mo
Ni
Ti
碳素 结构 钢
GB/T 700
ASTM A283/A283M-03
JIS G 3101
DIN EN 10025-2
Q235A
Grade D
SS400
(旧钢号:SS41)
S235JR (1.0038)
优质 碳素 结构 钢
GB/T 699
20
ASTM A29/A29M-11
1020
JIS G 4051
S20C
DIN EN 10083-2 C22E(1.1151)
或 DIN 17204 ※
或 Ck22(1.1151)、 C22(1.0402) ※
0.17~ 0.23
0.18~ 0.23
0.18~ 0.23
P
≤0.030 ≤0.045
S
≤0.035 ≤0.045
Cr
Mo
Ni
≤0.40 ≤0.10 ≤0.40
Cr+Mo+Ni≤0.63
≤0.40 ≤0.10 ≤0.40 Cr+Mo+Ni≤0.63
其它
优质 碳素 结构 钢
GB/T 699 ASTM
A29/A29M-11 JIS G 4051
DIN EN 10083-2 或 DIN 17204 ※
DIN EN 10083-2
45
1045
S45C
C45E 或 Ck45 ※ (1.1191) C45 (1.0503)
0.42~ 0.50
JIS G 4051-2009 机械结构用碳钢

JIS日本工业标准日本标准协会翻译和发布JIS G 4051: 2009(JISF)机械结构用碳钢ICS 77.140.10参考号:JIS G 4051:2009(E)受版权保护10SG4051:2009标准制定日期:1965年7月1日修订日期:2009年11月20日官方公报上的公共通告日期:2009年11月20日调查机构:日本工业标准委员会标准董事会钢铁技术委员会JIS G4051:2009,首个英语版本于2010年3月发布翻译和发布:日本标准协会地址:4-1-24, Akasaka, Minato-ku, Tokyo, 107-8440 JAPAN如果对内容有任何疑问,以原版JIS为准。
©JSA 2010版权所有。
除非另有说明,在没有发布者的书面许可情况下,不得以任何形式或方法复制或使用本出版物的任何部分,不管是电子的或是机械的方式,包括影印和缩微拍摄。
在日本印刷AT受版权保护G 4051:2009目录页码引言 (5)1范围 (5)2参考标准 (5)3分类和符号 (6)4制造方法 (6)5化学成分 (6)6外观、形状、尺寸和其误差 (7)6.1热轧钢筋和钢丝筋条 (7)6.2热轧钢板、钢片和钢带,冷轧钢板、钢片和钢带 (11)6.3热轧扁钢 (12)6.4其它钢产品 (13)7测试 (13)7.1化学分析 (13)7.2其它测试 (13)8检验 (14)9标识 (14)10报告 (14)前言本翻译版本基于经济产业大臣在日本工业标准委员会上按照日本钢铁协会(JISF)提交的日本工业标准修改建议所修改的原版日本工业标准,修改建议基于工业标准法第12条第1款,适用于第14条的修改,修改案的草稿见附件。
因此JIS G 4051:2005号标准将由本标准替代。
本JIS文件受版权法保护。
注意本标准的某些部分可能与有相关技术特性的专利权、在本文公布之后的专利申请、在本文公布之后实用新型专利权或者实用新型的注册申请相冲突。
中国钢铁标准
国 家
日本
牌 号
S17C
编号UNS
G10160
标准号
JIS G4051
化学成分(%)
0.15-0.20C,0.30-0.60Mn,0.03P,0.04S,0.15-0.35Si,0.30Cu,铁基
形 态
棒、线、条
状 态
抗拉强度Mpa
屈服强度Mpa
伸长率%
国 家
日本
牌 号
S20C
编号UNS
G10200
状 态
抗拉强度Mpa
屈服强度Mpa
伸长率%
国 家
瑞典
牌 号
1672-01
编号UNS
G10450
标准号
SIS 141672
化学成分(%)
0.43-0.50C,0.15-0.40Si,0.50-0.80Mn,0.04P,0.04S,铁基
形 态
棒、板、薄板、锻件
状 态
轧制
抗拉强度Mpa
590
屈服强度Mpa
SIS 141672
化学成分(%)
0.43-0.50C,0.15-0.40Si,0.50-0.80Mn,0.04P,0.04S,铁基
形 态
棒、板、薄板、锻件
状 态
轧制
抗拉强度Mpa
590
屈服强度Mpa
320
伸长率%
16
国 家
德国
牌 号
Cm45
编号UNS
G10450
标准号
DIN 17200
化学成分(%)
形 态
板
状 态
正火,断面尺寸16mm
抗拉强度Mpa
510
屈服强度Mpa
323
中日标准件对照表

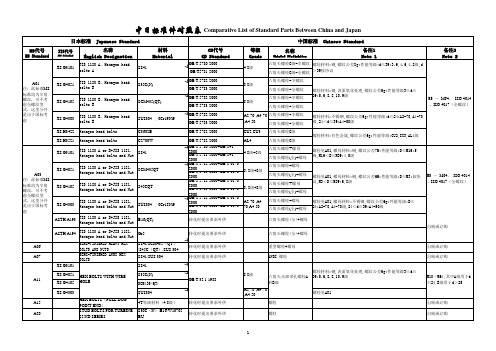
中日标准件对照表 Comparative List of Standard Parts Between China and Japan
注:
1、对于螺栓,其长度除公称值大于4时采用半螺纹型式;小于4时采用全螺纹;当螺栓重量大于20kg时需做吊装孔。
2、对于大于8.8级的螺栓与日本人合作时均是为外方供货,如果不供货时也可转化为国标,只最稍稍注意一下即可。
3、对于三菱标准C开头的一些键、操作小五金件视情况按标准订购,也可相应地转化为近似国标后改制而成。
4、配管部分的直接焊接的管件、法兰,现在一般可以按照样本或标准直接采购,不需要进行转化;对于一些大的法兰可自制。
5、日本JIS标准中螺钉标准-JIS B1111(十字槽)、JIS B1176(六角);六角螺栓-JIS B1180;螺母-JIS B1181;
垫圈-JIS B1251、1256;销-JIS B1351、1532、1354。
具体的零件类型要根据名称不同查手册后再对照转化。
6、日本JIS标准设计时紧固组件一般放在一起,转化时要分开。
其螺栓一般全称,后面+垫圈简化代号+螺母。
7、一般转化时不定全称,只定简称:螺栓、螺钉、垫圈、销、键,但是标准一定要定准确。
中日标准件对照表
中日标准件对照表 Comparative List of Standard Parts Between China and Japan
注:
1、对于螺栓,其长度除公称值大于4时采用半螺纹型式;小于4时采用全螺纹;当螺栓重量大于20kg时需做吊装孔。
2、对于大于8.8级的螺栓与日本人合作时均是为外方供货,如果不供货时也可转化为国标,只最稍稍注意一下即可。
3、对于三菱标准C开头的一些键、操作小五金件视情况按标准订购,也可相应地转化为近似国标后改制而成。
4、配管部分的直接焊接的管件、法兰,现在一般可以按照样本或标准直接采购,不需要进行转化;对于一些大的法兰可自制。
5、日本JIS标准中螺钉标准-JIS B1111(十字槽)、JIS B1176(六角);六角螺栓-JIS B1180;螺母-JIS B1181;
垫圈-JIS B1251、1256;销-JIS B1351、1532、1354。
具体的零件类型要根据名称不同查手册后再对照转化。
6、日本JIS标准设计时紧固组件一般放在一起,转化时要分开。
其螺栓一般全称,后面+垫圈简化代号+螺母。
7、一般转化时不定全称,只定简称:螺栓、螺钉、垫圈、销、键,但是标准一定要定准确。
JIS G4051
日本工业标准JIS机械制造用碳素钢钢材JIS G4051-2005前言本标准修改采用1987年第1版发行的ISO 683-1《热处理钢、合金钢和易切削钢――第1部分:直接淬火非合金和低合金锻钢》及和ISO 683-11《热处理钢、合金钢和易切削钢――第11部分:表面硬化锻钢》。
另外,修改部分用垂线在页边标识出来。
修改一览表参见附录。
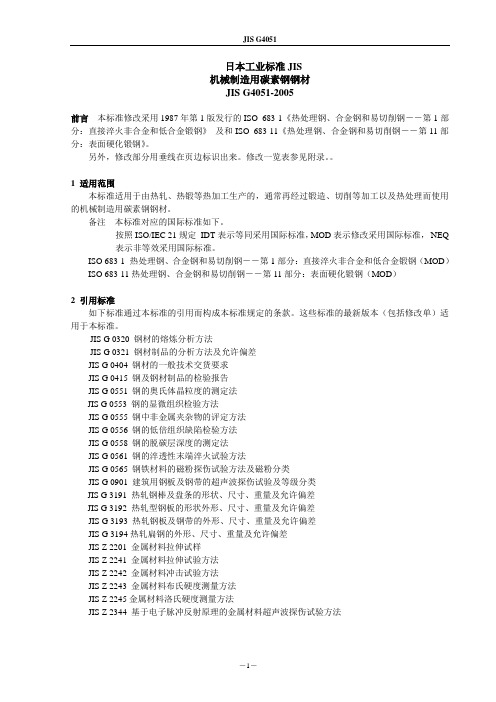
1 适用范围本标准适用于由热轧、热锻等热加工生产的,通常再经过锻造、切削等加工以及热处理而使用的机械制造用碳素钢钢材。
备注本标准对应的国际标准如下。
按照ISO/IEC 21规定IDT表示等同采用国际标准,MOD表示修改采用国际标准,NEQ表示非等效采用国际标准。
ISO 683-1 热处理钢、合金钢和易切削钢――第1部分:直接淬火非合金和低合金锻钢(MOD)ISO 683-11热处理钢、合金钢和易切削钢――第11部分:表面硬化锻钢(MOD)2 引用标准如下标准通过本标准的引用而构成本标准规定的条款。
这些标准的最新版本(包括修改单)适用于本标准。
JIS G 0320 钢材的熔炼分析方法JIS G 0321 钢材制品的分析方法及允许偏差JIS G 0404 钢材的一般技术交货要求JIS G 0415 钢及钢材制品的检验报告JIS G 0551 钢的奥氏体晶粒度的测定法JIS G 0553 钢的显微组织检验方法JIS G 0555 钢中非金属夹杂物的评定方法JIS G 0556 钢的低倍组织缺陷检验方法JIS G 0558 钢的脱碳层深度的测定法JIS G 0561 钢的淬透性末端淬火试验方法JIS G 0565 钢铁材料的磁粉探伤试验方法及磁粉分类JIS G 0901 建筑用钢板及钢带的超声波探伤试验及等级分类JIS G 3191 热轧钢棒及盘条的形状、尺寸、重量及允许偏差JIS G 3192 热轧型钢板的形状外形、尺寸、重量及允许偏差JIS G 3193 热轧钢板及钢带的外形、尺寸、重量及允许偏差JIS G 3194热轧扁钢的外形、尺寸、重量及允许偏差JIS Z 2201 金属材料拉伸试样JIS Z 2241 金属材料拉伸试验方法JIS Z 2242 金属材料冲击试验方法JIS Z 2243 金属材料布氏硬度测量方法JIS Z 2245金属材料洛氏硬度测量方法JIS Z 2344 基于电子脉冲反射原理的金属材料超声波探伤试验方法3 牌号及代号钢材共分为23个牌号,其牌号代号见表1。
国内外钢号对照表(2)
中国 0Cr13 (GB)
1Cr17 (GB)
X10Cr13 (DIN) 1.4006 (W-Nr) 1Cr13 (GB)
X20Cr13 (DIN) 1.4021 (W-Nr) 2Cr13 (GB) 3Cr13 (GB)
X40Cr13 (DIN) 1.4034 (W-Nr) 4Cr13 (GB) 9Cr18 (GB)
10 (GB)
G10100 (UNS)
XC10
CK10 (DIN) 1.1121 (W-Nr)
1015(AISISAE)
G4051-S15C (JIS)
XC12 (NF)
C15 (DIN) 1.0401 (W-Nr) 15 (GB)
G10150(UNS)
CK15 (DIN) 1.1141 (W-Nr)
1045(AISISAE)
CK45 (DIN) 1.1191 (W-Nr)
G10450(UNS)
1050(AISISAE)
G4051-S50C (JIS)
CC50 (NF)
CK53 (DIN) 1.1210 (W-Nr) 50 (GB)
G10500(UNS)
XC50
美国 1055(AISISAE) G10550 (UNS) 1060(AISISAE) G10600 (UNS) C1115(AISI) 1115 (SAE) 1022 (SAE) C1022 (AISI) G10220 (UNS) 1033 (SAE) C1033 (AISI) A194-4 (ASTM) C1036 (AISI) 1036 (SAE) 1053 (AISI) G10530 (UNS) A216-WCA (铸) (ASTM)
G3213-SFHV25(铸) (JIS) G3203-SFVAF5A (铸)(JIS) G3203-SFVAF5B (铸)(JIS)
螺栓材料介绍
一、S45C(1)特性日本标准JISG4051-79(94),高级优质碳钢,采用由电炉、平炉或纯氧转炉炼钢法制造的全静钢,该钢金相组织均匀,无组织缺陷。
该钢含碳量在0.4%以上,耐磨性优良,但延展性减少,淬火易变形和开裂,故热处理极为重要,且回火后必须急冷,以避免回火脆性发生。
通过对该钢实行球化处理,可以改善这类碳钢的切削性能。
(2)化学成分(质量分数,%)C 0.42~0.48、Si 0.15~0.35、Mn 0.60~0.90、P≤0.030、S≤0.035、Cu≤0.30、Ni≤0.20、Cr≤0.20.(3)淬火、回火规范淬火温度820℃~870℃,水冷,回火温度550~650℃,出炉极冷。
抗拉强度>686MPa,屈服强度>490MPa,伸长率δ5>17%,收缩率ψ>45%,冲击韧性值>78J/cm2,硬度201~269HB。
(4)参考对应钢号我国GB/JB的标准钢号是45、德国DIN标准材料编号1.0503、、法国AFNOR标准钢号CC45、法国NF标准钢号C45、意大利UNI标准钢号C45、比利时NBN标准钢号C45-1、瑞典SS标准钢号1650、西班牙UNE标准钢号F.114、美国AISI/SAE标准钢号1045、国际标准化组织ISO标准钢号C45E4、日本JIS 标准钢号S45C/S48C、英国BS标准钢号IC45/080A47。
二、35CrMo35CrMo合金结构钢执行标准:GB/T3077-1999[1](1)对应牌号:德标:1.7220;英标:708A37;法标:35CD4;意大利:35crmo4NBN:34crmo4;瑞典:2234;日标:SCM432/SCRRM3(2)特性35CrMo合金结构钢,有很高的静力强度、冲击韧性及较高的疲劳极限,淬透性较40Cr高。
(我国我国GB的标准钢号,40Cr钢是机械制造业使用最广泛的钢之一。
调质处理后具有良好的综合力学性能,良好的低温冲击韧性和低的缺口敏感性。
JIS与各国钢铁材料对照表

Y1 90 Y1 80 Y1 80 Y1 70
Y 8T Y9 Y8
Y1 70
Y7
Z 80 WCV 18-04-01
-Hale Waihona Puke Z 80 WKCV 18-05-04-01
-
Z 80 WKCV 18-10-04-02
-
Z 160 WKCV 12-05-05-04
-
Z 85 WDCV 06-05-04-02
-
-
-
Z 120 WDCV 06-05-04-03
-
37 Cr 4 41 Cr 4
- - - - - - - 34 CrMo R
42 CrMo 4
- -
42 C 4
45 C 4 - 18 CD 4 - - 30 CD 4 - 34 CD 4 38 CD 4
42 CD 4
- -
40X
45X -
20XM 20XM
- 30XM 30XMA
- 35XM
-
- -
JIS 鋼種與各國相當規格對照表(續 4)
日本工業規格
外
國
規格編號․
名
稱
記
號
AISI ASTM
BS
JIS G 4404 SKS 11 P 2
-
合金工具鋼 SKS 2
-
-
鋼
材 SKS 21
-
-
SKS 5
-
-
SKS 51 L 6
-
SKS 7
-
-
SKS 8
-
-
SKS 4
-
-
SKS 41
-
-
SKS 43 W 2-9 1/2 BW 2
JIS G 4051
≥3000
<1.60
27
30
—
—
—
—
ห้องสมุดไป่ตู้
≥1.60 <4.00
24
27
30
—
—
—
≥4.00 <6.30
21
24
27
33
39
42
≥6.30 <10.0
18
21
24
30
36
39
≥10.0 <25.0
15
18
21
24
27
30
≥25.0 <63.0
12
15
18
21
24
27
≥63.0 <160
12
12
15
18
21
S40C
0.37-0.43
0.15-0.35
0.60-0.90
≤0.030
≤0.030
S43C
0.40-0.46
0.15-0.35
0.60-0.90
≤0.030
≤0.030
S45C
0.42-0.48
0.15-0.35
0.60-0.90
≤0.030
≤0.030
S48C
0.45-0.51
0.15-0.35
ISO 683-1: 1987 热处理钢,合金钢和易削钢——第一部分:以不同钢铁产品形式的直接淬火非合金和低合金锻钢 (MOD)。
ISO 683-11:1987 热处理钢,合金钢和易削钢—第十一部分:可锻的表面淬火钢(MOD)。
2 引用标准 下面标准包含的条款通过在本标准中引用构成本标准的条款。应使用下列标准的最新版本(包括
4.3 除非另有规定,钢应是轧制或锻造状态。
g4051标准

g4051标准
G4051标准是日本工业标准(JIS)中的一种,适用于各种低合金结构钢和机械零件用钢。
这个标准通常用于制造需要较高强度和耐腐蚀性的钢材,例如建筑结构、桥梁、船舶、汽车、航空器等。
G4051标准规定了钢材的化学成分、机械性能、表面质量、尺寸精度等方面的要求,以确保钢材的质量和可靠性。
需要注意的是,G4051标准并不是一个独立的单一标准,而是一个系列标准的集合。
这些标准可能会根据钢材的用途、生产工艺、附加要求等进行细分。
同时,这些标准可能会随着技术的发展和市场需求的变化而进行修订和更新。
因此,使用G4051标准时,应注意与最新的标准版本保持一致。
以上内容仅供参考,建议咨询钢铁冶炼专家或查阅相关钢铁行业标准。
中国钢铁标准
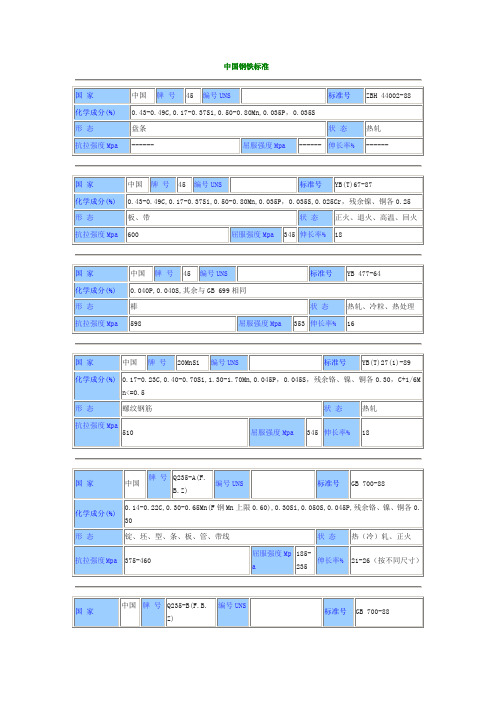
45 编号UNS标准号GB 699-88化学成分(%)0.42-0.50C,0.17-0.37Si,0.50-0.80Mn,0.035P,0.035S,0.25Ni,0.25Cr,0.25Cu形态锭、坯、条、管、板、带状态不热处理、退火、正火、高温回火抗拉强度Mpa600 屈服强度Mpa355 伸长率%1645 编号UNS标准号GB 8713-88 GB 3639-83化学成分(%)0.42-0.50C,0.17-0.37Si,0.50-0.80Mn,0.035P,0.035S,0.25Ni,0.25Cr,0.25Cu 形态无缝管状态冷加工、消除应力抗拉强度Mpa608-647 屈服强度Mpa------伸长率%4、5、7牌号45 编号UNS标准号GB 3094-82化学成分(%)0.42-0.50C,0.17-0.37Si,0.50-0.80Mn,0.035P,0.035S,0.25Ni,0.25Cr,0.25Cu 形态异型管状态冷拔、正火抗拉强度Mpa588 屈服强度Mpa 333伸长率%14牌号45 编号UNS标准号GB 8162-82 YB(T)63-87化学成分(%)0.42-0.50C,0.17-0.37Si,0.50-0.80Mn,0.035P,0.035S,0.25Ni,0.25Cr,0.25Cu 形态无缝管状态热轧、热处理抗拉强度Mpa590 屈服强度Mpa315-335伸长率%14退火抗拉强度Mpa(商定)屈服强度Mpa(商定)伸长率%(商定)45 编号UNS标准号ZBH 44002-88化学成分(%)0.43-0.49C,0.17-0.37Si,0.50-0.80Mn,0.035P,0.035S 形态盘条状态热轧抗拉强度Mpa------屈服强度Mpa-----伸长率%------45 编号UNS标准号YB(T)67-87化学成分(%)0.43-0.49C,0.17-0.37Si,0.50-0.80Mn,0.035P,0.035S,0.025Cr,残余镍、铜各0.25 形态板、带状态正火、退火、高温、回火抗拉强度Mpa600 屈服强度Mpa345伸长率%1845 编号UNS标准号YB 477-64化学成分(%)0.040P,0.040S,其余与GB 699相同形态棒状态热轧、冷粒、热处理抗拉强度Mpa598屈服强度Mpa353伸长率%1620MnSi 编号UNS标准号YB(T)27(1)-89化学成分(%)0.17-0.23C,0.40-0.70Si,1.30-1.70Mn,0.045P,0.045S,残余铬、镍、铜各0.30,C+1/6Mn<=0.5 形态螺纹钢筋状态热轧抗拉强度Mpa510屈服强度Mpa345伸长率%18Q235-A(F.B.Z) 编号UNS标准号GB 700-88化学成分(%)0.14-0.22C,0.30-0.65Mn(F钢Mn上限0.60),0.30Si,0.050S,0.045P,残余铬、镍、铜各0.30 形态锭、坯、型、条、板、管、带线状态热(冷)轧、正火抗拉强度Mpa375-460 屈服强度Mpa185-235伸长率%21-26(按不同尺寸)Q235-B(F.B.Z) 编号UNS标准号GB 700-88化学成分(%)0.12-0.20C,0.30-0.70Mn(F钢Mn上限0.60),0.30Si,0.045S,0.045P,残余铬、镍、铜各0.30 形态锭、坯、型、条、板、管、带线状态热(冷)轧、正火抗拉强度Mpa375-460 屈服强度Mpa185-235伸长率%21-26(按不同尺寸)牌号Q235-C.Z 编号UNS标准号GB 700-88化学成分(%)0.18C,0.35-0.80Mn,0.30Si,0.040S,0.040P,残余铬、镍、铜各0.30 形态锭、坯、型、条、板、管、带线状态热(冷)轧、正火抗拉强度Mpa375-460 屈服强度Mpa185-235伸长率% 21-26(按不同尺寸)牌号Q235-D.TZ 编号UNS标准号GB 700-88化学成分(%)0.17C,0.35-0.80Mn,0.30Si,0.035S,0.035P,残余铬、镍、铜各0.30 形态锭、坯、型、条、板、管、带线状态热(冷)轧、正火抗拉强度Mpa375-460 屈服强度Mpa185-235伸长率%21-26(按不同尺寸)20K 编号UNS G10220 标准号GOST 5520化学成分(%)0.16-0.24C,0.15-0.30Si,0.35-0.65Mn,0.05maxP,0.05maxS,0.30maxCr,0.30maxCu,0.30maxNi,0.70maxCr+Cu+Ni 形态状态抗拉强度Mpa屈服强度Mpa伸长率%AISI 1020 编号UNS G10220 标准号AMS 5032,AMS 5045,ASTM A510 ASTMA519,ASTM A544,ASTMA576,ASTM659,MILS-11310,SAEJ403,SAEJ412,SAE J414化学成分(%)0.18-0.23C,0.30-0.60Mn,0.40maxP,0.05maxS 形态棒、线、板、薄板、带、管、坯状态抗拉强度Mpa屈服强度Mpa伸长率%牌号AISI 1045H 编号UNS H10450 标准号ASTM A304,SAE J1268,SAEJ776化学成分(%)0.42-0.51C,0.50-1.00Mn,0.04maxP,0.05maxS,0.15-0.35Si 形态棒、锻件状态抗拉强度Mpa屈服强度Mpa伸长率%牌号S43C 编号UNS G10420 标准号JIS G4051化学成分(%)0.40-0.46C,0.60-0.90Mn,0.03P,0.04S,0.15-0.35Si,0.30Cu,铁基形态棒、线、条状态抗拉强度Mpa屈服强度Mpa伸长率%S45C 编号UNS G10450 标准号JIS G4051化学成分(%)0.42-0.48C,0.60-0.90Mn,0.03P,0.04S,0.15-0.35Si,0.30Cu,铁基形态棒、线、条状态抗拉强度Mpa屈服强度Mpa伸长率%S17C 编号UNS G10160 标准号JIS G4051化学成分(%)0.15-0.20C,0.30-0.60Mn,0.03P,0.04S,0.15-0.35Si,0.30Cu,铁基形态棒、线、条状态抗拉强度Mpa屈服强度Mpa伸长率%S20C 编号UNS G10200 标准号JIS G4051化学成分(%)0.18-0.23C,0.30-0.60Mn,0.03P,0.04S,0.15-0.35Si,0.30Cu,铁基形态棒、线、条状态抗拉强度Mpa屈服强度Mpa伸长率%S20K 编号UNS G10200 标准号JIS G4051化学成分(%)0.18-0.23C,0.30-0.60Mn,0.03P,0.04S,0.15-0.35Si,0.30Cu,铁基形态棒、线、条状态抗拉强度Mpa屈服强度Mpa伸长率%SM50YB 编号UNS标准号JIS G3106化学成分(%)0.20C,1.50Mn,0.55Si,0.04S,0.04P,铁基形态板、带、棒状态热轧,断面尺寸5mm抗拉强度Mpa490 屈服强度Mpa363伸长率%19SM53B 编号UNS标准号JIS G3106化学成分(%)0.20C,1.50Mn,0.55Si,0.04S,0.04P,铁基形态板、带、棒状态热轧,断面尺寸5mm抗拉强度Mpa520屈服强度Mpa363伸长率%19 国家德国牌号19Mn5编号UNS G15180 标准号DIN 17155化学成分(%)0.17-0.23C,0.40-0.60Si,1.00-1.30Mn,0.05P,0.05S,铁基形态板状态正火,断面尺寸16mm抗拉强度Mpa510 屈服强度Mpa323伸长率%------国家德国牌号C22 编号UNSG10200 标准号DIN 17200化学成分(%)0.18-0.25C,0.15-0.35Si,0.30-0.60Mn,0.05P,0.05S,铁基形态坯、线、棒、板、薄板、带、管、锻件状态淬火加回火,断面尺寸16mm 抗拉强度Mpa539 屈服强度Mpa353伸长率%201672-00 编号UNS G10450 标准号SIS 141672化学成分(%)0.43-0.50C,0.15-0.40Si,0.50-0.80Mn,0.04P,0.04S,铁基形态棒、板、薄板、锻件状态抗拉强度Mpa屈服强度Mpa伸长率%牌号1672-01 编号UNS G10450 标准号SIS 141672化学成分(%)0.43-0.50C,0.15-0.40Si,0.50-0.80Mn,0.04P,0.04S,铁基形态棒、板、薄板、锻件状态轧制抗拉强度Mpa590 屈服强度Mpa320伸长率%16牌号1672-03 编号UNS G10450 标准号SIS 141672化学成分(%)0.43-0.50C,0.15-0.40Si,0.50-0.80Mn,0.04P,0.04S,铁基形态棒、板、薄板、锻件状态调质抗拉强度Mpa620 屈服强度Mpa370伸长率%17牌号1672-04 编号UNS G10450 标准号SIS 141672化学成分(%)0.43-0.50C,0.15-0.40Si,0.50-0.80Mn,0.04P,0.04S,铁基形态棒、板、薄板、锻件状态调质抗拉强度Mpa660 屈服强度Mpa410伸长率%16480 伸长率%141672-08 编号UNS G10450 标准号SIS 141672化学成分(%)0.43-0.50C,0.15-0.40Si,0.50-0.80Mn,0.04P,0.04S,铁基形态棒、板、薄板、锻件状态轧制抗拉强度Mpa590 屈服强度Mpa320伸长率%16Cm45 编号UNS G10450 标准号DIN 17200化学成分(%)0.42-0.50C,0.15-0.35Si,0.50-0.80Mn,0.04P,0.02-0.04S,铁基形态坯、线、棒、板、薄板、带、管、锻件状态淬火加回火,断面尺寸16mm 抗拉强度Mpa696 屈服强度Mpa490伸长率%14C45 编号UNS G10450 标准号DIN 17200化学成分(%)0.42-0.50C,0.15-0.35Si,0.50-0.80Mn,0.05P,0.05S,铁基形态坯、线、棒、板、薄板、带、管、锻件状态淬火加回火,断面尺寸16mm 抗拉强度Mpa696 屈服强度Mpa 490伸长率%14C45 编号UNS G10450 标准号DIN 17200化学成分(%)0.42-0.50C,0.15-0.35Si,0.50-0.80Mn,0.05P,0.05S,铁基形态坯、线、棒、板、薄板、带、管、锻件状态正火,断面尺寸16/40mm抗拉强度Mpa588 屈服强度Mpa334伸长率%17正火,断面尺寸16/40mm抗拉强度Mpa412 屈服强度Mpa235伸长率%27。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
备注: 1、不适用于以拉伸矫直机矫直后供应的钢板。 2、上表适用于任意长度40OOmm,长度小于400Omm时,适用于全长. 3、平直度值,为由应变的最大值减去钢板的公称厚度,适用于钢板上表面。 4、不适用于不切边的热轧态钢板. 5、平直度的测定,原则上在平台上进行。 6 试验 6.1 分析试验的一般事项和桶样分析试样的采取法按JIS G0303(检查钢材的一般规则)之3.的规定。 6.2 成品分析试样的采取法按JIS G0321〈钢材成品分析方法及其允许变动值〉之3.的规定。 7 检验 7.1 检验一般事项按JIS G 0303(检查钢材的一般规则)的规定。 7.2 化学成分、外观、形状及尺寸的结果必须符合于4.及5.的规定。 7.3 除7.2所规定的检验以外,订货者可以指定下列检验。 此时,关于检验项目、取样方法、试验方法及合格与否的判定标准,订货者和制造者必须事前协议。磁粉探伤检验①,超声波探伤检验②,脱碳检验③,非金属夹杂物检验④,晶粒度检验⑤,机械性能检验⑥,淬透性检验⑦,宏观组织检验⑧,发纹检验⑨,显微镜组织检验。 注:⑴按JIS G 0565(钢铁材料的磁粉探伤检验方法及缺陷磁粉花纹的等级分类) ⑵按JIS G 2344(金属材料的脉冲反射法超声波探伤检验方法) ⑶:按JIS G 0558(钢的脱碳层深度测定方法) ⑷:按JIS G 0555(钢的非金属夹杂物的显微镜检验方法) ⑸:按JIS G 0551(钢的奥氏体晶粒度试验方法) ⑹按JIS Z 2201(金属材料抗拉试验方法) JIS Z 2241〈金属材料抗拉试验方法〉 JIS Z 2202(金属材料冲击试验试样) JIS Z 2242(金属材料冲击试验方法)及JIS Z 2243(布氏硬度试验方法) ⑺:按JIS G 0561〔钢的瘁透性试验方法(末端淬火方法)〕 ⑻:按JIS G 0553(钢的宏观组织试验方法)。但此检验主要适用于棒钢。 ⑼:按JIS G0556(钢的发纹的肉眼试验方法)。但此检验主要适用于棒钢。 8 标志 8.2 钢板及带钢 钢板及带钢的标志,每件钢材或每1捆必须以适当的方法标明下列项目。如得到订货者的承认时,可以省略其中一部分。 〈1〉种类的钢号 〈2〉炉号或其他制造号码 〈3〉尺寸
பைடு நூலகம்
file:///D|/Documents and Settings/lxf/桌面/日本工业标准:机械结构用碳素钢材(JIS G4051-1979).htm(第 4/4 页)2006-9-13 13:28:28
file:///D|/Documents and Settings/lxf/桌面/日本工业标准:机械结构用碳素钢材(JIS G4051-1979).htm(第 1/4 页)2006-9-13 13:28:28
日本工业标准:机械结构用碳素钢材(JIS G4051-1979)
备注:1、S09CK、S15CK及S20CK其杂质均不得超过Cu0.25%,Ni0.20%,cr0.20%,〈Ni+Cr〉0.30%,其他钢号均不得超 过Cu0.30%,Ni0.20%,Cr0. 20%,(Ni+Cr〉0.35%。 2、如按订货者要求进行钢材的成品分析时,其允许变动值,须按JIS G0321〈钢材的成品分析方法和其允许变动值〉的表2。
file:///D|/Documents and Settings/lxf/桌面/日本工业标准:机械结构用碳素钢材(JIS G4051-1979).htm(第 3/4 页)2006-9-13 13:28:28
日本工业标准:机械结构用碳素钢材(JIS G4051-1979)
论文录入:admin 责任编辑:admin
file:///D|/Documents and Settings/lxf/桌面/日本工业标准:机械结构用碳素钢材(JIS G4051-1979).htm(第 2/4 页)2006-9-13 13:28:28
日本工业标准:机械结构用碳素钢材(JIS G4051-1979)
(4)制造者名称或其略号 9 报告 按JIS G 0303〈检查钢材的一般规则〉之8.的规定。但,据7.3规定提出的结果,按订货者和制造者之间协议决定。 备注:下页参考表中机械性能数值为经正火或淬火回火加工后的各钢种标准试样的数值。
日本工业标准:机械结构用碳素钢材(JIS G4051-1979)
日本工业标准:机械结构用碳素钢材(JIS G4051-1979)
1 适用范围 本标准规定经热轧或热锻造等热加工制造,通常再施以锻造,切削等加工及热处理后使用的机械结构用碳素钢材(以下称为钢材)。但不包括JIS G3201〈碳钢钢锻件〉及JISG3251(碳钢锻钢品用钢坯)。 2 种类及钢号 钢材分为23种类,其钢号如表1所示。但S09CK、S15CK及S20CK三种类是用于表面渗碳用的。 3 制造方法 3.l 钢材用镇静钢锭制造。 3.2 钢材必须由钢锭经过相当于锻造成形比不小于4的轧制或锻造。但如为锻造用或轧制用钢坯,其锻造成形比小于4时,必须由订货者和制造者事先协议。 3.3 钢材,如无特别指定时,则为原轧制或锻造状态。 4 化学成分 钢材的化学成分根据熔炼分析,其数值如表1所示。 5 外观及形状、尺寸以及其允许差 5.2 热轧钢板及带钢 5.2.1 外观 热轧钢板及带钢的外观,按JIS G3193(热轧钢板及带钢的形状、尺寸、重量及其允许差)的7。 5.2.2 清除缺陷标准 热轧钢板的清除缺陷标准按JIS G3193的7。但关于适用于焊接补修及残留缺陷的允容极限,按订货者、制造者之间的协议。 5.2.3 标准尺寸 热轧钢板及带钢的标准尺寸按如下(1)及(2)。 (1)热轧钢板及带钢的标准厚度按JIS G3193的4.1。 (2)热轧钢板及带钢的标准宽度及标准长度按JIS G3193的4.2及4.3. 5.2.4 形状、尺寸允许差 热轧钢板及带钢的形状、尺寸允许差按如下(1)及〈2〉。 (1)热轧钢板及带钢的形板、尺寸允许差按JIS G3193的5。此时,厚度允许差适用于厚度小于160mm,而厚度不小于160mm时按订货者和制造者之间的协议。 (2)热轧钢板平直度的最大值按如下〈a〉~(c)所示。 (a)厚度小于160mm的S10C~S25C的钢板按JIS G3193的5.5. (b)厚度小于160mm的S28C~S55C的钢板按表8所示。 (c)厚度不小于160mm的钢板,须按订货者和制造者之间的协议。