双丝电弧焊研究现状及进展_曹梅青
电弧熔丝增材制造综述物理过程 研究现状 应用情况及发展趋势

基本内容
2、新材料探索:探索新型高性能金属材料和非金属材料的熔丝堆积工艺,以 满足更为严苛的应用环境和高性能要求。
基本内容
3、复合制造:结合其他增材制造技术,如激光熔化、电子束熔化等,实现多 种工艺的复合制造,进一步提高制造效率和灵活性。
基本内容
4、智能化控制:加强数值模拟和人工智能技术在电弧熔丝增材制造中的应用, 实现工艺过程和产品质量的智能化控制。
二、电弧熔丝
二、电弧熔丝
电弧熔丝是一种利用电阻热效应进行加热的熔融金属制作方法。该技术具有 制作速度快、节约材料等优点,在航空航天领域具有广阔的应用前景。
1、电弧熔丝制作原理及种类
1、电弧熔丝制作原理及种类
电弧熔丝制作的基本原理是利用电极与金属丝之间的电阻热效应进行加热。 加热后,金属丝在电弧作用下熔化并滴落到制作件上,从而逐渐形成制作件。根 据加热方式的不同,电弧熔丝可分为脉冲电弧熔丝和直流电弧熔丝两种。
电弧熔丝增材制造铝合金:研究进展与未来展望
电弧熔丝增材制造技术是一种基于熔丝沉积的金属3D打印技术。通过电弧熔 化铝合金丝材,逐层堆积实现零部件的近净成形。这一技术具有降低成本、提高 材料利用率、优化产品设计等优点,为铝合金制造开辟了新的途径。
电弧熔丝增材制造铝合金:研究进展与未来展望
目前,电弧熔丝增材制造铝合金的研究主要集中在工艺优化、性能提升和新 产品开发等方面。在工艺优化方面,研究重点集中在探索工艺参数对成型质量的 影响,如电流、电压、送丝速度等。此外,铝合金材料的开发与选用也是关键。 高性能铝合金的引入,如铝锂合金、高强铝合金,可有效提高制件的综合性能。
基本内容
引言:电弧熔丝增材制造是一种先进的制造技术,通过熔化金属丝材并精确 控制其沉积形态,实现复杂三维结构的快速制造。由于其独特的优势,电弧熔丝 增材制造在航空、航天、汽车、电子等领域得到了广泛的应用。本次演示将重点 综述电弧熔丝增材制造的物理过程、研究现状、应用情况及发展趋势,以期为相 关领域的研究和应用提供有益的参考。
基于多丝电弧增材制造研究现状

基于多丝电弧增材制造研究现状目录一、内容描述 (2)1.1 研究背景 (2)1.2 研究意义 (3)1.3 国内外研究现状概述 (4)二、多丝电弧增材制造技术原理及设备 (6)2.1 多丝电弧增材制造技术原理 (7)2.2 多丝电弧增材制造设备构成 (8)2.3 设备主要参数及其对加工影响分析 (9)三、多丝电弧增材制造材料研究 (11)3.1 增材制造材料的选择原则 (12)3.2 常见金属材料多丝电弧增材制造性能分析 (13)3.3 材料研发趋势与创新 (14)四、多丝电弧增材制造工艺优化 (15)4.1 工艺参数优化 (16)4.2 焊接参数优化 (17)4.3 操作技巧与注意事项 (18)4.4 工艺稳定性及其提升策略 (19)五、多丝电弧增材制造工程应用研究 (20)5.1 在航空航天领域的应用 (22)5.2 在汽车制造领域的应用 (23)5.3 在生物医疗等领域的应用案例分析 (25)六、存在问题与挑战 (25)6.1 技术难题及原因分析 (27)6.2 面临的技术瓶颈及突破方向 (28)6.3 对未来技术发展的展望 (29)七、结论与展望 (30)7.1 研究成果总结 (31)7.2 存在的问题及解决方案 (32)7.3 对后续研究的建议与展望 (33)一、内容描述随着科技的不断发展,多丝电弧增材制造技术在材料科学、制造工程和航空航天等领域的应用越来越广泛。
本文档将对基于多丝电弧增材制造的研究现状进行全面梳理和分析,以期为相关领域的研究者提供一个全面了解该技术的参考。
我们将介绍多丝电弧增材制造技术的起源和发展历程,包括其在传统电弧增材制造技术基础上的创新和突破。
我们将重点关注多丝电弧增材制造技术在不同材料、结构和性能方面的应用研究,以及在航空发动机、船舶制造、汽车零部件等领域的实际应用案例。
我们还将对多丝电弧增材制造技术的关键技术和发展趋势进行深入剖析,包括电极设计、电流控制、熔池管理、表面质量控制等方面的关键技术研究。
绪论 1

激光焊接设备与机器手 Laser Welding Equipment and A Robot
摩擦螺旋焊接
Friction Stir Welding of aluminum alloy
FSW demonstration (316L stainless steel)
Created by Hitachi for University of Cambridge
7
2000
8
2001
9
2002
10
焊条与焊丝,1996年的产量为62.96万吨,2002年已达144.9万吨,加上进口 的焊材,总耗量达到147万多吨,成为世界最大的焊材生产与消费国家。
年 份 1996
焊条 55.0 (87%) 72.5 (89%) 87.0 (88%) 90.0 (85%) 90.0 (83%) 100.0 (82%) 110.0 (76%)
焊接技术的应用
焊接制造的主要成就
(1)北京奥运会主场馆——鸟巢(中国八大现代建筑之一),建筑顶面呈 鞍形,长轴为332.3米,短轴为296.4米,最高点高度为68.5米,最低点高度 为42.8米。钢结构大量采用由钢板焊接而成的箱形构件。
(2)香港中银大厦
香港中银大厦自1982年底开始规划 设计,至1990年3月19日银行乔迁开始营 业,大厦基地面积约8400平方米,地上 70层,总高369米。结构采用4角12层高 的巨形钢柱支撑 。
高速列车车体铝合金双丝焊接头组织与性能

收 稿 日期 :2 1 — 11 0 00 — 8
作 者 简 介 :张 海 沧 ( 9 O ) 男 , 族 , 龙 江 望 奎 人 , 春 轨 道 客 车 股 份 有 限 公 司 助 理 工 程 师 , 春 工 业 大 学 硕 士 研 究 生 , 要 从 事 18一 , 汉 黑 长 长 主 铝 合 金 焊 接 工 艺 方 向研 究 , — ij a a l g tm.o E ma :d nni @ o cm. *联 系 人 : 喜 明 ( 9 3 ) 男 , 族 , 林 四 平 人 。 春 工 业 li n 刘 16 一 , 汉 吉 长 大 学 教 授 , 士 , 要 从 事 材 料 失 效 分 析 和 激 光 加 工 方 向研 究 , — i l x 博 主 E mal i m@ malcu.d .n :u i cte u c. .
wedn i sisd ihs e d t i b d li j n n ie hg -p e r n o y go t a
ZHA NG a— a g , YI W e , H ic n N i H U ANG i Fe ,
R U A N e . LI ir i g Y 。 U X— n u
实验环境温度为 2. 2 5℃ , 气 相 对 湿 度 为 空 1 . 。焊前 用机 械 方 法 去 除工 件 表 面 氧 化 层 , 74 并用 酒精 擦拭 表 面 , 后 执 行 焊 接 。双 丝焊 的两 然
台焊 接 电源设 定 为 主从 模 式 , 即行 走 在 前 面 的前
Ab tac : Bot t e sng e w ie n t nd m w e di a e s ud e f r X— a no e t u tve e t s r t h h i l — r a d a e l ng r t i d o ry nd s r c i t s ,
弧焊技术发展现状

弧焊技术发展现状(中)清华大学机械工程系陈强孙振国2 焊接电源控制数字化2.1 CO2焊接电源控制早期的CO2短路过渡焊接电源采用一般采用恒压外特性。
为实现其一元化控制,首先要通过大量的焊接工艺试验,以获得最高的短路过渡频率为目标确定电弧电压与焊接电流之间的线性匹配关系。
使用中,采用单个旋钮在调节焊接电流的同时按照匹配关系确定电弧电压,从而降低飞溅,保证焊缝成形良好。
但是影响CO2短路过渡过程的因素很多,以焊接电流和电弧电压的最优匹配关系为基础的一元化调节很难克服短路过渡过程的随机性及干伸长、电网电压波动等因素的影响,为此研究了一种基于单片机的电弧电压自寻优模糊控制系统。
系统以操作者所选择的焊接电流为唯一的设定参数,自动对电弧电压进行以实现最高短路过渡频率为目标的自寻优,使得此类焊机实现了以真正的单旋钮调节为特征的一元化控制。
20世纪80年代以来人们逐渐认识到CO2短路过渡中的短路电流和瞬时短路是造成飞溅的两个主要因素,通过对短路过渡过程各阶段电流波形的快速而精确的控制可以有效地降低飞溅、改善焊缝成形。
具体的控制思想为:在燃弧末期和短路初期减小电流以减少瞬时短路,在短路末期将其电流降低以减少短路液桥爆断引起的飞溅,燃弧初期减小电流以减少引弧冲击引起的飞溅,燃弧中期施加电流脉冲以增加熔深、改善焊缝成形。
基于上述思想,分别从外特性控制、波形参数优化控制、表面张力过渡控制技术等方面开展了相应的研究工作,获得了良好的工艺效果。
在波形控制的基础上,研究了一种智能化的CO2焊接电源自寻优控制器,其基本功能是:以电流为唯一的设定参数,通过在线检测、计算短路过渡特征参数以及一元化自适应微调,使特征参数和焊接规范调整到合适的范围内,使焊接电源处于和谐稳定、综合性能较好的工作状态,同时对短路过渡初期和末期的电流波形及燃弧初始阶段的电流波形进行控制,以进一步的减少飞溅、改善焊接电源性能。
2.2 脉冲MIG焊接电源控制图3 脉冲MIG焊电流波形示意图脉冲MIG焊接电源输出的电流波形如图3所示,它包括基值电流、峰值电流、基值电流时间、峰值电流时间、峰值电流上升斜率、峰值电流下降斜率等参数,因而参数设置与匹配比较复杂。
双丝埋弧焊工艺及焊接接头性能研究

VA, USA, 1999, 7: 29- 30.
[ 17] N N Laser processing in shipyards [ J ] . EWI Insights, Materials
[ 14] Jasnau U, Hoffmann J and Seyffarth P. Nd:YAG!laser!gas metal arc! hybrid welding: a chance for the use of the advantages of laser technology and flexible automation in shipbuilding and steel construction [ A] . 2002 International Conference on Robotic Welding,
焊接速度/( m·h-1) 42 42 42 42 42 42
试样编号 4 5 6 7 8 9
表2 单丝埋弧焊焊接参数
电流类型和极性 直流反接 直流反接 直流反接 交流 交流 交流
焊 接 电 流 /A 800 750 850 800 750 800
焊接速度/( m·h-1) 25.8 24 27 25.8 24 27
1 试验 1.1 试验材料
试 验 采 用20 mm厚 的16Mn钢 板 , 焊 丝 为 生 产 中 常用的H08A。单丝埋弧焊时采用焊剂HJ431, 双丝埋
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!
[ J] . Journal of Ship Production, 2004, 20( 3) : 200- 210.
·试验与研究· 5
0.30 0.25
电弧焊技术现状及发展方向

电弧焊技术现状及发展方向电弧焊技术是一种常用的金属连接方法,广泛应用于工业制造领域。
本文将对电弧焊技术的现状和未来发展方向进行探讨。
一、电弧焊技术现状电弧焊技术以其高效、快速和可靠的特点,在各行各业中得到了广泛应用。
以下是电弧焊技术现状的几个关键点:1. 主要应用领域:电弧焊技术主要应用于汽车制造、造船、桥梁建设、石油化工、核工业等领域。
在这些领域中,电弧焊被用于焊接构件、焊接管道、焊接板材等。
2. 设备发展:随着科技的进步,电弧焊设备的性能不断提高。
自动化和智能化的焊接设备得到了广泛应用,提高了工作效率和焊接质量。
3. 新材料和新工艺:随着新材料的出现和新工艺的引入,电弧焊技术也在不断发展。
例如,钢铁混合焊接、铝合金焊接等新工艺为电弧焊带来了新的应用领域。
二、电弧焊技术的发展方向电弧焊技术在面临新的挑战的同时,也有许多发展的机会。
以下是电弧焊技术未来发展的几个方向:1. 节能环保:随着社会对环境保护的要求不断增加,节能环保是电弧焊技术发展的重要方向。
研究和应用高效能耗低的焊接工艺、开发可再利用电极材料等将是未来的发展方向。
2. 自动化和智能化:随着机器人技术和人工智能的发展,电弧焊技术的自动化和智能化水平将进一步提高。
通过使用机器人进行焊接,可以提高生产效率,减少人力成本,并提高焊接质量和一致性。
3. 优化焊接工艺:电弧焊技术的发展还需要不断优化焊接工艺。
研究焊接过程中的热力学特性、金属组织演变规律等,将有助于改进焊接质量和强度。
4. 新材料的焊接:随着新材料的不断出现,电弧焊技术需要不断适应不同材料的焊接要求。
研究新材料的焊接特性和优化焊接工艺,将有助于扩大电弧焊技术的应用范围。
总结:电弧焊技术在不断发展和创新中,面对着新的挑战和机遇。
节能环保、自动化和智能化、优化焊接工艺以及适应新材料的焊接是电弧焊技术未来的发展方向。
相信随着科技的不断进步,电弧焊技术将为各行各业的生产提供更加高效、可靠和环保的解决方案。
双丝焊技术的发展现状与应用

应 用 技 术
l ■
双丝 焊 技 术 的发 展 现 状 与 应 用
谢 超
( 中石 化 宁波工 程 公司 ) [ 摘 要】 双 丝焊 接 技术 具有熔 敷效 率高 、 焊接 速度快 、 能量 消耗 低 、 焊 缝质量 好 等优 点 , 在 工程领 域 的应 用越 来越 广 。 本文 首先 介绍 了双 丝焊 的分 类 , 细 分 析 了 串列双丝 焊 、 并列双 丝焊 、 串联 双丝焊 三种 主要双 丝焊 的特点 和 区别 , 然后简 单介绍 了双 丝焊 的发展历 程 , 分析 了我 国双丝 焊技术 的不足 和差距 。 最后, 阐述 了 双 丝焊 技术 在造 船 、 高速 列车 和管 道工 程领 域的 应用 , 及 双 丝焊 技术 的发展 前景 。 [ 关键 词] 双 丝焊 ; 造船 ; 高 速列 车 管道 工程 . 中图分 类号 : T F 7 6 2 . 3 文献标 识码 : A 文 章编号 : 1 0 0 9 ~ 9 1 4 X( 2 0 1 4 ) 0 5 — 0 5 1 4 - 0 2
工艺参数对双丝间接电弧气体保护焊熔滴过渡的影响

W el di ng T echnol o盯V01.42N o.10O ct.2013工艺与新技术31文章编号:1002-025X(2013)10-0031-04工艺参数对双丝间接电弧气体保护焊熔滴过渡的影响曹梅青1,赵雪勃2,仇楠楠1,邹增大3,曲仕尧3(1.山东科技大学材料科学与工程学院,山东青岛266590;2.河北工业大学材料科学与工程学院,天津300130;3.山东大学材料科学与工程学院,山东济南250061)摘要:为了稳定焊接过程,得到高质量的焊接接头,用高速摄像系统及示波器对影响双丝问接电弧氩弧焊熔滴过渡的因素进行了深入分析.结果表明:焊接电流对熔滴过渡影响较大,随着焊接电流的增加.熔滴过渡形式发生明显改变,熔滴过渡频率显著增加,尺寸明显减小:电弧电压对熔滴过渡也有一定程度的影响.当电弧电压较低时为短路过渡,随着电弧电压的升高,正极熔滴过渡形式发生较明显变化,负极未发生明显变化,两极的过渡频率均增加,熔滴尺寸减小;气体成分时熔滴过渡也有较大的影响;电源极性对熔滴过渡的影响也较大,正、负两极的熔滴过渡形式明显不同,且正极熔滴的过渡频率远大于负极。
关键词:熔滴过渡;焊接电流;电孤电压;极性;过渡频率;熔滴尺寸中图分类号:T G444文献标志码:B电弧焊过程中的熔滴过渡是非常重要的焊接冶金过程.它决定了焊条、焊丝的工艺性能及电弧稳定性。
熔滴过渡对焊缝成形及焊接接头质量有很大的影响[--。
国内外学者对电弧焊的熔滴过渡进行了大量的研究[撕]。
双丝间接电弧气体保护焊是一种新的焊接工艺(61,对其报道较少。
焊接电流、电弧电压等工艺参数对双丝间接电弧气体保护焊的熔滴过渡形式、过渡频率及熔滴的尺寸大小具有很大的影响,从而影响焊缝质量。
研究工艺参数对熔滴过渡的影响有利于进一步优化工艺参数、控制熔滴尺寸,从而得到性能良好的焊接接头。
笔者主要研究了焊接电流、电弧电压、气体成分、电源极性等工艺参数对熔滴过渡形式、熔滴过渡频率及熔滴尺寸大小的影响,从而确定合适的工艺参数范围,用于指导焊接过程。
电弧焊的发展和研究现状
电弧悍的发展和研究现状一、引言焊接是一种重要的材料加工工艺,它与金属切削加工、压力加工、铸造、热处理等金属加工一起构成的金属加工技术,是现代机器制造业重要的加工技术,它广泛的应用于石油化工、电力、航空航天、海洋工程、核动力工程、微电子技术,桥梁、船舶、潜艇,以及各种金属结构等工业部门,据不完全统计全世界年产量的钢和大量的非铁合金,都是通过焊接而付诸使用的。
可以毫不夸大的说,没有现代焊接技术的发展,就不会有现代工业和科学技术的今天,焊接技术的发展水平是衡量一个国家科学技术先进程度的重要标志之一。
二、电弧焊及其发展早期的焊接是把两块熟铁钢加热到红热状态以后用锻打的方法连接在一起的。
现代焊接方法的发展是以电弧焊为起点的。
电弧作为一种气体导电的物理现象,早年被俄国人彼得洛夫教授首先发现,并指出可利用电弧来熔化金属。
但由于当时电力工业不够发达,不能提供维持电弧稳定燃烧的足够功率的电源,而且焊接冶金也未能解决焊缝质量问题,因而电弧焊并未得到应用。
从1892年发现金属极电弧后,直到1910年出现了厚药皮焊条以后电弧焊才真正用于工业生产。
由此可见电弧焊的发展是以焊条电弧焊为起点的。
最早的电弧焊是以光金属棒作电极和填充金属,电弧在空气中处于无保护状态下燃烧,电弧稳定性和焊缝质量都很差。
药皮焊条的应用,使得电弧处于药皮熔化所产生的保护气氛中,这不仅大大改善了电弧稳定性,而且使熔池处在电气氛及药皮所形成的熔渣保护下,使焊缝的质量明显提高。
随着熔炼技术及电子技术的发展,近代出现了埋弧自动焊。
埋弧自动焊的焊丝兼有电极和填充金属的作用,电弧及熔池都处于焊剂形成的熔渣保护下,无明弧。
埋弧自动焊的出现大大提高了焊接生产率,为长直焊缝及大型环焊缝的焊接提供了有效的自动化手段,同时也大大减轻了焊接操作者的劳动强度,改善了操作环境。
由于焊条药皮及埋弧焊焊剂的成分中含有金属及非金属氧化物,所以难以用来焊接铝、镁、钦等活泼金腐及其合金。
双电弧高效焊接技术研究与发展现状

双电弧高效焊接技术研究与发展现状周彦彬,史维琴(常州工程职业技术学院,江苏常州213164)摘要:对熔化极气体保护焊(MIG/MAG )、钨极氩弧焊(TIG )等焊接工艺及设备进行复合化高效改型,有利于实现低成本、高质量、高熔敷率、高焊接速度的优质高效焊接,对提高制造业焊接工艺制作效率有重要意义。
近年来,国内外推出了MIG/MAG、TIG 等电弧焊接工艺各类的高效化复合焊接技术与设备。
综述双丝MIG/MAG 焊接、双MIG/MAG 双面焊接、双TIG 复合焊接、TIG-MIG 复合焊接等双电弧共熔池高效焊接技术的工艺原理及应用。
着重介绍了MAG-TIG 双电弧热源高效打底焊接新工艺。
关键词:高效焊接;双MIG 焊;双TIG 焊;TIG-MIG 复合焊;MAG-TIG 复合焊中图分类号:TG434.5文献标志码:C 文章编号:1001-2303(2019)12-0044-08DOI :10.7512/j.issn.1001-2303.2019.12.09Development of double arc high efficiency welding technologyZHOU Yanbin ,SHI Weiqin(Changzhou Vocational Institute of Engineering ,Changzhou 213164,China )Abstract :The welding technology and equipment of MIG/MAG and TIG ,which are widely applied ,have been modified with high effi-ciency by composite/hybrid welding.It is beneficial to realize high quality and high efficiency welding with low cost ,high quality ,highdepositing rate and high welding speed ,and is of great significance to improve the manufacturing efficiency of welding technology.In recent years ,MIG/MAG ,TIG and other arc welding technologies and equipment with high efficiency have been introduced at home and abroad.In this paper ,the principle and application of high efficiency welding technology of double arc pool ,such as double wire MIG/MAG welding ,double MIG/MAG double-sided welding ,double TIG composite welding and TIG-MIG composite welding are summari-zed.Finally ,the new technology of MAG-TIG double arc heat source composite high-efficiency root welding is introduced emphatically.Key words :high efficient welding ;double MIG welding ;double TIG welding ;TIG-MIG hybrid welding ;MAG-TIG hybrid welding 本文参考文献引用格式:周彦彬,史维琴.双电弧高效焊接技术研究与发展现状[J].电焊机,2019,49(12):44-51.收稿日期:2019-07-24;修回日期:2019-09-20基金项目:江苏省高校“青蓝工程”优秀教学团队;常州工程职业技术学院科研启动基金(11130900119001)作者简介:周彦彬(1982—),男,博士,讲师,主要从事双电弧复合高效焊接工艺与装备的研究。
双丝焊技术的发展现状与应用

双丝焊技术的发展现状与应用作者:谢超来源:《中国科技博览》2014年第05期摘要:双丝焊接技术具有熔敷效率高、焊接速度快、能量消耗低、焊缝质量好等优点,在工程领域的应用越来越广。
本文首先介绍了双丝焊的分类,详细分析了串列双丝焊、并列双丝焊、串联双丝焊三种主要双丝焊的特点和区别,然后简单介绍了双丝焊的发展历程,分析了我国双丝焊技术的不足和差距。
最后,阐述了双丝焊技术在造船、高速列车和管道工程领域的应用,以及双丝焊技术的发展前景。
关键词:双丝焊;造船;高速列车;管道工程.【分类号】:TF762.3前言随着中国经济的快速发展,中国的钢产量和用量均达到世界第一位,这极大地推动了焊接技术的发展,目前中国钢结构的焊接工作量已达到世界焊接强国的水平[1]。
随着海洋装备、航空探测器、大飞机、高速列车等产业的发展,对焊接技术和焊接质量的要求越来越高,因此提高焊接过程的生产效率,探寻和发展优质、高效、节能的焊接方法已成为满足实际生产需要的重要任务[2-4]。
随着先进制造业的发展,传统单丝焊接方法的生产效率已趋于极限,无法满足现代化工业技术发展的步伐。
同单丝焊接技术相比,双丝焊具有焊接速度高、熔敷效率高、焊缝质量好等优点,能够极大地提高焊接生产效率,因此受到越来越多的关注[5-7]。
1. 双丝焊的分类根据焊接特点和保护方式不同,双丝焊主要包括双丝埋弧焊和双丝气体保护焊两种[8-10]。
双丝埋弧焊因其高效、节能、优质的特点,在国内外造船、桥梁、压力容器和管道领域都得到了广泛的应用。
但是,双丝埋弧焊只适于平焊长的直焊缝和圆形纵、环焊缝,而且焊缝熔深大,其应用有一定的局限性。
双丝气体保护焊具有焊接高速快、熔敷率高的特点,不仅可以焊接薄板工件,也可以焊接厚板结构,在输气管道、压力窗口、钢管、桥梁、船舶等领域具有较好的应用前景。
根据焊接电路配置和焊丝的装配不同,双丝焊分为串列双丝焊、并列双丝焊、串联双丝焊、双丝三弧焊和双丝预热填丝焊等[11, 12]。
双丝间接电弧氩气保护焊的熔滴过渡与电弧形态

双丝间接电弧氩气保护焊的熔滴过渡与电弧形态
曹梅青;邹增大;曲仕尧
【期刊名称】《焊接学报》
【年(卷),期】2012(033)006
【摘要】用高速摄像系统及示波器对双丝间接电弧氩弧焊的熔滴过渡及电弧形态和电弧电压之间的关系进行了深入分析.结果表明,熔滴过渡和电弧电压、电弧形态的规律性变化存在密切的对应关系.熔滴形成、长大、脱离焊丝端部的规律性变化使极性斑点间距及弧柱电阻发生变化导致了电弧电压的波动,从而使电弧形态发生由暗到明、由小到大的规律性变化.随着焊接电流的增大熔滴的过渡形式发生变化,熔滴尺寸减小.不同的熔滴过渡形式其电弧电压的波动也有所不同,射流过渡电压波动较小,而短路过渡电弧电压的波动最大.
【总页数】4页(P47-50)
【作者】曹梅青;邹增大;曲仕尧
【作者单位】山东科技大学材料科学与工程学院,青岛266590;山东大学材料科学与工程学院,济南250061;山东大学材料科学与工程学院,济南250061
【正文语种】中文
【中图分类】TG444
【相关文献】
1.双电弧集成冷丝复合焊中熔滴过渡及焊缝成形机理 [J], 向婷;李桓;韦辉亮;高莹
2.磁场对双丝间接电弧焊熔滴过渡的影响 [J], 张顺善;邹勇;邹增大
3.双丝间接电弧氩弧焊的熔滴过渡 [J], 曹梅青;邹增大;杜宝帅;曲仕尧;王新洪;李德刚
4.双丝间接电弧焊的电弧形态 [J], 曹梅青;邹增大;杜宝帅;曲仕尧
5.双丝间接电弧氩弧焊的熔滴过渡形式 [J], 曹梅青;邹增大;张顺善;曲仕尧
因版权原因,仅展示原文概要,查看原文内容请购买。
我国焊接工艺研究现状及进展
我国焊接工艺研究现状及进展【摘要】随着社会的发展和科技的进步,我国钢铁焊接行业在不断发展壮大,焊接工艺水平也在不断提高。
现代焊接技术是在工业的基础上逐步发展起来的,其直接服务于制造工艺。
焊接工艺不仅是发展国民经济的重要手段,也是一个国家工业制造先进与否的评判标准,其地位不容忽视。
文章从多个介绍了我国焊接工艺的现状,根据实际存在的问题提出来一些建议,并对焊接工艺未来的发展进行了评估,希望能为今后的研究或工作提供一些帮助。
【关键词】焊接工艺;现状;对策;进展趋势随着科学技术的不断发展,焊接工艺渐渐也突破了传统的局限性,焊接方法、焊接材料以及焊接的实际操作条件均发生了变化,这使得焊接工艺不仅在金属领域占据重要位置,在非金属领域也占有一席之地。
随着焊接工艺的不断进步发展,人们对于焊接工艺的准确性、稳定性以及美观性等的要求也越来越高,但是依照焊接工艺目前的发展来说,无法达到人们的期望值。
因此,提高焊接工艺水平势在必行。
1.现阶段几种常见的焊接工艺1.1气体保护焊接工艺气体保护焊接工艺属于熔化焊,其焊接的热源是电弧,保护介质是气体。
应用该技术实施焊接时,气体能够在电弧周边形成一定厚度的气体保护层,这个保护层能够使电弧、熔池与空气隔绝,这样才能保证电弧稳定燃烧,不受其他杂质气体影响。
1.2埋弧焊接工艺埋弧焊接工艺可分为两种,即自动埋弧焊接工艺和半自动埋弧焊接工艺。
其中自动埋弧焊接工艺应用范围较远,原因是该工艺焊丝的送进和电弧的移动均由专用的机械来完成,人工参与的成分极少,生产效率高。
而半自动埋弧焊接工艺电弧的移动需要人工参与才能完成,这在无形中增加了工业制造的成本,故该种焊接工艺很少使用。
1.3电阻焊接工艺电阻焊接工艺属于压力焊,因其焊接稳定性高、生产效率高、自动化程度高而被广泛的应用于汽车制造以及航空航天等领域。
该焊接工艺的原理是:以电流为媒介,通过电流产生的电阻热来实施金属间的焊接。
1.4螺柱焊接工艺螺柱焊接工艺在众多焊接工艺中优势显著,其在焊接的整个过程中都不需要任何钻孔打洞,被焊接的试件不漏水、不漏气,这是其他焊接工艺无法企及的。
浅谈高效焊接工艺研究现状

浅谈高效焊接工艺研究现状【摘要】本文对高校焊接工艺的国内外现状进行了详细的研究,阐述了高校焊接工艺的应用范围、特点和原理,并对双面电弧焊接工艺进行了重点研究,在此基础上对其进行了展望。
【关键词】DSAW工艺;高效焊接;熔深0.前言在经济高速发展的今天,海洋、交通、航空事业都得到了飞速的发展,使得焊接技术有了一个质的飞跃,使得焊接工作的量有了很大的突破。
现在,在世界焊接强国中我国的焊接工作量领先于各个国家,但是就焊接的质量和效率来说,远远落后于世界发达国家。
这是有很多因素在里面的,首先自动化程度不够广泛,再次,高效焊接方法没有得到广泛的应用。
所以应该加强高效焊接工艺的推广和研究,使得真正广泛应用与实际生产中。
1.提高熔敷率焊接1.1热丝TIG/MIG工艺常规TIG焊接熔敷率具有很多缺点,热丝焊接工艺针对其缺点由此诞生,这种工艺在后来的熔化极气体保护焊接和埋弧焊中都得到了广泛的应用,并且具有很好的作用。
此种工艺主要是运用焊丝在电流经过时产生的电阻热,焊丝如果温度升高到一定的温度,会转移到电弧区,使得熔敷率有所增加,并且使焊丝的熔化速率也有所提高,最终使得焊接的效率有很大的提高。
附加电源可以给预热焊丝提供专门的电流,如果不使用附加电源的话,可以采用焊接电源的方式。
如果将热丝被送丝结构的附加填充满的话,可以将原来的焊丝进行一定的预热。
1.2添加金属粉TIG/MIG工艺将金属粉末在焊接的过程中加入,可以灵活的用于熔化极气体保护焊接和埋弧焊接两种工艺中。
如果电弧能量不能增加的话,可以添加一定量的金属粉,这样能够使高熔敷率升高百分之三十到百分之五十。
但是在实际生产应用中,埋弧焊工艺多是采用的金属粉末的添加和多丝埋弧焊相结合的工艺。
此种工艺,最重要的一定要控制好金属粉末的大小。
一开始人们多是采用的切断的焊丝,而且颗粒很大,应用与实际生产中收到的效果并不十分显著。
但是自将金属粉末的直径采取了减小的手段之后,人们逐渐认识到了这种工艺的好处。
双丝电弧焊技术
双丝电弧焊技术随着全球制造业竞争趋势的加剧,人们对于焊接质量以及焊接效率的要求越来越高,因此提高焊接效率和焊接质量,同时降低生产成本成为了众多焊接工作者追求的目标。
对于焊接效率的提高主要有两种途径:其一是通过提高焊接速度,主要是针对薄板件焊接:另外一种是提高焊丝的熔敷率,主要是针对中、厚板焊接。
提高焊接速度以及焊丝熔敷率很大程度上是通过提高焊接电流来实现,对于传统的单丝电弧焊来说,通过焊丝的电流是有一定限度的,即焊接电流不宜过大,否则会影响焊接稳定性,进而影响焊接质量。
基于以上因素,双丝电弧焊技术由于其具有焊接速度高、焊接质量好以及高熔敷率等优点受到人们的关注。
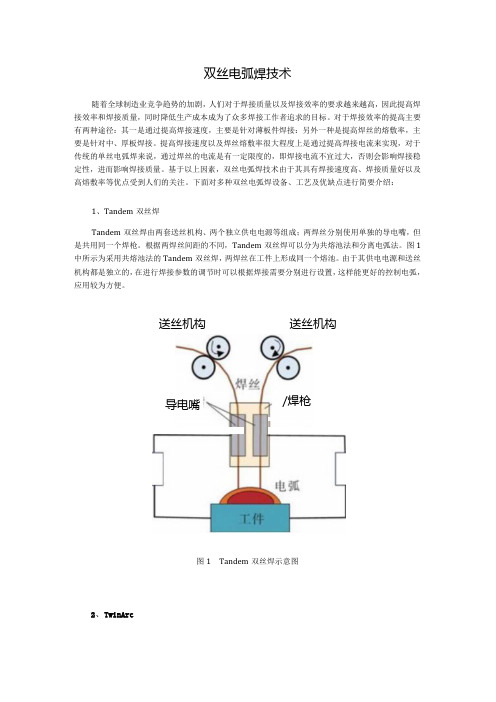
下面对多种双丝电弧焊设备、工艺及优缺点进行简要介绍:1、Tandem双丝焊Tandem双丝焊由两套送丝机构、两个独立供电电源等组成;两焊丝分别使用单独的导电嘴,但是共用同一个焊枪。
根据两焊丝间距的不同,Tandem双丝焊可以分为共熔池法和分离电弧法。
图1中所示为采用共熔池法的Tandem双丝焊,两焊丝在工件上形成同一个熔池。
由于其供电电源和送丝机构都是独立的,在进行焊接参数的调节时可以根据焊接需要分别进行设置,这样能更好的控制电弧,应用较为方便。
送丝机构送丝机构导电嘴/焊枪图1 Tandem双丝焊示意图2、TwinArc美国Miller公司开发的一种双丝电弧焊技术,两焊丝共用一个电源和同一个导电嘴,其示意图如图2所示,一般来说,两根焊丝的直径相同,在焊接时形成共同的熔池。
根据焊丝并列排布的特点,这种焊接方法还被称为并列双丝焊。
但由于其两焊丝共用一个导电嘴,有时容易出现电弧干扰问题,使其应用不太方便。
送丝机构送丝机构3、串联双丝焊两焊丝共用一个电源和同一个导电嘴,电源正负极分别和它的两根焊丝进行相连,焊丝通过串联进行连接,其原理如图3所示。
电流不流过母材,直接通过中间的电弧形成通路,并且电弧只存在于两焊丝之间。
在实际生产时,角度的最佳选择为45°。
电焊条的研发现状和趋势

电焊条的研发现状和趋势近年来,随着科学技术的发展和工业化水平的提高,电焊已经成为现代制造业中不可或缺的技术手段之一。
而电焊条作为电焊中的重要材料之一,其研发现状和趋势备受人们关注。
本文将探讨电焊条的研发现状、未来的发展趋势以及对行业的影响。
一、电焊条的研发现状电焊条是一种用于电弧焊接的填充材料,通常由焊丝、焊剂和外壳组成。
在电焊过程中,电焊条的焊剂会熔化并形成一层保护气体和熔渣,从而保护焊缝不受外界氧气的侵蚀,提高焊接质量和效率。
目前,电焊条的研发主要集中在以下几个方面:1. 材料研发:随着钢铁工业的发展,各类钢材的应用越来越广泛,对电焊条的材料要求也在不断提高。
当前,研发人员主要关注电焊条在高强度、高温、低温等环境下的焊接性能,以满足各种复杂工况的需求。
2. 配方改进:电焊条的焊剂是保证焊接质量的关键之一。
目前,研发人员正致力于改进电焊条的焊剂配方,以提高焊接速度、降低氢裂纹敏感性、减少焊接变形等问题。
3. 制造工艺优化:制造工艺对电焊条质量和性能有着重要影响。
当前,研发人员在电焊条的制造过程中,采用先进的生产设备和工艺,以提高产品的一致性和可靠性。
二、电焊条的未来发展趋势随着科技的不断进步,电焊条行业也存在一些明显的发展趋势:1. 环保可持续发展:随着环保意识的提高,未来的电焊条将更加注重环保性能,降低焊接过程中产生的气体和烟尘排放,减少对环境的影响。
2. 智能化和自动化:随着人工智能和自动化技术的进一步应用,电焊条行业也将逐渐实现智能化和自动化生产。
通过自动化设备的使用,可以提高电焊条生产的效率和质量。
3. 产品个性化定制:随着各行业对电焊条的需求日益多样化,未来电焊条的发展趋势将越来越向个性化和定制化方向发展。
生产企业将根据用户的需求,提供各类特殊功能的电焊条,以满足不同行业的需求。
三、对行业的影响电焊条作为电焊的重要组成部分,其研发的进展将直接影响到焊接质量和效率。
随着电焊条研发的不断进步,将会带来以下几个方面的影响:1. 提高焊接质量:随着电焊条焊剂配方的改进,焊接缺陷率将会降低,焊接质量将会得到显著提高。
双丝间接电弧气体保护焊研究的开题报告

双丝间接电弧气体保护焊研究的开题报告
题目:双丝间接电弧气体保护焊研究
研究背景和意义:随着我国制造业的快速发展,焊接技术的需求越来越大。
而气体保护焊是常用的焊接技术之一,能够实现高质量的焊接,但是在一些复杂形状的工件焊接中,使用传统的气体保护焊存在一定的困难。
因此,采用双丝间接电弧气体保护焊技术可以解决传统气体保护焊的不足,提高焊接质量,降低生产成本,具有广阔的应用前景。
研究内容和方法:本研究将首先介绍双丝间接电弧气体保护焊的原理,对其进行实验研究,探讨其对焊接质量的影响,同时对相应的焊接参数进行优化,以提高焊接效率和质量。
使用金属log记录焊接过程中的温度变化,显微镜观察焊缝,使用拉伸试验和硬度测试等手段,对焊接接头进行测试和分析,从而探究双丝间接电弧气体保护焊的优点和不足。
预期结果:通过实验研究,本研究旨在探讨双丝间接电弧气体保护焊的优点和不足,并加以改进,提高焊接效率和质量。
预计在焊接质量、焊接速度、焊接成本等方面都能取得较为显著的成果。
研究意义:本研究将对双丝间接电弧气体保护焊技术进行深入研究和探索,为其在实际工程应用中提供科学理论基础和技术指导,同时推动气体保护焊技术的发展,为我国制造业的发展做出贡献。
双弧焊接工艺研究现状及展望
双弧焊接工艺研究现状及展望摘要:综合介绍了单面双弧、复合双弧、双面双弧等焊接工艺的最新发展,并就各自的焊接工艺的特点、应用情况及发展前景进行了分析与总结。
关键词:双弧双面双弧焊双丝焊复合电弧近年来,航空航天、交通运输、海洋工程等工业的发展,极大地推动了焊接技术的发展。
在工业发展的同时,机械行业也取得了翻天覆地的变化,特别在双弧焊接方面更是取得了突飞猛进的发展。
随着社会对机械产品的要求越来越严格,对产品的焊接工艺也提出了更多苛刻的要求。
提高焊接工艺水平和焊接接触点的质量、减少焊接接触面的缺陷是提高焊接质量的重要措施。
对双弧焊的分类方式主要按电弧的种类与位置来分,其研究主要集中在三个方面:单面双弧焊、复合双弧焊、双面双弧焊。
本文将分别对这三个方面进行综合论述与分析。
1 单面双弧焊单面双弧焊一般而言就是指双丝焊接,它包括采用单个焊枪配上填丝或双焊丝和双焊枪的双丝焊接。
由于单面双弧提高了焊接速度,减小了单位时间内焊缝成形的热输入,因而热影响区减小,接头力学性能提高。
对于双弧焊的研究,国内外都是从双丝埋弧焊开始的,该技术已经在生产中得到了应用,后来又在窄间隙焊上得到了应用,近几年来对双丝熔化极焊研究的相对比较多。
双丝埋弧焊的最早应用在1948年。
双丝埋弧焊包括单电源双丝和串列双弧两种。
串列双弧中双丝的每一根焊丝由一个电源独立供电,它具有熔深最大、熔敷速度较高、焊缝金属稀释率接近单丝埋弧焊的特点,因而提高了焊接速度与焊接质量。
单电源则可以获得较高的熔敷速度和稀释率,但熔透能力比单丝埋弧焊低,因而适于窄间隙焊。
现在双丝埋弧焊已经在实际生产中得到了广泛的应用,特别是采用单电源的双丝窄间隙埋弧焊在压力容器及核动力装置得到了应用,解决了两侧未熔合问题,并且提高了生产效率。
但是由于埋弧焊熔池不可见,加之只适于平焊位置,因此这种方法有较多限制。
随着熔化极气体保护焊的应用普及,对熔化极气体保护双弧焊的研究也比较早,其最早应用是在1955年。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第27卷第2期2008年4月Vol .27No .2Apr .200888 Journal of Sh andon g University of Scie nce and Tech nolo gy Nat ural Science双丝电弧焊研究现状及进展曹梅青1,邹增大2,张顺善2,曲仕尧2(1.山东科技大学材料科学与工程学院,山东青岛266510;2.山东大学材料科学与工程学院,山东济南250061)摘 要:主要介绍了多丝尤其是双丝电弧焊的分类,对双丝三弧焊、串列双丝焊、双丝预热填丝焊、并列双丝焊、串联双丝焊等焊接方法的特点作了简要介绍。
阐述了双丝焊的研究现状,对双丝焊的优点及其应用、双丝焊设备进行了分析与总结。
关键词:双丝焊;双弧;双丝三弧;双丝焊设备;高效节能中图分类号:TG 444 文献标志码:A 文章编号:1672-3767(2008)02-0088-05Present Situation and Development of Twin -wire Arc WeldingCAO Mei -qing 1,ZOU Zeng -da 2,ZHA NG Shun -shan 2,QU Shi -y ao 2(1.Colleg e o f M aterial Science and Eng .,SU ST ,Q ing dao ,Shandong 266510,China ;2.College o f M aterial Science and Eng .,Shando ng U nive rsity ,Jinan ,Shando ng 250061,China )A bstract :T his pape r mainly intro duced the cla ssifica tion o f the multi -w ire ar c welding ,especially the tw in -wire a rcwelding .The characteristics o f twin -w ire three wire welding ,T andem ,preheating tw in -wire w elding ,twin a rc andtwin -w ire series welding we re briefly intr oduced .A nd it ex pa tiated the present situatio n o f the twin -wire ar c weld -ing .T he advantages ,applica tion and equipment of the twin -w ire arc w elding w ere analy zed and summarized in thispaper .Key words :twin -wire arc welding ;double arc ;twin -w ire three arc ;tw in -wire equipment ;hig h effective ener gy -saving收稿日期:2008-01-18基金项目:山东省自然科学基金项目(Z2002F03)作者简介:曹梅青(1977—),女,河北宁晋人,副教授,博士,主要从事新材料及连接技术方面的研究. 近年来,航空航天、交通运输、海洋工程等工业的发展,极大地推动了焊接技术的发展。
伴随着产品、材料、使用条件的多种多样,对焊接质量的要求越来越高,因此如何用优质、高效的焊接技术来满足当前的需要,是焊接工作者面临的任务。
提高焊接生产效率和焊接质量、实现焊接自动化生产、减少焊接缺陷成为实际生产的迫切要求。
焊接生产率的提高主要有两个方面:一是薄板焊接时焊接速度的提高;二是中、厚板焊接时熔敷率的提高。
双丝焊因具有焊接速度高、焊丝熔敷率高、焊缝质量好等优点而受到各国焊接学者的关注[1-4],因此其应用越来越广泛,对其研究也越来越多[5-14]。
1 双丝焊分类及其特点双丝焊能够增加焊接熔敷率,提高生产率,它适用于各种弧焊方法,其中以熔化极焊接方法的应用居多。
在双丝焊中又以细丝双丝焊方法的应用居多,因此本文着重介绍细丝双丝焊。
细双丝焊方法主要有双丝三弧焊、串列双丝焊、双丝预热填丝焊、并列双丝焊、串联双丝焊等。
1.1 双丝三弧焊该方法的两焊丝及工件间有第三电弧,如图1所示。
三个弧可用一台三相交流电弧焊机或两台单相交流电弧焊机并联供电。
DOI :10.16452/j .cn ki .sd kjzk .2008.02.008曹梅青等双丝电弧焊研究现状及进展89Journal of Sh andon g University of Scie nce and Tech nolo gyNat ural Science 双丝三弧焊是一种高效节能的焊接方法,基体金属百分比可以在很大范围调整,既可用于堆焊,也可用于焊接;既适用于埋弧焊,也适用于MIG、MAG和CO2气体保护焊。
该方法便于掺合金,也可以在此基础上再加填充焊丝,这样比用焊剂掺合金效率高成本低。
但该方法不容易调节出第三电弧且一般只用交流电源。
1.2 串列双丝焊串列双丝焊中双丝的每一根焊丝由一个电源独立供电,如图2所示。
根据两根焊丝间距的不同,其方法有共熔池法和分离电弧法两种。
共熔池法的生产效率可提高一倍以上,节约电能,可提高焊接速度和焊缝成型质量。
分离电弧法不共熔池,小电流电弧在前起形成浅熔深和预热的作用,大电流电弧在后起不增加熔深和提高生产率及对第一层重熔和热处理作用。
在气体保护焊中这种接线方式叫TANDEM双丝焊。
该方法由两台焊机、两台送丝机及一把焊枪组成,两根焊丝分别使用单独的导电嘴,但共用一个气体喷嘴,可与自动控制化专机或焊接机器人配套使用。
1.3 双丝预热填丝焊此法是一个主焊丝产生电弧进行焊接,另外一个辅助焊丝插入熔池利用多余待传递而不能利用的热量熔化,不断填入熔池,另外一个分流回路对辅助焊丝导电部分预热而提高其熔化速度(图3)。
这种焊接方法能够提高生产率、节约电能,可以提高焊接速度、减少变形、减少过热和热影响区宽度。
1.4 并列双丝焊该方法的两根焊丝共用一个电源和一个导电嘴,以同一速度且同时通过导电嘴向外送出(图4)。
两根焊丝的直径可以相同也可以不同,化学成分可以相同也可以不相同。
由于两丝靠得比较近,两焊丝形成的电弧共熔池,并且两电弧相互影响。
两焊丝平行且垂直于母材,相对焊接方向,焊丝既可纵向排置也可横向排置或成任意角度。
并列双丝焊能获得更高质量的焊缝,并且其设备简单,便于使用。
气体保护并列双丝焊一般称为TWIN A RC双丝焊,两根焊丝共用一个导电嘴和一个气体喷嘴。
1.5 串联双丝焊串联双丝焊的两丝通过导电嘴分别接电源的正负两极,母材不通电,电弧在两焊丝之间产生,两焊丝是串联的(图5)。
根据实际应用,既可用直流电源也可用交流电源。
两焊丝之间夹角最好为45°角。
该方法熔敷速度高,对母材热输入少,熔深浅,熔敷金属的稀释率低。
2 双丝焊的研究状况双丝焊作为一种高效率的焊接方法越来越被人们关注。
对于多丝焊的研究国内外都是从双丝埋弧焊开始的[15-18]。
双丝埋弧焊最早应用于1948年。
双丝埋弧焊包括单电源双丝和串列双弧两种。
串列双弧中双丝的每一根焊丝由一个电源独立供电,它具有熔深大、熔敷速度较高、焊缝金属稀释率接近单丝埋弧焊的特点,因而提高了焊接速度与焊接质量。
采用单电源可以获得较高的熔敷速度和稀释率,但熔透能力90 第27卷第2期2008年4月Vol.27N o.2 Apr.2008比单丝埋弧焊低,因而适于窄间隙焊。
目前,双丝埋弧焊已经在实际生产中得到了广泛的应用[19-20],特别是采用单电源的双丝窄间隙埋弧焊在压力容器及核动力装置得到了应用,解决了两侧未熔合问题,并且提高了生产效率。
但是由于埋弧焊熔池不可见,加之只适于平焊位置,因此这种方法有较多限制。
随着熔化极气体保护焊的应用普及,对熔化极气体保护双弧焊的研究也比较多[21-22],其最早应用是在1955年[23]。
国内研制了双焊丝的CO2气体保护焊新工艺,用于电机机座的焊接[11],实际应用证明,它可以减小焊接变形,提高焊接质量和生产效率,改善劳动条件,节约焊接材料。
加拿大焊接研究所也研制了脉冲双焊丝GM AW焊接设备,用于窄间隙的高强钢焊接,它的两电弧分别采用不同的电源供电,利用两电源脉冲峰值的相移来控制双丝的焊接,解决电磁场的相互干扰问题,成功地解决了窄间隙侧壁熔合问题[9]。
日本的NKK船厂采用了双高速旋转电弧的焊接工艺,用于角焊缝的焊接,它采用了富氩气体作为保护气体,一个为引导焊枪,另一个为训练焊枪。
奥地利弗尼斯公司成功开发了单枪双丝M IG焊技术,该技术焊接效率高,焊接变形小,焊枪小巧可达焊件任何位置。
近几年来,铝合金等有色金属及复合材料在焊接生产中的应用越来越广泛,因此铝合金的双弧焊研究也比较广泛。
日本开发了TIG-1Y/G(TIG双丝磁控法)和MIG-1Y(M IG单丝磁控法)。
在铝合金的焊接中,日本还开发了双丝焊接技术,其消耗电极焊丝在前,填充焊丝在后,近于平行地配置在喷管内进行焊接。
在消耗电极形成的熔池内插入焊丝,再由熔池热量熔化填充焊丝,这样焊丝熔化速度得到了提高,提高了生产率,并降低了熔池温度,冷却速度增加,变形减小。
由于M IG/MAG焊法具有高效、节能、价廉、可见性好、便于使用等优点,于20世纪80年代中期在国际上已成为主要的焊接方法。
而且在先进工业国家的应用比例越来越大,如日本已达80%,欧美达50%~60%。
在多丝焊方面曾出现方波交流电源多丝埋弧焊[24]。
方波交流电源由于具有稳定的重复引燃性、在窄坡口内没有弧偏吹、边缘熔化可靠等优点,可提高生产率。
利用方波交流电源,再与高的焊接速度及高的熔敷率的多丝埋弧焊相配合,则可进一步提高生产率。
在焊接VC-A化纤纺丝机中的保温箱时,用的是双丝摆动CO2自动焊[25]。
经实验证明,用双丝摆动CO2自动焊,操作稳定性可靠,焊透性好,焊缝成形好。
为了提高我国工业企业的焊接生产效率和焊接生产水平,珠海雅各臣有限公司从世界著名的德国克鲁斯(Cloo s)公司引进了Tandem高速高效M IG/M AG双丝焊接技术,并在国内大力推广应用[13]。
总之,双丝焊的应用越来越广泛,越来越被人们重视。
3 双丝焊的优点及其应用双丝高效化焊接既可实现高速焊接,又可实现高熔敷率焊接,也就是既可以在薄板结构,也可以在厚大结构的产品方面发挥作用。
细双丝自动焊比细单丝自动焊能更大幅度提高生产率,尤以细双丝三弧焊为最[26]。