超大型台车式加热炉炉衬材料及结构形式探讨_工业炉_2010tr
大型燃气台车式热处理炉炉温偏差超差的控制

2 0 1 3年
・
铸
造
设备与工艺 1 0月
F OU NDRY E0UI P MENT AND T EC HNO L OGY
应用 研 究 ・
大 型燃 气 台车式 热处理炉炉温偏差超 差的控 制
马 进。 时 军
( 共享铸钢有限公 司, 宁夏 银川 7 5 0 0 2 1 )
( K o c e l S t e e l F o u n d r y C O . L T D, Y i n c h u a n N i n g x i a 7 5 0 0 2 1 , C h i n a )
Ab s t r a c t ::B a s e d o n t h e t e mp e r a t u r e u n e v e n n e s s a n d t h e b i g d e v i a t i o n o f t e mp e r a t u r e f o r t h e b i g c a r t y p e f u r n a c e o f n a t u r a l
g a s , t a k i n g t h e me t h o d o f i m p r o v i n g h e a t r e t a i n i n g p r o p e  ̄ y a n d a i r t i g h t n e s s f o r f u na r c e b o d y , d i s p o s i n g b u ne r r s f a i l u r e , a d j u s t i n g t h e
因及 采 取 的措 施作 了分 析 总结 。
1 温 度偏差 超 差的原 因
大型台车式热处理炉的优化与改进
大型台车式热处理炉的优化与改进摘要:随着我国经济的发展和技术的进步,目前的大型台车热处理炉技术存在很多的问题,原来的技术已经不能很好地满足工业生产进行,因而需要对其结构进行优化与改进,这不仅可以提高工作效率,降低能源消耗,还能够提高产品的质量。
文章对大型台车式热处理炉的问题进行了进行分析,并提出了改进措施。
关键词:大型台车;热处理炉;优化改进近些年来,大型装备制造业在我国发展迅速,传统的台车式热处理炉已经不能很好地满足要求。
主要体现在大型铸锻件的加热中,需要台车式炉能够载重大、载荷集中以及能够承受冲击载荷和高温等。
为促进其进一步的发展,有必要对其进行优化。
1 大型台车式热处理炉的发展概况1.1 目前我公司台车式热处理炉的主要技术参数介绍台车尺寸/m×m:7.5×15 m,炉膛进料高度/m:5,最大装炉量/t:600,最高炉温/℃:1 100,升温速度/℃·h-1:20~100可调,降温速度/℃·h-1:20~100可控,保温结束炉温均匀度/℃:≤±10 ℃,燃料:城市煤气、天然气+空气、城市煤气+天然气+空气三种气源互换使用,城市煤气低热值H:4 200 Kcal/Nm3,华白数为:7 661 KCal/Nm3,波动范围±10%,燃料消耗量/m3·h:2 300(平均)。
1.2 台车式热处理炉的性能优化介绍目前所着我国工业的发展进步以及对于大型装备制造业要求提高,所以;炉子具有密封性、炉温的均匀性以及承载能力和抗冲击能力强等特点。
通过分析以前炉子中存在的问题,总结需要优化和改进的方面。
主要以下几大点:一是优化炉腔内部的燃烧方案,二是增强对于炉腔内部共建冷却方案掌控,三是提高台式车的抗冲击能力和承载能力,四是在高温下,炉门骨架的抗高温能力以及抗变形能力,五是炉架横梁强度的提高。
这是目前台式车热处理炉需要优化的地方,这对于进一步的发展我国装备制造业有着重要作用。
台车炉的结构和温控系统介绍
3、温控系统能够连续运行24小时。
4、台车式工业炉温控系统配有无纸记录仪,便于工作人员集中管理,实时监测工艺数据。
5、台车式工业炉温控系统是全自动化运行的,不需要人工操作。
6、台车式工业炉温控系统控温精度非常高,可在控温在±1℃内。
7、台车式工业炉温控系统内金属表面温度小于30℃。
8、台车式工业炉温控系统具有全面的安全装置,包括超温报警灯、自动限位器等功能。
9、台车式工业炉温控系统操作简便直观、无噪音、寿命长。
台车炉的结构和温控系统介绍
一、结构
1、炉衬保温层:
台车式工业炉保温层有两种炉衬,一种是采用重质耐火砖、轻质保温砖等制作成炉衬,另一种是采用全陶瓷纤维保温制作成的炉衬,两种炉衬有各自的特点。
2、台车:
台车式工业炉的台车采用钢板焊接而成,长期使用都不易变形。台车承载能力很大。
3、台车链轮:
台车式工业炉的走轮和链条采用钢精加工制作,确保台车负载要求。
4、台车动力牵引机构:
台车式工业炉的牵引机构就是电机和减速机,台车的进出都自动限位器。
5、加热元件:
台车式工业炉的发热元件采用高电阻合金材料。
6、炉底板:
台车式工业炉的炉底板采用耐热铸钢件,最高使用温度能够达到11温控系统采用电脑控温仪,适合台车式工业炉回火、淬火、正火、退火等各种热处理工艺。
加热炉衬里施工技术研究

加热炉衬里施工技术研究加热炉作为工业生产中的重要设备,其衬里施工技术对于保证加热炉的正常运行、提高热效率、延长使用寿命以及降低能耗等方面都具有至关重要的作用。
本文将对加热炉衬里施工技术进行深入研究,旨在为相关工程实践提供有益的参考。
一、加热炉衬里的作用与要求加热炉衬里主要起到隔热保温、减少热量散失、保护炉体结构以及抵抗高温和化学侵蚀等作用。
为了实现这些功能,加热炉衬里通常需要满足以下要求:1、良好的隔热性能:能够有效地阻止热量向外传递,降低炉体表面温度,提高热效率。
2、耐高温性能:能够在高温环境下保持稳定的物理和化学性质,不发生软化、变形或脱落。
3、抗化学侵蚀性能:能够抵抗炉内各种化学物质的侵蚀,避免衬里损坏。
4、良好的机械强度:能够承受炉体内部的压力、振动和温度变化等因素的影响,不易开裂或破损。
5、施工方便:便于在现场进行施工和安装,缩短施工周期,降低施工成本。
二、加热炉衬里的类型目前,常用的加热炉衬里类型主要包括耐火砖衬里、耐火浇注料衬里、耐火可塑料衬里、纤维毡衬里和纤维模块衬里等。
1、耐火砖衬里耐火砖衬里具有较高的机械强度和耐高温性能,适用于高温、高压和高磨损的加热炉环境。
但其施工难度较大,施工周期较长,且整体性较差,容易出现砖缝渗漏等问题。
2、耐火浇注料衬里耐火浇注料衬里具有施工方便、整体性好、适应性强等优点,能够适应各种复杂的炉型结构。
但其在高温下的强度和稳定性相对较低,需要合理选择材料和施工工艺。
3、耐火可塑料衬里耐火可塑料衬里具有良好的可塑性和粘结性,能够在高温下保持较好的体积稳定性。
但其施工要求较高,需要专业的施工人员进行操作。
4、纤维毡衬里纤维毡衬里具有重量轻、隔热性能好、施工方便等优点,适用于温度较低、要求隔热效果好的加热炉部位。
但其耐高温性能相对较差,不能承受高温火焰的直接冲击。
5、纤维模块衬里纤维模块衬里是一种新型的衬里材料,具有优异的隔热性能、耐高温性能和机械强度,且施工方便,使用寿命长。
台车式加热炉和热处理炉的比较研究
台车式锻造加热炉详细介绍
台车式锻造加热炉详细介绍台车式锻造加热炉主要用于金属构件的正火、退火、去应力用锻造热处理炉骨架由各种型钢焊接而成,外框用槽钢作主梁,围板采用冷薄板,台车用槽钢作主梁,底板及前后端板采用中板。
结构组成:炉体部分主要包括炉壳、炉衬、加热元件、炉门及台车。
炉壳由钢板与型钢焊接而成,炉衬采用节能型超轻质耐火砖、硅酸铝纤维与优质保温材料组成复合炉衬。
加热元件用高合金电阻丝绕制成螺旋状放置于炉衬和台车搁砖上;台车可以来回移动,便于装卸料,其与炉壳间采用合理的密封结构,改善了密封性能;炉门的升降与台车的进出均采用电动减速机构驱动,炉底板为耐热铸钢件。
并可选配台车倾斜卸料装置。
台车和炉门,一体化连轨,不需基础安装,放在水平地面和基础垫铁或膨胀螺丝就可使用。
其中:锻造热处理炉传动部分:台车传动采用电动机、减速机通过链条带动前端一组主动轮传动。
炉门传动是采用蜗轮减速机和电动机组合电动升降。
锻造热处理炉密封:台车与炉体密封采用迷宫式结构,并在台车侧有自动沙封刀密封装置。
炉门密封采用滚道式压紧和弹簧压紧自动机构密封该炉炉体部分采用优质耐火砖结构,保证炉膛密封性。
在台车耐压部分采用高铝砖砌筑,下部均添保温砖保温。
锻造热处理炉燃烧系统:在油炉两侧各安装数只烧咀,热流在炉内往复循环,确保炉温均匀性。
根据需要可选定自动型和半自动型。
锻造热处理炉排烟预热装置:在炉后上端安装了排烟预热装置,炉内的烟气通过预热器时,由风机送入冷风进行预热,再由管路送至烧咀进行助燃,并在出口安装一只手动碟阀,该阀可调节炉内压力。
特点:1.节能型炉衬:全纤维结构优于耐火砖结构25%以上。
2.全密封炉体、各介质压力自控、炉压自控,高温高速自控烧嘴。
3.自动化程度高。
计算机+智能温控仪表+手控三级控温方式,能耗低,稳定性高。
迅智工贸根据锻造加热炉加热产品及工艺特点,从“安全性、适用性、经济性”三个方面,有针对性的设计了多种自动化控制工艺可供选择。
主要技术参数:1.用途:锻件加热处理2.工作温度:1200℃,炉膛温度:1250-1300℃.3.控温精度:±1℃4.装炉量:5t—100t5.烧嘴型号及控制方式:高温高速燃烧器,空燃自动比例燃烧,双级脉冲控制,燃气自动点火、熄火报警。
工业台车式天然气加热炉设计要点分析
工业台车式天然气加热炉设计要点分析工业炉设备按加热方式的不同主要分为电炉、燃气炉、燃油炉和燃煤炉等,污染较小且比较节能的加热方式主要有电炉和燃气炉。
2014年中国与俄罗斯签订了燃气供应合同,极大的增加了我国天然气的供应量。
本文根据与工业炉配套相关材料行业的发展,提出新型工业燃气炉结构,并经过细致的方案设计论证和计算,将设计整套图纸投产制作成一台大型变容式天然气加热炉,经制作安装完毕后一次性点火调试成功。
设备相比传统结构降低了制作成本,在应用中取得了巨大的经济效益,本文阐述设计关键点的解决方案和投产后的使用效果,供同行业相关人士参考和借鉴。
本文研究的台车式天然气加热炉主要用于高精度焊接件的去应力退火热处理。
对传统设计的设备结构进行了很大的改进,设备设计总图如图1-1所示,设备主要参数如下:设备结构:按设计思想和图纸制作安装完毕后调试中的设备实物效果图如图1-2所示。
该台车式燃气炉设备主要由炉体、台车、炉门及密封机构、燃烧系统、电气控制系统和操作检修平台等组成。
1、炉体:炉体主要由型钢和钢板组合焊接、并在炉壳上安装保温隔热炉衬炉体炉口位置的炉面板需要采用耐热钢制作。
炉壳焊接用δ=6的Q235钢板焊接在型钢框架内侧形成箱体结构。
对于型钢结构的选择需要通过弯曲强度计算并考虑放大安全系数,以满足炉体外表温度升高时能有足够的力学性能。
在炉体钢结构框架内安装隔热保温炉衬,陶瓷纤维是近年应用比较广泛和稳定的保温材料,隔热保温炉衬采用硅酸铝耐火纤维复合砌筑结构形式,即标准纤维针刺毯折叠模块与普型纤维毯平铺层组合的结构形式。
平铺层减小炉衬的热导率,起到隔热保温的效果,并有利于炉墙密封;折叠块交错叠铺并上下、左右方向压紧,增大纤维受力强度,抗高温收缩,耐热气流冲刷。
该结构炉衬的优点是:低容重、低热容、蓄热量小,大大缩短了窑炉的升温时间;节能效果明显,低导热、绝热好,有效地节约了电耗成本并改善炉子的环境;良好的抗热震性和机械强度。
中频炉炉衬材料的选择及炉衬烧结工艺
中频炉炉衬材料的选择及炉衬烧结工艺中频炉是一种常用于金属加热和烧结的工业设备,炉衬材料的选择和烧结工艺对于炉的性能和寿命起着极为重要的作用。
本文将重点讨论中频炉炉衬材料的选择和烧结工艺。
一、炉衬材料的选择1.耐热材料:中频炉在工作过程中会产生高温,因此炉衬材料需要具有良好的耐高温性能。
常用的耐热材料包括石墨、石英和陶瓷等。
其中,石墨常被用作中频炉的炉衬材料,因为其具有良好的导热性能和化学稳定性,并且可以抵抗高温和热冲击。
而石英和陶瓷则更适用于一些特殊的工艺需求,如高纯度要求和特殊化学环境下的加热。
2.导热性能:中频炉需要通过炉衬将热量传递给被加热物体,因此炉衬材料需要具有良好的导热性能,以便更有效地传热。
石墨是一种非常理想的导热材料,其导热系数高达1000W/(m·K),能够迅速将热量传递给被加热物体。
3.耐腐蚀性能:中频炉在工作过程中可能接触到酸碱等腐蚀性物质,因此炉衬材料需要具有良好的耐腐蚀性能,以保证炉衬材料的长期使用寿命。
石墨具有较好的耐腐蚀性能,可以抵御大多数酸碱物质的侵蚀。
4.结构强度:炉衬烧结工艺是指将炉衬材料加热至一定温度,使其发生固相反应和结晶,从而形成稳定的炉衬结构。
1.温度控制:炉衬烧结的过程需要控制好温度,避免过高或过低温度对炉衬材料造成损坏。
炉衬材料的烧结温度一般在其熔点以下200-500℃的范围内。
2.烧结时间:烧结时间是指炉衬材料在一定温度下经过一段时间的热作用,使其发生结晶和固化。
烧结时间需要根据炉衬材料的种类、厚度和工艺要求进行调整,一般在30-120分钟之间。
3.烧结气氛:炉衬烧结过程中需要控制烧结气氛,以避免氧气和其他气体对炉衬材料的氧化和腐蚀。
常用的烧结气氛包括氮气、氩气和异烟酰胺等。
4.冷却过程:炉衬烧结后需要进行冷却,这是为了避免炉衬材料因过热而烧结失效。
冷却过程需要适当控制冷却速率,从而保证炉衬材料的结构和性能。
总结:中频炉炉衬材料的选择和烧结工艺对于炉的性能和寿命有着重要的影响。
台车式加热炉和热处理炉的比较研究
台车式加热炉和热处理炉的比较研究【摘要】具有室状炉膛,活动炉底的加热炉叫做台车式加热炉,应用于小型工件和大吨位工件的锻压加热等处理;而台车式热处理炉是对金属工件进行各种金属热处理的工业炉。
目前,随着我国科技的不断发展和进步,台车式加热炉和热处理炉的工艺日趋复杂,形式也是多种多样。
本文对台车式加热炉和热处理炉的加热工艺、操作过程、传热机理等进行综合的比较分析及研究,并提出了一些相关的建议。
【关键词】台车式加热炉;台车式热处理炉;加热工艺;操作过程;传热机理0 引言台车式炉是冶金行业机修车间、锻造行业、水压机车间的主要设备,台车式炉按照热工有分加热炉和热处理炉。
近年来,由于我国引入了多项新材料和新技术,使台车式热处理炉的设备有了很大的提高,但是台车式加热炉的设备改造就比较落后,工艺温度非常高,操作起来也比较复杂。
这就出现了一种现象,人们为了提高台车式加热炉的装备水平,就把热处理炉的技术搬到加热炉的身上使用,因此造成了高温阶段时升温速度慢、工件被烧坏、烟道二次燃烧导致热器短期损坏、氧化烧损坏较大等一系列的严重后果。
1 台车式加热炉和热处理炉的技术分析比较1.1 台车式加热炉加热炉分两种情形,第一种、大吨位的钢锭,进行完加热保温后,高温时拉出台车,先吊一个锻压,其余随着台车回炉继续进行加热保温,这样反复工作直到完成一批钢锭的锻压后停炉,这可能需要加热炉连续的工作几天,甚至两个月。
第二种是比较小型的钢锭,与第一种工艺相同,循环锻压直至完成所有钢锭的锻压后停炉,这种炉子运行时间就相对较短,可能是十几个小时到二十几个小时。
所以加热炉在操作方式是连续炉的特点,只有炉体受热方式和燃烧器控制方式上有间歇式炉的一些特点。
加热炉的温度极高,炉况也是极为恶劣的,装出料上也是热态吊装,不规则的形状、恶劣的环境,台车的受力不均匀等情况,要求加热炉的台车要有更大的强度。
1.2 台车式热处理炉热处理炉的工艺包括工件的正火、退火或者回火,工件一般在环境的温度之下进入炉内,按工艺曲线重新开始加热,完成工件的加热和保温后就可以停炉,双台车的情况炉体也会停止供热,只是利用余热。
工业炉炉衬的4种主要结构形式
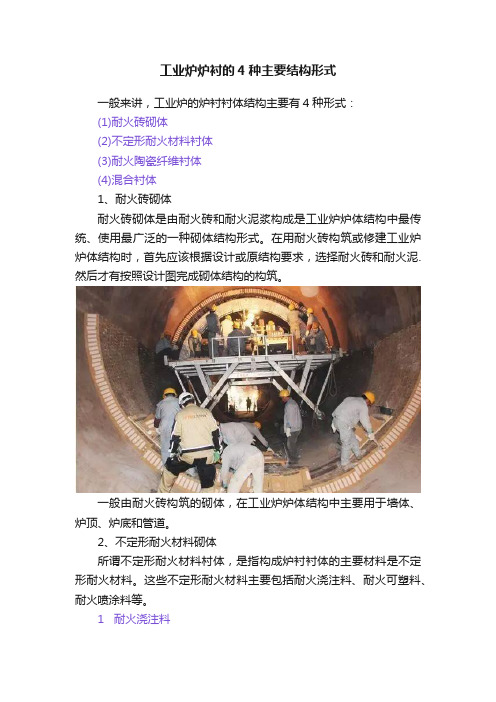
工业炉炉衬的4种主要结构形式一般来讲,工业炉的炉衬衬体结构主要有4种形式:(1)耐火砖砌体(2)不定形耐火材料衬体(3)耐火陶瓷纤维衬体(4)混合衬体1、耐火砖砌体耐火砖砌体是由耐火砖和耐火泥浆构成是工业炉炉体结构中最传统、使用最广泛的一种砌体结构形式。
在用耐火砖构筑或修建工业炉炉体结构时,首先应该根据设计或原结构要求,选择耐火砖和耐火泥.然后才有按照设计图完成砌体结构的构筑。
一般由耐火砖构筑的砌体,在工业炉炉体结构中主要用于墙体、炉顶、炉底和管道。
2、不定形耐火材料砌体所谓不定形耐火材料村体,是指构成炉衬衬体的主要材料是不定形耐火材料。
这些不定形耐火材料主要包括耐火浇注料、耐火可塑料、耐火喷涂料等。
1 耐火浇注料耐火浇注料,在作为炉体结构主要材料时,用于炉体结构的侧墙、炉顶、管道内村和外包扎等工作层.也有用于工作层与炉子钢结构(如:炉壳)之间作为保温层。
2 耐火可塑料从理论上讲,耐火可塑料可以在各种工业炉的主体结构上替代耐火砖的功能。
但实际应用时.还是需要研究完以下问题后再作决定。
1)炉子的种类和形式:是熔炼炉、反应炉还是加热炉;2)炉子结构:炉顶侧墙还是炉底;施工厚度;有无隔热材料;炉墙的高度和荷载情况等.3)炉子的操作情况:炉温及其变化、操作方式是连续还是间歇、被加热物料的状态是固态还是液态或气态、炉内的冲击荷载等;4)经济性和施工条件等。
在实际工业炉炉体结构中,耐火可塑料应用最多的是在炉体的炉顶和炉墙部分。
3 耐火喷涂料由于喷涂施工具有可以在任何角度、任何位置,并形成任何几何形状等优点,因此在工业炉的炉衬设计中,常常采用由喷涂通过喷涂施工形成的衬体。
由于喷涂料的特性与浇注料基本相同,因此在结构形式上也类同于浇注料衬体,在工业炉炉体应用的部位包括炉墙、炉顶、管道内衬壁以及保温层等。
为稳定喷涂料衬体的结构,通常在衬体内也根据具体的结构要求,配设不同形式的金属锚固件或锚固砖等。
3、耐火陶瓷纤维衬体耐火陶瓷纤维作为一种半成品原料,呈松散状,可加工成纤维毯、纤维绳、纤维纸、纤维板、纤维扎块等成品,添加结合剂后可以成为纤维喷涂料或纤维浇注料。
一种加热炉炉衬结构[实用新型专利]
![一种加热炉炉衬结构[实用新型专利]](https://img.taocdn.com/s3/m/e80b0dc7453610661fd9f416.png)
专利名称:一种加热炉炉衬结构专利类型:实用新型专利
发明人:余佳莹,杨绪彪
申请号:CN202021221779.7申请日:20200628
公开号:CN212806549U
公开日:
20210326
专利内容由知识产权出版社提供
摘要:本实用新型涉及一种加热炉炉衬结构,本实用新型中的加热炉炉衬结构包括底部凹型砌体、钢结构体、固定锚固砖、侧部水平砌体、锚固柱、第二水平钢构体、第二吊耳、工字钢连接件。
与现有技术相比,本实用新型各个部件均为预制结构,构成了模块化的结构,砌体均通过耐火材料可在施工前完成,提前烘烤,减少工期,整体结构通过工业化生产为各个模块,装配效率高,施工速度快、造价低、质量容易控制;钢结构中通过凹型钢构体和第一水平钢构体构成,满足了工艺的结构支撑的强度要求;锯齿形的膨胀缝采用钢模板成型技术,成型后的砌体外形尺寸误差小于1mm,凸起部位尺寸大于凹陷部位尺寸0.5~2mm,可保证砌体模块紧密连接,避免工作时蹿火。
申请人:上海工程技术大学
地址:201620 上海市松江区龙腾路333号
国籍:CN
代理机构:上海科盛知识产权代理有限公司
代理人:陈天宝
更多信息请下载全文后查看。
工业炉耐热炉衬应满足的要求

工业炉耐热炉衬应满足的要求工业炉耐热炉衬应满足的要求在工业生产中,炉衬是工业炉的重要部件,起着保护炉体、耐高温、耐腐蚀等作用。
为了保证工业炉的正常运行和安全生产,炉衬需要满足一定的要求。
下面我将从深度和广度两个方面来探讨工业炉耐热炉衬应满足的要求。
一、深度探讨1. 耐高温能力炉衬作为工业炉的关键部件,首先需要具备良好的耐高温能力。
在高温环境下,炉衬要能够保持结构稳定,不发生变形、开裂等现象,从而确保工业炉的正常运行。
合适的材料选择和加工工艺是确保炉衬耐高温能力的关键。
2. 耐腐蚀性能除了耐高温能力外,炉衬还需要具备良好的耐腐蚀性能。
在工业生产中,炉内往往会有腐蚀性气体或液体的存在,如果炉衬不能抵抗腐蚀,就会出现严重的腐蚀破坏,影响工业炉的使用寿命和安全运行。
选择耐腐蚀性能优异的材料制作炉衬非常重要。
3. 密封性能炉衬需要具备良好的密封性能,以防止炉内气体或液体的泄漏。
在高温高压下,如果炉衬的密封性能不佳,就会造成能源的浪费、环境污染甚至安全事故。
炉衬的密封性能是确保工业炉正常运行和安全生产的重要保障。
二、广度探讨1. 材料选择目前,用于制作耐热炉衬的材料主要包括高铝、硅碳、碳化硅、氮化硅等。
不同的材料具有不同的耐高温和耐腐蚀性能,因此在实际选择时需要根据具体工艺条件和工业炉的使用环境综合考虑。
材料的成本、加工工艺、可靠供应等因素也需要考虑在内。
2. 加工工艺对于耐热炉衬而言,优良的材料是基础,而精湛的加工工艺则是保证炉衬质量的关键。
特别是对于一些复杂形状和精密要求较高的炉衬而言,需要采用先进的加工工艺,确保炉衬的尺寸精准、表面光洁度高,从而提升炉衬的使用寿命和性能稳定性。
3. 个人观点和理解对于耐热炉衬的要求,我个人认为材料选择和加工工艺是其中最关键的两个方面。
在不同的工业炉应用领域,可能需要针对具体工艺条件和使用环境选择不同的炉衬材料,并且需要通过合理的加工工艺加工成符合要求的成品。
总结与回顾工业炉耐热炉衬应满足的要求是一个综合性很强的课题。
台车式电炉制造标准
台车式电炉制造标准一、设计与构造1.台车式电炉应设计合理,结构简单,操作方便,安全可靠。
2.电炉应包括炉体、台车、加热元件、控制系统、安全保护装置等部分。
3.炉体应采用耐高温材料制造,并具有一定的保温性能。
4.台车应能适应不同工件的需要,行走平稳,承载能力大。
5.加热元件应采用高效率、耐高温的材料制造,并能够根据工件的需求进行调节。
6.控制系统应具有温度控制、时间控制、气氛控制等功能,并能够实现自动化操作。
7.安全保护装置应包括超温保护、缺相保护、炉压保护等功能,并能够在出现故障时及时切断电源。
二、材料与部件1.电炉的主要材料应符合相关标准,并具有质量证明文件。
2.电炉的零部件应符合设计要求,并经过质量检验合格后方可使用。
3.加热元件应采用高电阻率、高熔点的材料制造,如镍铬合金等。
4.炉体应采用耐火砖、保温材料等材料建造,以保证炉子的保温性能。
5.安全保护装置的元器件应选用高品质的产品,并经过严格的质量检验。
三、性能要求1.电炉应满足设计文件规定的加热速度、温度均匀性、使用温度等性能指标。
2.电炉的加热元件应在整个加热过程中保持完好,加热功率稳定,升温速度快。
3.台车应能够在炉内平稳运行,并能承载较大的工件。
4.控制系统应能够实现温度、时间、气氛等参数的精确控制,并具有自动化操作功能。
5.安全保护装置应能够在出现故障时及时切断电源,并发出报警信号。
6.电炉的使用寿命应不低于10年,并能够在正常维护下长期保持良好的使用性能。
四、试验方法1.对电炉的主要部件进行外观检查,并测量其尺寸是否符合设计要求。
2.对加热元件进行通电试验,检查其加热性能是否稳定。
3.对台车进行载重试验,检查其承载能力是否符合设计要求。
4.对控制系统进行功能试验,检查其是否能够实现温度、时间、气氛等参数的精确控制。
5.对安全保护装置进行模拟试验,检查其在出现故障时是否能够及时切断电源并发出报警信号。
6.对电炉进行综合性能试验,检查其是否满足设计文件规定的各项性能指标。
一种台车式天然气锻造加热炉[实用新型专利]
![一种台车式天然气锻造加热炉[实用新型专利]](https://img.taocdn.com/s3/m/98bd211cf61fb7360a4c6566.png)
专利名称:一种台车式天然气锻造加热炉专利类型:实用新型专利
发明人:潘美辰
申请号:CN201821521021.8
申请日:20180918
公开号:CN208983864U
公开日:
20190614
专利内容由知识产权出版社提供
摘要:本实用新型提供一种台车式天然气锻造加热炉,包括加热炉、基座和燃气管,基座的上方浇筑有加热炉,加热炉的表面镶嵌有燃气管;加热炉的一侧焊接有卡栓,加热炉的另一侧旋转连接有仓门,仓门的外侧旋转连接有调节阀,仓门的内部内表面焊接有加固筋。
本实用新型的优点在于,加热炉的顶部采用平顶结构与现有的拱顶相比,在受热时平顶承受机械荷重的能力比拱顶的高,从而保证了加热炉的使用寿命,同时采用高铝砖墙制成的基座,在烘炉时将与浇筑型的基座提升了1/3,从而节约了天然气的使用,涉及台车式加热炉领域,具有良好的发展前景。
申请人:营口市特殊钢锻造有限责任公司
地址:115000 辽宁省营口市盖州市西海办事处双泉眼村
国籍:CN
更多信息请下载全文后查看。
大型台车式退火炉
全纤维天然气台车炉全纤维天然气台车炉是国家标准节能型周期式作业炉,超节能结构,节能效果35%。
其台车采用防撞击边框砖,炉门采用弹簧式压紧机构,自动密封台车和炉门,一体化连轨,不需基础安装,放在水平地面即可使用。
全纤维天然气台车炉主要用于锻件、铸件、轧辊、大型焊接件、法兰等淬火、退火、时效以及各种机械零件热处理之用。
1、全纤维天然气台车炉以各式燃烧气体为介质,通过各式烧嘴燃烧加热,最高温度1200℃。
2、炉体骨架由各种大中型型钢现场组合焊接而成,外壳封板为彩钢板,高铝全纤维耐火甩丝毯模块为炉衬,密封节能效果明显。
3、台车骨架由各种大型工字钢、槽钢、角钢及厚钢板等组合焊接而成。
4、台车传动采用全部车轮均为驱动轮,驱动可靠,传动系统采用“三合一”电机—减速机安装方式为轴装式,结构紧凑、装配牢固、进出灵活、操作简单、维修方便。
5、台车耐火砌体采用高铝定型砖结构,与炉体密封效果好,耐压强度高。
台车面搁置垫铁供堆放工件用。
台车帮板全部采用浇筑件,保证车体不变形及耐用性。
炉车与炉衬的密封采用耐火纤维密封块电动推杆自动压紧结构。
侧密封的开、闭与炉车进出连锁。
6、炉门采用高铝全纤维耐火甩丝毯与型钢组合框架结构,电动葫芦升降,炉门密封机构采用长短杠杆弹簧式自动压紧凸轮机构和软边密封装置。
保证上下无摩擦、轻松自如、安全可靠。
7、空气预热器温度自动测量并显示,超温时报警。
预热器前部均设有掺冷电动控制阀,当预热空气温度高于350℃时,自动打开掺冷阀, 当预热空气温度下降低于280℃时,则自动关闭掺冷阀,确保预热器使用安全、寿命长。
8、加热采用高速烧嘴,均布两侧。
连续比例调节燃烧。
执行器调节风量的大小,通过比例阀来调节燃气量的大小,达到空燃比例燃烧,燃气和风量设有下限限幅,每个烧嘴的燃气管上设有控制电磁阀,每个烧嘴配有独立完整的燃烧控制器,具有自动点火,火焰检测,灭火报警自动断气。
这样充分保证燃烧温控系统的稳定性、安全性。