矩形绝热复合板风管及配件加工制作质量检验记录
风管与配件产成品检验批质量验收记录(复合材料风管)

《通风与空调工程施工质量验收 规范》 GB 50243-2016
设计要求及质量 验收规范的规定
主 1 风管强度与严密性工艺检测 控 (第4.2.1条) 项 2 复合材料风管材质、性能及 目 厚度(第4.2.6条第1款)
3 铝箔复合材料风管(第4.2.6 条第2款) 4 夹芯彩钢板风管(第4.2.6条 第3款)
施工单位质量 评定记录
监理(建设)单位验收记录
单项检 验批产 品数量 (N)
单项 抽样样
本数 (n)
检验批 汇总数 量∑N
抽样样 本汇总
数量 ∑n
单项或 汇总∑ 抽样检 验不合 格数量
评判 结果
备注
1 风管及法兰(第4.3.3条第1 款) 2 双面铝箔复合绝热材料风管 (第4.3.3条第2款) 3 铝箔玻璃纤维板风管(第 4.3.3条第3款) 4 机制玻璃纤维增强氯氧镁水 一 泥复合板风管(第4.3.3条第4 般 款) 项 目 5 圆形弯管制作(第4.3.5条)
风管与配件产成品检验批质量验收记录
(复合材料风管)
6010103
单位(子单位) 工程名称 施工单位
分包单位
施工依据
示例工程
《通风与空调工程施工规范》GB507382011
分部(子分部) 工程名称
项目负责人
分包单位 项目负责人
验收依据
通风与空调/送 分项工程
风系统
名称
风管与配件 制作
检验批容 量
检验批部 位
6 矩形风管导流片(第4.3.6条)
7 风管变径管(第4.3.7条)
施工单位检查 结果评定
监理单位 验收结论
专业工长: 项目专业质量检查员:
专业监理工程师:
年月日
风管与配件制作工程检验批质量验收记录1

风管与配件制作工程检验批质量验收记录表(非金属、复合材料风管)GB50243—2002(Ⅱ)080101□□080201□□080301□□080401□□说明(Ⅱ)080101080201080301080401080501主控项目1、材料品种、规格、性能及厚度符合设计要求。
设计无规定时,厚度分别不得小于本规范表4.2.2—1~5的规定。
检查材料质量合格证明文件,性能检测报告,尺量尺寸要求及观察检查。
级,且对人体无2、复合材料风管的覆面材料必须为不燃材料,内部的绝热材料为不燃或难燃B1害。
检查材料质量合格证明文件、性能检测报告,观察检查及点燃试验。
3、风管强度和严密性应符合设计要求或符合本规范4.2.5条规定。
检查产品质量合格证明文件,检测报告或按本规范附录A进行强度和漏风量测试。
4、连接风管法兰规格应分别符合本规范表4.2.7—1~3的规定,螺栓孔距≤120mm;矩形法兰四角有螺孔。
采用套管连接时,套管连接管厚不得小于风管板厚。
检查法兰规格,螺孔位置尺量管壁厚及孔距。
5、复合材料法兰连接,法兰与风管板材连接可靠,绝热层不得外露。
观察检查。
6、变形缝应符合设计要求,不应渗水和漏风。
对照图纸检查,观察检查。
7、聚氯乙烯风管直径或边长>500mm,连接外应设加强板,且间距≤450mm。
有机及无玻璃钢风管加固材料应与本体材料相同,且与风管成一整体。
符合本规范 4.2.11条规定。
尺量和观察检查。
8、矩形风管应采用半径为一个平面边长的内外同心弧形弯管。
其他形式弯管平面边长>500mm时,应设弯管导流片。
尺量和观察检查。
9、净化空调风管所用连接件应与管材性能匹配,且不应产生电化学性能腐蚀,不在风管内加固;无法兰连接不得用S形、直角形及立联合角形插条;空气洁净度等级为1~5级的风管不得采用按扣式咬口;矩形风管边长≤900mm,底面板不应有拼接缝,>900mm时,不应有横向拼接缝;清洁剂应用对人体和材质无害的;镀锌钢板镀锌层无严重损害。
风管与配件制作分项检验批质量验收记录

风管与配件制作分项检验批质量验收记录通常包括以下内容:
1. 检验批名称:风管与配件制作
2. 检验批编号:唯一标识该检验批的编号
3. 工程部位:风管与配件在工程中的具体位置或用途
4. 施工单位:负责该检验批施工的单位或班组
5. 检验依据:用于验收的标准、规范、图集等文件名称及编号
6. 验收项目:根据相关标准和规范,列出所有需要验收的项目,如材料、尺寸、平整度、连接方式等
7. 验收标准:针对每个验收项目,明确具体的验收标准或允许偏差范围
8. 验收结果:对于每个验收项目,记录实际的验收结果,如合格、不合格等
9. 验收人员:参与该检验批验收的有关人员签名
10. 验收日期:完成该检验批验收的日期
根据实际情况,还可以增加其他需要的内容,如备注、整改意见等。
需要注意的是,不同的工程和项目可能对风管与配件制作有不同的要求和标准,因此在实际使用中,应结合具体工程要求和规范进行相应的调整和完善。
普通法兰连接的矩形金属风管及配件加工制作质量检验记录(二)
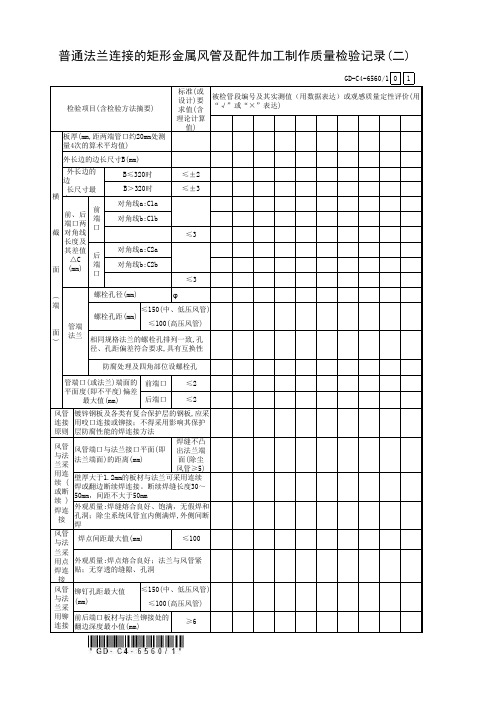
01φ普通法兰连接的矩形金属风管及配件加工制作质量检验记录(二)GD-C4-6560/1检验项目(含检验方法摘要)标准(或 设计)要 求值(含理论计算值)被检管段编号及其实测值(用数据表达)或观感质量定性评价(用“√”或“×”表达)横 截面 ︵端 面 ︶板厚(mm,距两端管口约20mm处测量4次的算术平均值)外长边的边长尺寸B(mm)外长边的边长尺寸最大B≤320时≤±2B>320时≤±3对角线b:C1b 对角线b:C2b 前、后 端口两 对角线 长度及其差值 △C (mm)前 端 口对角线a:C1a 管端 法兰 螺栓孔径(mm) 螺栓孔距(mm)≤3后 端 口对角线a:C2a ≤3≤100(高压风管)≤150(中、低压风管)后端口≤2相同规格法兰的螺栓孔排列一致,孔径、孔距偏差符合要求,具有互换性防腐处理及四角部位设螺栓孔风管端口与法兰接口平面(即法兰端面)的距离(mm)焊缝不凸 出法兰端 面(除尘 风管≥5)壁厚大于1.2mm的板材与法兰可采用连续焊或翻边断续焊连接。
断续焊缝长度30~50mm,间距不大于50mm 管端口(或法兰)端面的 平面度(即不平度)偏差最大值(mm)前端口≤2风管 与法兰采用点焊连接焊点间距最大值(mm)≤100风管 连接 原则镀锌钢板及各类有复合保护层的钢板,应采用咬口连接或铆接;不得采用影响其保护层防腐性能的焊连接方法风管 与法 兰采 用连 续 ( 或断 续 ) 焊连 接外观质量:焊缝熔合良好、饱满,无假焊和孔洞;除尘系统风管宜内侧满焊,外侧间断焊外观质量:焊点熔合良好;法兰与风管紧贴;无穿透的缝隙、孔洞风管 与法 兰采用铆 连接铆钉孔距最大值(mm)≤150(中、低压风管)≤100(高压风管)前后端口板材与法兰铆接处的翻边深度最小值(mm)≥6。
02风管与配件制作检验批质量验收记录

[非金属/复合材料风管专页(二)] GB 50243-2002
《通风与空调工程施工质量验收规范》GB 50243—2002的 检查项目
硬聚氯乙烯风管外形尺寸允许 1 偏差、焊缝坡口形式及外观质
量要求、其他观感质量要求
第4.3.5条
有机玻璃钢风管外形尺寸允许
2
偏差、法兰螺孔排列尺寸允许 偏差、加固筋的要求、外观质
量要求
第4.3.6条
无机玻璃钢风管外形尺寸允许
3 偏差、法兰螺孔排列尺寸允许 偏差、外观质量要求
一
般4 项
砖、混凝土风道内表面水泥沙 浆抹平及无裂缝、无渗漏水的 要求
双面铝箔绝热板风管关于外形
目
5
尺寸允许偏差、法兰铆接工艺 、
加固规定、外观质量等要求源自铝箔玻璃纤维板风管关于外形 尺寸允许偏差,法兰铆接工
专业承包安装单位 检查评定结果
项目专业质量检查员(签名):
监理(建设)单位 验收结论
专业监理工程师(签名): (建设单位项目专业技术负责人签名):
施工班组长(签名) 年月日 年月日
6 艺, 板材粘接及防止纤维脱落、
逸出,防止法兰处形成冷桥,
净化空调风管及配件制作关于
7
铆钉孔间距、配件的镀锌或镀 镍防腐处理,以及风管清洁等
规定
第4.3.7条 第4.3.8条 第4.3.9条 第4.3.10条 第4.3.11条
施工单位检查评定记录
监理(建设) 单位验收记录
专业工长(施工员)(签名)
风管与配件制作工程检验批质量验收记录1

风管与配件制作工程检验批质量验收记录表(非金属、复合材料风管)GB50243—2002(Ⅱ)080101□□080201□□080301□□080401□□说明(Ⅱ)080101080201080301080401080501主控项目1、材料品种、规格、性能及厚度符合设计要求。
设计无规定时,厚度分别不得小于本规范表4.2.2—1~5的规定。
检查材料质量合格证明文件,性能检测报告,尺量尺寸要求及观察检查。
级,且对人体无2、复合材料风管的覆面材料必须为不燃材料,内部的绝热材料为不燃或难燃B1害。
检查材料质量合格证明文件、性能检测报告,观察检查及点燃试验。
3、风管强度和严密性应符合设计要求或符合本规范4.2.5条规定。
检查产品质量合格证明文件,检测报告或按本规范附录A进行强度和漏风量测试。
4、连接风管法兰规格应分别符合本规范表4.2.7—1~3的规定,螺栓孔距≤120mm;矩形法兰四角有螺孔。
采用套管连接时,套管连接管厚不得小于风管板厚。
检查法兰规格,螺孔位置尺量管壁厚及孔距。
5、复合材料法兰连接,法兰与风管板材连接可靠,绝热层不得外露。
观察检查。
6、变形缝应符合设计要求,不应渗水和漏风。
对照图纸检查,观察检查。
7、聚氯乙烯风管直径或边长>500mm,连接外应设加强板,且间距≤450mm。
有机及无玻璃钢风管加固材料应与本体材料相同,且与风管成一整体。
符合本规范 4.2.11条规定。
尺量和观察检查。
8、矩形风管应采用半径为一个平面边长的内外同心弧形弯管。
其他形式弯管平面边长>500mm时,应设弯管导流片。
尺量和观察检查。
9、净化空调风管所用连接件应与管材性能匹配,且不应产生电化学性能腐蚀,不在风管内加固;无法兰连接不得用S形、直角形及立联合角形插条;空气洁净度等级为1~5级的风管不得采用按扣式咬口;矩形风管边长≤900mm,底面板不应有拼接缝,>900mm时,不应有横向拼接缝;清洁剂应用对人体和材质无害的;镀锌钢板镀锌层无严重损害。
0501.8.矩形绝热复合板风管及配件加工制作(或成品)质量检验记录(八)GD3050306-8

注:观感质量定性评价采用符号表达的含意:“√”——符合或基本符合要求,“×”——不符合要求。
矩形绝热复合板风管及附件加工制作(或成品)质量检验记录(八) (净化空调系统风管及配件特有检验项目专页)
GD3050306-8 标准(或设 计)要求值 (含理论计 算值) 被检管段编号及其实测值或观感质量定性评价(用“√”或“ ×”表达)风管按总段数抽检≥20%,法兰按总个数抽检≥10%每 系统≥5段(件)
Hale Waihona Puke 检验项目(含检验方法摘要)
风管不得有横向接缝;且当外长边的长度B为: □B ≤900mm时,不允许有纵向接缝; □900<B ≤1800mm时,纵向接缝数不超过1条; □1800<B ≤2600mm时,纵向接缝数不超过2条 风管所用螺栓(钉)、螺母、垫圈和铆钉等附 件的材质应与风管材质性能匹配,防腐性能 良好(包括不产生电化腐蚀和采用镀锌等表面 处理措施);不得采用抽芯铆钉 风管内不得设置加固框及加固筋 管端法兰与板材连接铆钉(或螺钉)的间距 (mm): □空气洁净度等级为1~5级 □空气洁净度等级为6~9级 ≤65 ≤100
静压箱本体、箱内固定过滤器的金属框架及 其固定件,以及风管的连接和加固金属件,应 有镀锌(镍)等防腐处理 风管的粘接和机械连接缝隙处,应按设计及 洁净度等级要求,采用涂密封胶或其它密封 措施堵严 宜采用以下作为基材的密封胶材料: □异丁基橡胶/□氯丁橡胶/□变性硅胶/ □其他: 风管板材连接缝的密封面应设在管壁的正压 侧 风管表面保持清洁,无油污、积尘和受潮等 (用白绸布擦拭检查);检查通过后,及时封 闭管口
6563矩形绝热复合板风管及配件加工制作质量检验记录

6563矩形绝热复合板风管及配件加工制作质量检验记录一、检验目的矩形绝热复合板风管及配件加工制作质量检验旨在确保产品符合相关标准要求,满足安全、可靠、耐用的要求,以提供良好的工作环境和安全保障。
二、检验内容1.产品尺寸和形状2.绝热材料质量和厚度3.焊接接头质量4.风管内外表面处理5.空气泄漏和压力损失测试6.端头加工和配件装配7.风管悬挂和支撑件安装情况三、检验方法1.尺寸和形状检验:使用测量工具(卷尺、量角器等)对风管和配件的尺寸进行测量,与设计要求进行对比。
2.绝热材料检验:使用测厚仪对绝热材料的厚度进行测量,并使用目视检查方法检查绝热材料的质量。
3.焊接接头检验:使用目视检查方法检查焊接接头的质量,包括焊缝的均匀性、无裂纹、无杂质等。
4.表面处理检验:使用目视检查方法检查风管内外表面的处理情况,包括涂层的均匀性和无明显缺陷。
5.空气泄漏和压力损失测试:使用风管漏损测试仪对风管进行漏损测试,使用差压计对风管进行压力损失测试,并与标准要求进行对比。
6.端头加工和配件装配检验:使用目视检查方法对风管端头加工和配件装配情况进行检查,确保无松动、错位等问题。
7.悬挂和支撑件安装检验:使用目视检查方法对风管悬挂和支撑件的安装情况进行检查,确保牢固可靠。
四、检验记录1.产品尺寸和形状检验记录:记录测量结果,并与设计要求进行对比。
2.绝热材料检验记录:记录测厚仪测量结果,并进行目视检查的记录。
3.焊接接头检验记录:记录焊接接头的质量情况和目视检查的结果。
4.表面处理检验记录:记录表面处理的情况和目视检查的结果。
5.空气泄漏和压力损失测试记录:记录漏损测试和压力损失测试的结果,并与标准要求进行对比。
6.端头加工和配件装配检验记录:记录目视检查的结果,并查明是否存在问题。
7.悬挂和支撑件安装检验记录:记录支撑件安装情况,包括悬挂点和支撑点的牢固可靠性。
五、检验结论经过上述检验,根据记录的数据和对比结果,对矩形绝热复合板风管及配件加工制作质量进行评估。
【工程常用表格】矩形绝热复合板风管及配件加工制作(或成品)质量检验记录(3)

GD3050306-3 标准(或设 被检管段编号及其实测值或观感质量定性评价(用“√”或 “×”表达)据GB 50243标准规定,按同一规格抽检≥5~10%, 计)要求值 (含理论计 且≥5段(件) 算值)
检பைடு நூலகம்项目(含检验方法摘要)
φ ≤150(中、低压)
≤100(高压) 管端 相同规格法兰的螺栓孔排列一致, 法兰 孔径、孔距偏差符合要求,具有互 换性 防腐处理及四角部位设螺栓孔 管端口(或法兰)端面的 前端口 平面度(即不平度)偏差 后端口 最大值 (mm) ≤2 ≤2
法兰与风管板材连接可靠,绝热层无外 露,且应能防止板材纤维逸出和产生热 (冷)桥;不得采用降低板材强度和绝热 风管 性能的连接方法 与法 连接铆钉(或螺钉) ≤150(中、低压) 兰连 孔距最大值(mm) ≤100(高压) 接 铆接(或螺钉连接)牢固,无松脱、无缺 漏;铆钉(或螺钉)采用与风管端部覆面 材质相同或不产生电化腐蚀的材料 注:观感质量定性评价采用符号表达的含意:“√”——符合或基本符合要求,“×”——不符合要求。
板厚(mm,距两端管口约20mm处 测量4次的算术平均值) 复合板中的 复合中无增强材 ≥0.06 料时 覆面铝箔层 复合中有增强材 ≥0.012 厚度 (mm) 料时 外长边的边 长尺寸最大 偏差(mm) 横 前 端 口 ≤±2 ≤±3
截
面
︵ 端
后 端 口
螺栓孔径(mm) 面 ︶ 螺栓孔距 (mm)
风管与配件产成品检验批质量验收记录(复合材料风管)

验收依据
《通风与空调工程施工质量验收规范》 GB50243-2016
监理(建设)单位验收记录
设计要求及质量验收规范的规定
施工单位质量 评定记录
单项检 验批产 品数量 (N)
单项抽 样样本
数 (n)
检验批 汇总数
量 ∑N
抽样样 汇总数
量 ∑n
单项或 汇总∑ 抽样检 验不合 格数量
评判 结果
备注
1 风管强度与严密性工艺检测 (第4.2.1条)
年月日
监理单位 验收结论
专业监理工程师:
年月日
合格
4 机制玻璃纤维增强氯氧镁水泥 一般 复 合板风管(第4.3.3条第4款) 项目
合格
—
5 圆形弯管制作(第4.3.5条)
合格
6 矩形风管导流片(第4.3.6条)
合格
7 风管变径管(第4.3.7条)
合格.Biblioteka .施工单位检查 主控项目全部合格,一般项目满足规范规
结果评定
定要求;检查评定合格
专业工长: 项目专业质量检查员:
风管与配件产成品检验批质量验收记录
(复合材料风管)
编号: 06060103 001
单位(子单位) 工程名称
分部(子分部) 通风与空调-恒温恒湿空 分项工程
工程名称
调风系统
名称
风管与配件制作
施工单位
项目负责人
检验批 容量
分包单位
/
分包单位 项目负责人
/
检验批 部位
施工依据
通风与空调工程施工规范 (GB50738-2011)
合格
2 复合材料风管材质、性能及厚 度(第4.2.6条第1款)
合格
主控 3 铝箔复合材料风管 项目 (第4.2.6条第2款)
风管与配件制作检验批质量验收记录(2-5通风)

监理单位验收记录
1
材料种类、性能及厚度
第4.2.1条
符合设计及规范要求
2
防火风管
第4.2.3条
所用材料符合规范要求
3
风管强度及严密性工艺性测试
第4.2.5条
符合设计及规范要求
4
风管的连接
第4.2.6条
拼缝严密,连接牢固
5
风管的加固
第4.2.10条
间距及所用材料符合规范要求
6
矩形弯管导流片
/
7
无法兰圆形风管制作
第4.3.3条
/
8
风管的加固
第4.3.4条
符合规范规定要求
9
净化空调风管
第4.3.11条
/
施工单位检查评定结果
经检查主控项目5项及一般项目3项均符合设计及规范要求。
项目专业质量检查员:
项目专业质量(技术)负责人:年月日
监理单位
验收结论
监理工程师:年月日
郑州市重点建设工程质量监督中心监制
第4.3.3条
/
8
风管的加固
第4.3.4条
加固措施符合规范规定要求
9
净化空调风管
第4.3.11条
/
施工单位检查评定结果
经检查主控项目5项及一般项目3项均符合设计及规范要求。
项目专业质量检查员:
项目专业质量(技术)负责人:年月日
监理单位
验收结论
监理工程师:年月日
郑州市重点建设工程质量监督中心监制
第4.2.12条
/
7
净化空调风管
第4.2.13条
/
一般项目
1
圆形弯管制作
第4.3.1-1条
风管与配件制作检验批质量验收记录表

(非金属、复合材料风管)GB50243-2002
单位(子单位)工程名称
分部(子分部)工程名称
防排烟系统工程
验收部位
施工单位
湖南狮门安全系统工程有限公司
项目经理
分包单位
分包项目经理
施工执行标准名称及编号
通风与空调工程施工质量验收规范《GB50243-2002》
施工质量验收规范规定
/
7
铝箔玻璃纤维板风管
第4.3.10条
/
8
净化空调风管
第4.3.11条
/
施工单位检查评定结果
专业工长
(施工员)
施工班组长
项目专业质量检查员:年月日
监理(建设)单位
验收结论
监理工程师:
(建设单位项目专业技术负责人)年月日
第4.2.10条
第4.2.11条
/
8
矩形弯管制作及导流片
第4.2.12条
合格
9
净化空调风管
第4.2.13条
/
一般项目
1
风管制作
第4.3.1条
合格
同意验收
2
硬聚烯风管
第4.3.5条
/
3
有机玻璃风管
第4.3.6条
/
4
无机玻璃风管
第4.3.7条
合格
5
砖、混凝土风管
第4.3.8条
/
6
双面铝箔绝热板风管
第4.3.9条
施工单位检查评定记录
监理(建设)单位验收记录
主控项目
1
材质种类、性能及厚度
第4.2.2条
合格同意验收2来自复合材料风管的材料第4.2.4条
0570.6.矩形绝热复合板风管及配件加工制作(或成品)质量检验记录(六)GD3050306-6

注:观感质量定性评价采用符号表达的含意:“√”——符合或基本符合要求板风管及配件加工制作(或成品)质量检验记录(六)
GD3050306-6 标准(或 设计)要 求值(含 理论计算 值) 被检管段编号及其实测值或观感质量定性评价(用“√”或“ ×”表达)据GB50243标准规定,按同一规格抽检≥5%~10%,且≥ 5段(件)
检验项目(含检验方法摘要)
风管的加固,应根据系统工作压力及管端 外长边的边长尺寸,按设计文件(或产品 技术文件)要求执行;并应符合行标JGJ 141-2004之3.5节关于“酚醛铝箔复合板 风管与聚氨脂铝箔复合板风管横向加固点 (处)数及纵向加固间距”的规定,或3.6节 关于“玻璃纤维复合板风管内支撑横向加固 点(处)数及外加固框纵向间距”的规定 风管加固形式: □立筋/□内(外)角钢/□平放扁钢 □直角形筋/□Z形筋/□管内槽形支撑/ □外框槽形/□管内螺杆支撑/□管内螺 钉套筒支撑/□其他加固形式: 风管的法兰强度低于规定强度时,可采用外 加固框和风管内支撑进行加固;加固件与 风管连接法兰一端的距离不应大于250mm 外加固型材的高度不宜大于风管法兰高度, 且间隔应均匀对称,与风管的连接应牢固 ;外加固框的四角处应连为一体 风 外加固框与风管连接的螺栓(钉)或铆接点 的最大间距不应大于220mm 风管内支撑加固的排列应整齐、间距均匀 管 对称,应在支撑件两端的风管受压力面处 设置专用垫圈;采用管套内支撑时,长度 应与风管边长相等 酚醛铝箔或聚氨脂铝箔复合板风管的角钢 加 法兰或外套槽形法兰可视为一处纵、横向 加固点。其余连接方式的风管,当其管端 外长边的边长大于1200mm时,应在法兰连 接的单侧方向长度250mm内,设纵向加固 固 玻璃纤维复合板风管采用金属槽形框外加 固时,应设置内支撑;并将内支撑与金属 槽形框紧固为一体。负压风管的加固附件 应设在风管的内侧 玻璃纤维复合板风管采用外套角钢法兰或 外套C形插接法兰连接时,其法兰连接处可 视为一处外加固点。其它连接方式的风管 ,当其管端外长边的边长大于1200mm时, 距法兰150mm内应设纵向加固;采用阴阳 榫连接的风管,应在距榫口100mm内设纵 向加固 玻纤复合板风管加固的内支撑件和外壁加 固件的螺栓穿过管壁处应进行密封处理 玻纤复合板风管的外加固槽形钢的规格尺 寸应符合以下规定[B—管端外长边的边长 (mm)]: □ B≤1200,槽形钢高×宽×厚(mm)≥40× 20×1.0 □ 1200<B≤1200,槽形钢高×宽×厚(mm) ≥40×20×1.2
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(弯管、三通等风管配件特有检验项目专页)
检验项目(含检验方法摘要)
标准(或 被检管段编号及其实测值(用数据表达)或观感质量定性评价 设计)要 (用“√”或“×”表达) 求值(含 理论计算
值)
弯管(头)配件的形式(参见JGJ 141—2004
行标之图 3.10.2-1):
外直角型/
弯管一般应采用曲率半径为一个平面边长的内 外同心弧型,圆弧均匀
下列情况之一的弯管应设置导流片:
之比≤0.25的内外弧型弯管
外直角型弯曲
内外弧型弯管导流片弧度与弯管弧度相等,迎风 边缘光滑;片数及设置位置按JGJ 141—2004行 标之表3.10.2-1、表3.10.2-2规定 内弧外直角型、内斜线外直角型、内外直角型 弯管选用并设置的单弧形或双弧形等圆弧导流 片,其圆弧半径、片距及板厚均按JGJ 141— 2004标准规定
弯管、三通等风管配件的各端面夹角符合设计 和相关技术标准的要求