穿孔机顶杆小车冷却水装置
穿孔操作规程

穿孔操作规程一、用途:用于将加热后的管坯穿制成毛管二、设备主要性能扎辊直径φ360—φ390mm轧辊转速 111rpm前进角 3°型式曼式顶杆速度 1.2 m/s推料气缸行程 1500 mm主电机额定电流 380 A电机功率 185 KW管坯直径φ45—φ63mm三、操作要点1、班前准备:①操作台电器及各部位气缸、气阀、水阀、辊道有无故障;②推钢气缸,顶杆小车、定心辊是否灵活好用;③顶杆和轧辊的冷却水是否畅通,水量是否充足。
④各个安全防护设施是否到位。
⑤了解上一班的生产质量、设备以及压缩空气、水、电状况,做好交接班工作。
2、开始运行①开机顺序:合电源→启动空压机→开冷却水→启动主机空转→进退小车及各个气动元件→正常后开始生产。
②随时注意穿孔主电机电流,判定穿孔负荷,及时发现管坯温度的异常情况,并通知加热炉控制好管坯温度。
根据穿孔规格,选用合适的顶头,正确调整轧辊距、导板距、顶杆位置,保证穿孔生产正常进行。
③生产30-50支,检查顶头、导板、轧辊的使用情况,检查毛管内外表面质量和几何尺寸。
④禁止非操作工开动设备,戴手套操作操作台。
3、停机操作:停主机→停空压机→关闭冷却水→关辅助设施→断总电源。
4、记录管理①按要求进行有关记录的填写。
②填写的记录时务必做到细心、详细并且及时上交有关记录。
③每一吊管子的重量要做到准确,色标、批号应该清晰。
四、交接班管理1、操作工应当提前15分钟到达现场参加班前会议,了解一天的生产指令。
2、当班的操作工应当在下班前进行该生产区域的清洁卫生的打扫,对生产工具进行整理、清洁。
对接班人员告知设备的运行状况。
3、接班人员未到,在岗人员不得离岗,并及时向有关领导或调度汇报,请示处理办法。
五、安全注意事项1、上班前必须穿戴好劳动保护用品和安全帽,班长、在班前会上,结合本班生产任务和安全情况,向职工具体交待安全操作方法和注意事项。
2、更换顶杆或调整顶杆螺丝要用榔头时,应检查榔头是否完好,打榔头时不能戴手套操作,并招呼前后左右的人离开。
无缝钢管穿孔机的顶头冷却结构

6 参考文献
[ 1 ]博鑫 涛 ,郭海 祥 ,袁凤松. 实 用热处理手册 [ M] . 上海 : 上海科学技术 出版社 ,2 0 0 9 :9 - 2 4 .
[ 1 2 ]吴 国梁 . 钢 中奥 氏体 的稳 定化 [ J ] . 国外金 属热 处理 ,
相连通的冷却槽 ;冷却腔 内设有冷却水管 ,冷却水管 的一端伸人冷却槽 内 ,另一端通过法兰盘与顶杆尾端固定 ,冷却水 管的
端部与法兰盘的端部 密封连接 ,并通过法兰盘的中心通孔与顶杆小车的进水 管连通 ,中心通孔周 围分布有多个出水孔 ,出水 孔将冷却腔与顶杆小车 内的回水管连通 。该无缝钢管穿孔机的顶头冷却结构 ,将用于顶头冷却的 回流冷却水通过法兰盘所设 的出水孔与顶杆 小车内的回水 管连通 ,便于回流水的收集和再利用 ;而且不会造成 回流冷却水甩 出 ,保证场地 的生产环 境。 ( 专利申请 号 :C N 2 0 1 5 2 0 6 3 0 4 6 8 . 9 公开号 :C N 2 0 4 8 1 7 4 5 9 U 申请 日:2 0 1 5 . 0 8 . 2 0 公开 日:2 0 1 5 . 1 2 . 0 2 申请 人 :江苏天 淮钢管有限公 司)
( 王元 荪 )
吕永鹏等 :3 0 Mn钢调 质 P 1 1 O钢级油管热处理工艺研究
钢 管 2 0 1 7年 2月 第 4 6卷第 1 期
( 收稿 日期 :2 0 1 6 — 0 7 — 0 8 ;修定 日期 :2 0 1 6 — 1 0 — 0 8 )
『 5 ]赵金峰 ,刘 雅政 ,李 亚欣 ,等. P 1 1 O石 油套管缺 陷分
●专 利 信息
无缝钢 管穿孑 L 机 的顶头冷却结构
Ф177mmPQF连轧管机穿孔机顶杆小车系统故障分析与改进
贾贝 豹
(鞍 钢股 份有 限公 司无 缝 钢 管 厂 ,辽 宁 鞍 山 1 14000)
摘 要 :回顾 了 @177 mm PQF连轧管机 穿孔机顶杆小 车系统 的运行情况 ,提出制约顶杆 小车系统运行 的设 计及维护缺 陷:调心轴承膛孔磨损 ,轴承故 障率 高 ;轴套 因拆 、装 导致表面光洁度降低 ,密封 圈易磨损 ;下滑板 磨损超标 ,降低 了小车车轮及轴的使用寿命 ;前 、后 滑板磨损超标 ,顶杆小车振动大 ,加速 了设备损坏 ;冷却水 管频繁断裂 ,致使顶头冷却不 良;车体车轮轴承故 障率高 。针对上 述缺陷制定改进措施 :分解顶杆小车时必须测 量调心轴 承镗孔 尺寸并更换轴套 ;定期对小 车前后及下 滑板 尺寸进行测量 ,确保滑板磨损量 在允许 的范 围之 内 ; 改进水管结构 ,增加焊接强度 ;重新选 择小 车车轮轴承型号 ;定期检查油位及油脂 。
pipe mills.Accordingly, the original design and maintenance defects that restraint normal operation of the said carriage system are identified, including wear of the tip beating bor ing which causes high failure rate of the beat ing itself, mounting/dismounting of the axel sleeve which causes reduction of the surface f inishing, and  ̄equent wear of the gasket ring, over-standard wear of the lower sliding plate which reduces the service lives of both the wheel and axel of the carriage;over-standard wear of both the front and rear sliding plates which leads to ser ious vibration of the carr iage, and in turn quickens damage of the equipment; ̄equent breaking of the cooling water piping which causes poor cooling of the plug, and high failure rate of the carriage wheel beating and SO on. Addressing the above mentioned defects, modification actions are determ ined such as measuring dimensions of the tip bear ing bor ing, and replacing the axel sleeve when dismantling the carriage,periodically measuring the dimensions of the front and rear sliding plates of the carriage to ensure that the wear is within the perm issible range, modifying the cooling water piping structure, and increasing the welding strength thereof, selecting new type of the carriage wheel beat ing, and per iodically checking the oil level and the grease condition, etc.
穿孔机顶杆小车锁止机构的设计与分析
收稿日期:2 0 1 3 - 0 4 -1 9 基 金项 目:山西省 回国留学人 员科研资 助项 目 ( 2 0 1 2 — 0 7 4 ) 作者简介:王付杰 ( 1 9 7 5一),男,山西运城 人 ,博士研究生 ,研究方 向为钢管轧制及 自动化 。 第3 5 卷 第8 期 2 0 1 3 - 0 8 ( 下) [ 1 2 5 1
WANG F u - j i e 。 一 ,S HU AN G Y u a n . h u a。 ,H U J i a n - h u a 。 ,S U N J i n g . c h a o 。
( 1 . 太原科技大学 机械与 电子工程学 院,太原 0 3 0 0 2 4 ;2 . 运城学 院 机 电工程系 ,运城 0 4 4 0 0 0)
链 传 动 或 卷 扬 机 构
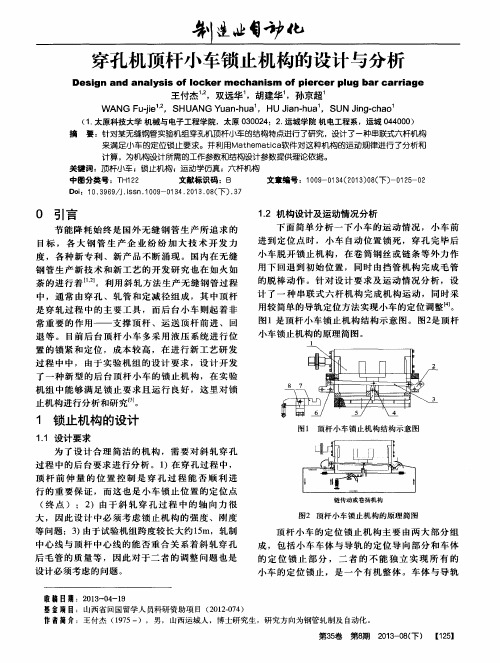
图2 顶 杆 小 车 锁 止 机 的 原 理 简图 顶杆 小 车 的 定 位 锁 止机 构 主 要 由两 大 部 分 组
成 , 包括 小 车 车 体 与导 轨 的定 位 导 向部 分 和 车 体 的 定 位 锁 止 部 分 , 二 者 的 不 能 独 立 实 现 所 有 的 小 车 的定 位 锁 止 ,是 一 个 有 机 整 体 。车 体 与 导 轨
常 重 要 的作 用 —— 支 撑 顶 杆 、运 送 顶 杆 前 进 、 回 退 等 。 目前 后 台顶 杆 小 车 多 采 用 液压 系统 进 行位
小 车锁止 机构 的原 理 简 图。
置 的 锁 紧 和 定 位 ,成 本 较 高 ,在 进 行 新 工 艺 研 发
过 程 中 中 , 由于 实 验 机 组 的 设 计 要 求 ,设 计 开 发
1 . 2 机构设计及运动情况分析 下 面 简单 分 析 一 下 小 车 的 运 动 情 况 ,小 车 前 进 到 定位 点时 ,小 车 自动 位 置 锁 死 ,穿 孔 完 毕 后 小 车脱 开 锁 止 机 构 ,在 卷 筒 钢 丝 或 链 条 等 外 力 作
穿孔机的设备组成
穿孔机的设备组成穿孔机设备由主传动、前台、机架和后台四大部分组成。
主传动一般由主电机或主电极+变速箱组成。
前台设备一般包括受料槽、导管和推钢机组成。
机架中包括轧辊和导向设备(导盘或导板)。
后台设备主要包括定心辊、毛管回送辊道、顶杆小车、顶杆小车的止推座及将毛管从穿孔机组运送到轧辊机组的运输设备,常见的运输设备有传送链、回旋臂和电动车。
(一)主传动的方式及特点穿孔机的主传动电机可以使用直流电机或交流电机。
直流电机一般通过传动轴直接与轧辊链接,贰交流电机则通过减速机和传动轴与轧辊链接。
穿孔机使用的接轴有万向接轴和十字头接轴。
十字头接轴具有良好的调节性能,无论在水平面和垂直平面内都可以产生相对的角位移。
(二)穿孔机机座(牌坊)穿孔机的机座大多由包括以下几部分:(1)转鼓。
又称轧辊箱。
作用是放置轧辊,轧辊在转鼓内滑动或与转鼓紧固在一起。
(2)轧辊倾角调整装置。
常用的驱动设备是电机+蜗轮蜗杆+定位器(编码器),作用在转鼓上。
一般放置的位置在牌坊的侧面。
由于立式穿孔机的下转鼓在水平面以下,冷却水及氧化铁皮的长时间冲刷,工作环境恶劣,给电机的维护带来困难,用液压马达代替电极可以解决此问题。
(3)轧辊倾角调整的平衡装置。
与轧辊倾角调整装置组合,消除穿孔过程中产生的间隙和冲击。
根据转鼓的形状不同,安装的位置可以与倾角调整装置在一侧或另外一侧。
常使用液压缸实现此功能。
(4)轧辊的平衡装置。
作用是消除穿孔过程中对轧辊的瞬间冲击。
(5)机盖。
机盖上一般安装轧辊间距的调整装置。
(三)三辊定心的作用和结构由于顶杆很长且直径较小,因此顶杆的刚度较差。
为了增加顶杆刚度和防止顶杆在穿孔过程中的抖动,在穿孔机的后台设置定心辊装置。
老式穿孔机因毛管较短,定心辊的数目一般为3-4架,随着毛管长度的增加现代的穿孔机定心辊数目为6-7架。
每一台定心辊装置有3个互为120°布置定心辊组成,即上定心辊和两个下定心辊。
在轧制过程中定心辊的另外作用是:当毛管接近定心辊时,3个定心辊将顶杆抱住。
穿孔机技术参数及操作规程

穿孔工艺调整参数计算1.管坯直径总压缩率ε及管坯直径总压缩量△D:ε一般实际值为10%~14%,薄壁管轧制取较大值,厚壁管轧制取较小值。
△D=D B×εD B—管坯直径2.轧辊间距EE=D B×(1-ε)3.顶头前伸量bb=C-aa=【(D d+2S)-E】/(2tgα)式中:C—顶头工作段长度;a—轧辊高点后顶头工作段长度α—变形区出口实际工作锥角D d—顶头直径S—毛管壁厚4.导板间距AA=E×ξ式中,ξ为孔型椭圆度系数,通常取值在1.08~1.17之间,厚壁管及低塑性钢轧制取低值,薄壁管取大值。
实际生产中,A=(0.98~1.02)D B5.顶头直径D dD d=D H-2S H-K式中,D H、S H、K分别为毛管外径、壁厚、内扩径量。
一般按最薄壁毛管确定顶头直径D d,顶头直径以5mm分级,每个规格的顶头适应于2~2.5mm的毛管壁厚范围。
6.毛管出口速度vv=(π·D·n·sinβ·cosΨ·η)/(60×103)式中:D、n、β、Ψ、η分别为轧辊直径、轧辊转速、喂入角、辗轧角、轴向滑移系数。
轴向滑移系数η的参考值(锥形穿孔机取较大值):碳钢:0.9~1.0低合金钢:0.7~0.8高合金钢:0.5~0.77.穿孔延伸系数μμ=(0.245×D B2)/【(D H- S H)×S H】,考虑加热烧损2%。
衡阳89项目管坯规格:Ф120mm×900~3400mm毛管规格:Ф134mm×7500(最长)mm成品规格:Ф25~89mm×2.5~12mm×3~12.5m穿孔机型式:CTP750VL型,轧辊上下布置,导板左右水平布置入口管坯温度:≥1180℃1.锥形辊穿孔机前台1.1受料槽长度:3900mm1.2双链式推坯机最大行程:5250mm推坯力:4t推进速度:基位—等待位置:1.0m/s等待位置—返回位置:0.3m/s返回速度:1.0m/s2.锥形辊穿孔机主传动2.1主电机:采用2台直流电机单独传动功率:2×1500kW,DC,2倍过载转速:375-750/1500rpm2.2主传动减速比:5.763.锥形辊穿孔机主机座3.1穿孔机轧辊(2个)材质及化学成分:材质:CK45化学成分:C:0.42直径:Ф650mm~Ф760mm长度:700mm轧辊轧制力:2000KN轧辊扭矩:180kNm轧辊喂入角:10°~15°无级可调轧辊辗轧角:固定为10°轧辊行程:90mm轧辊可轧制次数:20000~25000道次重车次数:max 12次重车量:8~10mm(轧辊直径方向)3.2穿孔机导板(2块)导板调整行程(max):110mm导板可轧制次数:800~1000道次4.锥形辊穿孔机后台4.1定心辊装置可导行毛管的最大直径:Ф230mm可抱紧顶杆的最小直径:Ф50mm4.2后台升降辊传送速度:1.6m/s4.3顶杆小车及止推座顶杆小车最大行程:17155mm止推座中心位置调整范围:300(-85,+215)mm 顶杆上所受轴向力:1000KN顶杆小车运行速度(max):前进到轧制位置:1.8m/s回退到顶头更换位置:4.5m/s4.4顶头顶头可轧制次数:一般50~200道次顶头工作段长度C=210mm4.5顶杆顶杆总弯曲度:≤18mm5.锥形辊穿孔机后台到连轧机的运输装置5.1后台横向运输链运行速度:1.6m/s5.2内吹装置内吹型式:压缩空气内吹时间:3s空气压力:4.5bar6.穿孔毛管终轧温度7.穿孔毛管的尺寸公差范围8.穿孔工艺调整参数设定a.穿孔机的数据库终端中存贮着各种规格毛管轧制时的调整参数,根据不同的轧批号,主控制终端从数据库终端中调用相应规格毛管轧制时的工艺调整参数,并可进行修正,编辑,传送到穿孔机的PLC 或位置控制器上,完成轧机的精确调整。
穿孔机顶杆小车液压系统故障分析及处理

[ ] 钱晓华 , 2 朱义龙 , 胡荣 根. 准施肥 技术及推广应 用措施 精 [] J .安徽农学通报 , 07 ( )4 4 . 2 0 , 2 :4— 5 [ ] 赵军. 3 变量技术及其在农 业机械 中的应用 [ ] 现代化农 J.
业 ,04,1 )2 . 2 0 (2 :5
图 4 肥 料 流 速 与 落 肥 口长 度 之 间 的关 系 图
[ ] 吴辉 , , . 7 王秀 等 圆盘式施肥机抛撒模 型圆盘转速 的试验
研究 [ ] 农机化研究 , 0 7 ( ) 16—19 J. 2 0 ,7 :3 3.
达输出轴转速的液压系统设计保证了撒肥盘连续变速 的变 量撒 肥工 作要 求 ;
() 3 通过实验研究 , 确定 了变量施肥抛撒模型肥
到达水平 位 置时 , 杆 的顶头 正 好 被送 到轧 辊 和 导 盘 顶
所 形成 的孔 型位置 , 杆 小车 利 用 曲臂 杠 杆 的死 点顶 顶
[ ] R Oil e , . a o , adD e e akr a u . 8 . ls g s H R m nJ n e r m ee ea r ad .Cl l ea
t n o etl e it b t n P t r s fo a S i n n ic i fF r i r D sr u i atn r m p n i g D s o iz i o e
Y =0 18 x一0 19 .67 .28
() 3
因此 , 在施 肥 幅宽和施 肥机 具确 定 的情况 下 , 根据 式 ( ) 2 ( ) 可 以 求 出抛 撒模 型 的 不 同的 落 肥 口 1()3 就
大小 所对 蔡德利 , 4 王熙 , 庄伟东 , 精准农业 变量施肥技术要 点及 等. 试 验初 报 [ ] J .黑 龙江八 一农 垦大学学 报 , 0 4 9 3 : 2 0 , ( )
Φ180mm穿孔机出口台二段简介
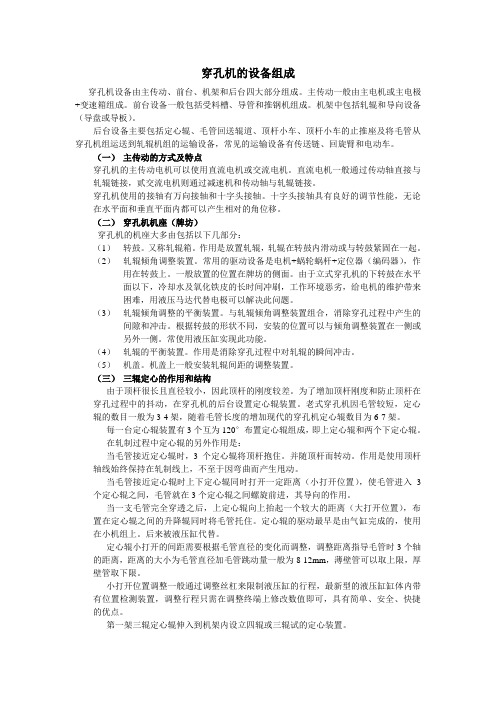
1 一机 座 装 置 ;2 一锁 门 机 构 I 3 顶杆 小 车 I 一支 承 车 I 一 4
小 车上 。在穿 孔过 程 中 ,依靠 锁 门机构 锁住 顶杆 小车 防止 顶杆 后退 ,当穿孔 完成 毛管离 开轧 辊时 ,锁 门机 构 打开 ,顶杆 小车 后退 ,当顶 杆完 全退 出毛 管后 ,由 拨料 钩将 毛管从 侧 向拨 出到下 一工 位 。然后 ,顶杆 小 车 由起 始 位 前 进 到 轧制 位 ,锁 门 机 构 将 顶 杆 小 车 锁
第 1期 ( 第 10期 ) 总 7
21 0 Z年 2月
机 械 工 程 与 自 动 化 ME CHANI CAL ENGI NEE NG & AUT0MATI) RI (N
NO.1
F b e l.
文章 编号 : 6 2 6 1 ( 0 2 0 — 0 7 0 1 7- 4 3 2 1 ) 10 9 -3
5 导轨 装 置 ;6 钢 丝 绳 装 配 }7 卷简 装 置 ;8 传 动装 置 一 - - -
图 1 穿 孔 机 出 口台 二 段 结 构 简 图
1 2 锁 门 机 构 .
锁 门机构分 为锁 门调 节系 统与 止推 锁 门机 构 。锁
住 ,等待 下一根 管坯 的 到来 。 在 穿孔 过程 中 ,出 口台二 段 的主要任 务 是配合 穿 孔 机保 证 穿孔过 程 的顺利 进行 ,保 持穿 孔节 奏并方 便 地 输 出毛 管 。而 顶杆 小车 工作 的可靠 性 和快 速性直 接
座装 置 中机 出 口 台二段 结 构 简 图 如 图 8 l所示 ,其 功能 是和 穿孔 机 出 口台一 段共 同配 合 穿孔
钢挤压机穿孔针冷却装置的研制

生产 率 以及 高可 靠 性 的要求 , 压筒 在 机械 结构 、 ] 挤 加 热、 电气控制等方面的设计越来越复杂 。挤压筒的清 理也 一直受 到 人们 的关 注 。 2 现 状分 析 近 年来 , 特别 是 新设 计 的挤压 机 对 穿孔 针 普 遍采 用水冷系统 , L 穿孑针做成 中空的 , 一般是冷却水沿穿孔 针的内孔流进去 , 中心管流 出。这种方法缺点是更 从 加降低了穿孔针的强度 , 使穿孑 针所受应力提高 , L 且该 系统 较 为 复杂 。有 内冷 的穿孔 针 , 加 工 的要 求 十分 对 严格 , L 斜对冷 却 的效果 影 响不大 , 内孑 偏 但却 很容 易造 成穿 孔针 偏斜 , 导致 挤压 制 品偏 心 、 而 壁厚 不均 。偏 心 挤压 不仅 直接 影 响挤压 件 的质量 , 加剧 机体 的磨 损 , 甚 至 可 能 造 成 事 故 隐 患 。穿 孔 针 寿 命 也 得 不 到 明显 提 高 。国 内外挤 压 机 也有 采 用 外 冷装 置 的 , 因结 构 复 但 杂, 冷却 时 间长而 没有 得到 广泛应 用 。 对小 型挤 压机 , 孔针 尺寸 较小 , 穿 一般 采用手 工更 换 。而对 于 大 中 型挤 压机 , 穿孔 针 尺寸 、 量 都较 大 , 质 穿 孔 针更 换 时需 要 在 穿孑 针 上 固定 吊运绳 , 车 工 须 L 行 与下面工人配合小心拉紧吊运绳 ( 以免弯 曲穿孔针或 与挤 压 机碰撞 造 成表 面划 伤 )下 面 工人用 开 口扳手 将 , 穿孔 针从 穿孔 针 座 中松 开 或拧 紧 。在 安装 时靠 行车 工 将 穿 孔 针 与 挤 压 中心 对 中很难 , 容 易 使 穿 孔 针 “ 很 受 伤 ” 致 使更 换 穿 孔针 时 虽 占用 了较 长 时 间 , , 还是 不 能 保证 准确 、 误 的安装 好 , 无 操作不 当还 可 能直接 造成 穿 孔 针报 废 。 钢挤 压 过程 中 , 压 筒 的 内孔 经 常需 要 用玻 璃 粉 挤 润滑 , 加之还有一些金属残余和因加热产生的金属氧 化皮 , 因此 , 须 对挤 压 筒进 行 随 时清 理 , 压筒 的清 必 挤 洁有助 于提高产 品质量 和延长挤压筒 的寿命 。在 国 内 , 多数挤 压 筒 的清理 是人工 进行 的 , 大 或用 清理垫 片 进行清理 , 基本上都可以满足要求 , 但这种清理占用 了 较 长 时间 , 响 整个 生产节 奏 的提 高 。 影 挤压 生 产有 明显 的周 期 性 , 而且辅 助时 间相 对 较 长 , 以挤压 工 具必须 选用 优质 高 强度耐 热钢 , 所 致使 挤 压 工具 在挤 压生 产成本 中 占有很 大 比重 。挤 压设备 投 产后 , 如何提高挤压工具的使用寿命 、 减少挤压工具 的 更换时间就成为降低生产成本 、 提高经济效益和产 品 质量的重要的因素。通泽公司新研制的钢挤压机穿孔
穿孔机顶杆小车装配要求和注意事项_概述及解释说明
穿孔机顶杆小车装配要求和注意事项概述及解释说明1. 引言1.1 概述本篇长文旨在介绍穿孔机顶杆小车的装配要求和注意事项,为读者提供全面的装配指导。
穿孔机顶杆小车是一种常用于工业生产中的设备,能够轻松实现上下移动,并具有重要的功能和作用。
了解并正确装配穿孔机顶杆小车对于保证其正常运行和延长寿命至关重要。
1.2 文章结构本文将按照以下结构进行描述:首先是引言部分,对文章整体内容进行简要概述;接下来将详细介绍穿孔机顶杆小车的装配要求,包括所需器件和工具准备以及组装步骤;随后将重点强调关键注意事项,确保装配过程中避免出现问题和故障;然后会详细介绍顶杆小车的功能和使用方法,并针对常见问题提供解决方法;最后总结文章内容并展望未来。
1.3 目的本文的目的是为读者提供清晰明了、系统完整的穿孔机顶杆小车装配指南,并帮助读者理解顶杆小车的功能、使用技巧以及常见问题的解决方法。
通过本文,读者将能够全面了解穿孔机顶杆小车的装配要求和注意事项,并掌握正确的使用方法,保证设备正常运行并提高工作效率。
2. 穿孔机顶杆小车装配要求2.1 装配器件及工具准备在进行穿孔机顶杆小车的装配前,需要准备以下器件和工具:- 顶杆小车主体零件:包括顶杆、轨道、滑块等。
- 螺丝和螺母:用于固定和连接各个部件的螺丝和螺母。
根据设计要求选择合适规格的螺丝和螺母。
- 扳手和扳手套筒:用于紧固螺丝和螺母时使用的工具。
- 弹簧夹:用于固定滑块或其他零件的弹簧夹,确保安装紧固。
2.2 组装步骤下面是穿孔机顶杆小车的装配步骤:1. 将轨道安装在适当位置,并使用合适的固定方法将其稳定在设备上。
2. 将滑块沿着轨道推至所需位置,并确保可以自由移动。
如果滑块不能正常移动,则检查并解决可能存在的问题。
3. 将顶杆与滑块连接,确认连接牢固,并可随意调节高度。
4. 检查整个顶杆小车组装的稳定性和灵活性,确保滑动平稳且不卡住。
2.3 关键注意事项在进行穿孔机顶杆小车的装配时,需要注意以下关键事项:- 确认各零件的规格和型号是否与设计要求一致,并选择正确的螺丝和螺母进行紧固。
穿孔机机组各设备构成

谢 谢 !
感应加热炉
感应加热炉由400~600HZ的中频电源柜、感应圈、 的中频电源柜、感应圈、 感应加热炉由 的中频电源柜 电容、支架、炉座、储料台、 出料机、 电容、支架、炉座、储料台、进、出料机、水冷系 统等组成。 统等组成。
感应加热炉
(1)中频电源柜与电容 中频电源柜与电容 输入380V、1500KW交流电,输出750V、 400~600HZ的中频电流。
穿孔机
(4)压下机构 ) 压下机构由电机、减速机、丝杆、 压下机构由电机、减速机、丝杆、丝母与止推轴承 等组成。通过压下机构可调整出轧制所需要的不同辊距, 等组成。通过压下机构可调整出轧制所需要的不同辊距, 以满足不同规格坯料与钢管的穿孔要求。 以满足不同规格坯料与钢管的穿孔要求。压下机构还承 担着对应轧辊的全部轧制压力, 担着对应轧辊的全部轧制压力,此力全施加在顶部的大 型止推轴承上。 型止推轴承上。
穿孔机
(1)主传动系统 ) 主传动系统由万向轴、齿轮座、 主传动系统由万向轴、齿轮座、减速机及主电 机等组成,通过三根万向轴分别传动三个轧辊, 机等组成,通过三根万向轴分别传动三个轧辊,以 提供轧制动力。 提供轧制动力。
穿孔机
(2)机架 ) 机架由正六方架体、衬套、 机架由正六方架体、衬套、导板座及导板装置 等组成,机架直接与设备安装基础相联, 等组成,机架直接与设备安装基础相联,是穿孔的 主要受力部分。 主要受力部分。
在轧机已调整合适并运转正常的情况下自动操作时只需操作人员观察到热管坯已进入穿孔机推钢机之前方时按推钢即可自动完成将管坯穿成毛管并送上冷床的所有动作
机组各设备构成
穿孔机
全机由主传动系统、机架、轧辊装置、压下机构、 全机由主传动系统、机架、轧辊装置、压下机构、 推钢机、顶杆装置、定心装置、升降辊、电控系统、 推钢机、顶杆装置、定心装置、升降辊、电控系统、气 阀站、润滑站等组成。 阀站、润滑站等组成。
穿孔机技术操作规程

黑龙江建龙钢铁有限公司质量保证体系作业文件文件编号:C(H)09 006-A 版本:A/0受控状态:受控号:穿孔机技术操作规程编写:汤智涛审核:张勇批准:姚本金批准日期: 2011年2月20日2011—02—25发布 2011—03—01 实施1 适用范围:本规程适用于连轧厂穿孔机区操作工2 生产前设备检查2.1交接班时,检查主操作台上相关操作开关是否置于零位,区域生产方式是否置于手动。
2.2检查所有转动部件上有无杂物,若有须清理彻底。
2.3在相关区域进行工具检查和设备维护时,先检查该区域操作台各开关是否置于零位,动力电源是否已经切断,否则不能作业。
2.4在对转动杆件(如传动轴)进行点动操作前,先检查杆件上有无缠绕物,或有无人员在危险位置。
2.5完成设备或变形工具的检查维护工作后,将相关工具(如扳手、钳子等)带到指定的地方安全摆放,并将现场的油污和杂物按规定进行收集处理,不得将污染物随意排放到地沟。
2.6在控制电源合闸前,应确认无任何人员在危险区域。
2.7开机前,操作人员首先要进行视觉检查,确认设备及它的安全设施是否完好。
检查机器运转区域范围内(如:辊道上、横移链上以及其动作区域内)有无人员停留,并启动开机警报装置。
2.8在“自动操作”或“手动操作”模式下。
操作人员要密切监控设备运转情况;若无操作人员监控,严禁设备运行。
2.9在自动操作模式过程中,任何人不允许在危险区域经过或逗留。
2.10设备的检修和维护以及排除故障时,必须在设备停机并停稳后进行;未经允许的人员不得参与机械的处理工作。
2.11更换辅助工具时控制电源必须关闭,长时间不生产时必须关闭传动系统。
3 安全确认3.1设备维护过程中安全确认(1)切断电源。
(2)主操作台和区域现场操作台旋转开关置于“0”位。
(3)确认已经停机,设备处于静止。
3.2设备启动前必须先确认(1)检修已彻底完成。
(2)设备允许安全运转。
(3)所有人员已离开设备危险区。
.穿孔机安全操作规程

4.穿孔机安全操作规程(总2页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--1、穿孔操作看料工安全操作规程接班时应严格检查各部位的电气、机械、气动、液压和润滑系统是否正常,如果发现异常应及时处理,不准带故障开机。
当调整检修完毕,接到开车指令后,按动喇叭,确认人员撤离危险部位后,方可启动主电机。
地面排出事故时,操作工不可将手放在电气开关上,预防误操作。
顶杆小车如有不到位或与锁门架严重碰撞现象,及时通知电工,调整小车限位装置,不能将顶杆小车和锁舌气缸同时按动,小车到位后,落锁后,再送料,以防止空轧料,生产时,定心辊应逐架打开,防止顶杆伤人。
其他部位发现故障后,应及时通知加热炉停止送料。
前台推料时看料人员严禁面对入口导套以免高温氧化铁皮飞溅伤人。
穿孔机一切安全措施要加以保护,不得随意拆除,确要拆除时,要经安全部门审批。
经常检查防火器材是否完好无损。
处理包顶杆或包顶头时,管两端处严禁站人,以防喷出废水伤人。
装卸顶头时,首先通知操作台上操作工,顶杆停稳后方可进行。
穿孔机在启动时,严禁穿管,待运转1-3分钟后方可穿管,以防启动电流太大又增加负荷导致跳闸,造成设备事故,严禁不停车换导板。
严格执行交接班制度,下班时清理现场卫生,保持安全检查文明生产。
2、穿孔机调整工安全操作规程必须熟练掌握穿孔机的性能、构造和原理等操作技术规程,工作时按规定穿戴好劳动保护用品。
开车前要认真检查设备各部件安全设施及工具是否良好,发现问题应及时修理或更换(严禁用手触摸转动的轧辊,更换时,必须停车),确保正常后,方可通知开车。
发现顶杆弯曲导板有裂纹应及时更换。
不准轧制过烧、欠烧的坯,以免抱顶杆或穿破伤人。
穿孔过程中,严禁跨越顶杆,定心辊及小车滑道,禁止在穿孔机出料及定心辊周围逗留,禁止在运转部件上抬工具等。
交接班时,应对穿孔机的设备和环境卫生进行全面清理,及时填写交接班报告和岗位记录。
认真操作、严格按操作程序控制机台,不得翻弯管,翻斜料。
轧管工艺流程简介

热轧无缝钢管生产线工艺流程一、天津钢管公司热轧无缝钢管轧机类别简介天津钢管公司拥有三种热轧无缝钢管生产线,每一种生产线对应着一种轧机,分别为MPM轧机,阿塞尔轧机和PQF轧机。
其中一套轧管生产线为φ250mm口径MPM轧机,三套轧管生产线为219mm 口径阿塞尔轧机,其余生产线为168mm、258mm和460mm口径PQF 轧机。
限动芯棒连轧管机,英文缩写MPM(即Multi-Stand Pipe Mill),是无缝钢管生产中的重要设备。
中国第一套限动芯棒连轧管机组,引进自意大利,于1992年在天津钢管集团股份有限公司投产。
经技术改造,天津钢管集团的Φ250mm限动芯棒连轧管机组已经由设计年产能力50万吨,扩大到现在的年产能力100万吨。
(注:天津钢管公司轧管厂Φ250MPM机组,引进的是意大利皮昂蒂公司的技术和设备。
该项目竣工投产时,时任意大利伊利集团总裁的普罗迪先生亲自前来剪彩。
2006年,作为意大利总理的普罗迪再次来到钢管公司)。
阿塞尔轧机由一个名叫W .J.Assel 的人于1932年发明。
天津钢管集团股份有限公司2005年新建的现代Φ219mm阿塞尔轧管机组,引进了德国SMS Meer公司近年来最新开发的阿塞尔轧制工艺技术和ABB公司最新的ACS6000SD传动控制系统。
二套轧管的168mm口径PQF(Premium Quality Finishing)轧机是世界上第一套PQF轧机,由SMS MEER公司设计,2003年底热试成功。
由于是一个新开发出的轧制技术,作为第一个使用该技术的天津钢管公司冒了很大的风险。
钢管公司与西马克公司签订合同的时候,提到了五年之内世界上的其他钢管公司不得上PQF轧机生产线,以保证自己对于该项技术的领先。
在以后的几年里。
天津钢管公司又陆续筹建了258mm口径和460mm口径PQF轧管生产线。
二、阿塞尔轧机、MPM轧机和PQF轧机的简单对比1.阿塞尔轧机:三辊式,单机架;轧制时,钢管及芯棒一起作螺旋运2.MPM轧机:两辊式,多机架;轧制时,钢管及芯棒一起作直线运3.PQF轧机:三辊式,多机架;轧制时,钢管及芯棒一起作直线运动。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
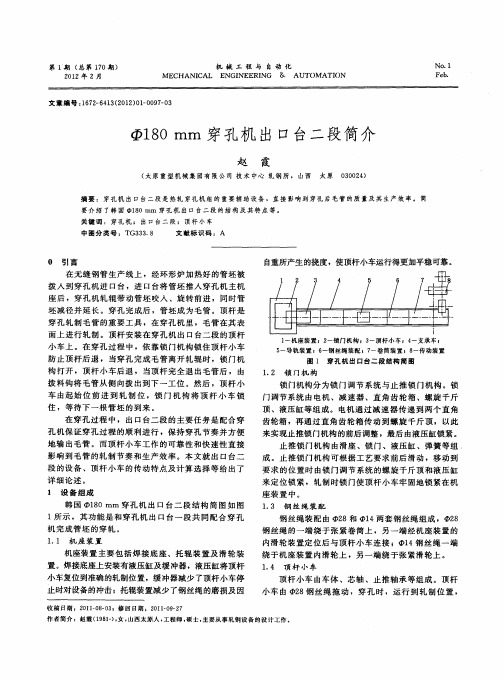
1 一顶杆小车 ; 2 一 顶杆尾端 ; 3 一顶杆小车 内冷却水管 ; 4 一 外接冷却水管 ; 5 一冷却水拖链
拖链 成本 会增 加很 多 。穿 孔 过程 中顶 杆小 车需 要 频 繁往 复运 动 , 拖链 及胶 管 随小 车频 繁动 作 , 易损 坏 或 发 生老化 , 导 致冷 却水供 应 不足 , 影 响生产 。
1 设备 组成
加 内水冷装置 , 如果顶头冷却水量不足 , 将严重影响
顶 头 寿命 , 同时影 响毛 管质 量 l l 。 顶 杆 一般 为 中空结 构, 其 内部 安装 有 冷却 水 管 ( 接到 顶 头 内空腔 ) , 顶杆
管道种类及工况
流 速 范围
, ( m・ s )
独 进行 手工操 作控 制 。
4 新 型顶杆 冷却 装置优 点
P: O . 1 ~ 0 . 3 MP a ( 表压 ) 0 . 5 ~ 2 DN >2 0 0 mm P≤1 MP a ( 表压 ) 0 . 5 ~ 3 过热蒸汽 DN = 2 0 0  ̄ 1 0 0 mm 水及 黏度 P≤8 MP a ( 表压 ) 2 ~ 3 D N <1 0 0i i l m
总第 1 5 0期 2 0 1 4年 第4期
山 西 冶 金
S H ANXI M ETALLURGY
T o t a l 1 5 0
No . 4,2 01 4
j 耋产嵌曦 趣襄 拽球
穿孔机顶杆 小车冷却水装置
臧 树 林
( 太原重工股份有 限公 司技术 中心 , 山西 摘 太原 0 3 0 0 2 4 )
支架 由钢结构焊接而成 ,其主要作用是支撑气
缸及 其 回路 部件 , 支架 两 端有 底座 , 可 用膨 胀 螺栓 固
软管另一端与顶杆小车内置冷却水管相连接 ,最终 通 过 顶杆 内冷 却水 管将 冷 却水 送至 顶 头 内部 。 水管 、 拖 链 跟 随小 车一起 前 后移 动 ,小 车 一般 的运 行 速度 为l ~ 2 m / s , 该速度对于普通拖链偏大。在此工况下 拖 链 容损 坏 , 如果 针对 诙 隋况 对拖 链 进行 特 殊设 计 ,
图1 传 统 顶 杆 冷 却 水 装 置
大, 而内径由零扩大到要求值 , 这种变形主要靠穿孔 顶头来 完 成 。 穿孑 L 顶 头担 负很 重 的变形 任务 , 坯 料 的
温度约为 1 0 6 0℃ , 在 穿管 过 程 中 , 每 根 管子 的 平均
轧 制时间约为 2 O ~ 3 0 s , 顶 头 表 面 温 度 可 能 上 升 至 1 0 0 0 —1 1 0 0 c ( = 。 所 以在 穿孔 过程 中需要 为顶 头添
收 稿 日期 : 2 0 1 4 - 0 3 — 1 1
定于基础上 。 支架结构简单 , 便于生产现场就地取材 进行 维 护 、 加 固的操作 。该支 架安 装位 置 需准 确 , 保 证气缸中心线与轧制线重合 ,保证缸杆伸出时能使 三通接头与顶杆小车冷却水管准确 、 紧密结合。 气 动 回路 由气 缸 、 管路 、 电磁 换 向 阀等几 部分 组
尾 部 与顶 杆小 车 内水管 相 连 。
与传 统方 案相 比较 ,本 文介 绍 的这种 新 型冷 却 水 管装 置 ( 如 下 页 图 2所示 ) , 克 服 了传 统 方 案 在 实
际 生产 中 的不足之 处 。
目前 所用 的顶 杆 小 车冷 却 水 装 置 如 图 1所 示 , 现场 水接 点 与冷却 水 软管 连 接 , 软管 内置于 拖链 中 ,
2
该工序在无缝钢管生产机组中的作用是将实心坯料 穿轧成空心毛管 , 是金属变形的第一道工序 , 此道工 序 的 主要设 备 是穿 孔机 。
穿孔 过程 中 主 电机 带 动轧 辊旋 转 ,顶头 随 顶杆
小 车 运行 至工 作位 ,顶 杆 小 车预旋 转 机 构带 动 顶头
Hale Waihona Puke 转动 , 推坯机将管坯推至穿孔位置进行穿孑 L 。 在热轧 无 缝 钢管 的生 产过 程 中 , 穿孔 顶头 作 为 内变形 工 具 ,
要: 从设备组成 、 设计选 型计 算、 新型顸杆冷却装置优点等方 面, 介绍 了一种新型 的顶 头冷却水装置设计 方 顶 头冷却装置 拖链 文献标 识码 : B 文章 编号 : 1 6 7 2 — 1 1 5 2 ( 2 0 1 4) 0 4 — 0 0 4 7 — 0 3
4 0 - 6 0 3 0 ~ 5 0 2 0 ~ 4 0
案 。该 方 案 制造 成 本低 、 维护 方便 , 解 决 了传 统 方 案 中拖 链 因长期 高速 运行 而容 易损 坏 、 维护 困难 、 成本 高的 问题 。
关键词 : 穿孔机
中图分类号 : T G3 3 3 . 8
管坯 穿 孔 是 热 轧无 缝 钢 管 生 产 中重要 的工 序 ,
成 ,其 主要 功能 是压 缩 空气 通过 电磁 换 向 阀控制 气
作 者简介 : 臧树 林( 1 9 8 4 一) , 男, 从事 冶金设 备 的设 计及 工艺
研 究工作 , 助理 工程 师。E — ma i l : j s z x z g z s l @t z . C O 1 T I . c n
缸动作 , 完成气缸前端三通接头的伸缩动作 , 保证水 路与顶杆小车冷却水管的连接与断开。气缸靠螺栓
2 0 1 4年第 4期
臧树林 : 穿孔机顶杆小车冷却水装置
表 1 介质常用流速范围
介质种类 管道种类及工况
流速 范 围 介质种类
m・ S )
件配合 , 实 现 自动 化 控 制 , 也 可 单