CAM资料预审作业教材
CAD/CAM技术全套教案 完整版授课电子教案 整本书电子讲义 教学讲义.docx

CAD/CAM技术全套教案完整版授课电子教案整本书电子讲义教学讲义().docx1、教案第1~2课时教学内容项目一认识CAD/CAM技术项目分析随着人们生活水平的提高,消费者的价值观正在发生结构性改变,呈现多样化和独特化特征,用户对产品质量,产品更新换代速度,产品从设计、制造和投放市场的周期都提出了越来越高的要求,为了适应这种改变,企业产品也向着多品种、小批量方向进展。
CAD/CAM技术是近30年来快速进展,并得到广泛应用的设计和制造自动化应用技术,它从根本上转变了过去从设计到产品的整个生产过程中的技术管理和工作方式,给设计和制造领域带来了深刻变革。
其进展与应用程度已经成为一个国家科技进步和工业现代2、化水平的重要标志之一。
教学过程课程导入一、组织教学〔2分钟〕整顿纪律、清点人数,稳定学生心情。
二、导入新课〔5分钟〕1.本课题的学习目的2.本课题学习及把握的主要内容3.本课题参阅的材料4.对本课题作业的要求相关学问一、认识数控加工1.数控加工过程2.数控机床组成〔1〕机床本体〔2〕CNC装置〔3〕输入/输出设备〔4〕伺服单元〔5〕驱动装置〔6〕可编程掌握器〔7〕测量装置3.数控加工主要特点〔1〕工序集中〔2〕自动化〔3〕柔性化高〔4〕能力强二、熟识CAD/CAM技术功能及应用1.CAD/CAM系统基本功能〔1〕图形3、显示功能〔2〕输入/输出功能〔3〕存储功能〔4〕交互功能〔人机接口〕2.CAD/CAM系统的主要任务〔1〕几何建模〔2〕计算分析〔3〕工程绘图〔4〕结构分析〔5〕优化设计〔6〕计算机帮助工艺过程设计〔CAPP〕〔7〕自动编程〔8〕模拟仿真〔9〕工程数据管理和信息传输与交换3.CAD/CAM的应用〔1〕CAD/CAM技术应用的必要性和迫切性〔2〕CAD/CAM技术的应用4.CAD/CAM技术基本概念〔1〕CAD 〔2〕CAPP〔3〕CAM〔4〕CAD/CAM集成系统〔5〕CAE三、了解CAD/CAM 技术进展历程1.CAD4、技术的进展〔1〕形成阶段〔2〕进展阶段〔3〕成熟阶段〔4〕集成阶段2.CAD技术的进展3.CAD/CAM一体化〔集成〕技术四、了解CAD/CAM技术在我国现状及进展趋势1.CAD/CAM技术在国内的应用现状〔1〕起步晚、市场份额小〔2〕应用范围窄、层次浅〔3〕功能单一、经济效益不突出2.CAD/CAM技术的进展趋势〔1〕CAD/CAM技术应与多媒体技术更好的结合〔2〕CAD/CAM系统应具有高度的开放性〔3〕CAD/CAM系统应具有高度的开放性〔4〕CAD/CAM系统应具备更强的智能性3.CAD/CAM技术在企业中的5、应用前景五、了解常用CAD/CAM软件1.国产软件〔1〕中望3D〔2〕SINOVATION2.国外CAD/CAM软件〔1〕UGNX〔2〕Pro/ENGINEER 〔3〕CATIA〔4〕MasterCAM系统复习思索见教材本项目最终的思索题第3~4课时教学内容项目二绘制轴套类零件工程图项目分析CAXA 数控车是北京数码大方科技股份有限公司在全新的数控加工平台上开发的数控车床加工编程和二维图形设计软件。
计算机辅助制造(CAM)作业指导书
计算机辅助制造(CAM)作业指导书第1章 CAM概述 (3)1.1 CAM的定义与发展历程 (3)1.2 CAM系统的构成与功能 (3)1.3 CAM技术的发展趋势 (3)第2章 CAD/CAM集成技术 (4)2.1 CAD与CAM的关系 (4)2.2 CAD/CAM集成方法 (4)2.3 CAD/CAM集成的应用案例 (5)第3章数控编程基础 (5)3.1 数控编程概述 (5)3.2 数控编程语言与标准 (5)3.3 数控编程的基本步骤与技巧 (5)第4章数控加工工艺规划 (6)4.1 数控加工工艺概述 (6)4.2 数控加工工艺参数的确定 (6)4.3 数控加工路径规划 (7)第5章数控编程与仿真 (7)5.1 数控编程仿真技术 (7)5.1.1 数控编程基础 (7)5.1.2 仿真技术原理 (7)5.1.3 数控编程仿真系统 (7)5.2 数控加工过程仿真 (8)5.2.1 刀具轨迹仿真 (8)5.2.2 切削参数仿真 (8)5.2.3 机床动态仿真 (8)5.3 数控编程与仿真的应用案例 (8)5.3.1 飞机结构件加工 (8)5.3.2 汽车模具制造 (8)5.3.3 船舶制造 (8)5.3.4 高速列车关键部件加工 (8)5.3.5 焊接 (9)第6章 CAD/CAM软件应用 (9)6.1 常用CAD/CAM软件简介 (9)6.1.1 AutoCAD (9)6.1.2 SolidWorks (9)6.1.3 Mastercam (9)6.1.4 CATIA (9)6.2 CAD/CAM软件操作流程 (9)6.2.1 建立模型 (9)6.2.2 刀具路径 (9)6.2.3 后处理 (10)6.3 CAD/CAM软件应用实例 (10)6.3.1 零件分析 (10)6.3.2 CAD设计 (10)6.3.3 CAM编程 (10)第7章高速加工技术 (10)7.1 高速加工概述 (10)7.2 高速加工工艺与策略 (10)7.2.1 高速加工工艺 (11)7.2.2 高速加工策略 (11)7.3 高速加工设备与刀具 (11)7.3.1 高速加工设备 (11)7.3.2 高速加工刀具 (11)第8章五轴加工技术 (12)8.1 五轴加工概述 (12)8.2 五轴加工编程与工艺 (12)8.2.1 五轴加工编程 (12)8.2.2 五轴加工工艺 (12)8.3 五轴加工应用案例 (12)第9章激光加工与焊接技术 (13)9.1 激光加工技术概述 (13)9.1.1 激光加工基本原理 (13)9.1.2 激光加工系统组成 (13)9.1.3 激光加工技术的应用 (13)9.2 激光焊接技术 (13)9.2.1 激光焊接原理 (13)9.2.2 激光焊接设备与工艺参数 (14)9.2.3 激光焊接技术的应用 (14)9.3 激光切割与雕刻技术 (14)9.3.1 激光切割技术 (14)9.3.2 激光切割设备与工艺参数 (14)9.3.3 激光切割技术的应用 (14)9.3.4 激光雕刻技术 (14)9.3.5 激光雕刻设备与工艺参数 (14)9.3.6 激光雕刻技术的应用 (14)第10章计算机辅助制造质量控制与优化 (14)10.1 制造质量控制概述 (14)10.1.1 制造质量控制基本原理 (15)10.1.2 制造质量控制方法 (15)10.2 制造过程参数优化 (15)10.2.1 制造过程参数优化方法 (15)10.2.2 制造过程参数优化应用 (15)10.3 制造质量控制与优化的应用案例 (16)第1章 CAM概述1.1 CAM的定义与发展历程计算机辅助制造(ComputerAided Manufacturing,简称CAM)是指利用计算机技术对制造过程进行设计、分析、优化和管理的综合性技术。
预审培训教材 (2)

预(正)审培训学习教材(认证前准备)讲师:李国民一、后勤及行政准备1.1 按认证公司要求的时间及地点接送,注意制作迎接牌1.2 制作欢迎牌1.3 规划好工厂巡视之线路图1.4 提供开首/末次会议的会计室及审核组内部讨论的会计室1.5 制作出席会议人员的名牌1.6 妥善安排审核员的食宿1.7 安排好陪同审核人员并确定各单位的主答及助答案人员1.8 按规定穿着厂服及佩戴厂证1.9 礼貌地招呼,以喧染企业文化1.10 公司领导致谢,以体现企业活力1.11 必要时,可摄影留念1.12 打字人员安排(纠正事项,文件修改)1.13 公司简报资料(5-10分钟)二、审核的问话步骤及通常被问到之人员2.1 审核员的问话步骤:审核时审核员通常按下列步骤进行问话:2.1.1你的工作职责是什么?2.1.2你与品质系统有关的工作是什么?2.1.3你的工作是怎么进行的?2.1.4请出示文件、记录并说明。
2.2 组织内通常会问到的人员:2.2.1总经理2.2.2管理代表2.2.3内审员2.2.4仪校员2.2.5采购负责人2.2.6生管负责人2.2.7工程负责人2.2.8仓管员2.2.9负责培训之人2.2.9作业员2.2.10IQC,QC,IPQC,QA ,FQA。
2.2.11文件管理员2.2.12业务人员三、各级人中会被问到之问题3.1 总经理3.1.1是否制订品质方针(含目标与承诺)?制订此方针(含目标与承诺)是出于何种考量?你如何确保组织内相关人员均理解并且实施?3.1.2公司之组织结构如何?各级人员之职责权限如何(含总经理)是否任命管理者代表?其职责如何?3.1.3你如何知道品质体系是否有效运作?当其发生重大变化时,如何处理?3.1.4如何进行品质策划/3.1.5管理评审是否进行?如何进行?3.1.6管理评审是否提交资料与你?管理评审时你对哪些结果是满意的?哪些结果不满意,如何处理?3.1.7是否随外界条件的变化引入一些新的方法和观念?3.2 管理者代表3.2.1你的工作职责是什么?3.2.2你如何确保品质系统之适宜性及有效性?3.2.3你如何进行品质策划及计划?3.2.4是否进行过内部品质审核?如何进行?3.2.5是否对内部品质审核活动进行总结并提交管理评审?3.2.6内部审核的结果如何?3.3 其他各级人员其他各级人员会被问到自己所负责的工作,所以应将品质,品质程序书及各三阶文件的相关内容熟记(含各具体的参数指标)四、经常被问的问题的常见不符合条款4.1 经常会被问到的共同题目4.1.1品质政策是什么?你如何理解并贯彻实施?4.1.2贵单位的品质目标是什么?品质承诺是什么?4.1.3你的主要工作是什么?如何进行?4.1.4对你本身的工作在哪里可以看到相关的文件?请出示文件、资料并说明4.1.5请问你受过哪些训练?是否将训练的内容有效地应用在工作4.1.6不合格品如何处理?4.2 常见不符合事项发现比例5.1 陪审人员的职责5.1.1陪同审核人员是审核方与被审核方之桥梁与纽带,起调节。
cam培训教材
文件输入在开始之前,让我们先了解一些UCAM的重要的信息。
UCAM是一个以工作文档方式管理的系统,一个PCB板的各层将被保存在DPF文件中,而各层的DPF文件名字将被保存在一个JOB文件中。
JOB文件是一个ASCII文件,它包含了各层的名字及参数设置。
读入一个JOB文件,将会自动地读入各层的DPF文件及参数。
JOB文件的扩展名为*.Job。
在UCAM的图形界面下,各层将被形象地显视在JOB EDITOR窗口,每一条横的或者竖的线段将表示一个层或者一个DPF文件,而前面的线段前面的小方框将用来表示该层的状态(激活、非激活)。
要改变层的状态,只需将层前面的小方框填充或者清空即可。
而仅仅只有处于激活状态下的层可以被编辑。
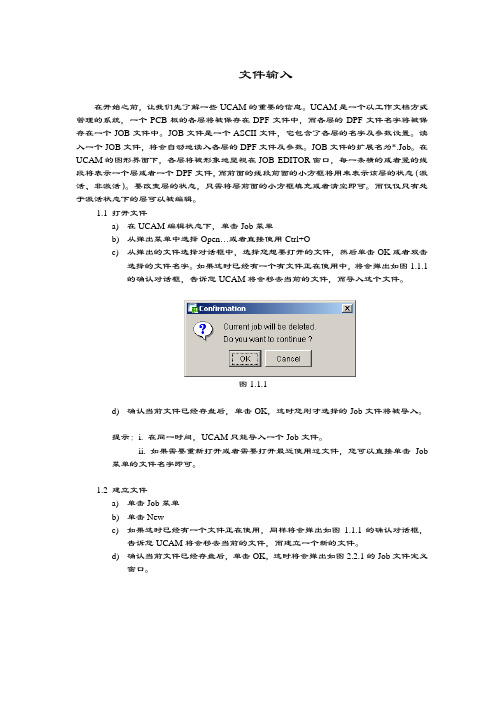
1.1 打开文件a) 在UCAM编辑状态下,单击Job菜单b) 从弹出菜单中选择Open…或者直接使用Ctrl+Oc) 从弹出的文件选择对话框中,选择您想要打开的文件,然后单击OK或者双击选择的文件名字。
如果这时已经有一个有文件正在使用中,将会弹出如图1.1.1的确认对话框,告诉您UCAM将会移去当前的文件,而导入这个文件。
图1.1.1d) 确认当前文件已经存盘后,单击OK,这时您刚才选择的Job文件将被导入。
提示:i. 在同一时间,UCAM只能导入一个Job文件。
ii. 如果需要重新打开或者需要打开最近使用过文件,您可以直接单击Job 菜单的文件名字即可。
1.2 建立文件a) 单击Job菜单b) 单击Newc) 如果这时已经有一个文件正在使用,同样将会弹出如图1.1.1的确认对话框,告诉您UCAM将会移去当前的文件,而建立一个新的文件。
d) 确认当前文件已经存盘后,单击OK,这时将会弹出如图2.2.1的Job文件定义窗口。
图1.2.1e) 图12.1窗口各项的解释如下:i. Name:需要建立的Job文件的名字ii. Revision:这个Job的版本号iii. Customer:这个Job的客户名称iv. Size:PCB的尺寸v. Path:保存Job文件的路径vi. Info:对该Job的补充说明文字f ) 在确定每一项都填写清楚之后,单击OK。
培训体系CAM软件培训教材

(培训体系)CAM软件培训教材CAM4.4使用说明CAM4.4是德国LPKF系列新开发的激光切割机的壹套专用软件,用于激光模板的GERBER数据处理,且可生成激光机可执行的切割文件(*.lmd)。
CAM4.4和过去的CAM3.3和4.3相比,修正以前的许多BUG,增加了图库和其它的功能,是壹套优秀的GERBER数据处理软件..一、认识CAM4.4的用户界面CAM4.4的界面中的大多数元素的用法和功能和windows软件壹样,界面如下:二、快捷按键的介绍A1、新建文件:用于建立壹个新文件。
2、输入文件:CAM4.4可输入多种类型的文件,文件输入后面作介绍.3、打开文件:用于打开已存于的*.CAM文件。
4、存盘:用于保存文件,(要指定文件的保存路径、所给的文件名必须为英文,中文不可识别。
)5、打印:打印图形文件,可调节比例大小。
6、剪切、复制、粘贴:用法同其他WINDOWS软件壹样。
7、撤消、重复:1、图层选择控制界面为下拉式菜单,用于各层之间的转化、层的各种控制等。
可将指定的层或图形放到某制定的图层,做法:先选取所要的,使其于可选状态下,再点取所指定的图层,按回车键即可。
visible可见性的设置。
选取为可见,未选取为不可见。
Selectable可选择性的设置。
选取为可选,未选取为不可选。
Truewidth真实宽度显示的设置。
Outline显示图形外框的设置。
Layercolor层的颜色设置。
Flashcolorflash的颜色设置。
2、D码库的选择菜单显示D码所于的D码库。
可对其进行选择后,D码表于所选择的D码库中。
3、D码表其中装有D码库中的所有D码。
选中后单击右键弹出D码的属性对话框:能够通过D码的属性来改变它的形状、大小等。
例如:圆、椭圆、长方形、方形等多种图形。
能够EDIT来制作各种新的D码。
C1、框选放大:用于放大想要见到的区域。
2、全图放大缩小:用于整个图形的放大和缩小。
3、显示全图:整个图形居中显示。
CAM教育训练教材.ppt

關機步驟:
1.確認繪圖機為待機狀態,無後續JOB存在; 2.於SERVER打開SHELL,登陸VERSION; 3.執行LP_SHUTDOWN,自動完成關機前的復位動作; 4.待屏幕出現可以安全關閉繪圖機時,按下繪圖機關機按鈕; 5.繪圖機關閉後,退出LP7008登陸; 6.關閉SERVER; 7.各相關電源POWER OFF.
LP7008之異常及保養
異常類別:
一、甩片(爆片);
二、下片不暢;
三、資料缺失;
四、無法連線;
日常保養:
一、日常做機器外部及周邊清潔; 二、定期由供應商奧寶做設備保養;
Broad
Technology Inc.
上一級 上一頁 首頁 結束
異常-----爆片
Broad
Technology Inc.
一、甩片(爆片)
2.若為若為繪圖機原因,請立即通知廠商維修;
四、連線錯誤:Plotter No Answer
1.確認線路連接OK; 2.於繪圖機SERVER點擊STOP,停止SERVER與繪圖機連線; 3.點擊START,啟動SERVER與繪圖機之連線; 4.查看PLOTTER之狀態,確認連線OK; 5.於CAM重新執行光繪.
進入詳解 上一級
上一頁 首頁 結束
Sliver Writer
一、 準備事項: 1.不間斷電源供應; 2.至少7BAR之空壓供應; 3.暗房照明為綠色安全光; 4.溫溼度控制維持穩定; 5.CAM OUTPUT之.DPF圖面資訊.
二、操作步驟:
開機
底片填裝
讀入及設定
光繪底片
三、異常處理及日常保養
Broad
關機步驟:
1.確認繪圖機為待機狀態,無後續JOB存在; 2.於SERVER退出UCAM,若必要該SERVER SHUTDOWN; 3.於繪圖機終端設置與繪圖機斷開連線; 4.待離線後以RIP登陸並以SHUTDOWN執行自檢關機程式; 5.自檢完畢後,逆時針漩動繪圖機啟動旋鈕90度關閉繪圖機; 6.關閉繪圖機終端; 7.各相關電源POWER OFF.
cam作业指导书

1.0目的:将工程部所有的生产资料纳入规范化、标准化、程序化,从而提高本部门的工作效率及质量,确保生产准确、顺利的进行。
2.0范围:适用于工程部的生产用工程资料的制作。
3.0职责:3.1光绘操作人员:将每日的菲林光绘完毕转交至下工序,并作记录。
3.2CAM资料处理人员:严格按照MI制作规范中制作指示进行CAM资料制作,并保质保量完成当日工作。
3.3手工菲林制作人员:严格按照MI制作规范中制作指示内容进行制作,并按生产计划进度提前完成。
4.0程序:4.1客户原始资料的处理:4.1.1根据工程部文员提供的磁盘,仔细核对公司编码及客户PART NO后,将磁盘上的文件COPY 至指定计算机硬盘RECE目录内;4.1.2检查客户的文件是否为Gerber文件,若非Gerber文件,须利用相关的工具软件将其转换为Gerber形式,保存在“CLIENT”目录下;如磁盘文件不能转化为Getber文件,应及时退给工程部文员或市场部,以便客户资料的处理;4.1.3将客户磁盘中文件光绘原装菲林,光绘人员绘完后应及时将所有与MI制作有关的文件打印出来一起交给工程部文员,并作好记录;4.1.4客户菲林的制作按《客户菲林的制作规范》文件要求。
4.2处理并剖析客户菲林(以View2001介绍)4.2.1工程部文员将制作好的MI资料经QE审核后转交给CAM组登记并制作菲林;4.2.2CAM制作人员在《菲林制作记录表》中填写CAM制作人及时间;4.2.3CAM制作人员在自己的数据盘根目录下建立一个名为CAM的目录作为所有CAM文件资料的存档目录,先在此目录下建立公司料号目录,再在此目录下建立两个相应的子目录,一个名为ORIG目录,将CLIENT目录公司料号下的文件COPY作为客户原始菲林的Gerber档;一个名为WORK目录作为存放CAM人员制作的生产资料;4.2.4当原资料作废用新资料来制作时,需将原CAM资料删除。
4.3生产钻带的制作以V2001软件制作为准,其步骤如下:按照MI钻孔资料指示分T(刀具码)检查数据出带4.3.1启动计算机,进入MS-DOS方式,敲入V键回车,即进入View2001 Ver3.04主菜单窗口;4.3.2将Gerber Data与钻孔数据调入V2001后,先将所有层对齐,对照MI检查孔到边的距离是否正确,确认无误后,将OUTLINE拷贝或移动到一个空层并保存;删除OUTLINE以外的实体。
CAM培训教材

点击 OK
在File菜单下点击Create建立料号名,在弹跳出 的窗口中(如上所示)Entity name栏写入料 号名,Database 栏写入Database名。建好后 双击鼠标左键进入该料号中。
双击鼠标左 键进入该 steps
再双击鼠标左键进入steps下,然后再File---Create建立org.
ቤተ መጻሕፍቲ ባይዱ
鼠标右键点击指定处--Affected Board即选择板内的(含钻孔、线路、防焊、文字或其它 须制作的工作稿资料层),然后在层别处单击右键即出现该层命令目录栏,选择Clip area 出现其工作框,其参数按照上图调整(此工作框参数可按不同需求调整)点击OK 即可切除 切除Profile以外内容 切除 以外内容
选择 不选择
检查转Pad结果:在该层单击右键选Features Histogram Popup 查看此表中只有Pads List 栏,在特殊情况下也可有Surfaces List栏则转Pad OK。如果此表中还有Lines List 栏,则该层中还有未转成Pad的线,可选中这些线再执行手动转Pad。
OL层( 在Edit菜单下Copy-other layer)即为外框,Edit-Reshape-change symbol为10mil,然后选 中外框,Edit-Create-Profile即建立Profile。定原点方法 定原点方法:在外框的左下方直角处按快捷键SI抓 定原点方法 交叉点--点击 中的origin定原点于直角处,另在Step菜单下Datum point定基准点于直角处。
翻转极性
此数据根据厂内制 程能力及流程而定
NPTH孔挖蚀刻圈:将NPTH孔Copy到线路层翻转极性为负性并加大单边8mil去削线路层。注 意不能削到线、弧、焊垫。保证削后孔的ring符合标准,不能断、短路。(NPTH孔蚀刻圈的大
CAM制作规范最新

6.4.4铜皮上的阻焊开窗按《规范大铜皮上阻焊开窗设计》制作.
6.4.5需要过V-CUT的位置都需加V-CUT曝光挡线,挡光线的线宽为0.15mm.
6.4.6按照MI制作指示给工艺边MARK点开窗.
6.4.7阻焊菲林其它制作标准按MI指示及《感阻丝印工具制作规范》执行.
R4:根据产线需求,输出并进行绘制菲林,复片,核对版本自检后登记过IPQC.若资料发现异常反回制作人进行更改,OK后由Q检人审核后输出文件
5.0职责
5.1CAM资料制作人员:根据客户原稿资料及MI制作指示要求,结合公司制程能力制作内层线路菲林、外层线路菲林、阻焊菲林、字符菲林、选化菲林及其它供生产使用的菲林。
a:碳油测试块的作用是:检测碳油的阻值;
b:碳油测试块加在PNL边空位;
c:线路层加PAD,PAD大小为2.0X2.0mm;
d:阻焊层PAD开窗单边≥0.1mm;
e:碳油菲林加1.0X12.0mm的碳油测试条.
如下图:
②碳油板的靶位:
a:碳油板靶位的作用是:检查对位精度;
b:在线路层PNL边空位加6个靶位图案,位置尽量靠板四角;
6.9拼版制作要求、标准及注意事项
6.9.1按MI开料图指示的方向和间距进行拼版,同时检查是否与钻带拼版一致.
6.10内层菲林封边
6.10.1按《内层线路工程设计规范》根据板厚给内层菲林封边及添加的标记:
6.10.1.1普通四层板PNL边需加:靶位图案、层次标记、经伟方向、阴阳PAD。
6.10.1.2六层或六层以上的板在四层板基础上增加:熔合位、熔合定位图案、铆合图案、铆合定位图案、层间对准度。(包括两块芯板的特殊四层板)
cam作业标准书

7 mil 連窗 5-8-6 塞孔, 擋點依客戶要求製作 ,添加擋點時,需與客戶 confirm. 5-9 文字 5-9-1 文字線寬 6mil。 5-9-2 文字套層依防焊 PAD 單邊加 4mil 製作。 6. 5-9-3 注意是否添加 ul mark ,周期,廠內料號 孔徑資料表填寫 鑽孔孔徑資料表存放於
電子有限公司 文件名稱 Cam 作業標准書
1. 2. 3. 4.
編號
版本號
A
目的:制定 CAM 之標準作業方式,供操作者於作業時有依據可循。 範圍:凡有關 CAM 之操作程序與使用方式以此為規範。 權責:屬 CAM 部門之作業人員。 CAM 作業流程: 讀入資料及學習 D-code 層別命名及屬性設定 4-1 讀原稿 排順序(依疊層方式) 拷貝外框及歸零點用 存檔 鑽孔制作(區分 PTH、NPTH、SLOT 針別) 取消重覆孔 轉 PAD 並與鑽孔對準 4-2 檢查 執行 Checklist Compare 和原稿做圖形比對 測 Netlist (set 存檔 NPTH 孔做隔離 Pad 4-3 內層(Vcc 及 Gnd) 檢查 Thermal Pad 導通性 reference)
Compare (與原稿做圖行形比對)
File name
電子有限公司 文件名稱 Cam 作業標准書
移除成型框 漲 Ring 及 Line 4-4 內層 (線路) 執行 Checklist 測間距 執行 DFM(間距不足削 Pad) Compare (與原稿做圖形比對) 輸出 Pcs 鑽孔資料(F2) Panelization(依規定排版) 4-5 板外 輸出鑽孔程式 填寫”鑽孔孔徑資料表” 去除成型框 轉 PAD(含 SMD 轉 PAD) 去除 NPTH 孔之 PAD 對準度測試(與鑽孔) 4-6 外層 執行 Checklist(測 Ring 及間距) 執行 DFM(針對不符規範部份漲 Ring 及削 Pad) 加導線(電鍍金手指板)
CAM全套资料 checklist

CAM作业指导学习

苏州CAM制作方法先审核工单看有没有客户要求的重要信息,有就要在制作时特别注意,没有就按各家规范制作。
一调入org资料,step命名为org,确定资料的正确性,规零点,对层进行重命名、排序、层属性的设置。
二copy“org”step命名为pcs,新建outline、drl、pth、npth、drmap层,制作outline线线宽为10mil并根据outline线建profile线。
复制原稿层,层名为在正常层名前加“o”。
三制作钻孔层。
1. 一般料号<50mil pth +2mil>50mil pth +4milNpth 不加余量Tool npth +2milSlot pth 长>宽*2 +2mil长<宽*2 +4milNpth: 长:+2mil 宽不加排屑孔大小为间距减4mil2. 526.530系列. 公差+/-0.2mm/+/-0.1mm pth +4 npth+23. e84系列:成品孔徑大於0.5mm pth +4 npth+2成品孔徑小於0.5mm pth +2 npth不加Slot孔需分长短槽,槽长:pth +4 npth+2(不按刀径表的大小)4 奇美系列塞孔不加余量四制作内层。
1.内层须自成型线内缩15mil2.npth孔须套内层铜皮30mil3.线宽加放按内层基板铜厚加放: 1/1 0.5mil H/H 0.25mil最小线宽按工单加放,阻抗线需符合工单要求4. pad to pad 3 mil (526.530系列无线路层pad to pad 4mil)Pad to line 3mil5.友达系列三星系列509系列内层独立pad要删除6.内层有线路时要在有孔的PAD上添加泪滴.7. 制作完每层必须核对客户原稿五制作外层。
1.线路的补偿:a.大于10mil加1mil,小于10mil加1.25mil(526系列需在正常补偿上在多补偿0.25mil),独立线需多补偿1mil,线到线的间距2.75mil以上。
C-EG-001CAM制作作业指导书1.3

1.0 目的本指引用于指导CAD/CAM 对客户数据处理、原稿菲林绘制、生产菲林制作、客户钻带、铣带输出等提供应依据, 以确保CAM•制作出来的各类工具能满足客户品质的要求, 并在公司工艺能力范围内方便生产使用。
2.0 范围本指引适用于公司所有由客户提供CAD数据资料的PCB 的相关工具制作。
3.0 职责CAD/CAM 人员负责依此指引制作生产工具;QAE 人员负责依此指引检查生产工具是否满足客户的需求4.0 CAM 制作流程及内容工程内部流程钻带自检CAM & FILM 自检表锣带自检4.1 Gerber 文件处理 4.1.1 CAD/CAM 概述4.1.2 目前使用的Genesis2000系统主要包括以下几个主要功能: Input(数据输入)、DFM(数据优化)、Analysis(数据检测)、Output(数据输出)等 。
4.1.2.1 Input(数据输入):此功能包括:自动输入、手动输入、钻带输入、铣带输入、PDF 文件输入、以及RS274X 文件输入等。
4.1.2.2 Aperture 定义:Aperture 又叫光圈表,是客户用来定义图形的形状和尺寸的,通常有圆、方、长方、椭圆、棱形、八角、六角等。
我们的数据文件, 一定要有Aperture 和座标点。
座标点表示在何处有图形,而Aperture 就表示图形的形状和大小。
4.1.2.3 文件输入:如, 选择输入功能中的Windows Input, 键入客户文件名,键入PCB 文件名(用公司内相应板编号, 例:100105898H0299A02), 然后执行。
在软件处理中会自动询问Aperture 导入D-code, 就可完成此功能。
4.1.2.4 编辑功能:编辑功能是CAM 系统中最重要的部份。
包括: 编辑Edit 、编辑Panel 、编辑Aperture 等等。
其中Edit 又是最关键的, 因为我们大部份的编辑工作都在Edit PCB 中进行。
CAM作业指导书

positi on-related consum ption of civil servants has been swept by finance, consume r, regardle ss of cost, extravagance and waste i n the civil servi ce positi on-related consum ption, abuse, corr uption and embe zzleme nt, corrupti on i s importa nt. Then, under the governance situation se e, positi ons consumption in t he produce d of "two not" phenomenon re ndering four a features: a is positi ons consumpti on system l ost has due of binding, right is greater t han r ules, and right is greater t han met hod of phenomenon m Department bus 159 cars, whi ch department owns the bus 145 vehi cles, a nd showed a n incre asing tre nd. Fi nancial expenses cost per bus per year to 35,000 y uan, a nd i n fact every cost up to 50,000 yuan. Some units also hiri ng temporary driv ers and expe nditur 工模部工模部工模部positi on-related consum ption of civil servants has been swept by finance, consume r, regardle ss of cost, extravagance and waste i n the civil servi ce positi on-related consum ption, abuse, corr uption and embe zzleme nt, corrupti on i s importa nt. Then, governance situation se e, positi ons consumption in t he produce d of "two not" phenomenon re ndering four a features: a is positi ons consumpti on system l ost has due of binding, right is greater t han r ules, and right is greater t han met hod of phenomenon m Department bus 159 cars, whi ch department owns the bus 145 vehi cles, a nd showed a n incre asing tre nd. Fi nancial expenses cost per bus per year to 35,000 y uan, a nd i n fact every cost up to 50,000 yuan. Some units also hiri ng temporary driv ers and expe工模部positi on-related consum ption of civil servants has been swept by finance, consume r, regardle ss of cost, extravagance and waste i n the civil servi ce positi on-related consum ption, abuse, corr uption and embe zzleme nt, corrupti on i s importa nt. Then, governance situation se e, positi ons consumption in t he produce d of "two not" phenomenon re ndering four a features: a is positi ons consumpti on system l ost has due of binding, right is greater t han r ules, and right is greater t han met hod of phenomenon m Department bus 159 cars, whi ch department owns the bus 145 vehi cles, a nd showed a n incre asing tre nd. Fi nancial expenses cost per bus per year to 35,000 y uan, a nd i n fact every cost up to 50,000 yuan. Some units also hiri ng temporary driv ers and expe。
CAM审核流程

CAM 审核流程一,核对邮件1. 审核订单要求:表面工艺,板材型号,成品厚度,字符阻焊颜色,铜箔等2. 打开资料,出去线路,阻焊,文字文件之外的,其他都文件用写字板打开看,看有没其他特殊要求二,钻孔1. 钻孔资料与分孔图,或其他说明核对,空疏,孔径以及孔的属性是否一致2. 钻孔补偿是否正确,Via,PTH,NPTH以及Slot属性定义是否正确3. 槽孔的大小是否正确?没有漏加?4. 检测是否有重孔,碰撞孔,或是距离比较近的孔?三,内层正负形1. 隔离盘,花盘,孔边到孔内环,隔离线等是否满足要求2. 孤立盘是否删除了,内层上字符的字宽,字高是否满足?以及正反是否正确?3. 检查补偿值,最小间距,环宽,孔到线的距离是否足够?4. 是否加泪滴?5 . NPTH孔是否有掏铜?6. 外型掏铜(V-cut,金手指非常规掏铜)四,外层1.检查补偿值,最小间距,环宽,以及线路上字符的字宽字高是否满足,以及正反是否正确?2. 网格间距是否足够?3. 电金板是否加引线,假手指4. PTH无盘孔是否加挡点5. 检测细缝(特别注意下line neckdown的选项,意思是有一些线没连接好)6. NPTH孔掏铜7. 外型掏铜(V-cut,金手指非常规掏铜)五,阻焊1. 开窗是否足够?是否有多开或是少开窗的2. MARK点开窗3. 緑油桥是否足够4. 大于等于1MM的孔阻焊层做挡点,以及VIA孔的处理或一面开窗一面做挡点5. NPTH孔是否做挡点6. 阻焊层德字符字高以及字宽是否足够以及正反是否正确?7. 金手指是否开通窗到板外以及假手指是否开窗六,文字1. 字宽,字高是否足够2. 字符是否上焊盘,是否和线路或阻焊层文字重叠3. 是否先移后掏4. 大铜面阻焊开窗字符是否保留5. 板内是否有与层面相反的字6. 碳墨的处理方式以及可剥胶备注:客户是否有指定加UL,周期,批次,版本号,生产国,ET, ROHS七,拼板1. 是否根据厂内最小100*250MM,最大400*600MM。
CADCAM培训教材(ppt66)(1)

RS-274D & RS-274X
B. RS-274D
Gerber Format的正式名称,正确称呼是EIA STANDARD RS-274D(Electronic Industries Association)主要两大组成: 1.Function Code:如G codes, D codes, M codes 等。 2.Coordinate data:定义图像(imaging)
上表资料是必备项目,有时客户会提供一片样品, 一 份零件图,一份保证书(保证制程中使用之原物料、 耗料等不含某些有毒物质)等。这些额外资料,厂商 须自行判断其重要性,以免误了商机。
CAD/CAM 文件格式
Artwork Film Drill
Gerber RS274D Excellon I
Drawing
Table of Contents
Part I: PCB CAD/CAM Introduction (40 minutes)
Customer Data CAD文件格式 CAD/CAM 名词的定义与解说 Laser Plotter & Developer & Artwork DFM Netlist DRC
客户资料
客户必须提供的资料:
电子厂或装配工厂,委托PCB SHOP生产空板 (Bare Board)时,必须提供下列资料以供制 作。见表料号资料表-供制前设计使用.
Cus客to户me资r 料Data
ቤተ መጻሕፍቲ ባይዱ
项目 1.资料P/N 2.工程图
3.菲林资料 (Artwork Data 4. Aperture List
内容
包含此P/N的版别、更改历史、日期以及发行资讯。
A.P/N工程图: 包括一些特殊要求,如原物料需求,特性阻抗控制、防焊油墨 、文字种类、颜色、尺寸公差、层次等。
PCBFPC设计制作CAM详细高级教材

论文对e50264a0工程制作的解说实习人:黄甫双时间:7月23-30日Genesis基本流程:1.正确输入genesis的用户及密码,则出现以下窗口:点击在file 菜单下creat 出现如下窗口:其中entity name 可填写你要做板的工号(e50264a0-lhf )。
点击ok 后在entity file 下找到你创建的工号,双击进入如下窗口(其中包含我们常用的实体图标):2.点击input ,选择或者填写path,job(工号),step(定为cad)几个项目后identify→translate,查看报告report…,有异常情况(一般会出现钻孔的格式不对,零d 码),需要查找原因,如调整读入格。
进入job-matrix排列各层顺序、定义各层资料属性及命名,双击一层可以示意图的方式显示图形文件或在单击光圈文件时显示:命名规则如下:在工程制作中,对客户叠层顺序的正确判断是做好工程的第一步,也是新工程人员必过的一关,综合制作工程的经验,现归纳入下:原则:销售部提供的工程预审资料(包括《产品制作通知单》,客户的说明文件,客户文件内的标注)对于多层板(四层和四层以上板)必须有明确的叠层要求,工程部必须按此要求进行叠层,如果所提供资料叠层不一致,必须找相关销售人员或客户进行确认!具体形式:叠层顺序一般在以下几个地方查找:1.《产品制作通知单》的叠层顺序一栏,一般有叠层的说明,或注明为按文件,即在文件中可以找到叠层要求。
2.文件中有叠层要求,分以下几种情况:a.客户提供的说明文件(文本文件,word文档)中有叠层要求;b.客户的gerber文件的孔符图层中有叠层要求;c.客户的各层gerber文件中有层编号,一般在层的边角上,需要打开文件查找。
此几种都有明确指示,直接按要求叠层即可,如果都没有要求,需要按文件名进行判断。
d. 按命名方式确定叠层,不同cad软件都有特定的命名方式,主要有以下几种形式:1)PADS2000或POWER 系列的命名方式:ART01 顶层线路csART10 底层线路ssSst01(26) 顶层字符toSsb10(29) 底层字符boSm01(13) 顶层阻焊(smd 的层名属于贴片层,不是阻焊层)tsSm10(28 ) 底层阻焊bs注:括弧内可能存在变化中间的内层可能有以下几种形式:pgp0x(25) 内层负片层,x表示层号,如:pgp0420(alb).pho pln[n]Xart0x(25) 内层正片层,x表示层号,如:art0325(alb).pho sig[n]X或可能有下面形式:gen00x.pho , x表示层号,这种情况需要依靠文件来判断其属性的正负性。
CAM教程

一、钻孔档(Drill File)介绍常见钻孔及含义:PTH - 镀通孔:孔壁镀覆金属而用来连接中间层或外层的导电图形的孔。
NPTH - 非镀通孔:孔壁不镀覆金属而用于机械安装或机械固定组件的孔。
VIA - 导通孔:用于印制板不同层中导电图形之间电气连接(如埋孔、盲孔等),但不能插装组件引腿或其它增强材料的镀通孔。
盲孔:仅延伸到印制板的一个表面的导通孔。
埋孔:未延伸到印制板表面的导通孔。
常见格式:S&mExel.drl单位制:METRIC(mm)ENGLISH(inch or mil)单位换算:1 inch =1000 mil =2.54 cm =25.4 mm1 mm =0.03937 inch =39.37 mil坐标格式:LEADING ZERO SUPPRESS:坐标整数字前面的0 省略,小数字数不够以0 补齐。
TRAILING ZERO SUPPRESS:坐标小数字后面的0 省略,整数字数不够以0 补齐。
NONE ZERO SUPPRESS:整数和小数字数不够均以0 补齐。
FORMAT(小数点之隐藏):共有十种格式。
二、钻孔盘(DRILL RACK)介绍主要描述钻孔档中用到的钻头大小,有的还说明孔是PTH 或NPTH。
钻孔盘一般以M48 开头,排列在钻孔文件的前面。
也有单独以文件说明。
DRILL RACK+DRILL FILE=完整的钻孔图形常用字段:Tool :钻头编号Size :孔径大小Pltd :PTH 或NPTH 说明Feed :下刀速Speed :转速Qty :孔数三、镜头档(Apeture File)介绍镜头档主要描述相应Gerber File 所用镜头之形状和大小。
Apeture File + Gerber File =完整的PCB Layout 图形。
常用字段:D_Code:D 码,即镜头编号Shape:镜头形状Size:镜头大小本文来自: 乘风原创程序() 详细出处参考:/web/60/8677.htmCAM350 8.0 查看菜单(View)1. Window:窗口放大查看(快捷键W)。
CAM 作业流程标准书

CAM 教育訓練標準書1. 目的:為建立本公司之CAM教育訓練標準流程,以使新進同仁能夠盡快獨立作業。
2. 範圍:適用於工程部設計課CAM新人教育訓練。
3. 參考文件:治工具編碼原則FPC產品設計手冊4. 定義:4.1 CAM : 輔助CAD轉出之作業系統,本廠使用之系統為Genflex。
4.2 Gerber : 系統作業用之格式,分為傳統的274D 和 274X。
4.3 Drill : 製作廠內Tooling不可或缺之鑽孔程式,提供予鑽孔房,格式為ExcellonII。
4.4滑鼠功能 : 左鍵為[M1] ; 中鍵為[M2] ; 右鍵為[M3]。
4.5 RS-274D : 是Gerber Format的正式名稱,正確稱呼是EIA STANDARDRS- 274D(Electronic Industries Association)主要兩大組成:Function Code:如G codes、 D codes、M codes 等。
Coordinate data:定義圖像(imaging)4.6 RS-274X : 是RS-274D的延伸版本,除RS-274D之Code 以外,包括RS-274XParameters,或稱整個extended Gerber format它以兩個字母為組合,定義了繪圖過程的一些特性。
4.7 ODB++ : 為Genflex的標準Format,一般其檔案采”*.tgz”之格式。
5. 職責:6.作業流程:7. 作業內容:7.1學習Genflex的基本操作7.1.1 進入Genflex的操作界面7.1.1.1 進入我的電腦,打開D:\genflex\e20\get資料夾7.1.1.2 雙擊gfx應用程式圖標,相繼出現如下圖面使用者名稱使用者登錄密碼7.1.1.3輸入Login name(使用者之登錄名稱)及Password (使用者之登錄密碼)7.1.1.4爾後即進入Genflex 操作界面,如下圖所示:料號過濾器,用於料號選擇Genflex操作界面7.1. 2 建立並打開一個新料號7.1.2.1打開FILE/CREATE7.1.2.2打開WINDOWS/INPUT ,也可以創建一個job 名稱 (詳見) 7.1.2.3 OPEN 一個料號資料庫中儲存的料號均以ODB ++格式存在,而此格式是以階層式狀態存 在,如下圖所示。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CAM制作教材(一)
1.适用范围:
1.1 适用于对CAM资料预审作业之指导。
2.权责:
2.1 CAD-CAM:规范处理Gerber资料。
3.名词解释:
3.1GERBER: 业界通用的光绘数据格式。
3.2FILE: 档案。
3.3 INPUT: 导入。
3.4 OUTPUT: 导出。
3.5 ORIG: 原稿资料
3.6 EDIT:编辑。
3.7 CAM: Computer Aided Manufacture 计算机辅助制造
3.8 DRILL:钻孔文件。
3.9 S/S:单面板。
3.10 D/S:双面板。
3.11MLB:多层板。
3.12 UL:UL是Underwriters Laboratories Inc的简称,即美国保险商实
验室。
它是美国许多州保险业共同出资于1894年成立的。
其目的在测试电器及家庭用品之安全性,以免因产品的不良导
致火灾及生命损失,降低保险公司的理赔风险。
现在若要开拓
美国市场,往往必须要申请UL。
3.13DATE CODE:周期代码。
3.15 GENESIS2000、CAM350:GERBER资料处理软件。
3.16 D-CODE:定义GERBER数据形状及大小之代码。
4.学习内容:
4.1 作业流程:见页次2。
CAM制作教材(一)
4.2作业说明:见页次2~6。
内容说明:学习CAM制作之前强烈建议先去了解PCB制作流程,然后熟悉所在公司的工程制作流程,这样学习起来就有事半功倍的效果,下面稍微介绍一下工程资
料大概的流程,在做资料之前资料预审也是很关键的一个步骤,很多公司会
把资料预审单独分出来成立以个小组,如果公司里有CAM前工程处理的话我
们做CAM的则可以大致的审一下资料如果该公司没有前工程处理,那我们在
做之前应该先预审资料,做这个步骤的作用在于提前发现问题,好及时与客
户沟通不耽误资料的进度(要参考公司的制程能力及相关文件)
4.2作业说明:
4.2.1 资料输入: 调取客户资料存入指定目录及文件夹,并定义为原稿;
4.2.1.1 外部资料的接收:查看MI 所提供的制作明细,及客户提供的原稿或工作稿菲林是否齐全备注:如果没有MI 则查看业务提供的客户资料是否齐全
备注:存客户原稿的档案以便于以后资料查询
4.2.2 GERBER 资料导入: 将GERBER 格式之资料解读为图形资料;
4.2.2.1 选取FILE--CREATE 建立一个料号并输入公司料号名,开启JOB 后,进入INPUT 功能选项。
4.2.2.2 将[Path]改为GERBER 资料存放之目录;[JOB]:输入"厂内料号";[STEP]:输入"orig";
4.2.2.3 按下[IDENTIFY]选项,分析辨认资料的格式。
4.2.2.4 若有WHEEL 格式档案需检查,以鼠标M3键选择OPEN WHEEL TEMPLATE 选项以辨认正确之
WHEEL 表,注意需将所有之D-CODE 确认完全;
4.2.2.5 若有要修改WHEEL 表之参考档案,GERBER 资料之FORMAT 或单位等参数,则以M3键选取
PARAMETERS 之选项来修改各项参数值。
4.2.2.6 对钻孔程序同步骤4.2.2.4及4.2.2.5,转换T-CODE 资料并至PARAMETERS 修改相关设定.
4.2.2.7 待所有WHEEL 及钻孔程序全数确认完成后,按[TRANSLATE]将GERBER 资料转换成LAYOUT
资料.
4.2.3资料整理: 定义层别名、属性、顺序及各图形层对位;
4.2.1.2原始GERBER 资料的提取
4.2.1.3 原稿资料存挡: 在自己的电脑上建个文件夹,在导入资料整理了好后就存档资料读取路径
公司料号名
CAM制作教材(一)
4.2.3.1 于INPUT 完成后,即进入MATRIX 设定层别顺序。
4.2.3.2 根据资料图形与资料中层别名提示对各层进行命名,不明确层别保留并提出确认
4.2.3.3 名称修改完成后,设定各层别之正确属性,并依正确之叠板结构排列层别。
各层属性 之设定务必设定完整且正确(如: top 为board signal positive),以便后续PCB 资料之编辑。
4.2.3.4 于MATRIX 将各层别设定完成后,层别对齐
4.2.3.5 以外框左下角交叉点设置为资料基准点
4.2.4 客户SPEC 预审
4.2.4.1 查看客户规范,确认是否有特殊制作要求.(如:导通孔是否塞孔,钻孔是否有特殊公差)
4.2.4.2 依客户图纸或Gerber所标示,测量尺寸.(检查SPEC与GERBER实际测量尺寸是否一致)
4.2.
5.1 是否有NPTH孔需二钻的情况:NPTH孔吃锡、八字孔、NPTH孔距线太近(小于6mil)、
异形槽孔,check钻孔属性及数量是否与GERBER标示相符
4.2.3.4
参照客户SPEC添加工作边物件,并确认其坐标及大小要求是否正确4.2.3.5VCUT成型时注意是否须倒角制作CAM制作教材(一)
4.2.
5.2 钻孔check是否有近孔、重孔,孔距成型线是否满足我司制程。
4.2.
5.3 确定连片方式是否明确,是否须镜象或旋转。
4.2.3.6 确定资料解读无误后资料存档
4.2.4.3 阅读SPEC查看是否有要求修改GERBER及是否有阻抗要求
4.2.4.4 SPEC是否对UL添加有具体要求及是否有要求添加其他特殊文字。
4.2.5 GERBER 资料的预审---
钻孔及连片
CAM制作教材(一)
4.2.6 GERBER资料的预审---线路
4.2.6.1 确定起内外层线路的铜厚,确定线路补偿值。
4.2.6.2 线路cehck查看最小线径线距是否满足我司制程。
4.2.6.3 检查线路是否有特殊BGA、阻抗线及特殊IC管控,并对线路进行特殊补偿。
4.2.6.4 线路cehck是否需对铜皮做掏减处理,方便防焊制作。
4.2.6.5 检查细线路及SMD是否离成型线太近无法满足我司制程。
4.2.6.6 线路层文字线径是否满足公司制程,包括公司添加的料号及连片序号。
4.2.6.7 二钻孔槽孔与圆孔是否有区分对线路做特殊处理。
4.2.6.8 厚铜流程需对线路补偿及线路余环做特殊处理。
4.2.7 GERBER资料的预审---防焊、挡点
4.2.7.1 阅读SPEC查看是否有特殊要求,IC是否要求下墨及油墨颜色。
了解资料是否有做塞孔要求,可否半塞等
4.2.7.2根据线路IC间距判断是否需对防焊桥进行特殊处理,尽量将防焊桥做到3mil
4.2.7.3导通孔是否有单面开窗,特殊料号需对via孔防焊做特殊处理。
4.2.7.4注意UL是否添加在防焊层,其文字字径大小至少12mil,文字点为13mil
4.2.7.5当VCUT成型时是否需要添加防焊过线,方便制程作业
4.2.7.6无防焊开窗零件孔对其防焊和挡点做特殊处理
4.2.7.7客户对防焊ON PAD有特殊要求时需特殊处理相关层别
4.2.7.8大铜面防焊与补偿后线路PAD等大制作,客户提供工作稿则按工作稿大小制作4.2.7.9二钻孔防焊及挡点需按特殊要求制作
4.2.7.10是否有金手指须对其开窗进行特殊处理
4.2.8 GERBER资料预审-文字
4.2.8.1文字字径,文字高度是否符合公司制程(根据公司制程要求做文字)4.2.8.2文字是否有要求添加文字序号,确定各客户的添加方式
4.2.8.3阅读SPEC是否对客户料号有要求做修改,是否要求添加特点文字或字符4.2.8.4参考线路确定隔焊条是否满足公司制程,是否需要对其进行特殊处理
CAM制作教材(一)
4.2.8.5成型线外是否文字或字符,确定否可删除或移入成型线内,并提出确认
4.2.8.6是否有文字ON PAD现象
文字为负片要求是对文字字径特殊制作
注意事项
1. 提供CAM作业的gerber必须是没有做任何处理的资料
2. 存档的客户原稿必须是客户无更改的资料
3. 对问题点不随便做指示,须提出想客户确认
制作:张雪桂审核:张雪桂制作日期:2010年11月2日雪缘PCB工程CAM培训中心所有员工祝你工作开心
QQ:79550319
E-mail:zhangxuegui2004@。