模具制作指导书 3
模具制造之模具制作及维修作业指导书

5.18.2优先采用标准司筒,严禁成形部分直径多大尺寸就用多大尺寸的司筒顶出,针位可大过成形孔位再磨出图纸所要示尺寸,司筒尺寸可小于成形柱外径尺寸.
5.18.3为避免司筒针与司筒配合孔出现偏心,司筒头部切割量不能超过10mm长,在设计及请购时必须重点考虑确定尺寸.
5.18.4非经上级主管批准,不准烧焊驳司筒.若要焊驳司筒应采用下图形式.
5.31.2补助柱必须用螺丝固定在动模下固定板上.
5.31.3补助柱长度应比工模垫板的高度高出0.1mm ~0.25mm.
5.32冷却水道:
5.32.1所有冷却水必须保证均匀且充足,冷却水必须上公模仁(Core),除非结构不允许,但是必须经上级主管同意方可。
5.32.2标准冷却水孔为D10.0直径不能小于8mm或3/8"除非结构不允许,但是必须经上级主管同意.
5.20工模生锈:
5.20.1模具制造过程所有加工零件在暂停加工后必须喷上防锈油,以防生锈.
5.20.2模胚外侧在拆模后亦要喷防锈油以防生锈,新模制造完毕时内外模均不可有锈迹.
5.21顶针司筒烧伤:
5.21.1新模不可存有顶针司筒烧伤等缺陷.
5.21.2顶针孔、司筒孔必须铰光。
5.21.3顶针孔、司筒针固定沉孔底部必须做平底,轴后配合间隙不大于0.15mm.
注塑模具设计作业指导书(注塑部)

注塑模具设计作业指导书(注塑部)1. 背景本指导书旨在为注塑部门的设计人员提供注塑模具设计作业的指导,以确保设计工作的高效性和质量。
注塑模具的设计是注塑工艺的关键环节,直接影响产品的质量和生产效率。
因此,设计人员需要掌握相关的专业知识和技能,并遵循一定的设计原则和标准。
2. 设计作业流程2.1 确定设计要求在开始设计作业之前,设计人员需要与产品设计部门和生产部门进行沟通,了解产品的要求和预期性能。
这些要求可能包括产品尺寸、材料要求、生产量要求等。
2.2 分析注塑工艺在确定设计要求后,设计人员需要对注塑工艺进行分析。
这包括注塑机的选择、模具结构的确定、注塑工艺参数的设定等。
设计人员应该具备一定的注塑工艺知识,以确保设计的可实施性和优化注塑过程。
2.3 模具设计在分析注塑工艺后,设计人员可以开始进行模具设计。
模具设计应包括以下几个方面:- 模具结构设计:根据产品的形状和尺寸要求,确定模具的结构,包括模具基板、模腔、模芯、冷却系统等。
- 模具材料选择:选择适合注塑工艺的模具材料,考虑材料的强度、耐磨性、耐腐蚀性等因素。
- 模具加工工艺:确定模具的加工工艺,包括数控加工、电火花等。
- 模具的标准部件选型:选择符合标准的模具部件,以提高模具的通用性和可靠性。
- 模具装配和调试:完成模具的装配和调试工作,确保模具运行稳定和正常。
2.4 模具验收完成模具设计后,设计人员需要与生产部门进行模具验收。
在模具验收过程中,需要检查模具的尺寸精度、操作性能、模具寿命等。
如果存在问题,设计人员需要及时进行调整和修改。
3. 设计原则和注意事项在进行注塑模具设计时,设计人员需要遵循以下原则和注意事项:- 合理性原则:设计应合理,确保产品质量和生产效率。
- 简化原则:模具结构应简化,以提高制造和维修的便利性。
- 可靠性原则:模具的结构应稳定可靠,能够经受长时间的注塑生产。
- 标准化原则:尽量使用标准模具部件,以提高模具的通用性和可靠性。
模具作业指导书

东莞市桂氏咏华实业有限公司模具作业指导书目的:为使模具制作及维修作业能降低成本,缩短制造周期,确保模具寿命,保证产品品质。
一、制作模具编号:1.必须在模坯外侧端面上方(方铁)用铣床加工模具编号,字高度40mm,深度0.5mm,字体为等线体。
2.每一块模板上均须用字码打上模具编号,且方向统一。
3.模具所有螺丝、吊圈孔及模具部件必须是公制规格,而付加工模配件必须是标准规格,禁止自行土制。
二、撬模位1、每一套模具均在B板(动模板)上四个角铣出撬模位,以便FIT模及修模用。
三、码模坑:1、非工字模胚均需要在前后模铣出码模槽,具体尺寸根据模具设计尺寸而定。
四、码模螺丝孔:1、每套模具均要在动模底板,定模面板上开码模孔。
2、孔距尺寸需根据注射机型确定五、顶棍孔1、动模底须开有足够大的顶棍孔,直径Φ25~40mm2、小型模具只需开一个顶棍孔,中型模具必须开三个顶棍孔以上,大型模具即需开五个孔3、顶棍孔径及位置根据注射机型实际尺寸(设计尺寸)六、定位圈1、每套模具必须装有定位圈(即定位法兰),以便装模定位,2、定位环尺寸应根据注射机型墙板孔径确定,3、定位圈直径公差为0.2~0.4mm,凸出模面板高度最小8~10mm,4、模具与机板的定位圈(法兰)的标准尺寸100mm-0.20^-0.40mm,七、先复位装置1、当顶针司筒与行位顶出装置相干涉时,必须在模上设有先复装置,不尽靠弹簧使顶针板复位,以免日后弹簧失效,行位(抽芯)与顶针司筒相碰撞。
2、必须在顶针板与动模板间装行程开关,以确保先复位装置有效后方可通电合模。
八、顶针板导柱导套1、顶针板长12或以上,或工模排位偏中2、配置较多小顶针且直径在2mm以下,3、配置较多司筒(10支以上),4、以上三种情形都必须在顶针板上加四支导柱及导套,以保证顶针平衡平稳地顶出胶件。
九、顶针板弹簧弓1、所有模具必须上顶针板上安装四根复位弹弓,以助顶针均匀回缩,2、采用塑胶模具专用蓝色弹弓,复位弹弓两端磨平,3、复位弹弓不能压缩大于自由长度的40%需在胶件有效出模情况下在顶针面板上做四个顶出限位钉4、复位弹弓固定,必须两端均有固定沉孔,禁止一端沉孔一端磨平面的不可靠做法。
模具厂省模作业指导书
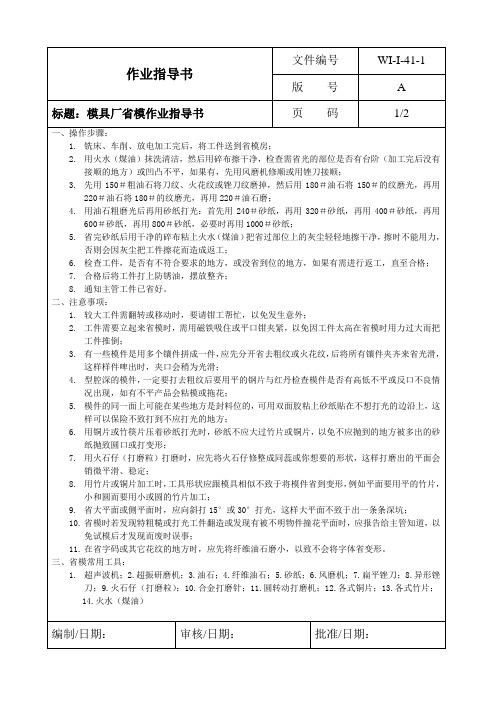
8.通知主管工件已省好。
二、注意事项:
1.较大工件需翻转或移动时,要请钳工帮忙,以免发生意外;
2.工件需要立起来省模时,需用磁铁吸住或平口钳夹紧,以免因工件太高在省模时用力过大而把工件推倒;
3.有一些模件是用多个镶件拼成一件,应先分开省去粗纹或火花纹,后将所有镶件夹齐来省光滑,这样样件啤出时,夹口会稍为光滑;
7.用火石仔(打磨粒)打磨时,应先将火石仔修整成同蕊或你想要的形状,这样打磨出的平面会销微平滑、稳定;
8.用竹片或铜片加工时,工具形状应跟模具相似不致于将模件省到变形,例如平面要用平的竹片,小和圆而要用小或圆的竹片加工;
9.省大平面或侧平面时,应向斜打15°或30°打光,这样大平面不致于出一条条深坑;
10.省模时若发现特粗糙或打光工件翻造或发现有被不明物件撞花平面时,应报告给主管知道,以免试模后才发现而废时误事;
11.在省字码或其它花纹的地方时,应先将纤维油石磨小,以致不会将字体省变形。
三、省模常用工具:
1.超声波机;2.超振研磨机;3.油石;4.纤维油石;5.砂纸;6.风磨机;7.扁平锉刀;8.异形锉刀;9.火石仔(打磨粒);10.合金打磨针;11.圆转动打磨机;12.各式铜片;13.各式竹片;
14.火水(煤油)
编制/日期:
审核/日期:
批准/日期:
4.用油石粗磨光后再用砂纸打光:首先用240#砂纸,再用320#砂纸,再用400#砂纸,再用600#砂纸,再用800#砂纸,必要时再用1000#砂纸;
5.省完砂纸后用干净的碎布粘上火水(煤油)把省过部位上的灰尘轻轻地擦干净,擦时不能用力,否则会因灰尘把工件擦花而造成返工;
6.检查工件,是否有不符合要求的地方,或没省到位的地方,如果有需进行返工,直至合格;
模具人基础知识书籍
模具人基础知识书籍在学习和了解模具行业时,拥有一本好的基础知识书籍是非常重要的。
这些书籍可以帮助初学者了解模具人的基本知识和技能,帮助他们在模具设计和制造方面取得成功。
以下是几本值得推荐的模具人基础知识书籍:1. 《模具设计和制造教材》这本教材是一本全面介绍模具设计和制造的指导书。
它涵盖了从模具材料到模具装配和调试的各个方面。
书中详细解释了各种类型的模具和工艺,以及如何设计和制造高质量的模具。
2. 《模具设计与制造实用手册》这本手册提供了一系列实用的技术指导和案例分析,帮助读者理解和应用模具设计和制造的基本原理。
它介绍了各种模具设计和制造的技术和方法,如模具结构设计、模具材料选择和模具表面处理等。
3. 《模具制造技术与设备》这本书详细介绍了模具制造的各个方面,包括模具维修、模具加工设备和技术、模具加工工艺等。
它对模具制造中的常见问题和解决方法进行了深入的分析和解释,对于提高模具制造的质量和效率非常有帮助。
4. 《模具实用工艺技术》这本书主要介绍了模具加工的实用技术和方法,包括模具设计、模具加工工艺和模具调试等。
它以实例的形式展示了不同类型的模具加工过程,帮助读者理解和掌握模具加工的基本技能。
5. 《模具制造CAD/CAM技术》这本书详细介绍了模具制造中常用的CAD/CAM技术,包括模具设计软件、数控加工技术和模具CAD/CAM系统的应用等。
它对于提高模具制造的精度和效率非常有帮助,是一本非常实用的技术手册。
以上是几本值得推荐的模具人基础知识书籍,它们涵盖了模具设计和制造的各个方面,对于初学者来说是非常有帮助的。
通过学习这些书籍,读者可以了解模具行业的基本知识和技能,为日后在模具设计和制造领域取得成功打下坚实的基础。
无论是想要成为模具设计师还是模具制造工程师,这些书籍都是必备的参考工具。
模具生产加工全套作业指导书

4.13 检查: 4.13.1 装完后先检查,检查齐顶针行位,模芯是否装错,螺丝是否锁紧,然后用 铜锤敲顶针板。 4.13.2 看顶针、斜顶是否归位,再打上防锈油。 4.13.3 模具组立科根据保养检查情况如实填写《模具保养检查表》
5.相关文件及表单 5.1《模具保养通知单》 5.2 注塑《模具定期检查表》 5.3 模具组立科《模具保养检查表》
XXX 有限公司
模具物料请购作业指导书
文件编号 :WI-MJ-006 版本/版次:B/2 页 次:1 / 2
1.目的: 使生产物料请购有所依循,物料请购进度能满足生产计划的需求。
2.适用范围: 模具所有生产物料。
4.1.4 《物品请购单》经部门负责人审批批准后,交至采购员进行采购。 4.2 模具《零件清单》之外的生产消耗品请购。
4.2.1 备有安全库存的省模组用的砂纸、油石、磨床组用的砂轮等常用消耗品, 组长根据实际需要进行领用,当安全库存低于最低数时,由采购科进行补充。
4.2.2 未备有安全库存的损耗品由各需求主管临时填写《物品请购单》,《物品请
XXX 有限公司
模具物料请购作业指导书
文件编号 :WI-MJ-006 版本/上注明物料的名称、规格(品牌)、数量,交由计划组长确认。 4.2.3 由工艺工程师把《物品请购单》交部门负责人审核、批准后进行采购。
4.2.4 由工艺工程师把经批准的《物品请购单》下达到采购科,采购员在《模具 合格供应商清单》中选择供应商进行采购。 5.物料订购
模具作业指导书

1.目的
规范数控冲床安全作业,确保人员及设备的安全。
2. 适用范围
冲压部
3. 作业内容
3.1 模具的借还作业一律要用模具车进行以免在搬运过程中模具滑落伤人和损坏模具。
3.2 所有模具都严禁重叠放置(以免碰伤模具)和放在工作台面上(除装、拆模具外)必须放在模具车上。
3.3 架模时必须戴上手套,装卸模时,要把上模套倒转放在模具车模孔上进行,以防模具滑落伤人。
4.装模步骤
4.1 查检查模具的配套、磨损状况、下模间隙。
4.2 清清理下刀盘和上刀盘上的刀具杂物。
4.3 对核对上、下模角度和程式与刀差是否一致。
4.4 压手压上模是否有疏松感,下模高度是否一致。
4.5 核核对刀具角度和工位是否一致。
模具设计(含精度设计)实践指导书

模具设计(含精度设计)课程实践设计指导书1 课程实践设计的性质与目的:(1) 性质课程设计是模具设计(含精度设计)课程设计的一个重要环节,是运用所学基础和专业知识的一次综合练习。
(2) 目的( 1 )使学生初步掌握塑料成型工艺过程和模具结构设计与计算的步骤和方法;( 2 )使学生能够了解相关成型设备的结构和选用原则;( 3 )巩固深化所学的基础及专业知识,培养独立工作能力;( 4 )提高学生使用国标、手册和图册的能力。
2 课程设计的任务:(1) 拟定制件的工艺过程;(2) 设计塑料注射模,并绘制装配图、零件图的成套图纸 1 套(3) 编写设计说明书 1 份3 时间分配(1) 设计准备并明确设计任务与要求(2) 拟定制件的工艺过程(3) 模具零件的结构设计,画装配草图(4) 画正式模具装配图和零件图(5) 编写设计说明书4 设计原则(1) 保证成型合格的工件(2) 模具结构简单、寿命长、成本低且与生产批量相适应(3) 操作方便、安全5 设计前的准备:(1) 熟悉设计任务书,明确设计任务和要求(2) 了解零件的形状,尺寸精度和表面粗糙度,材料等技术要求和生产量(3) 配备资料《模具设计指导书》。
从此资料中选择设备的类型、规格等,为模具设计作准备。
6课程设计的一般步骤及方法(1)塑件分析(2)注射机的选用(3)模具设计的有关计算1)凹、凸模零件工作尺寸的计算2)型腔壁厚、底板厚度的确定3)模具加热、冷却系统的确定(4)模具结构设计1)塑件成型位置及分型面选择2)模具型腔数的确定,型腔的排列和流道布局以浇口位置设置3)模具成型零件的结构设计4)侧分型与抽芯机构的设计5)顶出机构的设计6)拉料杆的形式选择7)排气方式设计(5)标准注射模架的选用按 GB/T12556.1-1990 选定模架 , 在模具零部件设计基础上初步绘出模具的结构草图。
(6)注射机参数校核1)最大注射量校核2)注射压力的校核3)锁模力的校核4)模具与注射机安装部分相关尺寸的校核,包括模具高度,开模行程,模座安装尺寸等几个方面的相关尺寸的校核。
塑料模具制作作业指导书

塑料模具制作作业指导书
概述
本作业指导书旨在为学生提供塑料模具制作的详细指导,帮助他们了解模具制作的流程、要点和注意事项。
目标
本作业指导书的主要目标是让学生掌握以下内容:
1. 了解塑料模具制作的基本原理和工艺流程。
2. 掌握模具设计和加工的关键要点。
3. 熟悉模具制作过程中的安全注意事项和质量控制要求。
内容
本作业指导书将包括以下主要内容:
1. 塑料模具制作的基本原理
- 介绍模具制作的定义和作用。
- 解释塑料模具的基本结构和组成部分。
2. 模具制作的工艺流程
- 详细描述模具制作的步骤和流程。
- 强调模具设计和加工过程中的关键环节。
3. 模具设计和加工要点
- 阐述模具设计的基本原则和要求。
- 提供模具加工过程中的注意事项和技巧。
4. 安全注意事项和质量控制要求
- 强调模具制作过程中的安全意识和操作要求。
- 介绍质量控制的基本方法和检验要点。
结论
通过研究本作业指导书,学生将对塑料模具制作有更深入的了解,掌握模具制作的基本原理和工艺流程。
同时,学生将学会进行模具设计和加工,并具备安全意识和质量控制的能力。
希望本作业指导书能对学生的研究和实践有所帮助,使他们能够在塑料模具制作方面取得优异的成绩。
希望以上的内容能满足您的要求。
如果有任何修改或补充,请随时告知。
模具标准件加工作业指导书
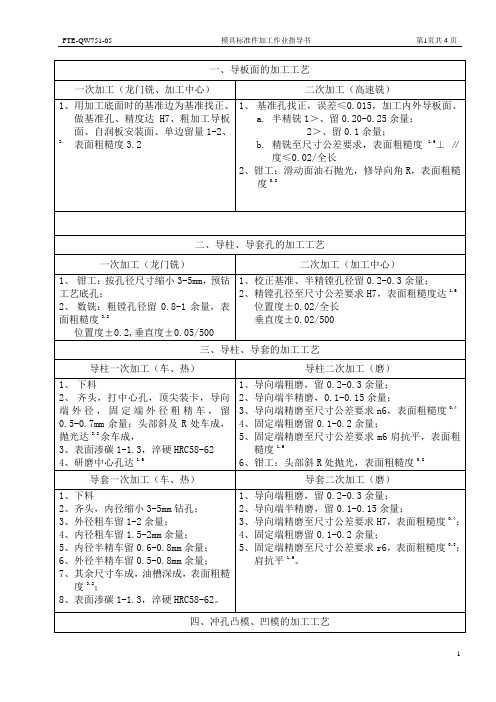
导套二次加工(磨)
1、下料
2、齐头,内径缩小3-5mm钻孔;
3、外径粗车留1-2余量;
4、内径粗车留1.5-2mm余量;
5、内径半精车留0.6-0.8mm余量;
6、外径半精车留0.5-0.8mm余量;
7、其余尺寸车成,油槽深成,表面粗糙度3.2;
8、表面渗碳1-1.3,淬硬HRC58-62。
b.半精镗留0.2-0.3余量;
c.精镗至尺寸公差要求H7,表面粗糙度1.6;沉孔镗成,深度-0.05。
六、铸CH-1凸模、凹模镶件加工工艺
1、钳工:测量毛坯,分配余量,划四面加工尺寸线成;(基面、靠背面、两拼缝面及废料切刀面)
2、按线找正,先加工基面成,再以基面为准加工靠背面及两拼缝面或废料切刀面成,靠背面、拼缝面均留单面0.5余量;
1、导向端粗磨,留0.2-0.3余量;
2、导向端半精磨,留0.1-0.15余量;
3、导向端精磨至尺寸公差要求H7,表面粗糙度0.4;
4、固定端粗磨留0.1-0.2余量;
5、固定端精磨至尺寸公差要求r6,表面粗糙度0.8;肩抗平1.6。
四、冲孔凸模、凹模的加工工艺
冲孔凸模(车、热、磨)
冲孔凹模(车、磨)
12、热处理:表面淬硬或整体淬硬;
注:需特殊热处理要求的工艺说明(真空淬硬或表面氮化)。
13、钳:形面、形腔、刃口抛光,表面粗糙度达0.8。
八、镶块整体淬火,分组加工工艺
1、元钢下料(下料表);
2、锻坯料(下料表)
3、热量,⊥、∥。粗糙度6.3
5、磨:上下两端面及宽度一端面磨平,⊥、∥、≤0.02/200;
外径固定端粗精磨至尺寸公差要求r6,表面粗糙度0.8,;
模具作业指导书

模具作业指导书目的:为使模具制作及维修作业能降低成本,缩短制造周期,确保模具寿命,保证产品品质。
一、制作模具编号:1.必须在模坯外侧端面上方(方铁)用铣床加工模具编号,字高度40mm,深度0.5mm,字体为等线体。
2.每一块模板上均须用字码打上模具编号,且方向统一。
3.模具所有螺丝、吊圈孔及模具部件必须是公制规格,而付加工模配件必须是标准规格,禁止自行土制。
二、撬模位1、每一套模具均在B板(动模板)上四个角铣出撬模位,以便FIT模及修模用。
三、码模坑:1、非工字模胚均需要在前后模铣出码模槽,具体尺寸根据模具设计尺寸而定。
四、码模螺丝孔:1、每套模具均要在动模底板,定模面板上开码模孔。
2、孔距尺寸需根据注射机型确定五、顶棍孔1、动模底须开有足够大的顶棍孔,直径Φ25~40mm2、小型模具只需开一个顶棍孔,中型模具必须开三个顶棍孔以上,大型模具即需开五个孔3、顶棍孔径及位置根据注射机型实际尺寸(设计尺寸)六、定位圈1、每套模具必须装有定位圈(即定位法兰),以便装模定位,2、定位环尺寸应根据注射机型墙板孔径确定,3、定位圈直径公差为0.2~0.4mm,凸出模面板高度最小8~10mm,4、模具与机板的定位圈(法兰)的标准尺寸100mm-0.20^-0.40mm,七、先复位装置1、当顶针司筒与行位顶出装置相干涉时,必须在模上设有先复装置,不尽靠弹簧使顶针板复位,以免日后弹簧失效,行位(抽芯)与顶针司筒相碰撞。
2、必须在顶针板与动模板间装行程开关,以确保先复位装置有效后方可通电合模。
八、顶针板导柱导套1、顶针板长12或以上,或工模排位偏中2、配置较多小顶针且直径在2mm以下,3、配置较多司筒(10支以上),4、以上三种情形都必须在顶针板上加四支导柱及导套,以保证顶针平衡平稳地顶出胶件。
九、顶针板弹簧弓1、所有模具必须上顶针板上安装四根复位弹弓,以助顶针均匀回缩,2、采用塑胶模具专用蓝色弹弓,复位弹弓两端磨平,3、复位弹弓不能压缩大于自由长度的40%需在胶件有效出模情况下在顶针面板上做四个顶出限位钉4、复位弹弓固定,必须两端均有固定沉孔,禁止一端沉孔一端磨平面的不可靠做法。
模具制作作业指导书
篇一:模具制作作业指导书1、目的:本指导书用于玻璃钢机舱罩、导流罩及其附件模具制作的全过程,并满足图纸技术要求及相关模具质量要求,保证模具尺寸的准确性。
2、适应范围:本指导书适应于金风科技股份有限公司风力发电机舱罩、导流罩及相关附件模具制作的全过程操作。
3、模具制作工具及耗材:3.1模具制作工具:3.1.1电动工具及设备:电钻、切割机、角向磨光机、数控车床、木工锯床、瓦刀、括刀、批刀、水平仪、直尺、卷尺。
3.2消耗材料:砂布、砂纸、抛光液、脱模蜡、木料、水泥等4、原材料:模具胶衣、模具树脂、玻纤织物、固化剂、促进剂。
5、模具制作工艺步骤:5.1主模制作:5.1.1 平台制作:5.1.1.1 根据图纸要求,确定平台尺寸,采用金属型材,固定于地面,并进行水平校正,水平误差不超1mm。
5.1.1.2采用混凝土砂浆,浇注,上面刮平,自然凝固一周,待混凝干燥。
5.1.2 模板制作:根据产品图纸尺寸制作模板(由数控车床制作),并将制作好的模板固定于平台上,按模板尺寸进行内部填充,然后用水泥沙浆拉平,检查检验各部位尺寸,加温干燥3-5天。
5.1.3 表面处理:采用40-80#砂布进行打磨处理,除去浮尘后,用腻子对模具表面进行批涂(要求平整)。
干燥后用120-1200#砂布依次修正打磨,直至表面平整,手感光滑。
5.2阴模制作:5.2.1主模表面处理:5.2.1.1除去主模表面浮尘。
5.2.1.2使用抛光蜡均匀涂刷于主模表面,反复2-3次,每涂一次,用干燥毛巾和羊毛轮进行抛光处理,并涂刷两遍脱模剂。
5.2.2胶衣喷涂:待脱模剂干燥后喷涂模具胶衣两遍(每次喷涂间隔时间在4-6小时之内,胶衣总厚度不小于1mm)。
5.2.3 模具铺层:总厚度20mm5.2.3.1模具胶衣初步固化后,开始按以下顺序进行铺层:表面毡1层——短切毡2层——04方格布20层——06方格布10层,铺层工序不能过快,每班时铺3-5层坡纤布或短切毡,每铺一层玻纤织物涂一层胶,同时要用铁辊压平压实织物,排出气泡,使胶均匀,达到指定厚度后铺层结束。
铸造模具准备作业指导书业指导书

铸造模具准备作业指导书一、岗位要求1.1、由铸造工对需要进行准备的模具进行模具准备作业。
1.2、铸造工负责检查模具准备后的表面状态。
1.3、铸造工对模具准备工序中的各项参数进行检查确认。
1.4、铸造工对浇注的首件产品进行表面质量检查确认。
二、模具准备作业2.1、检查模具状态,确认模具是否可以正常工作(活块齐全、油缸等附件、模腔无损坏等)。
2.2、确认模具可正常使用后,分别将上下模模具型腔面朝上放到吹砂机托盘上进行吹砂处理。
将金属型表面油迹、锈迹、粘铝和旧涂料等清理干净检查排气道与排气塞是否有堵铝,有则清理,如需要修理则进行修理。
2.3、将金属型表面油迹、锈迹、粘铝和旧涂料等用喷砂或手工方法清理干净,不得有涂料等残留。
2.4、如果模具上有批次号镶块,检查是否需要按月份更换批次号销。
2.5、喷砂介质为白刚玉与玻璃丸混合物,喷砂压力为(0.5-0.6)Mpa。
模具吹砂时在芯头处放置木质芯头块,防止芯头间隙变大。
2.6、清除金属型配合面、分型面和排气槽中多余的涂料,检查通气塞保证平整且2/3以上畅通。
2.7、喷涂料。
2.7.1、按规定配置相应牌号的涂料。
2.7.2、用压缩空气进行涂料喷涂,喷涂前必须将涂料搅拌均匀,直角喷涂,与模具距离大概200-300mm左右,从铸型根部向外喷涂为好,模具温度在200℃以上时应快速喷涂整个模具,凡凸台、脐子等热节部位涂料层应薄一些,转接圆角处应适当减薄,而要求冷却缓慢的部位应厚一些。
2.7.3、模具喷涂完成后为提高粘附强度应进行烧结处理,先小火烧3-5分钟,然后大火烧至铸造温度。
2.7.4、每月要使用丝锥将损伤的螺纹进行修理。
研磨工艺流程作业指导书雕刻模具

英文回答:When crafting a mold, it is imperative to meticulously adhere to the grinding process in order to uphold the integrity of the final product. The initial step entails selecting the appropriate grinding tool tailored to the materialposition of the mold. Afine-grit grinding wheel is rmended for softer materials such as wood or plastic, whereas a coarse-grit wheel is more suitable for harder substances like metal. Furthermore, it is crucial to donthe requisite personal protective gear, including safety goggles and gloves, to mitigate the risk of potential injury during the grinding procedure.在制作模具时,必须谨慎地坚持研磨过程,以维护最终产品的完整性。
第一步是选择适合模具材料位置的适当研磨工具。
细重的磨盘为木质或塑料等更柔软的材料所成,而粗重的磨盘更适合金属等更硬的物质。
必须配备必要的个人防护装备,包括安全护目镜和手套,以降低磨损过程中可能受伤的风险。
So, the first thing you wanna do is make sure that the mold is firmly stuck to the table so it doesn't move around when you're grinding. This will help with getting the carving just right. When you're grinding, make sure to do it evenly and with goodcontrol, so you don't end up with any lumpy or uneven spots on the mold. Keep checking on how it'sing along to make sureyou're getting the shape and depth you want. Once you're done with the initial grinding, you might need to use some finer tools to smooth it out and make it look nice and polished.你首先要做的就是确保模具牢牢地粘在桌子上,这样它就不会在磨磨的时候移动。
上下模具作业指导书

上下模具作业指导书编号实施日期
批准审核编制版本2/ 2
17、开模至开模终,调整开模一慢的位置大于关模高压位置。
18、检查模具形腔表面是否有锈点或其他缺陷。
19、开关模和调模参数设定。
20、关上安全门,按两次调模功能键,进入自动调模状态。
21、安全门再开关一次,机器将进入自动调模,调模完成后,机器将恢复为手动。
22、按关模键,进行关模操作,在关模结束后,关闭油泵电机。
23、再次拧紧所有紧固模具的螺栓。
24、用气枪对准进水口吹一下,检查水路是否畅通。
25、连接所有模具的其他管路,如冷却水管等
26、打开水阀,检查是否漏水。
三、下模具步骤:
1、用气枪将模具行腔表面擦干净并涂上防锈剂。
2、将模具内的水用气枪吹出。
3、把模具完全闭合。
4、关停油泵马达。
5、打开安全门,用相应的起吊设备,做好模具起吊准备工作。
6、卸下模具的连接管路与模板固定用的压板及螺栓。
7、启动油泵马达。
8、按开模按钮,开模。
9、开模操作完成后,关闭油泵马达。
10、把模具从注塑机吊出并把它放到指定位置,并做相应记录。
模具设计指导书

模具设计指导书本指导书为模具设计通用部分,可依用户具体要求增加或修改具体项目,未6、压板槽1、模具压板槽以模具中心对称布置,模具长度大于2000,上底版不少于8个压板槽,下底版不少于6个压板槽。
模具长度1000---2000,上底版不少于6个压板槽,下底版不少于4个压板槽。
6个压板槽中间对称,斜对称分布,前左后右,位置公差不标注。
2、模具压板槽间距≥2/3L。
3、结构尺寸。
7、闭合高度H 后两位数字为X00、X50两种。
8、导向:相对运动1、上、下模导向:冲切平刃口类的模具,用导柱导向;立体修边冲孔,采用导柱、导板导向;成型类(拉延、整形、翻边)只用导板导向。
2、导柱、导板合用时,导板一定要先初导向,导柱后导向,相差≥15mm。
3、斜楔和滑块的初接触面积,不少于整个导板面的二分之一。
4、导板均采用铸铁基的自润导板,按QB1001标准选用。
5、导板要划双斜线。
6、模具仅导柱导向时,最少要使用三个导柱(标准模架、小模具除外)。
推荐优先采用QM1205导柱合件及QM1224导套合件,其次为QM1202导柱合件及QM1222导套合件。
9、模具端头及起重方式1、每个冲压件各道工序的端头和起重保持一致为总原则,以拉延,修边为准。
2、冲模零件或部件超过15kg及取放不方便的均应设置起吊螺孔,只采用M8、M10、M12、M16、M20几种。
10、顶出器限位(选用QM标准)B型限位螺钉:下模:从上往下把上模:从下往上把工序工作安全第一优先第二优先数量第一优先第二优先数量拉延 B 4 修边 C B 4 C B 2 成形 C B 4 C B 211、安全区及限位装置1、模具四个角部设置安全区结构及尺寸如下2、所有模具必须设计行程限制器,有弹性元件的模具需设计存放限制器。
12、进、出料1、下模送料高度为300----500(从工作台面计算)。
2、关键外覆盖件需设进出料机构,托料架要可旋转3、工件和废料退出凸凹模,不能有任何滞留和粘附现象。
模具开发作业指导书

模具开发作业指导书1. 目的:1.1 为确保新开发之模具能够满足客户之产品质量、成本、交期之要求。
1.2 在设计时间,按已有系统进行制作及检验,以顺利达成设计质量要求。
2. 范围:新产品模具开发需求至客户验收为止之阶段均属之。
3. 权责:3.1模具厂协理:负责整个模具厂所有人员的管理及制度的订定与执行,工程部及厂务部的事项统筹协调,协助业务部提供技术的指导,与客户交期的确立。
3.2工程部:负责模具开发设计及设计变更、试模产品承认及开模模具指令发行、文件控制。
3.3工程部课长:工程部人员的管理、任务的分配,协助模具厂协理及业务部进行工程设计数据的提供及进度的彚报,提供工程部技术的指导,负责工程部设计组及工程部产品组工作的协调与试模检讨。
3.4工程部产品组:负责模具产品开发前协助业务部进行客户端样品及图档的确认、客户端图面的检讨、合理性的判定、客户端设计变更的检讨、报价系统数据的整理提供并参与试模检讨。
3.5工程部设计组:负责模具开发设计及设计变更、2D/3D产品图面设计、3D建模、设计模具的组立图、3D拆模与拆电极、绘制零件图并参与试模检讨。
3.6工程部品管组:负责进料检验、加工零件检测、试模产品检测、量具检测等质量管理相关工作,同时负责文件管控。
3.7工程部生管组:负责模具设计、加工、组立、试模,从开模需求至客户验收为止之各段工作进度追踪。
3.8 业务部:负责模具产品开发前之调研及开发申请、客户端样品及图档的确认、报价、模具的移转。
3.9 厂务部经理:负责督导模具加工、组立、试模,从开模需求至客户验收为止之各段加工进度追踪,厂务人员的安排及管理,车间作业指导书的建立,车间作业技术的指导,转发厂外加工的申请,及校对设计图面是否完善。
3.10 厂务部仓库:负责模具零件、刀具之仓库点收及发放、储存。
3.11 采购部:负责模具零件、刀具及各种生产用具及物料之采购。
3.12 现场加工各组:负责模具零件的加工。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1. 目的:为确立本公司模房作业规范,特制定本指导书。
2. 文件适用范围:本公司模具制作、发放、保养,按本规范执行,
3.内容:模具制作
3.1 由工程部把设计好的起模图纸及产品图纸派发给工模组长,根据模具类型,排列方法,由组长安排起模,具体工序如下:3.1.1 熟读图纸(无图纸的就依据工程部下发的种单或其它形式的通知),根据模具类型及各部尺寸,填写“工模部物料领用申请表”,申请
模具材料。
3.1.2 根据模具形式,确定好制作工艺,并进行加工制作。
3.1.3 模具制作完成后,进行首板生产,参照图纸对首板各部尺寸作逐一检验(不做记录)。
合格后,正式生产首批样板,并将样板交附工
程部作进一步确认,无误后再把样板交客户确认,客户符板后由工
程部制作样板咭,并将客符板的产品编号填写在模具上(刀模或五
金模)以备生产,工模部凭生产工程单把模具正式编入模具清单,
并填写“新模入库检查表”,由组长签字确认。
3.1.4 对不符板直接生产的模具,制模人确认模具后由生产部QC及其它相关人士确认产品质量,无误后由生产部制作样板咭,并正式投入
生产。
3.2 对难于确认的复杂而又不需符板生产的产品,交由工程部确认.投入生产及把模具编入清单。
3.3 安全事项:
3.3.1 操作旋转机床严禁带手套。
3.3.2 加工钢材时,如有铁屑飞溅应带安全防设罩,防止伤人。
3.3.3 磨床、砂输开机前应检查砂输是否有破裂伤痕。
3.3.4 被加工工件应装夹牢固、防止甩脱伤人。
3.3.5 湿手严禁操作任何电器开关。
3.3.6 电炉取放工件时要关闭电源开关。
4.模具发放,保养。
4.1模具发放由生产部凭工程单、图纸到模房领取模具,经管理员核对工程单、图纸与模具无误后发放模具,并作好模具收发放记录,累计好生产数
量。
4.2模具回收时做好检查记录,检查内容为刀口锋利程度,是否有缺损,是不有裂纹,螺丝是否松动,检查内容不作记录,如发现有不良及时交附工
模部维修。
4.3 模具使用寿命:刀模为100K,五金模为150K,模具生产达到寿命使用极限时,必须交附工模部进行维修,寿命使用数量公差为+/-10K。
4.4 模具在入库后要做好保养,刀口刷好防锈油再用回力盖好。
4.5 按特定位置排放整齐。
5.质量记录:
5.1 工模部物料领用申请表 WI-05-001-FM001(A1) 5.2 生产工程单 PD-06-001-FM001(A1) 5.3 新模入库检查表 WI-05-001-FM002(A1) 5.4 工程图纸
5.5 模具收发检查记录表 WI-05-001-FM003(A1) (表内加入模具供用寿命:刀模寿命100K,五金模150K)。