铣头角计算
数控机床万能铣头组合角度计算方法创新

《中国重型装备》CHINAHEAVYEQUIPMENTNo.4 November2019厂““、t制造工艺i数控机床万能v头组合角度计算方法创新石晓东(太原重工股份有限公司,山西030032)摘要:对数控机床常用万能铳头组合角度的“单斜面”和“复合斜面”的常规加工方法进行了研究,创新性地提出通过建立铳头装配模型,与被加工件上“复合斜面”进行定位约束的方法,较好地解决了万能铳头两处旋转轴组合角度的计算问题。
关键词:数控加工;万能铳头;复合斜面;三维建模中图分类号:TH16文献标志码:ACalculation Method Innovetion of Combined Anglefor Numerical Control Machine Universal Mitling HeadShi XiaodongAbstract:General machining process of the single bevel and the composite bevel by numerical control machine universae milling head combined angle have been researched,furthermore positioning constraints of the composite bw-el on machining part has been put forward by establishing milling head assembled modee,which solved well calcule-tion issue of two rotating shafts combined angle for universal milling head.Key wordt:numerical control machining;universr 为提高大型数控卧式镇铳床、龙门铳床的加工能力,可在机床滑枕端头安装直角铳头、延长铳头、万能铳头等附件,拓展机床可加工的长度、深度和角度范围。
车铣常用公式
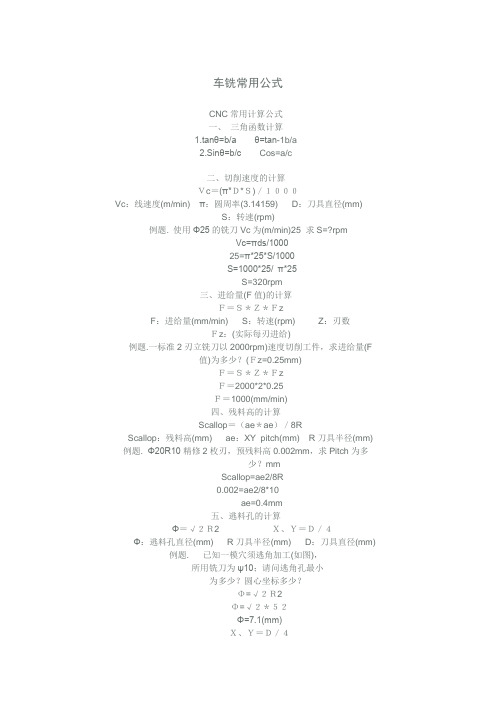
车铣常用公式CNC常用计算公式一、三角函数计算1.tanθ=b/aθ=tan-1b/a2.Sinθ=b/c Cos=a/c二、切削速度的计算Vc=(π*D*S)/1000Vc:线速度(m/min) π:圆周率(3.14159) D:刀具直径(mm)S:转速(rpm)例题. 使用Φ25的铣刀Vc为(m/min)25 求S=?rpmVc=πds/100025=π*25*S/1000S=1000*25/ π*25S=320rpm三、进给量(F值)的计算F=S*Z*FzF:进给量(mm/min) S:转速(rpm) Z:刃数Fz:(实际每刃进给)例题.一标准2刃立铣刀以2000rpm)速度切削工件,求进给量(F值)为多少?(Fz=0.25mm)F=S*Z*FzF=2000*2*0.25F=1000(mm/min)四、残料高的计算Scallop=(ae*ae)/8RScallop:残料高(mm) ae:XY pitch(mm) R刀具半径(mm) 例题. Φ20R10精修2枚刃,预残料高0.002mm,求Pitch为多少?mmScallop=ae2/8R0.002=ae2/8*10ae=0.4mm五、逃料孔的计算Φ=√2R2X、Y=D/4Φ:逃料孔直径(mm) R刀具半径(mm) D:刀具直径(mm) 例题. 已知一模穴须逃角加工(如图),所用铣刀为ψ10;请问逃角孔最小为多少?圆心坐标多少?Φ=√2R2Φ=√2*52Φ=7.1(mm)X、Y=D/4X、Y=10/4X、Y=2.5 mm圆心坐标为(2.5,-2.5)六、取料量的计算Q=(ae*ap*F)/1000Q:取料量(cm3/min)ae:XY pitch(mm) ap:Z pitch(mm)例题. 已知一模仁须cavity等高加工,Φ35R5的刀XY pitch是刀具的60%,每层切1.5mm,进给量为2000mm/min,求此刀具的取料量为多少?Q=(ae*ap*F)/1000Q=35*0.6*1.5*2000/1000Q=63 cm3/min七、每刃进给量的计算Fz=hm * √(D/ap )Fz:实施每刃进给量hm:理论每刃进给量 ap:Z pitch(mm)D:刀片直径(mm)例题 (前提depo XY pitch是刀具的60%)depoΦ35R5的刀,切削NAK80材料hm为0.15mm,Z轴切深1.5mm,求每刃进给量为多少?Fz=hm * √(D/ap )Fz=0.2*√10/1.5Fz=0.5mm冲模刀口加工方法刀口加工深度=板厚-刀口高+钻尖(0.3D)D表示刀径钻头钻孔时间公式T(min)=L(min)/N(rpm)*f(mm/rev)=πDL/1000vfL:钻孔全长N:回转数f:进刀量系数D:钻头直径v:切削速度如图孔深l钻头孔全长L则L=l+D/3T=L/Nf=πDL/1000vf系数表f直径mm进刀mm/rev铣刀加工工艺参考表工件种类/名称代木铝模钢模铜极转速进给转速进给转速进给转速进给直径25 平刀S 850 F 1000 S 750 F 1100 S 700 F 900 S 700 F950直径20 S 900 F 1200 S 800 F 1800 S 750 F 1000 S 700 F 1000直径16 S 1000 F 2000 S 1600 F 2000 S 1300 F 2000 S 1800 F1800直径12 S 2000 F 2800 S 2000 F 3000 S 1800 F 2500 S 2200 F2000直径10 S 2800 F 2000 S 2700 F 2800 S 2500 F 1800 S 2500 F2000直径8 S 3000 F 2000 S 3000 F 2800 S 2800 F 1800 S 2800 F2200直径6 S 3200 F 2000 S 3500 F 2800 S 3500 F 1800 S 3000 F2000直径4 S 3300 F 2000 S 3500 F 2000 S 3500 F 1500 S 3200 F1600直径2 S 3500 F 1600 S 3500 F 1500 S 3500 F 1000 S 3200 F800直径1 S 3500 F 1000 S 3500 F 500 S 3500 F 500 S 3500 F 500直径0.5 S 3500 F 1000 S 3500 F 1000 S 3500 F 1000 S 3500 F1000直径25 球刀S 850 F 1000 S 1000 F 1800 S 750 F 1000 S 750F 900直径20 S 900 F 1800 S 1600 F 1800 S 800 F 1000 S 800 F 900直径16 S 1800 F 2000(粗) S 3500 F 1800(精) S 3200 F 1800(精) S 1800 F 1000(精)直径12 S 2000 F 2500 S 3500 F 1500 S 3200 F 1200(精) S 2000F 1000(精)直径10 S 3200 F 6000(精) S 3500 F 1500(精) S 3500 F 1200(精) S 2500 F 1000(精)直径8 S 3500 F 6000 S 3500 F 1200 S 3500 F 1000 S 2800 F1500直径6 S 3500 F 6000 S 3500 F 800 S 3500 F 800 S 3000 F 1000直径4 S 3500 F 6000 S 3500 F 1000 S 3500 F 800 S 3200 F1000直径3 S 3500 F 6000 S 3500 F 1000 S 3500 F 800 S 3500 F1500直径2 S 3500 F 6000 S 3500 F 1000 S 3500 F 600 S 3500 F1000直径1 S 3500 F 6000 S 3500 F 350 S 3500 F 300 S 3500 F 350直径0.5 S 3500 F 6000 S 3500 F 6000 S 3500 F 1000 S 3500 F1000直径0.1 S 1500 F 3000 S 1500 F 3000 S 1500 F 3000 S 1500 F3000PS:S--主轴转速F--切削进给粗--粗铣精--精铣注意:主要针对钨钢刀的,部分小刀的进给和转速似乎有点夸张了1.6~3.2 0.025~0.0753.2~6.4 0.05~0.156.4~12.8 0.10~0.2512.8~25 0.175~0.37525以上0.376~0.6251英寸=25.4mm=8分25.4/牙数=牙距管牙计算公式例如25.4/18=1.414牙距为5/16丝攻马力(枪钻)W=Md*N/97.410W:所要动力(KW)Md:扭矩(kg-cm)N:回转数(r.p.m)扭矩计算公式如下:Md=1/20*f*ps*f为进给量mm/rev系数r为钻头半径赛(mm)α:切削抵抗比值ps.在小进给时,一般钢为500kg/m㎡;一般铸铁为300kg/m㎡;。
CNC常用计算公式

CNC常用计算公式一、三角函数计算θ=b/a θ=tan-1b/aθ=b/c Cos=a/c二、切削速度的计算Vc=(π*D*S)/1000Vc:线速度(m/min) π:圆周率 D:刀具直径(mm) S:转速(rpm)例题. 使用Φ25的铣刀Vc为(m/min)25 求S=rpmVc=πds/100025=π*25*S/1000S=1000*25/ π*25S=320rpm三、进给量(F值)的计算F=S*Z*FzF:进给量(mm/min) S:转速(rpm) Z:刃数Fz:(实际每刃进给)例题.一标准2刃立铣刀以2000rpm)速度切削工件,求进给量(F 值)为多少(Fz=F=S*Z*FzF=2000*2*F=1000(mm/min)四、残料高的计算Scallop =(ae *ae )/8RScallop :残料高(mm) ae :XY pitch(mm) R 刀具半径(mm)例题. Φ20R10精修2枚刃,预残料高,求Pitch 为多少mmScallop=ae 2/8R=ae 2/8*10ae=五、逃料孔的计算Φ=√2R2 X、Y=D/4Φ:逃料孔直径(mm) R 刀具半径(mm) D :刀具直径(mm)例题. 已知一模穴须逃角加工(如图),所用铣刀为ψ10;请问逃角孔最小为多少圆心座标多少Φ=√2R2Φ=√2*52Φ=(mm)X、Y=D/4X、Y=10/4X、Y=mm圆心座标为,六、取料量的计算Q=(ae*ap*F)/1000Q:取料量(cm3/min) ae:XY pitch(mm) ap:Z pitch(mm) 例题. 已知一模仁须cavity等高加工,Φ35R5的刀XY pitch是刀具的60%,每层切,进给量为2000mm/min,求此刀具的取料量为多少Q=(ae*ap*F)/1000Q=35***2000/1000Q=63 cm3/min七、每刃进给量的计算Fz=hm * √(D/ap )Fz:实施每刃进给量hm:理论每刃进给量 ap:Z pitch(mm) D:刀片直径(mm)例题 (前提depo XY pitch是刀具的60%)depoΦ35R5的刀,切削NAK80材料hm为,Z轴切深,求每刃进给量为多少Fz=hm * √(D/ap )Fz=*√10/Fz=冲模刀口加工方法刀口加工深度=板厚-刀口高+钻尖(0.3D)D表示刀径钻头钻孔时间公式T(min)=L(min)/N(rpm)*f(mm/rev)=πDL/1000vfL:钻孔全长N:回转数f:进刀量系数D:钻头直径v:切削速度如图孔深l钻头孔全长L则L=l+D/3T=L/Nf=πDL/1000vf系数表f直径mm进刀mm/rev~ ~~~~~~25~25以上~1英寸=25.4mm=8分25.4/牙数=牙距管牙计算公式例如25.4/18=1.414牙距为5/16丝攻马力(枪钻)W=Md*N/97.410W:所要动力(KW)Md:扭矩(kg-cm)N:回转数(r.p.m)扭矩计算公式如下:Md=1/20*f*ps*f为进给量mm/rev系数r为钻头半径赛(mm)α:切削抵抗比值ps.在小进给时,一般钢为500kg/m㎡;一般铸铁为300kg/m㎡;。
角度头(角度铣头)介绍及选用

图7
图8
图9
图10
图11
图12
图13
图14
图15
角度头应用场合 1.大型工件固定困难时,简单加工中使用时; 2.精密工件,一次性固定,需加工多个面时; 3.相对基准面,进行任意角度的加工时; 4.加工保持在一个特殊角度进行仿形铣销,如球头端铣加工时; 5.孔中孔,铣头或者其它工具无法探进孔中加工小孔时; 6.加工中心无法加工的斜孔、斜槽等,如发动机、箱壳内部孔 7.其它
Angle Head Worksheet 非标角度铣头选型表
请认真仔细填写以下表格以便我们确定您需要的铣头的详细信息,其中重要的技术参数将作为合同的技术协议条款;
Name Address State/Province E-mail
Company
City
Zip/Postal Code
Country
Phone #
使用角度头注意事项 1.加工斜孔的轴线与机床 X、Y、Z 轴中任一轴平行时,机床应具有两轴以上联动功能方
可使用。 2. 加工斜孔的轴线与机床 X、Y、Z 轴均不平 行时, 机床应具有三轴以上联动功能方
可使用。 3.在工作前角度头 需要在 500 转/分预运行 5-10 分钟。 4.角度头工作温度为 50 度。
5.非标定制角度头:该类型的角度头一般是根据客户工件加工的特殊需要制作,完全根据 客户的要求设计制造,一般大型镗铣床、龙门加工中心和大立车上比较常用;用于军工、国 防、能源及工程机械领域大型工件的加工,如下图7-15 列出了不同用途的大型非标定制 角度头,其中图7-9为轻型铣头,图10-11是重型铣头,图12为万能铣头; 图13为曲轴加工专用,图14大立车同铣头,图15铁道转用;
角度头的种类 1、直角角度头----该类型的角度头输出(可以是 er 夹头或刀柄)与机床主轴成 90 度角, 用于工件的侧面加工;直角角度头有单输出型(图 3)和双输出型(图 1)以及用于内加工 的偏置型(图 2)等,如下图:
角度头侧铣头介绍

一般角度头依照重量和加工情况区分,大致可以分为轻型角度头,中型角度头,重型角度头(或者称龙门角度头),另外豪力辉有针对客户需求推出锁固式角度头,主要介于重型角度头和中型角度头中间。
轻型角度头,顾名思义就是重量相对比较轻,一般约10公斤以内,此类型角度头扭拒较小,一般为15Nm左右,由于重量的要求,因此会从角度头本身材质的下手,造成刚性会略小于中型角度头,此种角度头可以进入刀库中方便自动换刀,大大提升加工效率。
一般这种轻型角度头用在小型加工机上面,所要求的转速也相对较高,约4000转到6000转,甚至有8000转以上的角度头。
此种角度头输入方式比较常见的为BT30,BT40和BT50,另外HSK刀柄和CAT刀柄也有少数。
输出方式一般常见的ER筒夹型式。
中型角度头,此种角度头重量会重于轻型角度头,重量约20公斤左右,相对扭拒及刚性皆会比轻型角度头大,一般扭力为50Nm到100Nm。
中型角度头的转速约2000转至4000转左右,转速6000转以上的就比较少见。
中型角度头与主轴的连接方式可以分为两种,一种为定位销搭配定位块的设计,此种设计适合使用者可以手动快速更换,或者是BT50机床可以快速自动换刀,将角度头放入刀库中。
若要加强刚性,可以选择连接盘设计,此连接盘目的是要主轴输出与角度头输入中间做个媒介,一边可以固定在主轴头上,一边可以锁住角度头,单然,连接盘连接的刚性一定要比定位销,主轴吸附方式要好。
中型角度头输出常见的有分为BT型式和筒夹ER型式,输入方式的常见有BT40和BT50刀柄,另外SK,CAT刀柄和HSK刀柄型式也是有,只是比较少见。
中型角度头因为机台主轴本身荷重的关系,输入BT30刀柄的方式也比较少见。
重型角度头,顾名思义,此类型的角度头重量是所有角度头重量最重的,从50公斤到上百公斤皆有,一般都是龙门机床使用的。
此类型角度头精度一般,没有中型或者锁固式角度头精度好,若你的加工要求精度,建议可以选择锁固式角度头。
加工中心45度角度铣头设计_毕业设计任务说明书
4.2.2 2 轴的尺寸计算及强度校核· · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · ·21
陕西理工学院毕业设计论文
加工中心 45 度角度铣头设计
(陕西理工学院机械设计制造及其自动化 陕西
汉中
723003)
[摘要]角度头是一种机床附件,安装后可使刀具旋转中心与机床主轴中心成一定角 度,可增大机床的加工范围和适应性,能减少工件重复装夹,提高加工精度和效率。广 泛应用于航空、汽车、模具等机械加工的各个领域。角度头主要用于加工中心和镗铣床 等,可以装在刀库中,并可以在刀库和机床主轴之间实现自动换刀,设计制造高品质的 角度铣头是为了让制造厂家能够实现生产力及附加值的最大化。本课题针对立式加工中 心设计 45 度角度铣头设计,该类型的角度头输出与机床主轴成 45 度角,用于工件特定 角度面的加工 [关键字]输入轴刀柄结构、输出轴刀柄结构、传动系统、定位装置、支撑系统、45 度角度头
目
录
引言
· · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · ·
角度头(角度铣头)介绍及选用

图7
图8
图9
图10
图11
图12
图13
图14
图15
角度头应用场合 1.大型工件固定困难时,简单加工中使用时; 2.精密工件,一次性固定,需加工多个面时; 3.相对基准面,进行任意角度的加工时; 4.加工保持在一个特殊角度进行仿形铣销,如球头端铣加工时; 5.孔中孔,铣头或者其它工具无法探进孔中加工小孔时; 6.加工中心无法加工的斜孔、斜槽等,如发动机、箱壳内部孔 7.其它
5.非标定制角度头:该类型的角度头一般是根据客户工件加工的特殊需要制作,完全根据 客户的要求设计制造,一般大型镗铣床、龙门加工中心和大立车上比较常用;用于军工、国 防、能源及工程机械领域大型工件的加工,如下图7-15 列出了不同用途的大型非标定制 角度头,其中图7-9为轻型铣头,图10-11是重型铣头,图12为万能铣头; 图13为曲轴加工专用,图14大立车同铣头,图15铁道转用;
A:
T:
B:
L:
C:
S:
D:
G:
E:
I:
A:
T:
B:
L:
C:
S:
D:
G:
E:
I:
A:
T:
B:
L:
C:
S:
D:
G:
E:
I:
λ½ ¼»´ Ó±´3ô ïïóïé ðèïðë ó Í¿²¬ Ú±¬ ¼» Ý¿³°»²¬»´´» ÞßÎÝÛÔÑÒß ó ÍÐß×Ò Ý¸·²¿ Ì»´òæðîïóíééðçîèê Ú¿¨æðîïóíééðçîèé Û󳿷´æ Ó¿¼¿«´¿½¸·²¿à¹³¿·´ò½±³
如何选用角度头 1.首先,弄清机床参数:品牌、型号、立式/卧式、主轴类型、主轴刀具连接方式(HSK、
铣刀实际前角的计算公式

铣刀实际前角的计算公式铣刀实际前角是铣削过程中最主要的刀具角度之一,它表示切屑离开工件表面时与切削刃的接触角度。
正确的前角设计可以提高切削刃的使用寿命、提高切削质量和提高生产效率。
下面将介绍铣刀实际前角的计算公式和一些相关参考内容。
1. 铣刀实际前角的定义铣刀实际前角指的是铣刀切削刃的几何角度,是从刀具边缘到切削刃的刃口之间的夹角。
它是切削面与工件表面之间的夹角,也可以理解为切削剪切力的方向与工件表面的夹角。
2. 铣刀实际前角的影响因素铣刀实际前角主要受到以下几个因素的影响:- 切削材料的硬度和性质;- 切削深度和进给量;- 刀具材料和刀具形状。
3. 铣刀实际前角的计算公式铣刀实际前角的计算公式通常由刀具制造商或工具专家根据实际情况提供,一般情况下可以使用下面的近似公式来计算:αt = αf - ϕ其中,αt表示铣刀实际前角,αf表示理论前角,ϕ表示切削刃的后角。
4. 相关参考内容(1) 《切削刀具设计与计算手册》(韦冯潜编著):这本书介绍了切削刀具的设计与计算方法,包括铣刀的前角设计和计算方法。
(2) 國立成功大學機械工程學系教材:《機械加工學》,这本教材详细介绍了铣削工艺和刀具设计,其中包括铣刀前角的计算方法和应用。
(3) "Modeling and Simulation on Cutting Forces of Shell Cutter in High-Speed Milling of Aluminum Alloy",这篇论文研究了在高速铣削铝合金过程中,切削力与刀具前角之间的关系。
(4) "Cutting Performance of Ball End Mill in High-Speed Millingof Inconel 718",这篇论文研究了球头铣刀在高速铣削Inconel 718过程中的切削性能,其中包括铣刀前角对切削性能的影响。
总结:铣刀实际前角是切削刃与工件表面之间的夹角,它是切削过程中最主要的刀具角度之一。
侧铣头(角度头)的CNC编程及操作

侧铣头(角度头)的CNC编程及操作侧铣头(角度头)的CNC编程及操作注意事项一、侧铣头的简介1.介绍2.分类与特点3.角度头的使用注意事项二、直角角度头在编程中的应用与注意事项1.直角角度头的分中、对刀基本方法2.直角角度头在UG编程中具体方法三、万向角度头的编程1.单一角度的分中、对刀方法以及刀具的刀心、刀尖与加工坐标的关系2.双角度(A、C角度)的摆正和分中、对刀补正原理3.UG编万向角度头程序的方法4.简介CimatronE软件编万向角度头一:侧铣头的简介1.介绍:侧铣头(角度头),属于机床附件的一种,是后来在需要的时候安装上去的,安装上后可以与原刀具旋转轴成一角度,从而实现难以加工的部分,现应用在模具、航空、汽车等机械加工领域。
2.分类与特点:我们简单的按功能区分,可分下面两种:a.万向角度头b.直角角度头·a.万向角度头它可以调节刀具的旋转中心线与机床主轴旋转中心线所成角度。
可调角度范围一般为0~90度,同时能减少工件重复装夹,提高加工精度和效率。
广泛使用于汽车模具、检具等不规则的工件上。
b.直角角度头它只能加工与主轴成90°的范围,广泛使用于机械零件、焊接件等规则的工件以及部分模具外形上。
3.角度头的使用注意事项①角度头的正转是机床主轴的反转,也就是说你的程序是M03,那么通过角度头加工的刀具转向是反转的,所以在程序的开头我们有必要在编程软件或者CNC操作时要改过来。
需改成M04②严格参照各型号角度头厂商给的最高转速参数,避免疏忽高转速损坏角度头。
③在编程中,特别是在加工90°时,注意工件的高度是否足够高,或者加工的范围是否会与机床产生干涉,严格设置编程软件中的机床主轴参数的设置,避免撞到机床。
④在做直角侧铣加工后处理文件中,机床默认是G17平面,也就是XY平面,如果按G17平面加工的,程序中严禁出现I、J、R圆弧指令,一律用G17+G01生成代码最安全;如果程序中一定要有I、J、R 圆弧指令,则一定要改G17为G18或G19,大部分机床系统需要设置参数才能生效G18、G19。
铣刀实际前角的计算公式

铣刀实际前角的计算公式铣削是加工零件时常用的一种方式,其中铣刀的质量和刀具参数的选择都对铣削质量有着重大的影响。
铣刀的实际前角也是一个重要的参数,它可以影响加工表面的粗糙度、热变形状况和加工效率等。
本文将介绍铣刀实际前角的计算公式,以帮助读者更好地了解这个重要参数。
铣刀的实际前角通常指铣刀刃前面所成的角度,它体现了刃前的强度,决定了刀具的进给量和切削深度。
实际前角的大小与工艺参数、刀具材料和加工材料等因素都有关系,因此需要通过计算来确定。
铣刀实际前角的计算公式为:k_a = arctan(h_c / (d - ap))其中,k_a为铣刀实际前角;h_c为切屑厚度;d为被加工材料直径;ap为铣削刀具前进量。
首先,需要测量材料表面的切屑厚度h_c,这是铣刀实际前角计算的基本参数。
这个参数的测量可以采用切削力测量、振动测量、位移传感器等各种方法来完成。
在进行实际计算时,选取所需参数后,将它们代入上述公式即可求出铣刀实际前角。
需要注意的是,不同的铣削刀具和加工材料都需要特定的计算公式。
所以,在使用该公式进行计算时,要根据实际情况进行适当的修正和调整。
铣刀实际前角的大小直接影响到加工表面的质量和加工效率。
一般来说,实际前角越小,切削力越小,因此加工效率会更高。
但是,当实际前角过小时,刀具的刚性会降低,容易产生刃磨损伤等问题,进而影响加工质量和加工效率。
总之,铣刀实际前角作为铣削加工中的重要参数,其计算公式对于加工过程中的质量和效率有着至关重要的作用。
希望本文能够帮助读者更加深入地了解这一参数的相关知识,进一步提高铣削加工的质量和效率。
【加工】CNC现场工程常用计算公式

【关键字】加工第四章 CNC现场加工第一节CNC常用计算公式一、三角函数计算1.tgθ=b/a ctgθ=a/b2.Sinθ=b/c Cos=a/c2、切削速度的计算Vc=(π*D*S)/1000Vc:线速度(m/min) π:圆周率(3.14159) D:刀具直径(mm) S:转速(rpm)例题. 使用Φ25的铣刀Vc为(m/min)25 求S=?rpmVc=πds/100025=π*25*S/1000S=1000*25/ π*25S=320rpm三、进给量(F值)的计算F=S*Z*FzF:进给量(mm/min) S:转速(rpm) Z:刃数Fz:(实际每刃进给)例题.一标准2刃立铣刀以2000rpm)速度切削工件,求进给量(F 值)为多少?(Fz=)F=S*Z*FzF=2000*2*0.25F=1000(mm/min)四、残料高的计算Scallop=(ae*ae)/8RScallop:残料高(mm) ae:XY pitch(mm) R刀具半径(mm)例题. Φ20R10精修2枚刃,预残料高,求Pitch为多少?mmScallop=ae2/8R0.002=ae2/8*10ae=五、逃料孔的计算Φ=√2R2X、Y=D/4Φ:逃料孔直径(mm) R刀具半径(mm) D:刀具直径(mm)例题. 已知一模穴须逃角加工(如图),所用铣刀为ψ10;请问逃角孔最小为多少?圆心坐标多少?Φ=√2R2Φ=√2*52Φ=7.1(mm)X、Y=D/4X、Y=10/4X、Y=圆心坐标为(2.5,-2.5)六、取料量的计算Q=(ae*ap*F)/1000Q:取料量(cm3/min)ae:XY pitch(mm) ap:Z pitch(mm)例题. 已知一模仁须cavity等高加工,Φ35R5的刀XY pitch是刀具的60%,每层切,进给量为/min,求此刀具的取料量为多少?Q=(ae*ap*F)/1000Q=35*0.6*1.5*2000/1000Q=3/min七、每刃进给量的计算Fz=hm * √(D/ap )Fz:实施每刃进给量hm:理论每刃进给量 ap:Z pitch(mm) D:刀片直径(mm)例题 (前提depo XY pitch是刀具的60%)depoΦ35R5的刀,切削NAK80材料hm为0.15mm,Z轴切深1.5mm,求每刃进给量为多少?Fz=hm * √(D/ap )Fz=0.2*√10/1.5Fz=0.5mm八、冲模刀口加工方法刀口加工深度=板厚-刀口高+钻尖(0.3D)D表示刀径九、钻头钻孔时间公式T(min)=L(min)/N(rpm)*f(mm/rev)=πDL/1000vfL:钻孔全长N:回转数f:进刀量系数D:钻头直径v:切削速度如图孔深l钻头孔全长L则L=l+D/3T=L/Nf=πDL/1000vf钻头系数表fz十、管牙计算公式1英寸=25.4mm=8分例如25.4/牙数=牙距25.4/18=1.414牙距为5/16丝攻十一、马力(枪钻)W=Md*N/97.410W:所要动力(KW)Md:扭矩(kg-cm)N:回转数(r.p.m)十二、扭矩计算公式如下:Md=1/20*f*ps*r2f为进给量mm/rev系数r为钻头半径赛(mm)α:切削抵抗比值ps.在小进给时,一般钢为500kg/m㎡;一般铸铁为300kg/m㎡;此文档是由网络收集并进行重新排版整理.word可编辑版本!。
CNC常用计算公式

.CNC 常用计算公式一、三角函数计算θ=b/aθ=tan-1b/aθ=b/c Cos=a/c二、切削速度的计算Vc=(π*D*S)/1000Vc:线速度(m/min) π:圆周率(3.14159) D :刀具直径(mm) S:转速(rpm)例题. 使用Φ25的铣刀Vc为(m/min)25 求S=?rpmVc= πds/100025= π*25*S/1000S=1000*25/ π*25S=320rpm三、进给量(F值)的计算F=S*Z*FzF:进给量(mm/min) S :转速(rpm) Z :刃数Fz:(本质每刃进给)例题.一标准2刃立铣刀以2000rpm)速度切削工件,求进给量(F ..值)为多少?(Fz=0.25mm)F=S*Z*FzF=F=1000(mm/min)四、残料高的计算Scallop =(ae*ae)/8RScallop :残料高(mm) ae :XYpitch(mm) R 刀具半径(mm)例题. Φ20R10精修2枚刃,预残料高,求Pitch为多少?mmScallop=ae 2/8R0.002=ae 2/8*10五、逃料孔的计算Φ=√2R2X、Y=D/4Φ:逃料孔直径(mm) R刀具半径(mm) D :刀具直径(mm)例题. 已知一模穴须逃角加工(如图),所用铣刀为ψ10;请问逃角孔最小Φ10銑刀(0.0)为多少?圆心坐标多少?Φ=√2R2Φ=√2*52Φ=7.1(mm)X、Y=D/4..X、Y=10/4X、Y=mm圆心坐标为(2.5,-2.5)六、取料量的计算Q=(ae*ap*F)/1000Q:取料量(cm3/min) ae:XYpitch(mm)ap :Zpitch(mm)例题. 已知一模仁须cavity 等高加工,Φ35R5的刀XYpitch 是刀具的60%,每层切,进给量为2000mm/min,求此刀具的取料量为多少?Q=(ae*ap*F)/1000Q=35*0.6*1.5*2000/1000Q=63cm3/min七、每刃进给量的计算Fz=hm*√(D/ap)Fz:推行每刃进给量hm:理论每刃进给量 ap:Zpitch(mm) :刀片直径(mm)例题( 前提depoXYpitch 是刀具的60%)depo Φ35R5的刀,切削NAK80资料hm为,Z轴切深,求每刃进给量为多少?Fz=hm*√(D/ap)Fz=0.2*√.Fz=冲模刀口加工方法刀口加工深度=板厚-刀口高+钻尖(0.3D)D表示刀径钻头钻孔时间公式T(min)=L(min)/N(rpm)*f(mm/rev)=πDL/1000vfL:钻孔全长N:辗转数f:进刀量系数D:钻头直径v:切削速度如图孔深l钻头孔全长L则L=l+D/3T=L/Nf=πDL/1000vf系数表f直径mm进刀mm/rev12.8~25.25以上1英寸=25.4mm=8分25.4/牙数=牙距管牙计算公式比方25.4/18=1.414牙距为5/16丝攻马力(枪钻)W=Md*N/97.410W:所要动力(KW)Md:扭矩(kg-cm)N:辗转数(r.p.m)扭矩计算公式以下:Md=1/20*f*ps*f为进给量mm/rev系数r为钻头半径赛(mm)α:切削抵抗比值ps.在小进给时,一般钢为500kg/m㎡;一般铸铁为300kg/m㎡;审察: 拟定:陈永刚.。
铣削公式和定义-工程

铣削公式和定义-工程公式切削速度 (vc)(m/min)主轴转速 (n)(rpm)每齿进给量 (fz)(mm)金属去除率(Q)(cm³/min)工作台进给或进给速度 (vf)(mm/min)扭矩 (Mc)(Nm)净功率要求 (Pc) (kW)平均切屑厚度 (hm),。
用于直切削刃。
侧铣(mm)面铣(mm)在将工件中央对准铣刀放置时。
注意: arccos和arcsin用度表示特定切削力 (kc) (N/mm²)如果γ0未知,使用γ0= 0°,则公式变为:特定铣刀公式具有直切削刃的刀具在特定深度的最大切削直径(mm)。
面铣 (对中工件) 直切削刃和侧铣 (ae >Dcap/2) mm。
侧铣 (ae >Dcap/2) 直切削刃,mm。
使用圆刀片的刀具在特定深度的最大切削直径(mm)。
面铣圆刀片 (ae >Dcap/2)mm。
侧铣 (ae >Dcap/2) 和圆刀片 (ap<="" p="">球头立铣刀在特定深度的最大切削直径(mm)。
每齿进给量 (mm/齿),刀具对中。
每齿进给量 (mm/齿),侧铣。
内圆坡走铣 (3轴) 或圆弧铣 (2轴)计算公式周边进给率(mm/min)刀具中心进给率(mm/min)径向切深(mm)对于实体式工件, Dw = 0和 ae eff = Dm/2每齿进给量(mm)当扩孔时每齿进给量(mm)外圆坡走铣 (3轴) 或圆弧铣 (2轴)计算公式周边进给率(mm/min)刀具中心进给率(mm/min)每齿进给量(mm)铣刀主偏角– kr (度)主切削刃角 (kr) 是影响切削力方向和切屑厚度的主要因素。
刀具直径– Dc (mm)刀具直径(Dc)在PK部位上测量,主切削刃在这里与平行刃带相遇。
Dc 是在大多数情况下出现在订货号的直径,但CoroMill 300除外,它使用D3 。