Engineering Division Welding Procedure
英文焊接工艺规程 English
中国石油天然气管道科学研究院焊接技术中心WTC OF CPP文件编号Document No.:WPS-10013尼日尔原油管道工程站场焊接工艺规程Welding Procedure Specification forNiger Agadem Field Crude Oil Pipeline Project PlantA1 2010.05.27 For ApprovalJin Haicheng Sui Yongli Huang Fu XiangCNPC NIGER PETROLEUM .S.A.Niger Agadem Field Crude Oil Pipeline ProjectPage 1 of 15尼日尔原油管道工程焊接工艺规程列表LIST of WPS序号 ITEM工艺规程编号 WPS NO.评定编号 PQR NO.焊接工艺 PROCEDURE适用管径 Diameter适用壁厚 WALL THICKNESS填充材料CONSUMABLE MATERIALS 适用钢管 Suit pipeline页码 PAGE根焊 ROOT 填充/盖面 FILL/CAP 1 WPS-NREZC-S001 PQR-10044 SMAW+FCAW ≥323.9 4.8-19.1 GB/T 8110 ER50-6 AWS A 5.29 E71T8-K6 L360与L360 L360与16Mn 2 2 WPS-NREZC-S002 PQR-10045 GTAW+SMAW ≥168 4.8-19.1 GB/T 8110 ER50-6 GB/T 5117 E5015 L360与L360 L360与16Mn 4 3 WPS-NREZC- S003 PQR-10046 GTAW+SMAW ≥168 4.8-19.1 GB/T 8110 ER50-6 GB/T 5117 E4315 L245与L245 L245与20 6 4 WPS-NREZC-S004 PQR-10047 GTAW <168 4.8-19.1 GB/T 8110 ER50-6 GB/T 8110 ER50-6 L245与L245 L245与20 8 5 WPS-NREZC-S005 PQR-10048 GTAW <168 <4.8 GB/T 8110 ER50-6 GB/T 8110 ER50-6 L245与L245 L245与20 10 6 WPS-NREZC-S006 PQR-10049 GTAW Unlimited Unlimited GB/T 8110 ER50-6 GB/T 8110 ER50-6 L360与16Mn 12WPS-NREZC-S007PQR-10050GTAWUnlimitedUnlimitedGB/T 8110 ER50-6GB/T 8110 ER50-6L245与2014适用工程Project applied:尼日尔原油管道工程站场Niger Agadem Field Crude Oil Pipeline Project Plant编制单位Drafter Company:中国石油天然气管道科学研究院焊接技术中心WTC OF CPP焊接工艺Welding Process:GTAW(Root)+ FCAW(Fill、Cap)执行标准Reference Standard:SY/T 4103-2006焊接工艺指导书编号WPS No.:WPS-NREZC-S001评定编号PQR No: PQR–10044适用钢管Base MetalItem 材料1 material 1 材料2 material 2材质Type L360 L360 16Mn管径Diameter ≥323.9 ≥323.9壁厚Wall thickness 4.8-19.1 4.8-19.1适用填充材料F ill Material焊道Bead 根焊 Root 填充/盖面 Fill/Cap规范号AWS or GB Spec. GB/T 8110 AWS A 5.29类别Classification ER50-6 E71T8-K6推荐厂商Manmufacture Jin TaiJG-56 LINCOLN INNERSHIELD NR207+尺寸Size Ф2.0mm/Ф2.4mm Φ2.0 mm接头型式Joint Design:(图1 fig1、图2 fig2)接头型式Joint type:对接butt joint 坡口型式groove type:V型V type坡口角度groove angle:see fig1、fig2 钝边root face:1.0±0.4mm背垫backup:N/A 对口间隙root gap:2.5-3.5mm错边Misalignment:≤2.0mm 余高reinforcement:0-1.6 mm盖面焊缝宽Cap bead width:坡口上口每侧增宽Groove each side more than 0.5mm-2.0mm30±2.5°0-1.6mm1.0±0.4mm0.5-2.0mm母材1母材2母材 2母材 1母材 2母材 1T 0-1.6mm1.0±0.4mm15°-45°30°±2.5°Δt≥2.5mm图 1 接头型式joint design 图2 接头型式joint design注:可根据填充情况在立焊部位增加立填焊Stripper pass is adopted in the vertical position.焊接环境Welding Environment 焊前准备Welding preparation温度Temperature :≥5℃湿度Humidity :≤90%RH风速Wind Speed :钨极氩弧焊GTAW <2m/s自保护药芯焊丝电弧焊FCAW <8m/s焊接位置Pipe Position :5G 、6G对口方式Type of lin-up :外对口器或定位焊 E xternal Clamp orPosition weld预热及层间温度Pre-heating & Interpass Temp焊接设备equipment for welding预热温度Pre-heating Temp :无N/A 层间温度Interpass Temp :50-200℃根焊Root :下降外特性直流电源dropping characteristic DCPower Source填充/盖面Fill & Cap :具有平外特性的直流焊接电源+相应送丝机Constant-voltage DC Power Source + wire-feeder 保护气体Gas钨极Tungsten Electrode保护气体Gas :100% Argon (Root ) Ar 气体纯度argon gas purity :≥99.96%钨极类型Type :钍钨极或铈钨极Ce or Th 钨极尺寸Size :D=(2.0~3.2)mm技术措施Technique measure焊接方向welding direction :根焊上向,其它下向root uphill,other downhill (5G 、6G )焊工数量Number of welder :2名焊工2 welders 焊丝烘干Wire drying :不要求 N/A根焊结束与热焊开焊之间的最大时间间隔Max-time lapse between completion of root and start hot pass :≤10min.焊后热处理Postweld Heat Treatment :不要求 N/A焊接工艺参数Welding process parameter焊道Bead工艺Process填充金属Fillermetals 尺寸Size (mm) 极性Polarity电流Current(A) 电压Volt (V) 焊接速度Travel speed (cm/min) Argon fluid speed(L/min) Tungsten electrode length Air spout diameterArgonarc length (mm) Root GTAW ER50-6 2.4 DCEN 70-120 10-16 5-10 7-12 6-9 8-10 2-4 Fill FCAW E71T8-K6 2.0 DCEN 180-260 18-21 15-26 / / / CapFCAWE71T8-K62.0DCEN180-26018-2115-23////注:DCEN —表示焊条(焊丝)接电源负端DCEN means that electrode or wire negatively connected.施工措施Construction Measure焊缝坡口清理bevel cleaning : 焊前必须按照施工规范将坡口内外两侧各10mm范围内的铁锈清理干净。
管道焊接标准(中英文对照版)
WIS5 Welding Procedure

Welding Procedures
Approving the procedure: When the data has been collected, the procedure must be validated by producing a test weld, weld procedure test (WPT). A number of standards provides information with regards to approving a procedure, but normally this will require the WPT to be tested by NDT and mechanical testing. The locations and tests required will be given in the applicable code or standard Most codes and standards provide a report format to record the results
Welding Inspection
Weld Procedures Course Reference WIS 5
Welding Procedures (BS EN 288)
Welding Procedures
Producing a welding procedure involves: Planning the tasks Collecting the data Writing a procedure for use of for trial Making a test welds Evaluating the results Approving the procedure Preparing the documentation
Welding Procedure of 16M03
文件名称16MO3材料的焊接工艺文件编号 ARGE-002 File Name Welding Procedure of 16M03 File No. ARGE-002一、说明Ⅰ. General本焊接制工艺根据业主ARGE方提供的相关技术文件及德国标准DIN V 18800-7:2002要求编制,原工程用焊接计划书基本条款仍适用于16MO3钢结构的焊接及其它的相关作业,本工艺重点阐述16MO3材料钢构件焊接预热、后热、焊后热处理要求以及该钢种焊接重点控制事项。
This welding procedure is edit in accordance with relative technical documents offered by the owner ARGE and DIN-Standard Description in DIN V 18800-7:2002. Basic provisions in original engineering welding plan are also applicable in welding and other relative works of 16MO3 structure. This procedure focuses on describing pre-heat, post-heat and post-weld heat treatment as well as key controlling points of 16MO3 steel members.附属的16MO3焊接工艺数据卡(下文简称WPS)是本焊接计划书的基本组成部分。
Accessorial 16MO3 Welding Procedure Sheet (hereinafter WPS for short) is the main constituent of this welding plan.任何WPS的基本变量的变更都需要编制新的WPS。
焊接工艺规程-中英文
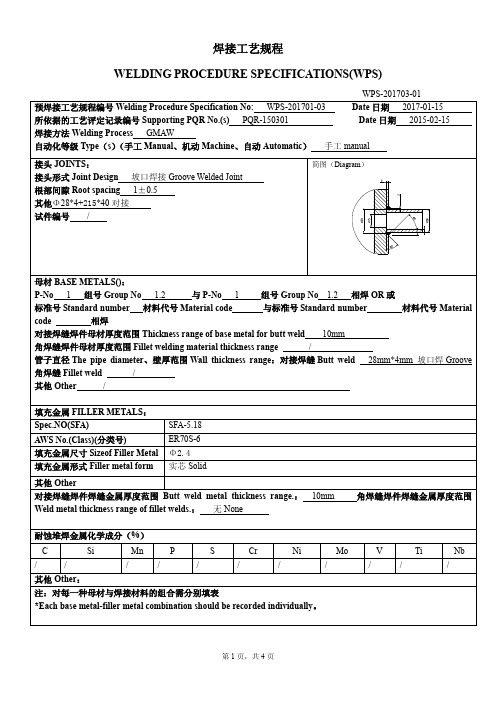
简图(Diagram)
母材 BASE METALS():
P-No 1 组号 Group No 1.2
与 P-No 1 组号 Group No 1.2 相焊 OR 或
标准号 Standard number 材料代号 Material code
与标准号 Standard number
材料代号 Material
/
电特性 ELECTRICAL CHARACTERISTICS:
电流种类 Current type 直流 DC
钨极尺寸和型号 Tungsten Electrode Size and Type φ2.5 WCe20
焊丝送进速度(cm/min) /
(按所焊位置和厚度,分别列出电流和电压范围,记入下表)
填充金属 Filler Metal
角焊缝 Fillet weld
/
其他 Other
/
填充金属 FILLER METALS:
Spec.NO(SFA) AWS No.(Class)(分类号) 填充金属尺寸 Sizeof Filler Metal 填充金属形式 Filler metal form
SFA-5.18
ER70S-6 Φ2.4 实芯 Solid
第 2 页,共 4 页
焊接工艺规程
WELDING PROCEDURE SPECIFICATIONS(WPS)
WPS-201703-02
预焊接工艺规程编号 Welding Procedure Specification No: WPS-201703-02
Date 日期 2017-01-15
所依据的工艺评定记录编号 Supporting PQR No.(s) PQR-150302
WPS-FILLET-0001

JOINT DESIGN USED 接头形式POSITION 焊接位置BASE METALS 母材ELECTRICAL CHARACTERISTICS 电弧特性FILLER METALS 填充材料Size 尺寸—Type 类型—SHIELDING 保护气体TECHNIQUE 技术PREHEAT 预热POSTWELD HEAT TREATMENT 后热250℃Max.最大AWS A5.18Trade No. 牌号喷嘴直径AWS Specification 规范AWS Classification 分类WELDING PROCEDURE SPECIFICATION 焊接工艺规程ZHANGJIAKOU CGE GEO-MACHINERY CO,LTD. 张家口中地装备探机-化机分公司GMAW 气体保护熔化极电弧焊Prequalified—LYER50-6AWS ER70S-6Material 材料Material Spec. 材料规格Thickness 厚度Diameter(Pipe) 直径(管)————Sing Pass 单层焊—Fillet 角焊—DCEP 直流反接CV 稳定电压输出Electrode Spacing 电极间距3mm —AWS D1.1 2008————short-circuting 短路过渡—1FVertical Progression 方向Joint Details 接头形式12-15mm —Time. 时间Preheat Temp.,Min. 预热Interpass Temp.,Min. 层间温度Heat Input(KJ/mm 2)Class 级别Diam.直径(mm)—Welding process(es) 焊接方法Supporting PQR No.(s) PQR 号Tungsten Electrode(GTAW)Gas Cup Size 15mmTravel Speed 速度(mm/min)Flow Rate气体流量(L/min)99.80%15L/min WELDING PROCEDURE 焊接程序Position of Groove 坡口焊CO 2Peening 锤击Backing Gouging 清根Backing Material 衬垫材料Backing 衬垫Volts 电压(V)Referring Specification 执行标准Transfer Mode(GMAW) 过渡形式Current 电流Arc length 电弧长度Power Source 电源Other 其它Q235B;Q345BAWS Group I ;AWS Group II3≤T ≤32mm钨电极(钨极氩弧焊)Stringer or Weave Bead 摆动宽度Electrode length 焊丝干伸长Multi-pass or Single Pass 多层/单层焊Number of Electrodes 电极数Temp. 温度Interpass Cleaning 层间清理Type&Polarity 极性Pass or Weld Layer(s)焊层Filler Metals 填充金属Current 电流 (A)Sing Pass 170-280DCEPER70S-6Process 方法GMAW1.4-2.930-331.215NotesApproved By 批准:Date 日期:Inspecting 检验:Prepared By 编制:Wangyan Date 日期:2012-8-28Owner 业主:Project 项目:煤矿纵放成套设备4763电缆槽张家口煤机厂1)Heat input shall not excess the max. value.不得超过规定的热输入。
机电工程施工现场常用英语单词集锦
机电工程施工现场常用英语单词集锦(原创)日常积累| 东方明珠1、人称名词:speciality n. 专业,特性,特殊性profession n.职业, 专业, 表白, 宣布profess vt.声称, 宣布,教, 教授professional n.专业人员, 职业艺人adj.专业的, 职业的type of work 工种scaffolder 架子工welder,solderer 焊工焊机locksmith 钳工fitter 钳工riveter[‘rivitE] 铆工electrician 电工rigger 起重工painter 油漆工temporary 临时工surveyor 测量员,检查员supervisor n.监督人, 管理人, 检查员cashier 出纳员maintainer 养护工,维护人员machinist 机修师,机修工人mechanic 机修工coverer 包装工人technician 技术engineer n. Vt工程师,设计mechanician 机械师, 技工, 机械工engineer in charge 主管工程师chief(general)engineer总工程师chief engineer 主任工程师,总工程师,总技师assistant chief engineer 副总工程师original adj.最初的, 原始的, 固有的, 本来的n.原物; 原作品; 原文; 正本in the original 用原文originate vt.引起, 发明, 发起, 创办vi.起源, 发生originator n.创作者, 发明人client [‘klaiEnt] n.顾客, 客户, 委托人representative n.代表; adj.典型的, 有代表性的enterprise n.企业, 事业corporation n. 法人, 公司, 企业incorporation n.结合, 合并, 组成公司division 部门; (机关的)科, 处, 司; (大学的)部section 机关的一个部门[处; 科; 股; 组]department 部分; 部门; [美]部; [英] 科, 局, 车间(学校)学部, 系2、工机具名词:warehouse n. 仓库vt.把...存入仓库storehouse /storeroom仓库storeman n.店主,仓库管理员warehouseman n.仓库管理人, 货栈主storage n.贮藏, 保管; 仓库;贮存器in stock在库存里, 备有现货, 有现货可卖take stock清点存货,清理, 审查, 鉴定(of)store away 贮藏起来Store vt.贮藏, 贮备, 存储n.商店, 店铺, 贮藏, 贮备;备用品,原料stock n. 积蓄, 积累, 储蓄; 存货, 贮存;原料, 材料,备料;股票vt.贮备,装把手于, 进货, 备有vi.采购reverse n 相反, 反面, 倒退,倒档adj.相反的, 倒转的, 颠倒的vt.颠倒, 倒转,(使)倒开reserve adj.预备的; 后备的; 限制的vt.储备;保存,保留;推迟,延迟;预定(约)n.贮藏(物); 储备; 保存(物); 保留preserve [pri’zE:v]vt.保护; 防护; 维护;保持; 维持; 支持;保管, 保存, 保藏,防...腐烂preservation [7prezE(:)’veiFEn] n.保存hold n.把握, 控制, 掌握vt.拿着, 保存, 支持, 占据, 持有, 拥有keep vt.保持,保存;保守(秘密);保藏,收藏, 防护使保持(某种状态);履行; 遵守; 防止, 预防in bad(low) keep 保存得不好in good(high) keep 保存得好open air stockyard 露天货场facility n.容易, 简易,便利, 设备, 工具Tool [tu:l]n.工具, 用具, 手段;器械,仪器多指“手工操作的简单工具”vt.用工具加工, 使用设备vi.使用工具toolhouse n.工具房toolbox 工具箱marking tool 划线工具measuring tool 测量工具, 量具maintenance tool 修理工具withdrawal tool 拆卸工具cutting-off tool 割刀, 切断刀(具)down tools 放下工具, 停止工作,静坐,罢工Instrument n. 仪器; 仪表,工具, 手段, 方法,器械,设备指“用于精细工作或科学技术的工具”calibrating instrument 校正仪器operating instrument 控制仪表machinary Tools 工机具Implement n.工具, 器具vt.贯彻, 执行,实现Appliance n.器[用, 工]具, 设备, 装置, 仪表, 器械, 附件spare parts备件wearing parts 易损件;磨损部分wearing adj.穿用的, 使疲惫的, 磨损的wearable adj.可穿用的, 可佩带的, 耐磨的n.衣服mechanism [‘mekEnizEm]n.机械装置, 机构static equipment 静设备dynamic equipment 动设备rotary equipment 转动设备rotary adj.旋转的, 转动的;循环的, 轮流的pneumatic adj. 气动的, 风动的electric adj.电动的, 电的manual adj.手的; 手工的automatic adj.自动的n.自动机械flatcar 平板车flatbed ,trailer拖车tanker n.油船, 运油飞机,加油车, 油[水]槽汽车, 水车;油罐tankcar 油罐[槽]车, (运, 洒)水车tankwagon 运水[油]卡车, 水车extinguisher n.熄灭者, 灭火器fire extinguisher 灭火器distinguish v.区别, 辨别hydrant n.消防栓, 消防龙头respirate [`respEreIt]vt.对…进行人工呼吸respirator [‘respEreitE]n.口罩; 防毒面具, 呼吸器fire extinguishing pump 消防用泵rating factor 额定因数boom [bu:m] n. 吊[挺, 起重]杆; 悬[转, 起重]臂, (伸)梁[臂]; 桁; 构[叉, 钻]架cantilever n.悬臂(梁), 伸臂, 突梁lift vt.提,吊,升高,提高,举起,空运lower vt.降低,降下,放下,减弱swing v.摇摆, 摆动, 回转, 旋转n.秋千, 摇摆, 摆动slew [slu:]v.回转slewer 旋转器, 回转装置, 回转式起重机luff v.使起重机吊杆起落(上下摆动)luffing 俯仰运动, 上下摆动,上下转动main boom length 主臂长度secondary boom 副臂working radius 工作半径safety factor 安全系数total weight 总重load distribution 荷载分布lifting capacity 吊装能力clasp n.卡环,钩环,钩子,别针vt.扣住,扣紧,抱紧sheave 滑轮; 滑车;皮带轮travelling block 动滑轮belt sheave 皮带轮block sheave 滑车guide sheave 导向滑轮[车]pulley sheave 滑车滑轮crane 起重机monorail crane 单轨起重机, 单轨吊monorail chain block 单轨链滑车monorail trolley 单轨手推车hoister 起重机卷扬机提升机绞车crawler crane 履带吊tower crane 塔吊gantry crane 龙门吊frame crane 龙门吊bridge crane 行车,桥式起重机overhead crane行车,桥式起重机travelling crane n.行车, 移动式起重机autocrane n.汽车吊(机); 汽车起重机truck crane 汽车吊chain block(hoist)手拉葫芦hand operated hoist手拉葫芦electric hoist 电动葫芦jack 千斤顶,起重机screw jack 螺旋千斤顶hydraulic jack 液压千斤顶forklift铲车, 叉车,叉式升降机lift电梯,升降机elevator n.升降[起卸, 起重, 升运, 提升]机, 电梯(=[英]lift);e起重工人winch n.绞车,绞盘,卷扬机vt.用绞车吊(拉)windlass n.绞车,卷扬机vt.用绞车吊起hoist n. 起重机; 升降机; 吊车; 卷扬机升高; 举起; 绞起vi.升起来; 扯起来vt.升起; 吊起; 抬起; 扛起; 举起hoisting 起重,提升qualify v.(使)具有资格, 使符合要求, 使合格,取得资格, 合格quality n.质量, 性质; 参数; 密度, 精度, 纯度qualification 资格, 条件, 技能; 技术指标;鉴定, 判定, 合格证明[证书], 资格证明书, 执照WQT =welder qualification test 焊工资格(技能)考试WPS = welding procedure specification焊接工艺指导书, 焊接工艺规程PQR = WPQR =welding procedure qualification report焊接工艺评定报告NCR non conformance report 不符合项报告FFR field find report 现场发现问题报告PMI positive metal identification 光谱分析PH=preheat 预热PWHT =postweld heat trearment焊后热处理HT = hardness testing 硬度试验NDT/NDE/NDI no-destructivetesting/examination/inspection 无损检测VT=visual testing 外观检查无损检测报告格式( MT、PT、RT、UT )PT penetration testing 液体渗透检测MT maganetic particle testing磁粉检测UT ultrasonic testing 超声波检测RT radiographic testing 射线照相检测(X光拍片)(前两者为表面检测,后两者为内部检测)welding source 焊接电源arc welding 电弧焊argon arc welding 氩弧焊gas welding 气焊oxygen weld 氧气焊接, 气焊tack welding 临时电焊,间断焊,预焊spot-welding 点焊shot weld 点焊intermittent welding 间断焊接continuous welding 连续焊接vertical welding 立焊horizontal welding 横焊overhead welding 仰焊downhand weld 平焊缝flat welding 平焊缝fillet welding 角焊缝groove weld 坡口焊butt weld 对接焊缝groove [^ru:v]n.凹槽,沟, 槽;vt.开槽于,挖沟chamfer n.斜面, 切角面, 槽, 圆角, 倒角vt.斜切,去...的角,在..上开槽[刻沟; 挖圆槽]; 在...上形成斜面uphill adj.上坡的;向上的adv.向上地downhill adj.下坡的, 倾斜的adv.往下position of groove 坡口位置welding progression 焊接方向welding process 焊接方法base metal母材filler metal填充金属travel speed焊接速度interpass 层间holding time temperature恒温时间reinforcement n. 余高,加固; 加固物,钢筋undercut 咬边slag inclusion 夹渣welding slag 焊渣blowhole / pore 气孔sand hole 砂眼crater 弧坑crack 裂纹welding beading 焊瘤oxide [Cksaid]n.氧化物[皮, 层]oil stain 油污mismatch 错口bending 弯曲heat penetration 加热深度; 热透(深度) full penetration 焊透incomplete/poor penetration 未焊透penetrate [penitreit]v.穿透, 渗透, 看穿penetration n.穿[渗, 浸,焊]透,渗透性crack n.裂缝v.(使)破裂, 裂纹flaw n.缺点, 裂纹vt.使破裂, 使有缺陷, 使无效vi.生裂缝, 变的有缺陷flawed 有裂纹的, 有瑕疵的,有缺陷的flawy 有缺陷的flawless adj.无缺点的, 无裂缝的bend (bent)v.弯曲, 专心于, 屈服n.弯曲bended adj. 弯曲的bendy adj. 易弯曲的,柔韧的stiff [stif]adj.硬的,稠的,艰难的,僵硬的,刚强的,拉紧的,不易弯曲的n. 普通工人;傻瓜;穷光蛋stiffen vt.使硬,使绷紧;使强硬[坚强];使粘[稠]stiffener n.使坚硬的人[物];硬化剂;刚性元件;兴奋剂;增强(勇气, 决心等)的东西dent n.凹痕,缺口v. 使凹下, 凹进, 削弱flaw detector 探伤仪, 裂纹探测器flaw detection 探伤检验, 裂缝检查solder n. Vt. 焊接,焊料welding n. 焊接法arc welder 电焊机arc welding machine 电焊机welder, solderer 焊工torch n.火把;喷灯;切割器; 焊炬; 气割炬(=flashlight)[英]手电筒vt.以喷火器溶解, 气焊, 气割cutting torch 割炬, 切割吹管electric torch 电筒; 电焊焊枪gas torch 气焊焊炬welding and cutting torch 焊割两用气焊枪gauge n.标准尺,轨距;容量, 限度, 范围v.精确测量;校准, 调整;评价rule 直尺square 直角尺平方tape n.卷[皮, 钢]尺;[布,胶]带, 绝缘胶[包]布;磁[纸,录音]带tape measure 卷尺band tape 卷尺tapeline[`teIplaIn]n.卷尺, 带尺steel measuring tape 钢卷尺cloth tape 布卷尺clearance gauge / feeler 塞尺Welding Feeler Gauge焊接检验尺dial gauge 百分表,千分表eye gauge 放大镜gradient,acclivitous 倾斜的gradienter /level instrument 水平仪water level 水准仪theodolite n.[测]经纬仪transit n. 经纬仪total station 全站仪plumb n.铅锤, 铅弹adj.垂直的vt.使垂直, 用铅增加重量, 探测vi.垂直screwdriver 螺丝刀plus driver 十字螺丝刀minus screw 一字螺丝刀plus adj. prep. 正的,加的。
洁净管道和管件焊接程序标准作业指导书

洁净管道和管件焊接程序标准作业指导书编写审核批准1. Purpose目的This SOP procedure describes the actions to be carried out to ensure the quality of the welding work. It covers the special requirements for Welding for IDEAL Service project.该标准作业指导程序描述了为确保焊接质量必须采取的措施。
它概括了所有Ideal’s服务的焊接工程项目的特殊要求。
The objective is to achieve a smooth, hygienic, clean profile to the bore side of Welds.目的是要实现一个光滑的、符合卫生要求的、干净的焊接表面。
Welds shall be in accordance to the requirements proper of design code mentioned in Engineer's drawing(s), document(s), requisition(s) and to the requirements outlined in this specification.焊接应该符合工程设计图纸、文件、工作单以及此技术说明书注明的要求。
The welding specifications and the inspection requirements are described in this SOP procedure.此标准作业指导程序将具体描述焊接说明和检查要求。
2. Scope范围Use of Orbital Welding shall be mandatory for welding on hygienic stainless steel tube, fittings and other process components. Only after approval of Project manager/Customer, the manual weld shall be realized.对于卫生型的不锈钢管道、管件和其他工艺部件强制性执行轨迹焊接。
配焊焊接工艺方案welding procedure

泵组配焊焊接工艺方案Welding procedure1.准备preparation:1.1按设计提供的图纸重新制作好部件并完成喷砂、底、中漆防腐;Fabricate the new parts according to the drawing then sandblast it and apply prime and middle coating;1.2焊前将焊缝周围30mm范围内的水分、油污、氧化铁、污物等杂质清理干净,露出金属本色;2. 现场配装2.1按HHF1600L泥浆泵组总装要求,待泵组装配时,组装配焊调节装置支座(HTBZ002.01.00)、限位块(BZ263.10)、护罩(BZ326.11.00);2.2定位焊焊接工艺参见表1的打底焊接工艺参数;要求同正式焊接一样保证各焊接条件;The backing welding parameter please refer to the chart 1 when conduct positioning welding; The welding conditions should be same as formal welding.2.3当定位焊接焊缝出现裂纹时,正式焊接前务必采用砂轮修磨清除缺陷;If there is crack appears when conduct positioning welding, the defect should be cleared by the grinder before formal welding.3.焊接welding根据设计提供材质、成份如下:需配焊的部件材料是Material:Q345D焊接工艺参数选择可根据相应的WPS进行,也可使用如下参数。
The welding parameter should comply with the related WPS,or using the following data.表1手工电弧焊的焊接参数Chart 1 welding data for square pipe welding place by manual arc welding4.校正、清理、检验:Rectify, Clean, Inspection:校正,用清渣锤、钢丝刷、锉刀清除焊缝表面的焊渣、飞溅。
Welding Procedures

NWHA Techical Workshop 2014
1
Cross Section of Turbine Assy.
NWHA Techical Workshop 2014
2
Purpose of this presentation
• Identify the what and why of welding procedures • Provide a general understanding of their purpose • To describe why they are imperative in Hydro • Convey an understanding of the complexity of complying with
NWHA Techical Workshop 2014
8
NWHA Techical Workshop 2014
9
NWHA Techical Workshop 2014
10
2009 Sayano–Shushenskaya power station accident
The 2009 Sayano–Shushenskaya hydroelectric power station accident occurred at 00:13 GMT on 17 August 2009, (08:13 AM local time) when Turbine 2 of the Sayano-Shushenskaya hydroelectric power station in Khakassia, Russia, broke apart violently. The turbine hall and engine (generator) room were flooded, the ceiling of the turbine hall collapsed, 9 of 10 turbines were damaged or destroyed, and 75 people were killed. The entire plant output, totaling 6,400 MW and a significant portion of the supply to the local electric grid, was lost, leading to widespread power failures. An official report on the accident was issued on 4 October 2009. Source: Wikipedia
支腿制作工艺Colum Fabrication Specification
Colum Fabrication Specification 支腿是轮胎吊的主要部件,与大梁及鞍梁联接,采用箱体结构,为便于现场安装,要求两端各放50mm拼装余量,且两端留一段长度不焊。
焊接直接影响构件变形,因此必须严格掌握焊接顺序,最大限度地减小变形量。
具体施工要求如下:Colums are the vital parts of RTG, connected to the girder and saddle bridge, they are box section for the convenience of on site installment. 50mm surplus for both sides, leave a certain area unwelded. The welding procedure shall be strictly controlled, minimize the deformation. See the details as follows:一、支腿腹板和翼板的拼接、放样、下料。
The joint, lofting and blanking of web plate and wing plate1、目前,我公司制作的轮胎吊支腿长度为20米,此构件的腹板及翼板均需进行拼接,拼板要求如下:The length of the colum of RTG made by our company is 20 meter, the web plate and wing plat shall be spliced as the following procedure:1)根据工艺提供的拼版示意图领用所需钢板。
Get ready necessary steel plates according to the diagram2)拼板前划出每块钢板各自的中心线,用符号表示,用拉紧的线检查平直度。
AW焊接工艺规程中英文对照模板

焊接工艺规程(WPS)WELDING PROCEDURE SPECIFICATION (WPS)公司名称 Company Name:焊接方法 Welding Process(es):PQR辅助文件号 Supporting PQR No.(s):采用的接头设计 JOINT DSIGN USED类型 Type:单面焊缝 Single [ ] 双面焊缝 Double Weld [ ]衬垫 Backing:是 Yes [ ] 否 No[ ] 衬垫材料Backing Materical:根部间隙 Rooting opening:钝边尺寸 Root Face Dimension:坡口角度 Groove Angle:半径 Radius (J-U):背部清根 Backing:是 Yes [ ] 否 No[ ]方法 Method:母材 BACE METALS材料规格 Material Spec.:类型或级别 Type or Grade:厚度 Thickness:坡口 Groove:角焊缝 Fillet:直径(圆管)Diamcter(Pipe):填充金属 FILLER METALSAWS 规定 AWS Specification:AWS 类别 AWS Classification:保护 SHIELDING焊剂 Flux:气体 Gas:焊丝—焊剂(等级)Electrode-Flux(Class):预热 PREHEAT预热温度,最低 Preheat Temp,Min:道间温度,最低Interpass Temp,Min:最高 Max:标识编号 Identification #:修改 Revision:日期Date:修改人 By:批准人 Authorized by:日期Date:类型Type—手工Manual[ ] 半自动semi-Automatic[ ]机械Machine[ ] 自动Automatic[ ]位置 POSITION坡口位置 Position of Groove:角焊缝 Fillet:立焊方向Vertical Progression:上行Up[ ] 下行 Down[ ]电特性 ELECTRICAL CHARACTERISTICS过渡形式(GMAW) Transfer Mode(GMAW) 短路 Short-Circuting:[ ] 熔滴Globular:[ ]喷射 Spray:[ ]电流 Current:交流 AC:[ ] 直流反接 GCEP:[ ]脉冲 Pulsed:[ ] 直流正接 DCEN:[ ]钨极(GTAW) Tungsten Electrode尺寸 Size:类型 Type:技术 TECHNIQUE直线或横向摆动喊道Stringer or Weave Bead:多道或单道(每边) Multi-pass or Single Pass(per side):焊丝数 Numbei of Electrodes:焊丝间隔Electrode Spacing 纵向Longitudinal:横向Lateral:角度 Angle:导电咀到工件距离 Contact Tube to Work Distance:锤击 Peening:道间清理 Interpass Cleaning:焊后热处理 POSTWELD HEAT TREATMENT温度 Temp.:时间 Time :。
焊接材料控制程序(中英文)

Procedure for Wel ding Materials Control焊接材料控制程序(ISO9001-2015)1. Purpose目的This procedure sets forth the management requirements for reception, storage, baking & drying, distribution and recycles of welding materials.本程序描述了焊接材料的验收、储存、烘干、发放与回收等的管理。
2. Applicable Scope范围The procedure is applicable for CV and module assembly and erection at HaiYang site of XXX Co. Ltd.本程序适用于公司CV和模块的组装及安装。
3. References参考文件ASME Section II Subsection C Edition 2001, including 2002 Addenda. ASME Ⅱ卷C篇 2001版,2002增补ASME Section Ⅲ Division 1 Subsection NE Class MC Components, Edition 2001, including 2002 AddendaASEM Ⅲ卷NE分卷 MC级设备 2001版,2002增补Quality Assurance Manual for Haiyang Project HY-QAM海阳项目质量保证手册 HY-QAM4. Responsibility职责4.1 Technical Department技术部4.1.1 Welding Engineer焊接工程师1) Be responsible for post training of baking operators;负责对焊材烘干员进行上岗培训;2) Be responsible for technical guidance of weld material drying;负责焊材烘干的技术指导;3) Prepare technical requirements for controlling of welding materials. 确定焊材控制的技术要求;4) Prepare welding materials requirement planning, distribution plan and distribution sheet of welding materials.编制焊接材料需求计划、分发计划和焊接材料领用单;4.1.2 Material Section物资组1) Be responsible for reception, storage, maintenance and distribution of welding materials.负责一级库中焊接材料的接收和贮存、保管和发放;2) Be responsible for providing quality certificates and verification report ( if applicable ) of welding materials提供焊接材料质量证明文件,如果有复验,还需提供复验报告;3) Be responsible for preparing and recording welding material release record for distribution from Level I to Level II warehouse, see appendix X for record form.编制并记录一级库中焊材发放记录, 记录样表见附件9。
07-WELDING EXAMINATION PROCEDURE

W e l d i n g E x a m i n a t i o n P r o c e d u r e1.General1.1This procedure applies to the pressure vessels which are fabricated in accordance withASME Code Section VIII Division 1.1.2This procedure does not include nondestructive examination procedure. The post weldnondestructive examination shall be performed by NDE Examiner in accordance with corresponding procedure.1.3The QC Inspector shall be experienced. The natural or corrected vision acuity of QCInspectors shall be capable of performing examination specified by this procedure.1.4The measurement and equipment used for examination shall be calibrated and be usedin the effective period.2.Examination In Shop Sites2.1Examination Items2.1.1To verify that the WPS to be used in production welding has been qualified.2.1.2To verify that the welder undertaking production welding has passed the qualificationcorresponding to the production welding.2.1.3In case the preheating is necessary, the QC Inspector shall check up the preheatingtemperature by using a thermometer.2.1.4To check up whether the welding material used in production welding is conformed tothe requirements of WPS.2.1.5To check up the surfaces to be welded and alignment tolerance.2.1.6To check up the gas gouging preparation.2.1.7To check up whether the welding variables, such as voltage and amperage, are incompliance with those specified in WPS.2.2Examination Requirements2.2.1No production welding shall be undertaken until the welding procedures to be used havebeen qualified. Only welders or welding operators who are qualified in accordance with Section IX shall be used in production weld.2.2.2No welding of any kind should be done when the temperature of the base metal is lowerthan –18℃. At temperature between 0℃ and –18℃, the surface of areas within 76 mm from the center of the welds should be heated to a temperature at least 16℃before welding is started. It is recommended that no welding be done when surfaces are wet or covered with ice, when snow is falling on the surfaces to be welded or during periods of high wind, unless the welders or welding operators and the work are properly protected.2.2.3The surface of the parts to be welded shall be clean and free of scale, rust, oil, grease,and other deleterious foreign material for a distance of at least 13 mm from the welding joint preparation for ferrous metals and at least 51 mm for nonferrous metals.2.2.4Alignment of section at edges to be butt welded shall be such that the maximum offsetis not greater than the applicable amount for the welded joint category under consideration, as listed in the Table 1 below except for quenched and tempered steel for which the UHT-20 shall be met. The section thickness is the nominal thickness of the thinner section at the joint.Table 1 – Alignment Tolerance2.2.5The edge preparation of reverse side of double-welded joint shall meet the requirementsbelow:(1)The edge preparation shall reveal sound metal and be smooth with the maximumdeviation 3 mm in any 1000 mm length.(2)The root of preparation shall not include any slag and other defects.(3)The edge preparation shall be free of abrupt ridges or valleys.(4)The bottom of edge preparation shall be formed like “U”. The radius of “U” shallbe greater than 4 mm and the bevel angle shall be greater than 12°.3.Examination of Finished Welds (Including Tack Weld and Repaired Weld)3.1Examination Items3.1.1Surfaces of finished weld shall be examined visually or by virtue of 5 times magnifier.3.1.2Weld size and thickness of weld reinforcement shall be examined by weld gage.3.1.3For finished butt weld with offset in alignment, after weld metal has been buildup, theQC Inspectors shall measure the taper by using rulers.3.2Examination Requirements3.2.1Tack weld shall meet the requirements as follows:(1)The length and interval of tack weld shall conform to the applicable constructiondrawings.(2)The tack weld shall exhibit no crack or any other defects.(3)If the tack weld shall be left in place, their stopping and starting ends shall beproperly prepared by grinding so that they may be satisfactorily incorporated intofinal weld.3.2.2Butt welded joints shall have complete penetration and full fusion. The surface of theweld may be left as welded provided the weld is free of coarse ripples, grooves, overlaps, abrupt ridges or valleys. A reduction in thickness due to the welding process isacceptable provided all of the following conditions are met.(1)The reduction in thickness shall not reduce the material of the adjoining surfacesbelow the minimum required thickness at any point.(2)The reduction in thickness shall not exceed 0.8 mm or 10% of the nominalthickness of the adjoining surface, whichever is less.3.2.3To assure that the weld grooves are completely filled so that the surface of the weldmetal at any point does not fall below the surface of the adjoining base materials, weld metal may be added as reinforcement on each face of the weld. The thickness of the weld reinforcement on each face shall not exceed that listed in Table 2.3.2.4In making fillet welds, the weld metal shall be deposited in such a way that adequatepenetration into the base metal at the root of the weld is secured. The reduction of the thickness of the base metal due to the welding process at the edges of the fillet weld shall meet the same requirements as for butt welds.3.2.5The QC Inspector shall check whether the identifying marks of welders or weldingoperators are correctly stamped in accordance with the requirements of the QC Manual.4.RecordsThe QC Inspector shall make appropriate records, and sign it to show as the result of examination.Table 2 – Maximum Reinforcement (mm)。
ISO 3834-2 焊接质量管理手册
1.公司简介Company Profile2.颁布令Statement为适应市场需要,增强公司竞争及管理能力,按照ISO3834-2《金属材料熔化焊质量要求-第2部分:完整质量要求》和EN1090-2 《钢结构和铝结构的施工- 第2部分:钢结构用技术要求》编制完成了《焊接质量管理手册》,现予以批准颁布实施。
本手册是公司ISO 9001质量管理体系的补充,是指导公司建立并实施完整焊接质量管理体系的纲领和行动准则。
全体员工必须遵照执行。
To meet the market requirements and strengthen competition and managing ability of the company, <Welding Quality Management Manual> has edited and completed according to ISO 3834-2 <Quality requirements for fusion welding of metallic materials- part 2: Comprehensive quality requirements> and EN 1090-2<Execution of steel structures and aluminium structures- part 2: Technical requirements for steel structures>. Now, it is authorized and brought into effect.This manual is the supplement document of the ISO 9001 quality management system, and the creed and action guideline for the company to establish and enforce the comprehensive quality requirements for welding. The staff of the company must comply and enforce it.总经理(签字):General Manager:3.焊接质量管理手册说明Welding Quality Management Manual Explanation 3.1 手册内容依据ISO3834-2、EN1090-2标准要求并结合本公司实际情况编制而成,包括:Content of the manual according to the requirements of ISO 3834-2 & EN 1090-2 standard, and we edited the manual combining with practice of the company, it includes:a)公司焊接质量管理体系的认证范围,包含ISO 3834-2、EN1090-2的全部要求。
管道焊接施工程序Pipeline Welding Procedure

管道焊接施工程序Pipeline Welding ProcedureCONTENT1. SCOPE (1)2. PURPOSE (1)3. REFERENCES (1)4. WELDING PROCESS FLOWCHART (1)5. REQUIREMENTS (2)6. WELDING DOCUMENTS AND RECORDS (6)ATTACHMENTUSEFUL FORMS (7)1. SCOPE 范围This procedure includes the requirements for the construction and quality control of the pipeline welding. It is applicable to assess the qualification of welders who perform the welding of Feedstock Storage Tanks Pipeline of XX.本程序包括对管道焊接的施工要求和质量控制。
适用于XX石化原料油罐工程的焊接工作。
The material of pipe is carbon steel, including A106 Gr B and 20#. 管的材质为碳钢A106 Gr B 和20# 钢等。
2. PURPOSE 目的The procedure provides some welding process and welding requirements, to ensure welding quality of pipe to meet requirements of contract and applied specification/standard to satisfy the owner.本程序为确保管线的焊接施工质量符合合同、适用规范和标准的要求,使业主满意,特制订焊接工艺和焊接要求。
【冶金工行业业类标准】4103-XXXX钢制管道焊接验收标准

SY/T 4103--2004钢质管道焊接及验收1 范围本标准适用于使用碳钢钢管、低合金钢钢管及其管件,输送原油、成品油及气体燃料等介质的长输管道、压气站管网和泵站管网的安装焊接。
适用的焊接接头型式为对接接头、角接接头和搭接接头,适用的焊接方法为焊条电弧焊、埋弧焊、熔化极及非熔化极气保护电弧焊、药芯焊丝自保护焊、气焊和闪光对焊,以及上述方法之间相互组合的焊接方法。
适用的焊接位置为固定焊、旋转焊,或者两种位置的结合。
本标准规定了对管道安装焊接接头进行破坏性试验验收标准、射线检测、超声波检测、磁粉检测及渗透检测验收标准。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是标注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 3091 低压流体输送用焊接钢管(ISO 559:1991,Steel Tubes for Water and Sewage Second Edition,NEQ)GB/T 3375 焊接名词术语GB/T 5117 碳钢焊条(ANSI/AWS A5.1:1991 Covered Carbon Steel Arc Welding Electrodes,EQV)GB/T 5118 低合金钢焊条(ANSI/AWS A5.5:1981 Low Alloy Steel Covered Arc Welding Electrodes,NEQ)GB/T 5293 埋弧焊用碳钢焊丝和焊剂(ANSI/AWS A5.17:1989 ,EQV)GB/T 8110 气体保护电弧焊用碳钢、低合金钢焊丝(ANSI/AWS A5.18:1979 ,Carbon Steel Filler Metals for Gas Shielded Arc Welding,NEQ)GB/T 8163 输送流体用无缝钢管(ISO 559:1991,Steel Tubes for Water and Sewage Second Edition,NEQ)GB/T 97ll.1 石油天然气工业输送钢管交货技术条件第一部分:A级钢管(ISO 3183:1996,EQV) GB/T 10045 碳钢药芯焊丝(ANSI/AWS A 5.20:1995, Carbon Steel Electrodes for Flux Cored Arc welding,EQV)GB/T 12470 埋弧焊用低合金钢焊丝和焊剂(ANSI/AWS A 5.23,NEQ)GB/T 13793 直缝电焊钢管(JIS G3444:1988, Carbon Steel Tubes for General Structural Purposes,NEQ)GB/T 14957 熔化焊用钢丝GB/T 14958 气体保护焊用钢丝GB/T 17493 低合金钢药芯焊丝(ANSI/AWS A 5.29:1980,EQV)JB/T 7902 线型像质计SY/T 0327 石油天然气钢质管道对接环焊缝全自动超声波检测(API STD 1104:1999,Weldingof Pipelines and Related Facilities,NEQ;ASTM E1961:1998, Standard Practice for Mechanized Ultrasonic Examination of Girth Welds Using Zonal Discrimination with Focused Search Units E,NEQ)SY/T 5038 普通流体输送管道用螺旋缝高频焊钢管(API SPEC 5L,Specification for Line Pipe,NEQ)国质检锅[2003]248号中华人民共和国国家技术监督局《特种设备无损检测人员考核与监督管理规则》API RP 2201 rocedures for Welding or Hot Tapping on Equipment in ServiceAPI Spec 5L 线管规范(API SPEC 5L,Specification for Line Pipe)API Std 1104 管道及相关设施的焊接(Welding of Pipelines and Related Facilities)ASTM E92金属材料维氏硬度的测试方法Standard Test Method for Vickers Hardness of MetallicMaterials E)ASTM E165 液体渗透剂检验的标准试验方法(Standard Test Method for Liquid Penetrant Examination) ASTM E709 粉检验指南(Guide for Magnetic Particle Examination)ASTM E1025用于放射学的孔型像质指示计的设计,制造(Standard Practice for Design,Manufacture,andMaterial Grouping Classification of Hole-Type Image Quality Indicators (IQI) Used for Radiology)ASTM E747用金属丝透度计进行射线实验的质量控制标准方法(Standard Practice for Design, Manufacture and Material Grouping Classification of Wire Image Quality Indicators (IQI) Used for Radiology)AWS A5.1 碳钢药皮电弧焊焊条(Covered Carbon Steel Arc Welding Electrodes)AWS A5.2 铸铁和钢质气焊焊丝 (Iron and Steel Oxyfuel Gas Welding Rods)AWS A5.5 低合金钢药皮电弧焊焊条 (Low Alloy Steel Covered Arc Welding Electrodes) AWS A5.17 埋弧焊碳钢焊丝及焊剂 (Carbon Steel Electrodes and Fluxes for Submerged-Arc Welding) AWS A5.18 气保护电弧焊碳钢填充金属(Carbon Steel Filler Metals for G as Shielded Arc Welding) AWS A5.20 碳钢药芯电弧焊焊丝(Carbon Steel Electrodes for Flux Cored Arc welding)AWS A5.28 气体保护电弧焊低合金钢填充金属(Low-Alloy Steel Filler Metals for Gas Shielded Arc Welding) AWS A5.29 低合金钢药芯电弧焊焊丝(Low-Alloy Steel Electrodes for Flux C ored Arc Welding)3定义3.1 业主 company工程的主管单位或建设单位,或由其委派或授权的单位或代表。
尺寸检查程序
Table of Contents目录1.Purpose目的................................................................................................................. 错误!未定义书签。
2.Scope范围.................................................................................................................... 错误!未定义书签。
3.Reference documents参考文件 ................................................................................... 错误!未定义书签。
4.Responsibilities职责 .................................................................................................... 错误!未定义书签。
4.1 Quality Management Department质量管理部 ...................................................... 错误!未定义书签。
4.2 Engineering Department工程部............................................................................. 错误!未定义书签。
4.3 Technical Department技术部 ................................................................................ 错误!未定义书签。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Engineering DivisionWelding Procedure1.0PurposeTo ensure appropriate controls are identified and maintained such that the Engineering Division’s mission to produce welded fabrications that meet or exceed project specifications as well as applicable codes and standards is fulfilled.This is accomplished through proper engineering of fabrications including materials, design and weld joint risk assessment, the employment of qualified welding procedures, qualified and authorized welding operators, appropriate weld inspection activities and the production and maintenance of records establishing that applicable codes and standards have been met.2.0 Revision HistoryRevision Number Date Description3.0 Persons AffectedApplies to all Engineering Division personnel involved in the engineering, design, specification and/or fabrication of welded components and assemblies.4.0 PolicyAssures compliance with LBNL Publication 3000 – Chapter 33, Welding, Joining and Thermal Cutting Policy5.0 Definitions•ANSI – American National Standards Institute•API – American Petroleum Institute•ASME – American Society of Mechanical Engineers•Authorized Welding Operator – A “Qualified” Welding Operator whom is specifically authorized by the Engineering Division to perform specific typesof welding operations•AWS – American Welding Society•Designated Weld Joint Risk Assessor – Person authorized by the Engineering Division Deputy Director for Mechanical Engineering to assess weld jointsand assign risk categories to them based on engineering, design, serviceenvironment and applicable codes and standards.•LBNL Qualified Welding Operator – One qualified to perform Negligible and/or Low Risk weld joints through a combination of one or more of thefollowing:o Educationo Work experienceo On the job trainingo Successful completion of mock-up weld joints•National Consensus Code Qualified Welding Operator - One holding current AWS, API and/or ASME welding qualification documents in specific weldingoperations•Qualified Welding Procedure – A written procedure that describes the various elements of specific National Consensus Code-bound welding procedures •Standard Welding Procedure – A written procedure that describes the various elements of welding procedures not governed by National Consensus Codes •Welding Operator – “Qualified” and “Authorized” Welders by craft as well as those performing welding work incidental to their craft6.0 Responsibilities6.1It is the responsibility of the Engineering Division Deputy Director forMechanical Engineering to assure compliance with this procedure.6.2It is the responsibility of the Designated Weld Joint Risk Assessors to assureeach weld joint is assessed and assigned a risk category.6.3Engineering Division Technical Managers are responsible for ensuring weldjoints are produced to specifications provided.6.4 Engineering Division Welding Operators are expected only to weld joints forwhich they are qualified and authorized as well as to produce fabrications thatmeet or exceed the specifications of the requestor.7.0Procedures7.1Weld Joint Risk Assessor Qualification7.1.1Weld Joint Risk Assessors are qualified to assess weld joints andassign weld joint risk categories based on weld joint serviceenvironment and applicable codes and standards, using a tieredsystem that includes one or more of the following criterion:•Education and formal training•Work experience•On the job training•Holding current Professional Engineer’s License7.2Weld Joint Risk Assessor Authorization7.2.1Authorized Weld Joint Risk Assessors are designated by theEngineering Division Deputy Director for Mechanical Engineeringbased on qualifications (above 7.1.1),7.3Weld-Joint Risk Assessment7.3.1All Engineering Division generated weld joints shall be assessedby a Designated Weld Joint Risk Assessor with considerationgiven for the type of weld joint, it’s service environment, the riskof failure and adherence to applicable codes and standards.7.3.2For non-Engineering Division generated welding work, thedivision making the request is responsible for providing weld jointrisk category assessments for each joint requested.7.3.2.1Engineering Division Designated Weld Joint RiskAssessors may be available to assist those requestorslacking Authorized Weld Joint Risk Assessors7.4Welding Operator Qualification7.4.1Welding Operators are qualified to perform specific weld jointtypes of specific weld joint risk categories using a tiered systemthat includes one or more of the following criterion:•Completion of all required safety training•Education and formal training•Work experience•On the job training•Successful completion of mock-ups or actual work projects that are subsequently inspected for weld-joint quality as appropriatefor the service environment and risk category of a given jointor joints•Holding current National Consensus Code welder qualification documentation7.5Welding Operations7.5.1All Engineering Division welding operations shall be Authorizedby a competent Authority and performed by “Qualified” WeldingOperators.7.5.2Upon determination of either negligible or low weld-joint riskassessment, that work may be performed by any EngineeringDivision Authorized Welding Operator working under StandardWelding Procedures for which they are Qualified.7.5.3Upon identification of medium and/or high weld-joint riskassessment, that work will be performed only by NationalConsensus Code Qualified Welding Operators working underqualified welding procedures.7.5.3.1National Consensus Code-bound welding work will beperformed only by Welding Operators holding currentNational Consensus Code Qualification documentation7.5.3.2Welding work governed National Consensus Codes andperformed by LBNL personnel is restricted to the type ofwelding specified in the National Consensus CodeQualification documents held by the Welding Operator. Noother code-bound work will be performed.7.6Materials7.6.1Where required by code or by weld-joint risk category assignment,certified parent materials will be used.7.6.1.1Maintenance of parent materials certification records willbe the responsibility of the requestor.7.6.2Where required by code or by weld-joint risk category assignment,certified weld filler materials will be used.7.6.2.1Maintenance of weld filler certification records will be theresponsibility of the requestor.7.6.3Where required by code or by weld-joint risk category assignment,certified weld shielding gases will be used.7.6.3.1Maintenance of weld shielding gases records will be theresponsibility of the requestor.7.6.4Purchased weld filler material is inspected to verify type, size andquantity match the requisition prior to storage or usage.7.6.5Engineering Division stores weld filler rods for welding areas in amanner designed to maintain the integrity of the material. Typicalweld filler materials stored and used are: 7018, and 6010 and 308electrodes as well as standard weld filler rod for GTAW weldingof aluminum, stainless steel, titanium, tantalum, molybdenum andcopper.7.7Quality Control7.7.1Welded joints and assemblies shall undergo quality controlmeasures using a tiered system based on weld joint serviceenvironment, weld joint risk category and applicable codes andstandards. Inspection activities shall comprise one or more of thefollowing criterion:•Visual inspection•Vacuum leak rate testing•Non-destructive testing (X-ray, ultrasound, etc.)•Destructive testing of sample joints (controlled bending andbreaking of joints)•Employment of certified welding inspectors•Employment of certified weld inspection laboratories7.8Prohibited Welding Operations7.8.1The LBNL Engineering Division does not perform welding onSafety Class (SC), Safety Significant (SS) or Vital Safety Systems(VSS), Structures, Systems and Components (SSC) as identified bycurrent Quality Assurance Programs (ref. 10 CFR 830 Subpart Aand DOE Orders 414.1B, Quality Assurance).7.9Document Control7.9.1 A record of currently LBNL and National Consensus CodeQualified Welding Operators and the procedures and weld jointrisk categories for which they are qualified to perform will bemaintained by the Engineering Division7.9.2 A record of all Standard and Qualified welding procedures will bemaintained by the Engineering Division7.9.3 A record of current National Consensus Code Welder Qualificationdocuments will be maintained by the Engineering Division7.9.4 A record of current Designated Weld Joint Risk Assessors and theweld risk categories they are authorized to assess will bemaintained by the Engineering Division7.10Procured Welding7.10.1In the event that National Consensus Code-bound welding isrequested and the Engineering Division accepts to subcontract thework, the vendor shall be required to provide all applicablecertification, inspection and testing documentation.7.10.2All such documentation will be delivered to and become theresponsibility of the requestor.7.11Safety Requirements7.11.1Safety permitting protocol, training, procedures and documents forwelding activities include:•Hot Work Permits•Confined Space Entry Permits•Radiological Work Permits7.11.2Additional safety and PPE requirements for eye protection, headprotection, protective clothing, respiratory protection, and hearingprotection are addressed separately in specific EHS programs:PPE, Respiratory Protection, and Hearing Conservation. Typicalcontrols and personal protective equipment used are appropriateopen ventilation, HEPA filtered and non-filtered local exhaust,weld rated lenses for eye protection, safety glasses, leather gloves,leathers, ear protection, respiratory protection, weld hoods/faceshield and weld blind screens as necessary.7.11.3Records of assessments for special safety requirements and theirmonitoring data are tracked in an electronic EH&S database. Foreach monitored project, a full description of the hazard, controls,employee name, similar exposure group (SEG), PPE, and results ofmonitoring is recorded in this database. The applicable exposurelimit, regulatory source of that limit, measured result, and notationof any exceedance is included.7.11.4All LBNL Engineering Division qualified and authorized weldingoperators complete appropriate EH&S training courses. Requiredtraining classes specific to the most common hazards encounteredin welding activities include:•Compressed Gas and Cryogen Safety (EHS0231)•Confined Space Hazards (EHS0275)•Hot Work Permit Training (EHS0535)•Fire Extinguisher Safety (EHS0530)•Fire Extinguisher Safety Retraining (EHS0531)•Lead Hazard Awareness Training (EHS0330)•Respirator Training (EHS0310)7.11.5Required EHS training for all employees is specified bycompletion of and minimum annual review/update of a Job HazardAnalysis. Training documentation is maintained in a database, withelectronic re-training reminders sent to employees and supervisors. Rev No. Approver Title Approver Signature DateV1.0 Mech. Engn. Department Head ____________________ ____________ References1) PUB 3000 – Chapter 33 Welding Joining and Thermal Cutting2) PUB 3000 – Chapter 12 Fire Prevention and Protection3) EHS0535 – Hot Work Permits4) PUB 3000– Chapter 4 Industrial Hygiene5) PUB 3000– Chapter 21 Radiation Safety6) PUB 3000– Chapter 19 Personnel Protective Equipment7) 29 CFR 1910.252, Welding, Cutting, and Brazing8) 8 California Code of Regulations (CCR) Article 90, Electrical Welding, Cutting and Heating9) DOE Order 420.1, Facility Safety10) DOE Order 440.1, Worker Protection Management for DOE Federal and ContractorEmployees11) NFPA Standard 51B, Fire Prevention in Use of Cutting and Welding Processes12) American National Standards Institute (ANSI) Standards Z49.1, Safety in Welding, Cuttingand Allied Processes13) Implementation Guide to DOE Orders 420.1 and 440.1, Fire Safety Program14) Energy Facility Contractors Group Contactor Alert on Potential Welding Program Issues15) American Society of Mechanical Engineers (ASME)16) American Welding Society (AWS)。