钻孔 8.7并锪平 12
《钳工》第六章-钻孔-锪孔-铰孔要点教学提纲

《钳工》第六章-钻孔-锪孔-铰孔要点教学提纲《钳工》第六章-钻孔-锪孔-铰孔要点第六章钻孔、锪孔、铰孔第一节基本概念用钻头在材料上加工孔,这一操作叫做钻孔;用锪钻把已有的孔扩大和在孔的端面或边缘上加工成各种形状的浅孔,叫做锪孔;为了提高孔的表面光洁度,用铰刀对孔进行精加工,叫做铰孔。
钻孔在机器制造业中是一项很普遍而又重要的操作。
在钻床上钻孔时,工件固定不动,为什么用钻头能从工件材料中钻出孔来呢?当我们在实践中仔细地观察,就会发现这是由于钻头在做两种运动所形成的(如图6—1)。
1.切削运动(主运动)——钻头围绕本身轴线作旋转运动,起切削作用。
2.进刀运动(辅助运动)——钻头对着工件作直线前进运动。
由于这两种运动是同时连续进行的,因而,钻头上每一点的工作轨迹呈螺旋线。
我们看到钻出的切屑成螺旋形的原因就在这里。
第二节钻头钻头由碳素工具钢或高速钢制成,并经淬火处理。
钻头的种类较多,大致可分为扁钻和麻花钻。
扁钻(如图6—2)的切削部分呈三角形,形状比较简单,因而可用工具钢自行锻造。
但由于它的导向作用差,钻深孔时不能自动排屑,刃磨后直径改变,所以应用不多。
下面主要介绍应用较普遍的麻花钻。
1.麻花钻的构造:麻花钻(如图6—3)分为直柄与锥柄两种(直径小于12毫米的钻头,尾部是圆柱形;直径大于12毫米的钻头,尾部一般是圆锥形,用莫氏锥度),它由下面三部分组成:(1)尾部——起传递动力和夹持定心作用。
(2)颈部——它是制造钻头时磨削钻头外圆的退刀槽。
上面标注钻头的材料、规格和标号。
(3)工作部分——包括钻头的切削和导向两个部分切削部分包括横刃、两个主切削刃和两个后面,起主要切削作用;导向部分在钻孔时起着引导钻头垂直钻进和修光孔壁的作用。
导向部分由四个部分组成:1)螺旋槽。
它是正确形成切削刃和前角,并起着排屑和输送冷却液的作用。
2)刃带和齿背。
在钻头的外表面,沿螺旋槽高出约0.5~1毫米的窄带,叫做刃带,刃带上面起副切削作用的是副切削刃。
钻床用正、反锪平面刀具
钻床用正、反锪平面刀具研究廖新华(湖南黑金时代长沙矿业有限公司长益机械厂,湖南宁乡410609)摘要:随着我国国民经济的不断提高,我国制造技术也在飞速发展,生产商对于数控机床的要求也越来越高,同时对机械产品的加工工艺和加工要求也在逐步加强。
随着计算机技术的进步,我国机械加工行业中更多的使用了数控机床,对于许多难以加工的部件,许多生产行业对机械的加工精度与生产效益提出了更高要求,这也对加工工艺与刀具提出了更高的要求。
现场生产过程中,合理选择和使用正、反锪刀,基本上可以解决常规加工中无法完成的孔加工。
就当前钻床用正、反锪平面刀具进行了简要介绍,为以后相关刀具选择提供有利的依据和参考。
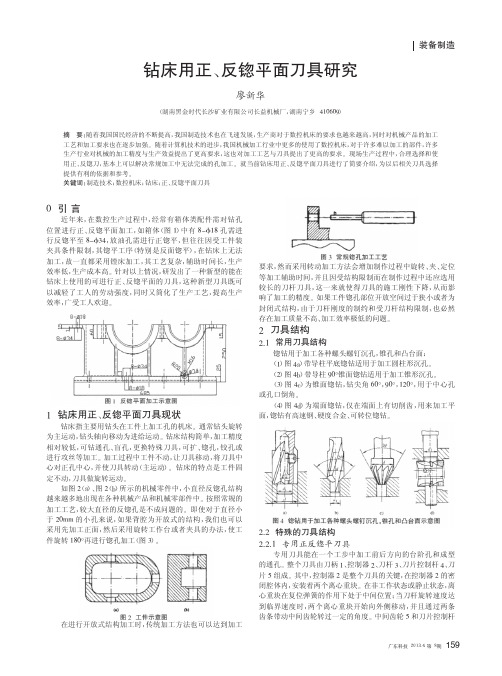
关键词:制造技术;数控机床;钻床;正、反锪平面刀具0引言近年来,在数控生产过程中,经常有箱体类配件需对钻孔位置进行正、反锪平面加工,如箱体(图1)中有8-准18孔需进行反锪平至8-准34,放油孔需进行正锪平,但往往因受工件装夹具条件限制,其锪平工序(特别是反面锪平),在钻床上无法加工,故一直都采用镗床加工,其工艺复杂,辅助时间长,生产效率低,生产成本高。
针对以上情况,研发出了一种新型的能在钻床上使用的可进行正、反锪平面的刀具,这种新型刀具既可以减轻了工人的劳动强度,同时又简化了生产工艺,提高生产效率,广受工人欢迎。
1钻床用正、反锪平面刀具现状钻床指主要用钻头在工件上加工孔的机床。
通常钻头旋转为主运动,钻头轴向移动为进给运动。
钻床结构简单,加工精度相对较低,可钻通孔、盲孔,更换特殊刀具,可扩、锪孔,铰孔或进行攻丝等加工。
加工过程中工件不动,让刀具移动,将刀具中心对正孔中心,并使刀具转动(主运动)。
钻床的特点是工件固定不动,刀具做旋转运动。
如图2(a)、图2(b)所示的机械零件中,小直径反锪孔结构越来越多地出现在各种机械产品和机械零部件中。
按照常规的加工工艺,较大直径的反锪孔是不成问题的。
即使对于直径小于20mm的小孔来说,如果背腔为开放式的结构,我们也可以采用先加工正面,然后采用旋转工作台或者夹具的办法,使工件旋转180°再进行锪孔加工(图3)。
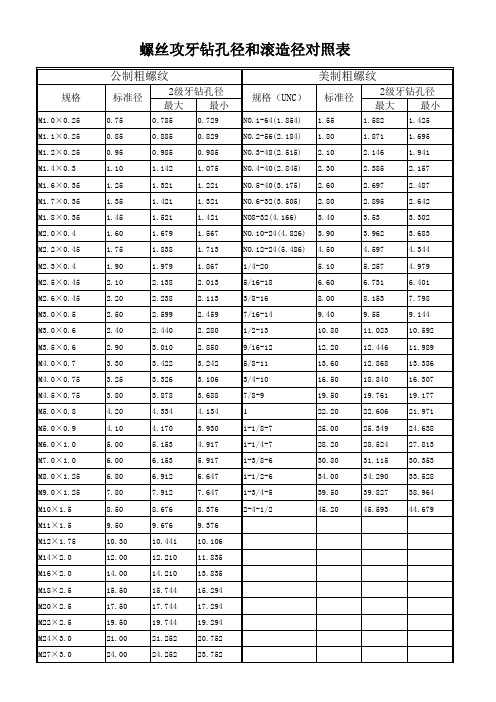
螺纹攻牙钻孔径和滚造径对照表
1.40 1.421 1.383 NO.4-48(2.845) 2.40
1.45 1.500 1.460 NO.5-44(3.175) 2.70
1.60 1.621 1.583 NO.6-40(3.505) 2.90
1.75 1.785 1.729 NO.8-36(4.166) 3.50
1.95 1.985 1.929 NO.10-32(4.826) 4.10
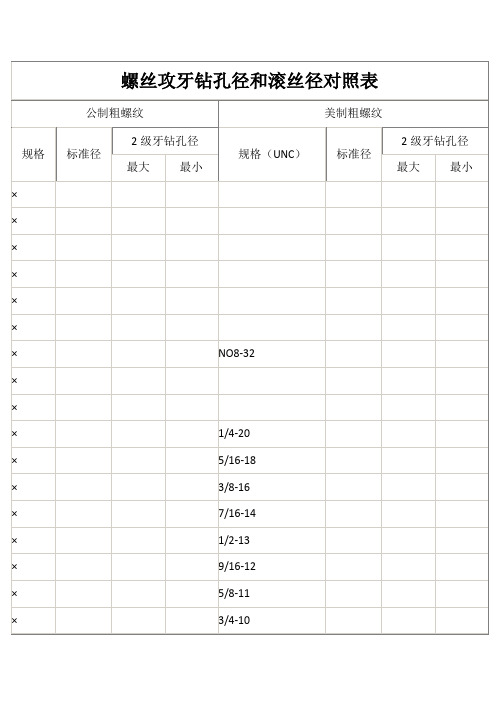
螺丝攻牙钻孔径和滚造径对照表
公制粗螺纹
标准径
2级牙钻孔径
最大
最小
0.75
0.785
0.729
0.85
0.8850.829来自0.950.985
0.985
1.10
1.142
1.075
1.25
1.321
1.221
1.35
1.421
1.321
1.45
1.521
1.421
1.60
1.679
1.567
1.75
1.838
2.05 2.061 2.001 NO.12-28(5.846) 4.60
2.20 2.221 2.121
1/4-28
5.50
2.20 2.246 2.186
5/16-24
6.90
2.70 2.721 2.621
3/8-24
8.50
3.20 3.221 3.121
7/16-20
9.90
3.50 3.599 3.459
螺丝攻牙钻孔径和滚造径对照表
公制细螺纹
美制细螺纹
标准径
16.00 16.00 16.50 17.00 18.00 18.50 19.00 20.00 20.50 21.00 22.00 22.50 23.00 23.00 23.50 24.00 24.50 25.00 25.50 26.00 26.00 26.50
钻孔扩孔锪孔铰孔教学课件

群钻
群钻(倪志福钻头)是共和国五十周年重大 发明之一,至今还是世界先进钻头,受到中 外专家高度重视。将标准麻花钻的切削部分修磨
成特殊形状的钻头。群钻是中国人倪志福于1953 年创造的,原名倪志福钻头,后经本人倡议改名为 “群钻”,寓群众参与改进和完善之意。标准麻花 钻的切削部分由两条主切削刃和一条横刃构成,最 主要的缺点是横刃和钻心处的负前角大,切削条件 不利。群钻是把标准麻花钻的切削部分磨出两条对 称的月牙槽,形成圆弧刃,并在横刃和钻心处经修 磨形成两条内直刃。这样,加上横刃和原来的两条 外直刃,就将标准麻花钻的“一尖三刃”磨成了 “三尖七刃”(见图)。修磨后钻尖高度降低,横刃 长度缩短,圆弧刃、内直刃和横刃处的前角均比标 准麻花钻相应处大。因此,用群钻钻削钢件时,轴 向力和扭榘分别比标准麻花钻降低30~50%和 10~30%,切削时产生的热量显着减少。标准麻花 钻钻削钢件时形成较宽的螺旋形带状切屑,不利于 排屑和冷却。群钻由于有月牙槽,有利于断屑、排 屑和切削液进入切削区,进一步减小了切削力和降 低切削热。由于以上原因,刀具寿命可比标准麻花 钻提高2~3倍,或生产率提高 2倍以上。群钻的三 个尖顶,可改善钻削时的定心性,提高钻孔精度。 为了钻削铸铁、紫铜、黄铜、不锈钢、铝合金和钛 合金等各种不同性质的材料,群钻又有多种变型, 但“月牙槽”和“窄横刃”仍是各种群钻的基本特
倪志福是上海川沙县人,1933年出生,父亲早 丧,母亲在上海一家纱厂当工人。为了糊口,11岁的 倪志福到上海美孚石油公司当了童工。上海解放的第二 年,党组织从苦大仇深的青工中挑选了一批骨干,送到 学校进行文化、政治、技术培训。倪志福毕业以后被分 配到北京永定机械厂当了钳工。他以饱满的政治热情和 高度的主人翁责任感投入了新中国的建设事业。195 3年夏天,车间接到一批高锰钢加工打眼任务。倪志福 起初用标准钻头打眼,一天竟烧坏了12支钻头,效率 很低。爱动脑筋的倪志福琢磨开了“没有金钢钻,揽不 了瓷器活”这句话,什么是攻克高锰钢的金钢钻呢?当 时厂里正在推广苏联席洛夫钻头。盛夏的夜间又热又闷, 为革新钻头急得吃不下饭、睡不好觉的倪志福,钻到热 得像蒸笼的车间里,照葫芦画瓢,也磨了一把席洛夫钻 头,一上机试车,新钻头刚打了一个眼就磨损了。他拿 着磨损的钻头,借着灯光翻过来倒过去地仔细琢磨,发 现每个用过的钻头的钻心部分外缘转角处都烧坏了。一 个大胆的设想诞生了,磨损和烧坏的部分不正是钻头的 薄弱环节吗?如果把钻头的薄弱点攻下来,它不就成了 一把无坚不摧的“金钢钻”了吗?倪志福兴奋了,赶紧 拿起一个磨损的钻头,用砂轮把磨损的部位磨成三个尖、 七个刃的形状,他用这把钻头连夜干了起来,奇迹发生 了,效率提高了,新钻头获得了成功。这件事轰动了全 厂,倪志福一时成为人们传颂的新闻人物。
螺丝攻牙钻孔径和滚丝径对照表
1 - 1/4 - 7
SM7/16-16
签名档:
英制管螺纹
英制管螺纹
美制管螺纹
规格
标准径
钻孔径
规格
标准径
有交牙部之长度(最小)中之毋螺牙内径
标准长度(最小)中之毋螺牙内径
规格
钻孔径
最大
最小
使用绞刀时
不用绞刀时
NPT
NPS
使用绞刀时
不用绞刀时
PS 1/16 - 28
PT 1/16 - 28
1-1/4-7
×
1-3/8-6
×
1-1/2-6
×
1-3/4-5
M10×
2-4-1/2
M11×
M12×
M14×
M16×
M18×
M20×
M22×
M24×
M27×
M30×
签名档:
螺丝攻牙钻孔径和滚丝径对照表
公制细螺纹
美制细螺纹
规格
标准径
2级牙钻孔径
规格(UNC)
标准径
2级牙钻孔径
最大
最小
最大
最小
×
×
×
×
×
1/16 - 27
PS 1/8 - 28
PT 1/8 - 28
1/8 - 27
PS 1/4 - 19
PT 1/4 - 19
1/4 - 18
PS 3/8 - 19
PT 3/8 - 19
3/8 - 18
PS 1/2 - 14
PT 1/2 - 14
1/2 - 14
PS 3/4 -14
PT 3/4 - 14
钻孔径
规格
滚丝径
金工实训实训23钻孔、扩孔、锪孔和铰孔

实训二十三钻孔、扩孔、锪孔和铰孔一、实训内容在板料上进行钻孔操作训练。
二、学习目标1.知识目标各种相关设备使用。
了解各种钻孔的特点。
了解各种钻孔加工工艺范围。
掌握钻头刃磨要领,保证刃磨姿势、站立动作、钻头几何形状及各种角度的正确性。
2.技能目标熟练掌握各种钻孔的基本操作方法。
能达到图样技术要求。
三、钻孔实训操作1.一般工件的加工方法钻孔前应把孔中心的样冲眼用样冲再冲大一些,使钻头的横刃预先落人样冲眼的锥坑中,这样钻孔时钻头不易偏离孔的中心。
1)起钻钻孔时,应把钻头对准钻孔的中心,然后启动主轴,待转速正常后,手摇进给手柄,慢慢地起钻,钻出一个浅坑,这时观察钻孔位置是否正确,如钻出的锥坑与所划的钻孔圆周线不同心,应及时借正。
2)借正如钻出的锥坑与所划的钻孔圆周偏位较少,可移动工件(在起钻的同时用力将工件向偏位的反方向推移)或移动钻床主轴(摇臂钻床钻孔时)来借正;如偏位较多,可在借正方向打上几个样冲眼或用油槽錾錾出几条槽如图6-47所示,来减少此处的钻削阻力,达到借正的目的。
无论用哪种方法借正,都必须在锥坑外圆小于钻头直径之前完成,这是保证达到钻孔位置精度的重要一环。
如果起钻锥坑外圆已经达到钻孔孔径,而孔位仍然偏移,那么纠正就困难了,这时只有用镗孔刀具才能把孔的位置借正过来。
3)限位钻不通孔时,可按所需钻孔深度调整钻床挡块限位,当所需孔深度要求不高时,也可用表尺限位。
4)分两次钻削当钻削直径大于30mm的大孔时,由于机床、刀具的强度和刚度等因素,一般要分两次钻削:先用0.5~0.7倍孔径的钻头钻削;然后再用所需孔径的钻头扩孔,这样可以减小轴向力,保护机床,同时也可提高钻孔质量。
5) 排屑钻深孔时,钻头钻进深度达到直径的3倍时,钻头就要退出排屑一次,以后每钻进一定深度,钻头就要退出排屑一次。
要防止连续钻进使切屑堵塞在钻头的螺旋槽内而折断钻头。
图6-47 用錾槽来借正试钻偏位的孔6)手动进给通孔将要钻穿时,必须减小进给量,如果是采用自动进给的,应改为手动进给。
倒档拔叉说明书

一、零件的工艺分析及生产类型确实定- 3 -1.1 零件的作用- 3 - 1.2 零件的工艺分析- 3 - 1.3 零件的生产类型- 3 - 二、毛坯的选择与设计- 4 -2.1 选择毛坯- 4 -2.2 确定机械加工余量- 4 - 2.3 设计毛坯图- 5 -三、加工方法和工艺路线的设计- 6 -3.1 定位基准的选择- 6 -〔1〕粗基准的选择- 6 - 〔2〕精基准的选择- 6 - 3.2 零件外表加工方法的选择- 6 - 3.3 制订工艺路线- 7 - 四、工序设计- 9 -4.1 选择加工设备与工艺装备- 9 -〔1〕选择机床- 9 - 〔2〕选择量具- 10 - 4.2 确定工序尺寸- 11 -〔1〕φ24端面加工余量- 11 - 〔2〕钻φ13、扩φ14H9孔- 11 - 〔3〕面加工余量- 11 -〔3〕钻09.007.8+φ孔- 12 -五、确定切削用量及根本时间- 13 -5.1工序3- 13 - 5.2 工序4- 13 -5.2.1确定钻φ13mm 孔的切削用量。
- 13 -5.2.2确定扩φ14H9)(043.00+孔的切削用量。
- 13 - 5.3工序6- 14 -5.3.1确定铣开挡底面圆柱面R15的切削用量- 14 -5.3.2 确定铣开挡底面圆柱面R19的切削用量- 14 -5.3.3确定开挡脚面的切削用量- 15 -5.4工序7- 15 -5.5 工序8- 16 -5.6时间确实定……………………………………………………………………………- 16 -六、夹具设计- 18 -七、设计小结- 19 -参考资料- 20 -摘要:工具是人类文明进步的标志。
自20世纪末期以来,与机械制造工艺自动化都有了长足的开展。
但工具〔含夹具、刀具、量具和辅具等〕在不断革新中,其功能仍十分显著。
机床夹具对零件的加工质量、生产率和生产本钱都有着直接的影响。
因此,无论传统制造还是现代制造系统中,夹具都是重要的工艺装备。
螺丝攻牙钻孔径和滚造径对照表

英 制 粗 螺 紋 規格(UNC) 滾造徑
NO.5 NO.6 NO.8 NO.10 NO.12 1/4 5/16 3/8 7/16 1/2 9/16 -40 2.70 -32 -32 -24 -24 -20 -18 -16 -14 -13 -12 2.95 3.60 4.09 4.75 5.50 6.98 8.45 9.89 11.39 12.87 2.67 - 2.91 - 3.57 - 4.05 - 4.70 - 5.45 - 6.93 - 8.40 - 9.83 - 11.32 - 12.80
M1.0× 0.25 0.86 0.88 ── M1.1× 0.25 0.96 0.98 ── M1.2× 0.25 1.06 1.08 ── M1.4× 0.3 1.24 1.25 ── M1.6× 0.35 1.41 1.43 ── M1.7× 0.35 1.51 1.53 ── M1.8× 0.35 1.61 1.63 ── M2.0× 0.4 1.78 1.80 ── M2.2× 0.45 1.95 1.98 ── M2.3× 0.4 2.08 2.10 ── M2.5× 0.45 2.25 2.28 ── M2.6× 0.45 2.35 2.38 ── M3.0× 0.5 2.73 2.75 ── M3.5× 0.6 3.17 3.20 ── M4.0× 0.7 3.62 3.65 3.69 M5.0× 0.8 4.56 4.60 4.64 M6.0× 1.0 5.45 5.50 5.55 M7.0× 1.0 6.45 6.50 6.55 M8.0× 1.25 7.31 7.38 7.44 M10× 1.5 9.18 9.25 9.32 M10× 1.25 9.31 9.38 9.44 M12× 1.75 11.04 11.12 11.21 M12× 1.25 11.31 11.38 11.44 注: 無槽溝絲攻之鑽孔徑,在上表所 列之數值,由於被加工材料之材 質、硬度、形狀、尺寸等之影響 ,多少會有所變動,因此於參考 上表之同時,亦請增減若干。
钻孔、扩孔、锪孔、铰孔

同时铰刀本身精度高,而且有校准部分,可
以校准和修光孔壁。铰孔时切削余量很小(粗 铰0.15~0.35mm,精铰0.05~0.15mm),切 屑变形也小,所以铰刀对切削变形影响不大, 铰削近似刮削,尺寸精度高,其加工精度一般 可达IT9~IT7(手铰甚至可达IT6),表面粗糙度 在Ra3.2~0.8μm或更小。
(2)麻花钻头的刃磨
①标准麻花钻的刃磨要求:
两刃长短一致,顶角对称。顶角符合要求, 通常为118°±2°。
获得准确、合适的后角。通常外缘处的后角为 10°~14°。?横刃斜角为50°~55°。
两主切削刃长度以及和钻头轴心线组成的两角 要相等。否则在钻孔时都将使钻出的孔扩大或 歪斜,同时,由于两主切削刃所受的切削抗力 不均衡,造成钻头很快磨损。
(3)由于容屑槽较小,故扩孔钻可作出较多 的刀齿,如整体式扩孔钻有3~4个齿。由于刀 齿棱边增多,导向作用大为加强。
(4)切削深度较小,这样切削角度可取较大 的值,使切削省力。在实际生产中,一般用麻 花钻代替扩孔钻使用。扩孔钻多用于成批大量 生产。
锪孔
用锪钻(或改制的钻头)进行孔口形面的加工操作。
常用的基本装夹方法如下:
①平正的工件可用平口钳装夹装夹时,应使工 件表面与钻头垂直。钻直径大于8mm孔时, 必须将平口钳用螺栓、压板固定。用虎钳夹持 工件钻通孔时,工件底部应垫上垫铁,空出落 钻部位,以免钻坏虎钳。②圆柱形的工件可用 V形铁对工件进行装夹装夹时应使钻头轴心线 与V形体二斜面的对称平面重合,保证钻出孔 的中心线通过工件轴心线。
两个主后面要刃磨光滑。
②标准麻花钻的刃磨方法
两手握法右手握住钻头的头部,左手握住柄部。
钻头与砂轮的相对位置钻头轴心线与砂轮圆柱 母线在水平面内的夹角等于钻头顶角的一半, 被刃磨部分的主切削刃处于水平位置。
钻孔、扩孔、锪孔加工工艺编程
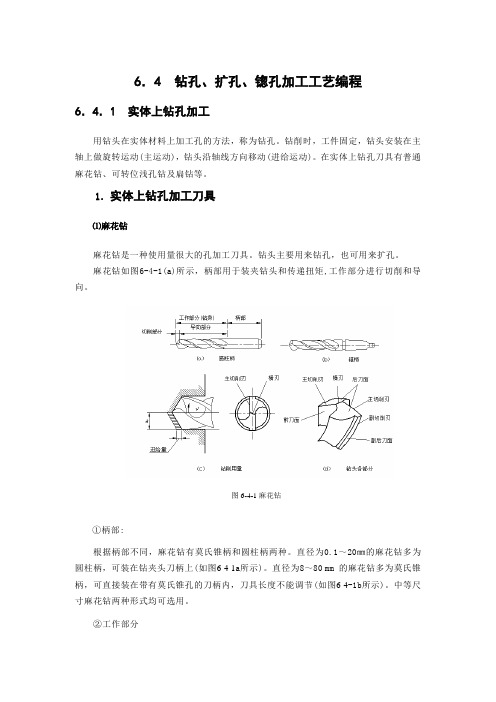
6.4 钻孔、扩孔、锪孔加工工艺编程6.4.1 实体上钻孔加工用钻头在实体材料上加工孔的方法,称为钻孔。
钻削时,工件固定,钻头安装在主轴上做旋转运动(主运动),钻头沿轴线方向移动(进给运动)。
在实体上钻孔刀具有普通麻花钻、可转位浅孔钻及扁钻等。
1.实体上钻孔加工刀具⑴麻花钻麻花钻是一种使用量很大的孔加工刀具。
钻头主要用来钻孔,也可用来扩孔。
麻花钻如图6-4-1(a)所示,柄部用于装夹钻头和传递扭矩,工作部分进行切削和导向。
图6-4-1麻花钻①柄部:根据柄部不同,麻花钻有莫氏锥柄和圆柱柄两种。
直径为0.1~20㎜的麻花钻多为圆柱柄,可装在钻夹头刀柄上(如图6-4-1a所示)。
直径为8~80 mm 的麻花钻多为莫氏锥柄,可直接装在带有莫氏锥孔的刀柄内,刀具长度不能调节(如图6-4-1b所示)。
中等尺寸麻花钻两种形式均可选用。
②工作部分工作部分又分为导向部分及切削部分。
导向部分:麻花钻导向部分起导向、修光、排屑和输送切削液作用,也是切削部分的后备。
切削部分: 如图6-4-1d所示:麻花钻的切削部分有两个主切削刃、两个副切削刃和一个横刃。
两个螺旋槽是切屑流经的表面,为前刀面;与孔底相对的端部两曲面为主后刀面;与孔壁相对的两条刃带为副后刀面。
为了提高麻花钻钻头刚性,应尽量选用较短的钻头,但麻花钻的工作部分应大于孔深,以便排屑和输送切削液。
图6-4-2钻引正孔刀具2.钻引正孔刀具在加工中心上钻孔,因无夹具钻模导向,受两切削刃上切削力不对称的影响,容易引起钻孔偏斜,因此一般钻深控制在直径的5倍左右之内。
一般在用麻花钻钻削前,要先用中心钻,或刚性好的短钻头,打引正孔,用以准确确定孔中心的起始位置,并引正钻头,保证Z向切削的正确性。
如图6-4-2所示刀具为常用于钻削引正孔的刀具,图6-4-2a是中心孔钻头,图6-4-2b刀尖角为一定角度的点钻,图6-4-2c是球头铣刀,球头面上具有延伸到中心的切削刃。
引正孔钻到指定深度后,不宜直接抬刀,而应有孔底暂停的动作,对引导面进行修磨(常常用G82循环加工引正孔)。
钻孔扩孔锪孔与铰孔(优秀文档PPT)
钻心处经修磨形成两条内直刃。这样,加 切削深度ap
钻孔一般属于粗加工,又是半封闭状态加工,摩擦严重,散热困难,加切削液的目的应以冷却为主。
上横刃和原来的两条外直刃,就将标准麻 (2)由于扩孔产生的切屑体积小,不需大容屑槽,扩孔钻可以加粗钻芯,提高刚度,工作平稳。 花钻的“一尖三刃”磨成了“三尖七刃”
硬质合金铰刀
vc =πDn/1000 m/min
群钻是把标准麻花钻的切削部分磨出两条 钻削黄铜时,还可避免切削刃过分锋利而引起扎刀现象。
按使用方式可分为 手用铰刀
铰削的切屑细碎,易黏附在刀刃上,甚至挤在孔壁与铰刀之间,从而刮伤加工表面,使孔径扩大。
对称的月牙槽,形成圆弧刃,并在横刃和 (1)由于中心不切削,没有横刃,切削刃只做成靠边缘的一段。
硬质合金钻头有整体式 和镶嵌式。 直径较小的常做成整体式; 直径较大的常做成镶嵌式,它是
在钻头切削部分嵌焊硬质合金刀 片 硬质合金刀片的材料是YG8或 YT2。
群钻是利用标准麻花钻头合理刃磨而成的 群钻是利用标准麻花钻头合理刃磨而成的生产率和加工精度较高、适应性强、寿命长的新型钻头。 生产率和加工精度较高、适应性强、寿命 钻孔时,应把钻头对准钻孔的中心,然后启动主轴,待转速正常后,手摇进给手柄,慢慢地起钻,钻出一个浅坑,这时观察钻孔位置
钻孔扩孔锪孔与铰孔
1.组成
麻花钻直径大于6~8 mm时,常制成焊接式。 其工作部分的材料一般用高速钢 (W18Cr4V或W6Mo5Cr4V2)制成,淬火后 的硬度可达62~68HRC。其柄部的材料一般 采 用45钢。
麻花钻由柄部、颈部和工作部分组成。
麻花钻的组成
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
标记签字日期标记处数签字会签(日期)
工 艺 设 备
审核(日期)工位器具名称
工位器具编号标准化(日期)机械加工工序卡片
设计(日期)
校对(日期)工步号
工 步 内 容
处数
更改文件号
更改文件号日期
3
精铣控制尺寸14H13
X62铣床
220
69.1
0.2
2
1
2粗铣控制尺寸10mm X62铣床15047.10.221辅
1装夹r/min
m/min
mm/r
mm
m/min
机动
主轴转速切削速度进给量切削深度进给次数工步工时工序工时/分准终
单
夹具编号
夹具名称切削液
专用夹具
设备名称设备型号设备编号
同时工件数
万能铣床
X62
1
毛坏种类毛坏外形尺寸每毛坏可制件数
每台件数
铸件69*64*9411第
车间工序号工序名称材料牌号机加工车间7粗铣槽底,再精铣槽ZG310-570产品型号零件图号A4产品名称
倒挡拨叉零件名称倒挡拔叉
共 页
第 页料牌号
0-570 台件数
1
工件数1
削液
工时/分
单件
步工时
辅助日期)。