汽车齿轮钢预先热处理工艺的研究
汽车齿轮的热处理工艺与质量控制

汽车齿轮的热处理工艺与质量控制汽车作为现代社会重要的交通工具,其性能和可靠性在很大程度上取决于各个零部件的质量。
而齿轮作为汽车传动系统中的关键部件,其质量更是至关重要。
其中,热处理工艺在汽车齿轮的制造过程中起着决定性的作用,它直接影响着齿轮的强度、硬度、耐磨性以及抗疲劳性能等。
同时,严格的质量控制措施也是确保齿轮质量稳定可靠的重要保障。
一、汽车齿轮的工作条件和性能要求汽车齿轮在工作过程中承受着巨大的载荷和复杂的应力。
它们需要在高速旋转的情况下传递动力,并且要在不同的工况下保持稳定的性能。
因此,汽车齿轮通常需要具备以下性能要求:1、高强度和高韧性:以承受弯曲、接触和冲击等多种应力,防止齿轮在工作过程中发生断裂或变形。
2、高硬度和耐磨性:减少齿面的磨损,延长齿轮的使用寿命。
3、良好的抗疲劳性能:能够经受长时间的循环载荷作用而不出现疲劳裂纹。
4、良好的齿面精度和表面质量:保证齿轮的传动平稳性和低噪声。
二、汽车齿轮常用的热处理工艺1、渗碳淬火渗碳淬火是汽车齿轮制造中应用最广泛的热处理工艺之一。
它是将齿轮放入含有碳源的介质中,在高温下使碳原子渗入齿轮表面,然后进行淬火处理,以获得高硬度、高耐磨性的表面和良好韧性的心部。
渗碳淬火后的齿轮表面硬度可达 58-62HRC,心部硬度则在 30-45HRC之间。
渗碳工艺通常可分为气体渗碳、液体渗碳和固体渗碳。
气体渗碳由于其可控性好、渗碳质量高而被广泛应用。
在渗碳过程中,渗碳温度、渗碳时间、碳势等参数的控制至关重要。
渗碳温度一般在 900-950℃之间,渗碳时间则根据齿轮的尺寸和要求的渗碳层深度来确定。
淬火工艺则通常采用油淬或水淬。
油淬可以减少齿轮的变形,但淬火硬度相对较低;水淬则可以获得更高的硬度,但变形较大。
因此,在实际生产中需要根据齿轮的具体情况选择合适的淬火介质。
2、感应淬火感应淬火是利用电磁感应原理,在齿轮表面产生涡流,从而迅速加热齿轮表面,然后进行淬火处理。
汽车齿轮使用的热处理工艺及其作用

汽车齿轮使用的热处理工艺及其作用一、热处理工艺的概念及作用热处理是通过加热、保温和冷却等工艺方法,使金属材料在固态结构下发生物理或物理化学变化,从而获得一定的组织和性能。
热处理可以改善金属材料的力学性能、物理性能和化学性能,提高材料的硬度、强度、韧性和耐磨性等。
二、汽车齿轮的热处理工艺1. 淬火淬火是指将汽车齿轮加热至临界温度以上,然后迅速冷却至室温。
这一过程能够使齿轮获得高硬度和强度,提高其耐磨性和抗疲劳性能。
淬火后的齿轮组织为马氏体组织,具有较高的硬度和韧性。
2. 调质调质是指将淬火后的齿轮加热至适当的温度,然后保温一段时间,最后在空气中冷却。
调质可以消除淬火过程中产生的内应力,提高齿轮的韧性和抗冲击性能。
调质后的齿轮组织为马氏体和回火组织的混合组织,既有一定的硬度,又有较高的韧性。
3. 淬火回火淬火回火是将淬火后的齿轮加热至一定温度,保温一段时间,然后在适宜介质中迅速冷却,最后再次加热至较低的温度进行回火。
淬火回火工艺能够使齿轮获得既有较高硬度,又有一定韧性和韧性的组织结构,提高齿轮的强度、韧性和耐磨性。
4. 等温淬火等温淬火是将汽车齿轮在加热至临界温度后保温一段时间,然后在适宜介质中迅速冷却。
等温淬火工艺能够使齿轮获得细小的马氏体组织,具有较高的硬度和强度,提高齿轮的耐磨性和抗疲劳性能。
三、热处理工艺对汽车齿轮的作用1. 提高齿轮的硬度和强度:通过热处理工艺,汽车齿轮的硬度和强度得到提高,能够更好地抵抗外界的冲击和压力,延长使用寿命。
2. 提高齿轮的耐磨性:热处理工艺能够使齿轮表面形成硬度较高的层,提高齿轮的耐磨性,减少磨损,提高传动效率。
3. 提高齿轮的韧性和韧性:通过热处理工艺,齿轮的组织结构得到调整,能够提高齿轮的韧性和韧性,增强其抗冲击性能。
4. 改善齿轮的尺寸稳定性:热处理工艺能够消除齿轮加工过程中产生的内应力,使齿轮的尺寸更加稳定,减少变形和变位。
5. 提高齿轮的抗腐蚀性:热处理工艺可以通过改变齿轮的组织结构,提高其抗腐蚀性能,延长使用寿命。
齿轮钢锻造及热处理工艺研究

齿轮钢锻造及热处理工艺研究作者简介:李荫现(1976.9--)男,汉族,江苏省泰州市人,本科,高级工程师,主要研究方向:金属材料的冷、热成形,预处理,产品最终热处理的工艺编制、开发;齿轮、模具等新材料的应用;齿轮、模具新工艺的研究和应用;异常失效件的分析和问题解决。
摘要:本文研究了普通正火、等温正火、锻造余热等温正火三种预热处理工艺对22CrMoH和20MnCr5齿轮钢锻件组织与性能的影响。
研究发现,采用22CrMoH钢和20MnCr5钢进行高温锻造,可获得良好的贝氏体组织,并可明显获取到大颗粒、高硬度的晶粒。
采用常规正火工艺处理合金渗碳钢,其组织结构和冷却速率较窄(6~9℃/min),生产中难以控制。
采用等温正火和锻造余热等温正火,在580~660℃范围内得到了最佳的组织和硬度。
更易控制生产环节;锻造余热等温正火得到的是铁素体、贝氏体组织。
介绍了余热等温正火工艺参数的优化方法,即控制余热等温正火工艺的三个主要工艺参数。
依据齿轮形状和零件尺寸,对其等温前冷却速度、温度和时间三个工艺参数进行了合理选择。
对铁素体加珠光体平衡组织进行了研究,并分析了等温锻造余热正火组织对表面加工性和后续热处理性能的影响。
通过后续加热,奥氏体晶粒保持稳定均匀,获得了理想的正火组织。
因组织、硬度适宜,零件加工性能良好,渗碳变形稳定。
本文以22CrMoH钢,20MnCr5钢零件为例,进行了实际生产,采用余热等温正火新工艺,节能降耗,经济效益显著,具有很高的实用价值。
正火成本从每公斤0.35元降至每公斤0.22元。
关键词:汽车齿轮钢;预热处理;普通正火;等温正火;锻造余热等温正火引言汽车制造中,齿轮是必不可少的,每一个齿轮,特别是后桥齿轮,变速齿轮的质量如何,直接影响着整个传动系统和整车的可靠性。
公司所生产的汽车后桥减速器为中、轻、重三种类型,常会出现安装困难、噪音大、齿面磨损等问题。
根据调查结果得知,总成质量的主要影响因素之一就是齿轮渗碳淬火后形成的变形波动,导致齿轮产品接触区发生偏移。
汽车齿轮锻造毛坯预热处理工艺的改进概要

收稿日期:2001年7月汽车齿轮锻造毛坯预热处理工艺的改进第一汽车集团公司热处理厂(长春130011 徐德惠牟宗山摘要:介绍了低碳合金渗碳钢齿坯预热处理工艺的现状,讨论了钢件的正火组织和硬度对切削加工性能及渗碳淬火变形的影响,提出应推广应用等温正火技术以改进齿坯预热处理质量。
关键词:齿轮, 预热处理, 等温正火, 显微组织Improvement of Preheating T reatment Process of Automobile Gear Forging BlanksXu Dehui et alAbstract:The present status of the preheating treatment process for case hardened steel gear blanks i s in troduced.The influ ences of the normalized structure and hardness of steel workpiece on its cutting performance and deformation after carburizin g and q uenching are discussed.It is suggested that the isothermal normalizing technology should be promoted to increase the preheating treatmen t quality of gear blanks.Keywords:gear, preheating treatment, isothermal normalization, microscopic structure1 汽车齿轮锻造毛坯预热处理工艺现状汽车齿轮通常采用低碳合金渗碳钢制造,齿轮毛坯(简称齿坯一般需经过锻造预热处理切削加工渗碳淬火回火等多道冷、热加工工序,以获得较高的表面硬度和较好的芯部韧性,使成品齿轮具有耐磨、耐疲劳、耐点蚀等优良性能。
汽车变速箱齿轮钢的选择及热加工工艺设计.

攀枝花学院学生课程设计(论文)题目:汽车变速箱齿轮钢的选择及热加工工艺设计学生姓名:学号:所在院(系):材料工程学院专业:材料科学与工程班级:指导教师:职称:副教授2015年12月21日攀枝花学院教务处制攀枝花学院本科学生课程设计任务书注:任务书由指导教师填写。
1 引言随着我国交通运输业的快速发展,汽车工业正面临着难得的发展机遇,特别是自80年代以来,国外先进车型及生产技术的引进,使我国的汽车制造水平得到了很大提高。
变速箱齿轮作为汽车的重要零部件,从材料选择到生产工艺都发生了巨大变化。
其中重型汽车齿轮由于模数差距大、承受负荷重、对材料和热处理工艺要求高,因而在国产化时需要从影响齿轮质量的几个因素认真地加以分析和探讨。
2 重型卡车变速箱齿轮的综合性能分析2.1 变速箱齿轮服役条件分析齿轮在汽车变速箱中起传递运动和动力的作用。
⑴齿轮工作时,通过齿面的接触来传递动力。
两齿轮在相对运动过程中,既有滚动,又有滑动。
因此,齿轮表面受到很大的接触疲劳应力和摩擦力的作用。
在齿根部位受到很大的弯曲应力作用;⑵高速齿轮在运转过程中的过载产生振动,承受一定的冲击力或过载;⑶在一些特殊环境下,受介质环境的影响而承受其它特殊的力的作用。
因此,齿轮的表面有高的硬度和耐磨性,高接触疲劳强度,有较高的齿根抗弯强度,高的心部抗冲击能力。
2.2 齿轮力学性能分析因齿轮形状复杂,且使用工况很复杂,所以随着齿轮加工制造技术的发展,硬齿面齿轮在国内及国际汽车行业被普遍使用。
这是由于汽车变速箱齿轮不仅要求强度高、韧性好、耐磨性高,而且要能保证在齿轮截面上获得足够的淬硬层,以保证齿轮的综合力学性能。
同时要求齿轮材料淬透性带宽较窄,在较缓慢的冷却速度下就可以获得所需组织,保证齿轮热处理后变形小。
3 重型卡车变速箱齿轮的加工工艺流程分析3.1 预备热处理通常20CrMTi选用正火或调质处理作为预备热处理,其目的是降低钢的硬度,提高塑性,以利于切削加工;细化晶粒,均匀钢的组织及成分,改善钢的性能,为以后的热处理作准备;消除锻造应力,防止变形和开裂,保证齿形合格。
我国汽车用齿轮钢性能及其热处理技术的现状

关键词 : 汽车行业 ; 齿轮钢 ; 性 能; 热处理技术
中图分类号 : U 4 6 5 . 1 1 1 ; T G1 5 6
文献标识码 : B
文章编号 : 1 6 7 2 - 5 4 5 X( 2 0 1 3) 0 6 — 0 1 6 4 - 0 4
齿轮是汽车的主要传动部件 ,在传递动力和改 几个方面的性能 : 变速度 的运行过程中 ,一对齿轮的啮合面之 间既有 ( 1 ) 末端淬透性带窄 , 离散度小 滚动, 又有滑动 , 同时齿根部还将受到脉冲和交变弯 末端淬透性是评价齿轮用钢的最主要 的技术指 曲应力 的作用 。齿 面和齿根在上述不 同应力作用下 标 , 根据齿轮 的不同使用部位 , 要求齿轮钢具有足够 以确保齿轮渗碳 导致不同的失效模式 , 主要分以下几种 : 啮合齿 面间 的心部淬透 陛和 良好的渗层淬透性 , 相对滑动而产生的齿面磨损 ,齿面上的接触应力超 淬火时表层和心部不 出现过冷奥氏体分解产物 , 同时 过 了材料疲劳极限而产生的接触疲劳及齿根部受到 较窄的淬透性能使得齿轮热处理后 的变形范围小 , 因 最 大振 幅的脉冲和交变弯 曲应力作用产生 的弯 曲疲 此末端淬透性 的稳定与否对齿轮热处理后变形 的大 劳。齿轮在三种应力作用 的工作环境 中高速运转 , 要 小影响很大 , 淬透性带越窄 , 离散度越小越利于齿轮 求齿轮要具有 良好的综合性能。而对于重载汽车 , 由 的加工及提高啮合精度 , 而淬透性带宽的控制主要取 于我 国的工况较差和超载使用较严重 ,而且短期 内 决于化学成分 的精确控制及成分的均匀性【 1 ] 。 无法克服等因素 的影响 ,这就使齿轮还要承受较大 ( 2 ) 晶粒 细小 均匀 的过 载 冲击 载 荷 。 奥 氏体 晶粒尺寸是衡量齿轮钢质量的另一重要 综 上 所 述 ,汽 车 齿 轮不 但 要 有 良好 的 强韧 性 和 指标。细小均匀 的奥氏体 晶粒对稳定钢材的末端 淬 耐磨性 , 还要有能承受高 的弯曲应力 、 接触应力和抗 透性 , 减少齿轮热处理后的变形 , 提高渗碳钢 的脆断 过载抗冲击 的能力 。除了设计等非冶金 因素影 响齿 抗力具有重要意义 。晶粒粗化使渗层碳浓度相对增 轮的使 用寿命外 ,齿轮材料本身也是影响齿轮承载 高 , 导致脆性增加 , 使弯曲强度下降 , 齿面容易剥离 。 情况和寿命 的最关键 因素 ,以下概述 了我 国汽车用 如果 出现混 晶,有可能使齿牙之间的热处理变形失 齿轮钢性能及其热处理技术 的现状 。 去规则而无法配对【 2 1 。晶粒细化主要通过添加一定量 的细化 晶粒元素 , 如A l 、 T i 、 N b 等来 达到 , 而实 际产 品的晶粒能否细化还要取决 于炼钢后 的锻 、 轧、 热处 1 汽车用齿 轮钢的性能 品质 要求 理工艺是否合理。
汽车齿轮热处理工艺的研究
山东农业工程学院学报2019年第36卷第4期0.前言众所周知,齿轮是我们每一辆汽车传动系统中最为重要的部分之一。
齿轮的作用就是传递动力,同时还可以改变汽车的速度与方向,由此我们可以发现齿轮的重要性。
正是因为齿轮在汽车中的重要作用,就决定了我们在生产汽车齿轮时会有着较高的技术要求和较为复杂的技术工艺。
我们需要清醒的认识到,国内的汽车齿轮制造工艺与质量,同发达国家的同类产品两相比较尚存在不小的差距。
因此,我们十分有必要先对汽车齿轮的热处理工艺有充分的认知。
1.汽车齿轮热处理工艺概述通常我们的汽车齿轮生产,一般是采用低碳合金渗碳钢进行生产。
汽车齿轮的制造工序大致上会有以下几个步骤:第一步是进行齿轮毛坯的锻坯,第二步是进行预先热处理;第三步是切削加工;第四步是渗碳猝火;第五步是精加工等多次冷热加工工序。
通过上述制造流程就会获得具有较高硬度的表面,同时齿轮的心部韧性也会较好。
以上的制造工艺会使得齿轮具有以下几个品质:一是具有较强的耐磨性,二是具有较强耐疲劳性;三是具有较强的耐腐蚀性。
1.1预先热处理工艺在汽车齿轮制造过程中,预先热处理工艺是一项较为重要的生产步骤。
预先热处理工艺是为了使得汽车齿轮锻造的毛坯拥有较好的锻件表面硬度,以此作为第二次热处理的前提。
目前,大部分传统的预先热处理的工艺方式是采用了正火处理。
这种工艺方式最大的优处就在于,它对设备的要求相对较低,不需要大型加工设备,而且生产单品的能耗较少,也不需要过于复杂的工艺要求。
因此,正火处理工艺在生产中运用较为广泛。
然而,这种处理工艺也有不少的弊端,就是会使得汽汽车齿轮热处理工艺的研究程正翠(安徽工业经济职业技术学院安徽合肥230051)【摘要】自1886年,人类发明了世界上第一辆汽车,直至今日我们有了100多年的汽车制造经验。
当前,汽车制造工业已经成为了全球主要国家经济的支柱产业。
虽然我国的汽车制造工业时间并不很长,但是经过半个多世界的追赶,尤其是改革开放后我们的汽车制造工业已经达到了世界领先水平。
汽车齿轮热处理工艺

汽车、拖拉机的变速箱齿轮多半用低碳渗碳钢制造,而机床变速箱多半用中碳(合金)2011-4-10 21:07提问者:991495331|浏览次数:289次我来帮他解答2011-4-11 11:10满意回答合金渗碳钢1. 用途主要用于制造汽车、拖拉机中的变速齿轮,内燃机上的凸轮轴、活塞销等机器零件。
这类零件在工作中遭受强烈的摩擦磨损,同时又承受较大的交变载荷,特别是冲击载荷。
2. 性能要求(1) 表面渗碳层硬度高,以保证优异的耐磨性和接触疲劳抗力,同时具有适当的塑性和韧性。
(2) 心部具有高的韧性和足够高的强度。
心部韧性不足时,在冲击载荷或过载作用下容易断裂;强度不足时,则较脆的渗碳层易碎裂、剥落。
(3) 有良好的热处理工艺性能在高的渗碳温度(900℃~950℃)下,奥氏体晶粒不易长大,并有良好的淬透性。
3. 成分特点(1) 低碳:碳含量一般为0.10%~0.25%,使零件心部有足够的塑性和韧性。
(2) 加入提高淬透性的合金元素:常加入Cr、Ni、Mn、B等。
(3) 加入阻碍奥氏体晶粒长大的元素:主要加入少量强碳化物形成元素Ti、V、W、Mo等,形成稳定的合金碳化物。
4.钢种及牌号20Cr低淬透性合金渗碳钢。
这类钢的淬透性低,心部强度较低。
20CrMnTi中淬透性合金渗碳钢。
这类钢淬透性较高、过热敏感性较小,渗碳过渡层比较均匀,具有良好的机械性能和工艺性能。
18Cr2Ni4WA和20Cr2Ni4A高淬透性合金渗碳钢。
这类钢含有较多的Cr、Ni 等元素,淬透性很高,且具有很好的韧性和低温冲击韧性。
5. 热处理和组织性能合金渗碳钢的热处理工艺一般都是渗碳后直接淬火,再低温回火。
热处理后,表面渗碳层的组织为合金渗碳体+回火马氏体+少量残余奥氏体组织,硬度为60HRC~62HRC。
心部组织与钢的淬透性及零件截面尺寸有关,完全淬透时为低碳回火马氏体,硬度为40HRC~48HRC;多数情况下是屈氏体、回火马氏体和少量铁素体,硬度为25HRC~40HRC。
汽车变速器齿轮轴热处理优化分析

汽车变速器齿轮轴热处理优化分析热处理是指将具有可塑性的材料加热至一定温度,再急冷或慢冷至室温以下,使材料组织和性能发生改变的一种工艺。
在汽车制造中,热处理是非常重要的,它可以提高零件的硬度、强度和耐磨性,从而提高汽车的整体性能及使用寿命。
本文旨在探讨汽车变速器齿轮轴的热处理优化分析方法。
热处理的种类主要包括退火、正火、淬火、回火和表面强化等。
对于汽车变速器齿轮轴这样的重要部件,一般采用淬火-回火工艺。
淬火可以使钢件快速冷却,使其组织更加致密,硬度和强度得到提高;而回火可以消除淬火时产生的残余应力和脆性,使钢件的塑性、韧性恢复正常,从而达到硬度和韧性的平衡状态。
在确定淬火-回火工艺参数时,需要分析材料的化学成分、组织结构及形状尺寸等因素,并选定适当的加热温度、保温时间和冷却介质等参数。
以汽车变速器齿轮轴为例,其材料一般采用40Cr钢,其化学成分为:C(0.37%-0.45%)、Si(0.17%-0.37%)、Mn(0.50%-0.80%)、Cr(0.80%-1.10%)、Ni≤0.30%、Cu≤0.30%、P≤0.035%、S≤0.035%。
在齿轮轴的淬火-回火工艺中,加热温度的选取主要考虑两个因素:一是要达到淬火的温度要求,通常400~640℃之间;二是要尽量减小变形和开裂风险,使加热温度与材料的热膨胀系数相匹配。
选定加热温度后,需要确定保温时间。
对于汽车变速器齿轮轴这样的重要零件,保温时间一般较长,一般为30~60min。
在保温时,应注意保证零件各部位温度均匀,避免局部过热或过冷,从而影响零件性能。
冷却介质的选用也是汽车变速器齿轮轴淬火-回火工艺中一个重要的因素。
常见的冷却介质有水、油、盐水等。
对于40Cr钢这样的合金钢,一般采用矿物油作为淬火介质,其冷却速度不宜过快,一般控制在3~5℃/s之间。
淬火后的齿轮轴应先经过自然冷却,待其表面温度降至室温以下时,再进行回火处理。
回火的过程也需要合理地控制温度和时间参数。
汽车齿轮材料的选择及其热处理工艺
汽车齿轮材料的选择及其热处理工艺汽车齿轮是汽车传动系统中的重要组成部分,其质量直接影响汽车的性能和寿命。
因此,汽车齿轮材料的选择及其热处理工艺是汽车制造中的重要问题。
首先,汽车齿轮材料的选择应考虑以下几个方面:1.强度和硬度:汽车齿轮需要承受较大的载荷和磨损,因此需要具有较高的强度和硬度。
2.韧性:汽车齿轮在工作过程中需要承受冲击和振动,因此需要具有较好的韧性,以避免断裂和裂纹的产生。
3.耐磨性:汽车齿轮需要长时间工作,因此需要具有较好的耐磨性,以延长使用寿命。
4.加工性能:汽车齿轮需要经过精密加工,因此需要具有较好的加工性能,以保证加工精度和表面质量。
基于以上考虑,常用的汽车齿轮材料有以下几种:1.碳素钢:碳素钢具有较高的强度和硬度,但韧性较差,容易产生裂纹和断裂。
2.合金钢:合金钢具有较高的强度、硬度和韧性,但加工性能较差,需要采用先进的加工工艺。
3.铸铁:铸铁具有较好的耐磨性和韧性,但强度和硬度较低,适用于低速和中速齿轮。
4.不锈钢:不锈钢具有较好的耐腐蚀性和韧性,但强度和硬度较低,适用于低速和中速齿轮。
其次,汽车齿轮材料的热处理工艺也是影响其性能的重要因素。
常用的热处理工艺有以下几种:1.淬火:淬火可以提高齿轮的硬度和强度,但会降低韧性,容易产生裂纹和断裂。
2.回火:回火可以提高齿轮的韧性和耐磨性,但会降低硬度和强度。
3.正火:正火可以提高齿轮的强度和硬度,同时保持一定的韧性和耐磨性。
4.表面强化:表面强化可以提高齿轮的耐磨性和疲劳寿命,常用的方法有渗碳、氮化和喷涂等。
综上所述,汽车齿轮材料的选择及其热处理工艺是汽车制造中的重要问题,需要综合考虑材料的强度、硬度、韧性、耐磨性和加工性能等因素,选择合适的材料和热处理工艺,以保证汽车齿轮的性能和寿命。
两种汽车渗碳齿轮新材料的预备热处理工艺探讨

关键词 : 车渗碳 齿轮 ; 汽 新材 料 ; 备 热处理 ; 艺 ; 讨 预 工 探 中图分 类号 :G16 2 T 5 .1 文 献标 识码 : A 文章 编号 :6 3 9 1 20 )3 0 5 3 17 —4 7 (0 6 0 —0 5 —0
S u y o h e a a o y H e tTr t e tTe h oo y t d n t e Pr p r t r a e m n c n lg a a o tTwo Ty e M a e ilo t m o i r urz d Ge r b u p tra fAu o b l Ca b ie a e
0 前 言
出, 渗碳 钢金 相组织 为铁 素体 +珠光 体 , 氏硬度 为 布 H 10—10时 , 削性 能 最 好 。为解 决 渗碳 钢 锻 件 B6 8 切 切 削加 工 性 能 差 的 问题 , 使 渗 碳钢 锻件 获 得 良好 应
的金 相组 织和有 利 于切削 加工 的硬度 。
P N u ,H U S uj,H N J ny E G Jn Z O h - S E i -i i a
( et o t i ni e n ,H bi u m t eId si st e Sia u e 4 20 ,hn ) D p. f e a E g er g u e A t o v ute I tu ,hY nH bi 0 2 ci Ma r l n i o i n r s ni t a
Ab ta t s r c :Ths p p r i o u e n te p e a ao y h a r ame t e p r ns o wo n w y e al y se l i a e s fc sd o h rp r tr e t te t n x i e me t n t e tp l tes o
汽车齿轮热处理

汽车齿轮热处理
嘿,朋友们!今天咱就来聊聊汽车齿轮热处理这档子事儿。
你说这汽车齿轮啊,就好比是人的关节,那重要性不言而喻啊!要是这关节不灵光了,人还能好好走路吗?汽车也一样啊!而热处理呢,就是让这些齿轮变得更强更厉害的魔法。
想象一下,齿轮在那高速运转,承受着各种力的拉扯和挤压。
要是没有经过好好处理,那不得很快就磨损啦,甚至还可能出大问题呢!热处理就像是给齿轮打了一针强心剂。
它能改变齿轮的组织结构,让其硬度、耐磨性等各种性能都大大提升。
就像一个原本瘦弱的人,经过一番锻炼和调养,变得身强力壮。
比如说淬火吧,这就像是给齿轮来了一场烈火的洗礼。
在高温下快速冷却,让齿轮瞬间变得坚硬无比。
但这火候可得掌握好啊,不然就像做饭火大了烧焦了一样,齿轮可就毁了。
还有回火呢,这就像是给刚刚淬火后的齿轮来个温柔的安抚。
让它的性能更加稳定,不至于太脆容易断裂。
正火呢,也是个很重要的步骤。
它能让齿轮的组织更均匀,性能更可靠。
在进行汽车齿轮热处理的时候,那可得细心细心再细心。
温度、时间、冷却方式,每一个环节都不能马虎。
这就好比是做菜,盐放多了太咸,放少了没味,得恰到好处才行。
咱平常开车的时候,可别小看了这些齿轮。
它们在背后默默地工作着,为我们的出行保驾护航呢!要是哪一天它们闹脾气了,那可就麻烦啦!所以啊,一定要重视汽车齿轮热处理这个环节。
总之,汽车齿轮热处理可不是小事一桩,它关系到汽车的性能和安全。
我们要像对待宝贝一样对待这些齿轮,让它们在自己的岗位上发挥出最大的作用。
只有这样,我们才能安心地驾驶着汽车,在道路上自由驰骋!。
汽车齿轮材料的选择及其热处理工艺
汽车齿轮材料的选择及其热处理工艺汽车齿轮作为汽车传动系统中的重要部件,其材料的选择和热处理工艺对于汽车性能的提升和使用寿命的延长起着关键作用。
本文将从材料选择和热处理工艺两个方面进行探讨。
材料选择是汽车齿轮设计的首要考虑因素之一。
齿轮材料需要具备较高的强度、硬度和耐磨性,以承受汽车传动系统中的高载荷和高速运动。
目前常用的齿轮材料主要包括合金钢、碳钢和铸铁等。
合金钢是一种优质的齿轮材料,具有较高的强度和硬度,能够承受较大的载荷和磨损。
同时,合金钢还具有较好的韧性和耐疲劳性能,能够在长期高速运动下保持稳定的使用性能。
然而,合金钢的制造成本较高,加工难度较大,需要经过精密的热处理工艺才能达到理想的性能。
碳钢是一种常用的齿轮材料,具有较高的强度和硬度,并且制造成本相对较低。
碳钢齿轮需要经过热处理工艺,以提高其硬度和耐磨性。
常用的热处理工艺包括淬火和回火。
淬火可以使碳钢齿轮获得较高的硬度,但韧性相对较差,容易产生脆性断裂。
回火可以提高碳钢齿轮的韧性和耐疲劳性能,但硬度相对降低。
因此,根据齿轮的具体工作条件和要求,选取合适的热处理工艺非常重要。
铸铁是一种经济实用的齿轮材料,广泛应用于汽车传动系统中。
铸铁齿轮具有良好的耐磨性和降噪性能,适用于低速和中速传动。
然而,铸铁齿轮的强度和韧性相对较低,容易产生断裂和疲劳损伤。
因此,在设计铸铁齿轮时,需要考虑到其工作条件和要求,合理选择材料和热处理工艺。
热处理工艺对齿轮材料的性能提升至关重要。
在热处理过程中,通过控制加热温度、保温时间和冷却速率等参数,使材料的组织结构发生变化,从而改善其机械性能和耐磨性。
常用的热处理工艺包括淬火、回火、表面渗碳和氮化等。
淬火是一种常用的热处理工艺,通过快速冷却使材料达到高硬度和高强度。
淬火后的材料具有较高的耐磨性和抗断裂能力,适用于高速传动。
然而,淬火过程中容易产生应力集中和变形问题,需要进行适当的回火处理以提高韧性。
回火是一种常用的热处理工艺,通过加热材料至适当温度并保温一段时间后,再进行适当冷却。
汽车变速器齿轮材料选择及热处理工艺设计

汽车变速器齿轮材料选择及热处理工艺设
计
汽车变速器齿轮材料选择及热处理工艺设计
摘要:本文主要通过对变速器齿轮的工作环境、受力情况、失效形式进行分析,总结出齿轮使用时所要的性能要求;选择了两种较为合适的材料,但通过对其价格、加工工艺及最终性能等多方面进行比较后,确定了变速器齿轮的材料;运用一套完整的热处理工艺,设计出了符合国家标准要求的变速器齿轮。
关键词:齿轮;材料;热处理
目录
1齿轮的应用及发展前景• 2
1.1 齿轮的应用•2
1.2 齿轮轴的工作环境•2
1.3 齿轮的发展前景•3
1.4 齿轮的受力失效形式分析•4
1.5 齿轮的选材要求•5
2 齿轮的性能要求•5
2016-全新公文范文-全程指导写作–独家原创
3 齿轮的材料选择•6
3.1 材料合金元素作用分析•7
3.2 材料加工工艺分析•8
3.3 热处理工艺分析•9
3.4材料工艺的技术要求•10
3.5 材料的质量控制•11
3.6 材料的价格比较•11
3.7 材料的最终性能•12
3.8 材料的最终选择•12
4 20CrMnTi齿轮热处理工艺方案设计•13
4.1 齿轮选用的热处理设备•13
4.2 工艺路线•13
4.3 热处理工艺制定•13
4.4 预备热处理工艺•13
4.5 最终热处理工艺•15
5 20CrMnTi齿轮热处理工艺曲线图•18
6 热处理工艺卡片•19
7 热处理工艺特性对齿轮质量和寿命的影响•20 结论••21
2016。
20CrMoH齿轮用钢热处理工艺研究
哈尔滨理工大学硕士学位论文20CrMoH齿轮用钢热处理工艺研究姓名:王毅申请学位级别:硕士专业:材料工程指导教师:樊景云;徐克权20050601第3章20CrMoH钢等温正火工艺研究锻件的正火不仅要求硬度在一个较窄的范围之内,而且要求获得稳定的显微组织,以改善切削加工性能、稳定渗碳淬火的变形规律。
为了满足上述要求,拟采用正火工艺,以获得正火所要求的显微组织和硬度范围。
本章研究了普通正火、锻后余热正火和相同的奥氏体化温度下,不同的等温温度对试样组织及硬度的影响规律,同时对测试结果进行深入分析。
3.I普通正火和锻后余热正火20CrMoH材料的淬透性较高,采用普通正火和锻后余热正火工艺,其显微组织中出现大量非正常的贝氏体组织【381如图3-1所示,由于“S”曲线的贝氏体转变区域超前,如图3.2所示mJ,空冷也很难获得较为理想的珠光体显微组织和硬度。
因此,必须采用等温正火工艺。
a)普通正火显微组织b)锻后余热正火显微组织图3-120CrMoH钢正火后的显微组织Fig.3-1Microstructureof20CrMoHsteelafternormal3.2等温正火工艺试验方案选用本溪特钢生产中80ram规格的同一熔批号的20CrMoH材料,化学成分见表2一l;采用DZL.360等温正火炉,选择加热温度930±IO'C,选定580"C、600。
C、620。
C、640。
C、660。
C、680。
C6个等温温度和10分钟、15分钟、20分钟3个推料周期进行等温正火工艺试验。
表3-l6个等温温度和3个推料周期的试验结果Table3-IExperimentalresultsofsixisothemmlandthreepushmgmaterialcycle温度10分15分20分硬度:HB270硬度:HB270硬度:HB270580±10℃组织:F+BH十P组缳:F+Bn+P组织:F+BH+P晶粒:7级晶粒:7级晶粒:7级硬度:HB229硬度:HB234硬度:HB229600±10℃组织;F+Bn+P组织:F+B&+P组织:F+Bn+P晶粒:7级晶粒:7级晶粒:7级硬度:HBl89硬度:HBl90硬度:HBl93620±lO℃组织:等轴状F+P组织:等轴状F+P组织:等轴状F+P晶粒:7级晶粒:7级晶粒:7级硬度:HBl69硬度:HBl66硬度:HBl70640±10℃组织:等轴状F+P组织:等轴状F+P组织:等轴状F4-P晶粒:7级晶粒:7缀晶粒:7级硬度:HBl68硬度:HBl70硬度:HBl70660±10℃组织:等辅状F+P组织:等轴状F4-P组织:等轴状F+P晶粒:7级晶粒:7级晶粒:7级硬度:HBl58硬度:HBl53硬度:HBl56680±10℃组织:F+P组织:F+P组织:F+P晶粒:5-6级晶粒:5-6级晶粒:5-6级a)和b)580+_10℃×15minc)和d)600_+10"(2×15mm图3.320CrMoH钢经580℃和600"C等温正火处理的显微组织Fig3-3Microstructureof20CrMoHsteelafterisothermalnormaltreatment一24.旦玺鎏銎三銮兰三耋塑圭耋竺鎏三a)620+10"12×10rainb)620±lO'C×15rainc)6204-10"C×20rain图3-420CrMoH钢620"C不同等温周期等温正火处理后的显微组织Fig3-4MicrosU-uctureof20CrMoHsteelisothermalnormaltreatmentat620℃accordingtodifferentisothermalcycle20CrMoH钢锻坯试样经6404-10℃三个不同等温周期等温正火处理的显微组织如图3.5a)、b)、c)所示,其显微组织为细小均匀分布的等轴状铁素体和珠光体,硬度HBl66.170。
浅谈齿轮锻坯等温正火工艺
浅谈齿轮锻坯等温正火工艺德州齿轮有限公司(邮编:253018)李玉婕正火是汽车变速器齿轮、轴类零件锻坯预先热处理的常用工艺。
目的是为了获得均匀、接近理想平衡状态的组织(铁素体和珠光体)和合适的硬度范围(160-190HB),以提高切削加工性和控制最终热处理变形。
但常规正火由于受设备限制采用堆装、堆冷方式,会造成不同零件之间或同一零件不同部位的冷却速度及其组织、应力和硬度的较大差别,导致切削加工性能恶化和热处理变形加大,从而降低齿轮精度等级和影响齿轮的使用性能。
另外,随着汽车行业中齿轮、轴类零件精度等级的提高以及Ni-Cr钢的普及应用,采用常规正火工艺已经不能适应生产的要求,为此我们公司于2007年底进行技术改造,购进了一条等温正火线,并于2008年六月份调试完成。
在等温正火线的调试以及试生产过程中,我们对20CrMnTiH、20CrMoH、SAE8620H等材料进行了等温正火试验,通过工艺试验得出以下结论:要获得均匀分布的组织、硬度以及良好的机械切削加工性能,主要取决于正火工艺过程中快冷、缓冷的设计和等温温度、时间的确定。
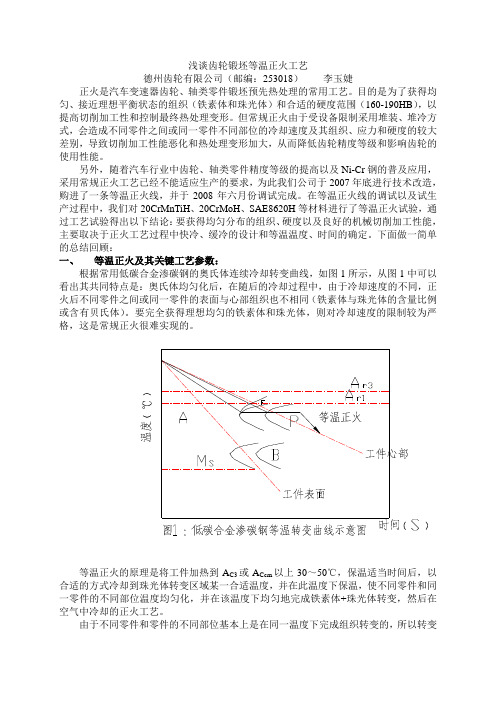
下面做一简单的总结回顾:一、等温正火及其关键工艺参数:根据常用低碳合金渗碳钢的奥氏体连续冷却转变曲线,如图1所示,从图1中可以看出其共同特点是:奥氏体均匀化后,在随后的冷却过程中,由于冷却速度的不同,正火后不同零件之间或同一零件的表面与心部组织也不相同(铁素体与珠光体的含量比例或含有贝氏体)。
要完全获得理想均匀的铁素体和珠光体,则对冷却速度的限制较为严格,这是常规正火很难实现的。
等温正火的原理是将工件加热到A C3或A Ccm以上30~50℃,保温适当时间后,以合适的方式冷却到珠光体转变区域某一合适温度,并在此温度下保温,使不同零件和同一零件的不同部位温度均匀化,并在该温度下均匀地完成铁素体+珠光体转变,然后在空气中冷却的正火工艺。
由于不同零件和零件的不同部位基本上是在同一温度下完成组织转变的,所以转变产物及应力、硬度分布是均匀的,从而克服了常规正火过程中零件冷却速度难以控制、零件冷却不均匀的问题。
〔大学论文〕汽车齿轮热处理研究(含word文档).pdf

学科代码:080202学号:************贵州师范大学(本科)毕业论文题目:汽车齿轮预先热处理研究学院:材料与建筑工程学院专业:金属材料工程年级:2005级*名:**指导教师:马亚芹副教授冯勇高级工程师完成时间:2009年05月目录摘要 (1)ABSTRACT (1)第一章绪论 (2)1.1前言 (2)1.2汽车渗碳钢的现状与发展 (2)1.3预先热处理的现状及存在的问题 (3)第二章预先热处理原理及分析 (3)2.1渗碳钢的正火工艺 (3)2.2钢的正火组织、硬度与切削加工性能 (4)2.3钢的渗碳淬火变形 (6)第三章实验材料、实验方法及实验结果 (7)3.1实验材料及实验设备 (7)3.1.1实验材料 (7)3.2实验方法 (8)3.2.1热处理工艺的确定 (8)3.2.2制备试样 (9)3.2.3金相组织观察 (9)3.2.4硬度测试 (9)3.3实验结果及实验分析 (9)3.3.1普通正火的金相显微组织与性能分析 (10)3.3.2等温正火的金相显微组织与性能分析 (12)3.3.3锻造余热等温正火的组织与性能 (13)3.4锻造余热等温正火工艺参数的优化 (15)3.4.1钢件等温前冷却速度的影响 (15)3.4.2钢件等温温度的影响 (17)3.4.3等温保持时间的影响 (17)3.4.4锻造毛坯锻造余热等温正火工艺的制定原则 (18)3.5锻造余热等温正火对渗碳淬火后奥氏体晶粒度的影响 (19)结论 (20)参考文献 (21)致谢辞 (22)汽车齿轮预先热处理研究摘要22CrMoH钢和20MnCr5钢高温锻造直接空冷(或风冷)后获得贝氏体组织,而且晶粒粗大,硬度较高,切削加工性能较差,须进行预先热处理。
本文研究了普通正火、等温正火和锻造余热等温正火三种工艺对22CrMoH和20MnCr两种齿轮钢毛坯组织和性能的影响规律,采用等温正火、锻造余热等5温正火两种等温正火工艺都可在一个比较宽的温度范围内(580~660℃)获得最佳的显微组织和硬度,生产中容易控制,锻造余热等温正火得到的无论是铁素体组织还是贝氏体组织,都比相同等温温度下等温正火的组织粗大。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
哈尔滨理工大学硕士学位论文汽车齿轮钢预先热处理工艺的研究姓名:唐宏伟申请学位级别:硕士专业:材料工程指导教师:王丽萍;李文忠200605012.2.2热处理设备及实验方法为了模拟停锻后及二次霞新加热奥氏体状态,选用RJJ.75井式炉(如图2-4)进行加热,工作室通入保护气氛,炉温由带有PID调节软件的数显仪表进行控温,温度均匀性≤5℃。
对于模拟连续冷却过程的试样,采取不刚的冷却方式,即炉冷、热沙冷、空冷和风冷。
样品冷却过程曲线的测定选用HLD型多点温度记录仪(如图2.5),精度等级为O.02,测量方法足将K型铠装热电偶放入试样孔中,随试样的冷却时时记录,根掘冷却曲线求出试样的乎均冷却速度。
试验用等温正火设备选用我厂自行研制的DZL360等温正火炉(如图2—6),温度实行自动控制。
零件顾热处理后渗碳淬火设备选用一汽嘉信公司研制的渗碳7£产线(如图2.7),它有五个加热区,能够实现温度、碳势和动作程序(j动控制,温度均匀性≤5℃,碳势控制精度为±0.05%。
在对比不同预热处理lF火工艺的零件变形试验中,要保证每种零件的机加工艺及渗碳淬火热处理工艺相同,以对比普通JF火与等温正火对零件变形的影响。
图2.4RJJ.75井式炉Fig.2—4WelltypefurnaceofRJJ-75图2-5HLD多点温度记录仪Fig.2·5Multi—dottemperatureRecordingapparatusofHLD哈尔泞理T^、学T粹怖I学伸论文图2-6DZL.360等温正火炉Fig.2-6lstxhemalnormalizationsoffumace2.3金相观察及硬度测定I!}I2.7迕续渗碳生产线F1晷2-7SequentialPenneating-CadxmProductLine将处理后的试样磨平后测定硬度,选用HR.150B御氏硬度计,而后经磨制、抛光,用4%的硝酸酒精溶液腐蚀后制成会相样品观察舍相组织,采用MH.6型显微镜对金相组织进行观察。
哈尔泞弹T夫学T群伸卜擘p论史表3.1锻后迕续冷却的组织和硬度Table3-1Microstructureandhardnessofcontinuouscoolingafterforging材料冷却方式显微组织硬度(HB)炉冷先共析铁素体+珠光体139热砂冷先共析铁索体+珠光体+贝氏体20722CrMoH空冷贝氏体248风冷贝氏体254炉冷先共析铁素体+珠光体128热砂冷先共析铁索体+珠光体+贝氏体19220MnCr5空冷91氏体237风冷贝氏体242a)炉冷;b)热砂冷;c)空冷;d)风冷图3.122CrMoH钢试样经不同冷却规范处理后的金相组织Fig.3-1Metallurgicalstructureof22CrMoHsteelspecimenbydifferentcoolingprocesstreatment氅::兰!二苎兰三塞竺!!:兰竺丝兰:a)炉冷;b)热砂冷;c)空冷;d)风冷图3-220MnCr5钢试样经不同冷却规范处理后的金相组织Fig.3-2Metallurgicalstnlcttu'@of20MnCr5steelspecimenbydifferentcoolingprocesstreatment为了研究奥氏体连续冷却时贝氏体相变组织的演化规律,将20MnCr5钢试样放入1100℃的高温炉中加热,保温lO分钟后,以5℃/S的冷却速度(风冷),分别连续冷却至490"C、430"C和400℃后淬火。
奥氏体连续冷却至不同温度时得到的显微组织如图3.3所示,奥氏体连续冷却至490。
C淬火时转变的显微组织如图3—3(a)所示,可见,已转变成的贝氏体组织成习习毛状,未相变奥氏体淬火后转变成马氏体,试样硬度Hv325。
奥氏体连续冷却至430℃淬火时,羽毛状贝氏体组织的百分含量增加,马氏体分数减少,试样硬度下降至Hv303,如图3.3(b)所示。
奥氏体连续冷却至400℃时,显微组织主要是羽毛状贝氏体,贝氏体针从奥氏体晶界形核并相互平行向奥氏体晶界内长大,硬度下降为HV280,如图3.3(c)所示。
为了进一步了解贝氏体的微观形态,进行透射电镜观察,其图象如图3.4所示,可见,奥氏体连续冷却相变产物为上贝氏体和下贝氏体的混合组织,扳条柬中板条状贝氏体铁素体相互平行,整齐排列。
坠尘兰竺三苎兰三至竺:丝竺至苎(a)490℃:(b)430℃:(c)400℃图3.3奥氏体连续冷却至不同温度时得剑的疑微组织Fig.3-3Microstructureofaustenitecooledcontinuouslytodifferenttemprature图3.4奥氏体迕续冷却至400"C淬火试样薄膜的透射电镜形貌Fig.3-4TEMpatternofquenchedspecimenfilmofaustenitecooledcontinuouslyto400"C哈白:泞辟T大学T雌伸I学p诊定(a)0.1℃/s:(b)0.25℃/s:(C)l℃/s;(d)2.5℃/s图3-622CrMoH钢试样经不同冷却速度上[火后的金相组织Fig.3-6Metallurgicalstructureof22CrMoHsteelspecimenbynormalizedatdifferentcoolingtemperature试验用钢的等温转变图(TTT)和连续冷却图(CCT)如图3-7、图3—8所示[30"-33I。
可以看出,虽然试验用钢的化学成分不同,过冷奥氏体分解动力学参数有所不同,但其固态相变规律基本相同,其特点是:(I)先共析铁素体转变线位于贝氏体丌始转变线上方稍右,珠光体转变比较滞后。
(2)在连续冷却条件下,获得铁索体加珠光体组织,满足正火要求的的冷却速度范围较窄。
(3)在相当丈的冷却速度范围内部会发生贝氏体转变,获得铁索体加珠光体加贝氏体,铁素体加贝氏体、贝氏体加马氏体组织。
(4)在560℃.700。
C温度内都可以发生铁索体加珠光体转变,在560℃-680℃睁尔泞理丁人学T一砷t‘学付论证22CrMoH钢经不同温度等温正火处理后的显微组织如图3.1l所示,可以看出等温处理温度高于560℃时,获得的显微组织为先共析铁素体加珠光体,当等温温度小于540℃时,获得的显微组织为先兵析铁索体加大晕贝氏体。
a)660"12:b)620℃;c)540℃;d)500℃图3.1l22CrMoH钢试样经不M温度苫温处理后的显微组织Fig.3-I1Microstructureof22CrMoHsteelspecimenbyisothermaltreatmentatdifferenttemperature如采用等温正火,从等温温度对相变获得的显微组织和硬度影响(如图3.10和图3.11)可以看出,在一个比较宽的温度范围内(580.660。
C)均可获得最佳的显微组织和硬度,而且在生产中容易控制。
3.5锻造余热等温正火的组织与性能对于模拟锻造余热等温正火的试样,按上述rn】样方法在1100*C奥氏体呛尔泞理T大学T挥硕}学p论史a)660℃;b)620℃:c)540℃:d)500℃圈3.1222CrMoH钢试样经不同等温温度处理后的金相组织Fig.3-12Metallurgicalstructureof22CrMoHsteelspecimenbyisothermaltreatmentatdifferenttemperature通过上述分析可见:采用等温正火、锻造余热等温正火获得的显微组织类似,在等温温度高f580℃时,均获得了平衡组织铁素体加珠光体,等温温度在540。
C以下时,显微组织均为先共析铁素体加大璧贝氏体,说明采用两种等温正火工艺都可在一个比较宽的温度范围内(580~660℃)均町获得最佳的显微组织和硬度,而且在生产中容易控制,而锻造余热等温正火将节约大量能源,将产生巨大的经济效益。
但对比图3.1l与图3—12发现:相同等温温度时,等温正火获得的组织比锻造余热等温正火获得的组织更细,锻造余热等温正火得到的无论是铁索体还是贝氏体,部较粗大,这种粗大的正火组织能否满足后续表面淬火后的组织性能要求有待于进一步研究。
呛尔泞珲T人学T胛蛳II学付诊史a)660℃:b)620℃:e)540℃:d)500℃图3.1320MnCr5钢试样经不同等温温度处理后的金相组织Fig.3-13Metallurgicalstructureof20MnCr5steelspecimenbyisothermaltreatmentatdifferenttemperature3.6本章小结(1)22CrMoH钢和20MnCr5钢高温锻造直接宅冷(或风冷)后极易获得贝氏体组织,而且晶柁粗大,硬度较高,切削加工性能较差。
(2)合金渗碳钢进行普通正火处理时,获得最佳显微组织和硬度的冷却速度范围较窄(6~9℃/min),生产中难以控制。
(3)采用等温正火、锻造余热等温正火获得的显微组织类似,在等温温度高于580℃时,均获得了平衡组织铁索体加珠光体,等温温度在540℃以下时,出现大量贝氏体,硬度急剧增大。
(4)采用等温正火、锻造余热等温正火两种等温正火工艺都町在一个比较宽的温度范围内(580--660℃)均町获得最佳的显微组织和硬度,而且在,£表4-122CrMoH钢和20MnCr5钢零f,|锻造余热等温正火1艺Table4-1Isothermalnormalizationtechnologyof22CrMoHDartsand20MnCr5parts\J.艺风冷飙冷宣B风冷审..|x百。
胁炉,品度管温冷却\参粒一区一区二区时间\时间风昔风温风彗风温温度温度温度方式柯利\(min)(%)(℃)(%)(℃)(rain)(℃)(℃)(℃)22CrMoH6060455045660660660120空冷20MnCr5405045404560060060090经表4.1工艺处理的22CrMoH钢、20MnCr5钢零件锻造余热等温正火后硬度均在HBl60.180之内,会相组织均为铁素体加珠光体,如图4-4所示。
a)20MnCr5b)22CrMoH图4-420MnCr5钢和22CrMoH钢锻造余热等温正火后的金相组织Fig.4-4Metallurgicalstnlctureofisothermalnormalizationof20MnCr5and22CrMoHsteelinresidualheat4.6锻造余热等温正火工艺的效益分析采用利用锻造余热等温正火工艺,停锻后当锻件温度大于700Z'时装炉进行等温正火,节约了普通正火钢件霞新加热保温所消耗的大肇热能,提高了生产能力,节约了生产成本。