铸造流程(专业铸造英语培训材料)
铸造汽车铝轮圈需要遵循哪些工艺流程
铸造汽车铝轮圈需要遵循哪些工艺流程
铸造汽车铝轮圈需要遵循的工艺流程包括:
1.模具设计:根据产品图纸要求,设计模具,确定分型面与定位方式、浇注系统的
类型及其位置等。
2.熔炼:将原材料按一定比例在一定的炉温下化成液态并流到特定的位置去凝固成
型。
3.浇注:将液体金属注入到铸型中使其凝固的过程。
4.脱壳:去除铸造件上多余的外部金属层的过程。
5.清理:为了除去铸件表面的异物。
6.热处理:通过加热和冷却等手段,改变金属材料的内部结构,以达到所需的性能
要求。
7.检验:检查产品质量,如尺寸精度、表面质量等。
8.喷涂:将表面涂上一层涂料。
9.组装:将各部分装配在一起。
10.抛光:使被加工表面更加光滑。
11.包装:成品装箱。
在铸造过程中,还需要注意安全生产,如穿戴防护设备、定期检查工作环境等。
同时,整个工艺流程需要严格控制温度、时间等工艺参数,以确保产品质量。
注塑机英语

专业提供塑料加工技术资料:DEMAG 德国德马格注塑机操作手册(中文)FERROMATIK MILACRON 德国RFERROMATI米拉克龙注塑机操作手册(中文或英文)MILACRON 美国米拉克龙注塑机操作手册(中文或英文)MAXIMA 500—MAXIMA1000,HUSKY加拿大赫斯基注塑机操作手册(英文)QUADLOC : Q/QL1350—Q/QL5400<<HUSKY Training Manual>>:加拿大赫斯基注塑机培训手册(英文),由HUSKY比利时工程师提供KRAUSS-MAFFEI 德国克劳斯玛菲注塑机操作手册(德文或英文)KM40C—KM650C, KM800-KM4000KM C-range: KM80-390C1,KM200-1400C2+,KM320-1900C3KM CX-series: KM35-SP180CX, KM160-SP750CXMC series: KM800-8100,KM1300-8100, KM2300-17200克劳斯玛菲工程师提供的注塑机技术培训手册:(均为英文和德文)<<Manual Controller Technology MC5 Maintenance and Fault Rectification in the MC5 System>>: 516 pages<<Manual Controller Technology MC4 Maintenance and Fault Rectification in the MC4 System>>: 326 pages<<Manual Controller Technology MC3F Maintenance and Fault Rectification in the MC3F System>>: 350 pages<<Control Technology MC3F Training Manual>>: 205 pages<<MC3F Operating and Maintenance Instruction>>: 492 pages<<KM C-Range/MC-Range/CX-Range/MX-Range Hydraulic Manual>>: 170pages/245pages/244pages/425pagesBEKUM奥地利贝克姆吹塑机操作手册(英文)BEKUM BA 62ABB机器人(英文)《ABB机器人S4P+培训手册》(英文)KUKA德国库卡机器人(中、英、德文)KUKA机器人培训教材(中英对照)REMAK德国REMAK机械手(英文)克劳斯玛菲注塑机专用机械手操作手册<<Service Manual for Robot LR-Series>>德国BRANSON必能信震动焊接机操作手册(英文)<<BRANSON Vibration Welding System>>德国KLN超声波焊接机操作手册(英文)<<KLN Ultrasonic Generator Manual>>还提供以上机器的电路图,液压图及气路图。
职业技能培训教材

装饰装修瓦工
建筑与装饰类
978-7-5045-7464-0
78
装饰装修油工
建筑与装饰类
978-7-5045-7386-5
79
装饰装修木工
建筑与装饰类
978-7-5045-7546-3
80
服装加工基本技能
服装制作类
7-5045-5001-9
81
服装裁剪
服装制作类
978-7-5045-7309-4
82
58
汽车底盘维护
制造与修理类
978-7-5045-6893-9
59
汽车发动机故障诊断与排除
制造与修理类
978-7-5045-6865-6
60
汽车发动机维护
制造与修理类
978-7-5045-7209-7
61
汽车电气设备故障诊断与排 除
制造与修理类
978-7-5045-6941-7
62
汽车电气设备维护
制造与修理类
48
涂装工基本技能
制造与修理类
978-7-5045-7848-8
49
企业叉车操作基本技能
制造与修理类
7-5045-5985-2
50
锅炉设备安装
制造与修理类
7-5045-4950-9
51
司炉工基本技能
制造与修理类
7-5045-4734-4/TK•070
52
起重机械操作工基本技能
制造与修理类
7-5045-4504-X
111
Photoshop入门与应用
文秘与计算机类
7-5045-5087-6
112
电脑动画制作基本技能
文秘与计算机类
铸造流程英文
铸造流程英文The process of casting is a method of forming metal objects by pouring molten metal into a mold and allowing it to cool and solidify. This process is used to create a wide variety of metal objects, ranging from small decorative items to large industrial parts. The casting process can be broken down into several key steps, each of which is essential to producing a high-quality metal casting.Step 1: PatternmakingThe first step in the casting process is patternmaking.A pattern is a replica of the object to be cast, and it is used to create the mold into which the molten metal will be poured. Patterns can be made from a variety of materials, including wood, plastic, and metal. Skilled patternmakers use precise measurements and techniques to create patterns that accurately represent the final product.Step 2: MoldingOnce the pattern is complete, it is used to create a mold. The mold is a cavity that will be filled with molten metal to create the casting. There are several differenttypes of molds, including sand molds, plaster molds, and investment molds. Each type of mold has its own advantages and is used for different types of casting.Step 3: Melting and PouringAfter the mold is prepared, the next step is to melt the metal. The metal is heated in a furnace to its melting point, and then it is poured into the mold. Care must be taken during this step to ensure that the metal is poured at the correct temperature and in the proper manner to avoid defects in the final casting.Step 4: Cooling and SolidificationOnce the molten metal is poured into the mold, it begins to cool and solidify. The cooling process can take varying amounts of time depending on the size and complexity of the casting. As the metal cools, it takes on the shape of the mold and forms the final casting.Step 5: Shakeout and FinishingAfter the metal has solidified, the mold is removed to reveal the casting. Any excess material, known as the gating system, is removed from the casting, and any roughedges or imperfections are smoothed out. The casting may also undergo additional finishing processes, such as machining or surface treatment, to achieve the desiredfinal product.铸造流程是一种通过将熔化的金属倒入模具中,使其冷却并凝固而形成金属物品的方法。
轴承基础知识(中英对照)

一、轴承(一)滚动轴承总论1. 滚动轴承 rolling bearing ['rəuliŋ]2. 单列轴承 single row bearing [rau]3. 双列轴承 double row bearing4. 多列轴承 multi-row bearing ['mʌlti]5. 满装滚动体轴承 full complementbearing [ful] ['kɔmplimənt]6. 角接触轴承 angular contact bearing ['æŋɡjulə]7. 调心轴承 self-aligning bearing [ə‘lainiŋ]8. 可分离的轴承 separable bearing ['sepərəbl]9. 不可分离轴承 non-separable bearing10. 单列深沟球轴承是球轴承中最普通的种类,应用及其广泛。
Single row deep groove ball bearings are the most common type of rolling bearing and are used in a wide variety [və'raiəti] of applications.The moment of friction of high-speed grease-lubricated rolling bearing determines its power consumption and heatoutput,and the heat output has a direct effect on its temperature rise.在高速脂润滑滚动轴承中,摩擦力矩的大小决定了轴承的功率消耗和发热量的大小,发热量的大小直接影响轴承的温升失效。
轴承英语基础知识培训(二)(10.4.29)一、轴承(一)滚动轴承总论10. 英制轴承 inch bearing inch [intʃ]11. 开型轴承 open bearing open ['əupən]12. 密封圈轴承 sealed bearing sealed [si:ld]13. 防尘盖轴承 shielded bearing shielded ['ʃi:ldid]14. 闭型轴承 capped bearing15. 预润滑轴承 prelubricatedbearing [pri:‘ljubrikeitid]16. 仪器精密轴承 instrument precisionbearing ['instrumənt] [pri'siʒən]17. 组配轴承 matched bearingSealed bearing system reduces clamping pressure and increases bearing life.密封的轴承系统减少夹持力并增加轴承寿命。
《铸造工艺流程》课件
蜡型铸造
使用蜡模制造复杂形状的铸 件,然后将蜡模浸入耐火材 料中进行铸造。
铸造工艺流程的步骤
1
熔化金属
2
将合金料或金属材料加热至熔化状态,
以便于后续浇注。
3
模具制备
根据产品形状制作合适的模具,包括 砂型、金属型或蜡型等。
浇注
将熔化的金属倒入模具中,填充整个 空腔,等待冷却凝固。
铸造工艺流程的常见问题
1 气孔
2 缩孔和收缩
在铸件中形成气体孔隙, 影响铸件的机械性能。
由于熔铸过程中金属的 凝固收缩导致的缩孔和 表面缺陷。
3 夹杂物
杂质或不洁净物质被困 在铸件内部,影响铸件 的强度和质量。
铸造工艺流程的优点和局限性
优点
可制造复杂形状的金属制品、生产效率高、成 用于某些高温合金。
《铸造工艺流程》PPT课 件
铸造工艺流程的定义
铸造工艺流程是将熔化的金属或合金倒入型腔中,经过冷却凝固、浇注除砂获得所需几何形状的金属制 品的一系列工艺程序。
铸造工艺流程的分类
砂型铸造
通过在铸品外表面上涂敷一 层专用砂浆,然后铸造。常 用于制造大型铸件。
金属型铸造
制造出金属制品,通过在金 属模具中注入熔融金属,使 其凝固形成所需铸件。
铸造工艺流程的发展趋势
自动化
引入自动化设备和机器人,提高生产效率和 质量。
数字化技术
应用计算机仿真、数据分析等技术,优化工 艺流程和产品质量。
材料创新
研发新型材料,如高温合金、复合材料,扩 大铸造工艺的应用范围。
环保
减少能源消耗和废物产生,推动可持续发展。
铸造工艺流程的应用范围
铸造工艺广泛应用于制造业,包括汽车、航空航天、能源、机械制造等领域。
铜铸造工艺流程
铜铸造工艺流程
《铜铸造工艺流程》
铜铸造是一种古老的金属加工工艺,通过将液态铜注入模具中,然后冷却凝固而成。
以下是铜铸造的工艺流程:
原料准备:铜铸造的原料是铜合金,通常是铜和其他金属元素的混合物。
首先要将原料按照比例混合好,然后加热至适当温度,使其融化成液态铜。
模具设计:根据所需铸件的形状、尺寸和结构,设计模具。
模具通常由砂型或金属型制成,并且要考虑到铸造后的铜件冷却缩小的因素。
模具制作:根据设计好的模具图纸,制作模具。
砂型模具通常由石膏、沙土和其他添加剂制成,金属型模具则需要进行铸造,然后进行精细加工。
液态铜注入:当模具准备好后,将熔化的铜合金倒入模具中,确保液态铜填满整个模具腔。
在铜灌入模具之前,通常需要在模具表面喷涂一层涂料,这有助于模具表面的平整度和防粘性。
冷却凝固:倒入模具中的液态铜会在冷却过程中逐渐凝固成固态铜。
冷却时间将取决于铜件的大小和厚度,通常需要等待数小时至数天。
取出铜件:待铜件完全凝固后,打开模具,取出铜件。
如果是
砂型模具,则需要清理铸件表面的余砂和砂芯。
加工和整形:取出的铜件通常需要进行后续的加工和整形,包括切割、打磨、清洁等工序,最终得到符合要求的成品。
铜铸造工艺流程繁琐而精细,需要严格控制各个环节,以确保铜件的质量和尺寸精度。
同时,还需要考虑到工艺成本和生产效率,以提高铜铸造的效益和竞争力。
铸造技术流程

铸造技术流程铸造是一种常见的金属加工方法,通过在熔化金属中注入模具,使其凝固成型。
铸造技术流程包括模具设计、原材料准备、熔炼、浇注、冷却和后续加工等环节。
下面将详细介绍铸造技术的整个流程。
首先,模具设计是铸造技术流程中的第一步。
模具的设计直接影响到最终产品的质量和形状。
在模具设计过程中,需要考虑到产品的结构和尺寸,以及材料的流动性和收缩率等因素。
合理的模具设计可以提高产品的成型效率和质量。
原材料准备是铸造技术流程中的第二步。
在进行铸造之前,需要准备好熔炼所需的原材料,包括金属合金、熔剂和其他添加剂。
这些原材料的质量和比例直接影响到最终产品的性能和外观。
接下来是熔炼环节。
在熔炼过程中,将原材料放入熔炉中加热,直至其完全熔化。
熔炼温度和时间需要根据具体的金属材料来确定,以确保熔化均匀和完全。
然后是浇注。
在熔炼完成后,将熔化的金属倒入预先设计好的模具中。
在浇注过程中,需要控制好浇注速度和角度,以避免产生气孔和夹杂物,确保产品的密实性和表面质量。
接着是冷却。
浇注完成后,待产品冷却至室温后,可以取出模具,进行后续的清理和处理。
冷却速度和方式对产品的组织和性能有着重要的影响,需要根据具体产品的要求进行合理的控制。
最后是后续加工。
铸造出来的产品可能还需要进行后续的加工,包括切割、修磨、热处理等环节,以达到最终产品的要求。
总的来说,铸造技术流程包括模具设计、原材料准备、熔炼、浇注、冷却和后续加工等环节。
每个环节都需要精心设计和严格控制,以确保最终产品的质量和性能。
铸造技术在各个行业都有着广泛的应用,是一种重要的金属加工方法。
国家开放大学开放教育机械大类铸造技术管理类
七、教学管理
课程管理
1. 统设必修课严格执行统一课程名称、统一课程学分标准、统一教学大纲、统一教材、统一考试。
2.专业培养规格涵盖国家职业标准要求和行业职业能力标准要求,使毕业生在获得毕业证书的同时,可获得相应的职业资格证书。
3.根据职业教育的现状和特点,注重职业教育和铸造行业最新发展的同步性,强调专业针对性、实用性与前瞻性的结合。
教学方式
采用“现代远程教育”的教学方式,为学习者自主学习提供适用的多种媒体教学资源,重点开展网上教学活,推进随时入学及选课,随时注册的招生方式。
2.职业能力要求:
(1)具备铸造生产过程的熟练操作技能;
(2)具备中等复杂程度零件的铸造工艺优化设计和工装设计能力;
(3)具备制定工艺规程与贯彻执行的基本能力;
(4)具备进行铸件质量分析、检验与控制的基本能力;
(5)具备铸造生产计划与定额制定的基本能力;
(6)具备对铸件进行金相分析、力学性能检测的基本能力;
国家开放大学
铸造工艺技术(专科)专业规则
表一 培养方案概要
专业名称
铸造工艺技术
一、招生对象
具有高中或同等(包括职高、中专、技校毕业生)学历者。
二、
培
养
目
标
与
要
求
培养目标
本专业面向铸造行业,以企业具体需求为培养方向,培养具有良好的职业道德和行为规范,掌握必需的科学文化基础知识和熔炼工艺、型(芯)砂工艺、造型(芯)工艺设计、设备管理与车间设计和模样及工装设计五个职能的基本业务知识和能力,适应铸造生产一线工作过程主要岗位的工作要求,并具有向铸造技术、生产管理、技术服务、质量检测等岗位拓展后劲的高素质、高技能铸造专门人才。
铸造工艺流程1PPT课件

常州精棱铸锻有限公司 . 人力资源部
整理版课件
1
铸造产品样本
• 左:日本牧野床身
右:美国MAG床身
整理版课件 2
铸造产品样本
左:美国GE压缩机缸体
右:风力发电机轮毂
整理版课件 3
铸造产品样本
整理版课件
• •
下上 :: 瓦大 钖型 兰船 扫用 气柴 室油
机 机 架
4
铸造产品样本
8
铸造概述
2.铸造的特点 铸造的特点是金属在液态下成形,即熔
化的液态金属在一定的压力作用下充满铸 型而获得铸件。
整理版课件
9
铸造概述
3.铸造的方法 铸造的方法主要分砂型铸造和特种铸造
两大类。本公司采用砂型铸造。
整理版课件
10
铸造概述
• 本公司砂型铸造生产过程: • 制模配砂-混砂 ―造型制芯―上涂料―配
* 炉前检测
三角试样 化学成分取样 Y型试块
*化学分析
附体试样 金相组织标准 力学性能
16
5.球铁生产工艺过程
砂处理 造型制芯
合箱
**
配料 熔炼 球化处理 孕育处理
热处理
*
浇注 落砂清理
检验
机加工
成品
* 炉前检测
三角试样 化学成分取样 Y型试块
*化学分析
附体试样 金相组织标准 力学性能
17
•铸造混砂
流程可以有很多种变化,但一般主要由旧砂回收、旧砂破碎再生、旧 砂风选、调温、砂输送及混砂等组成。
整理版课件 25
整理版课件 26
1、旧砂回收
• 旧砂、散落砂通过落 砂机落砂后,由输送 设备(振动输送、皮 带输送、斗式提升机 等)输送到砂块料斗 储存,其间通过磁选 设备去除砂中的金属 余料。
模具相关基础英语培训-复习课
冲孔废料 slug
[slʌg]
侧修边 CAM trim [kæm] [trɪm] 侧冲孔 CAM pierce [kæm] [pɪəs] 切开 separate ['sep(ə)rət]
机床废料坑 scrap opening [skræp] ['əʊp(ə)nɪŋ] press opening [pres] ['əʊp(ə)nɪŋ] scrap hole [skræp] [həʊl]
手动机械 hand transfer [hænd][træns'fɜː] 下料模 die 手 [daɪ] ['sɪŋg(ə)l] [daɪ] single die 单工程模 成形模 铸造结构 模 简易模 铆合模 复合模 料带 casting die prototype die riveting die compound die strip ['kɑːstɪŋ] [daɪ] ['prəʊtətaɪp] [daɪ] ['rɪvɪtɪŋ] [daɪ] ['kɒmpaʊnd] [daɪ] [strɪp] 折弯模 翻边模 拉伸模 快换模 料带图
[blæŋk] [laɪn] ['ɑːftə] [drɔː]
坯料线 blank line
[blæŋk] [laɪn]
单动拉延 single action draw
['sɪŋg(ə)l] ['ækʃ(ə)n]
双动拉延 double action draw
['dʌb(ə)l] ['ækʃ(ə)n]
反向拉延 inverted draw
英文名称 pierce pilot cam pierce notch coin
对应音标 [pɪəs] ['paɪlət] [kæm] [pɪəs] [nɒtʃ] [kɒɪn]
铸铁铸件制造操作流程

铸铁铸件制造操作流程铸铁铸件是一种常见的金属零件,应用广泛于各行各业。
铸铁铸件的制造操作流程十分重要,在生产过程中需要严格按照规范来进行操作,才能保证产品的质量和生产效率。
下面将详细介绍铸铁铸件的制造操作流程。
1. 铸铁铸件的设计首先,铸铁铸件的制造流程始于设计。
设计是整个生产过程中最为关键的一环,决定了产品的质量和性能。
在设计阶段,需要考虑产品的形状、尺寸、结构和材料等因素,以满足产品的使用要求。
2. 模具制造接下来,需要制作用于铸造铸铁铸件的模具。
模具是铸造过程中的关键工具,直接影响产品的成型质量。
模具制造包括模具设计、模具加工和组装等环节,其中要求对模具的精度和表面质量有严格要求。
3. 铸造准备在进行铸造之前,需要进行铸造准备工作。
这包括准备熔炉、铸造设备和原材料等,确保生产过程的顺利进行。
同时,在准备阶段还要对模具进行检查和保养,以确保模具在铸造过程中的稳定性和可靠性。
4. 熔铁和浇注当准备工作完成后,接下来就是熔铁和浇注工艺。
首先需要将原材料铁水加热至一定温度,然后通过浇注工艺将熔铁注入模具中。
在浇注过程中,需要控制好浇注速度和温度,以确保产品的密度和结构均匀。
5. 冷却和固化铸铁铸件在浇注完成后需要进行冷却和固化。
冷却过程中需要注意控制冷却速度和温度,避免产生裂纹或变形。
同时,固化过程中还需要对产品进行处理,如去除表面氧化皮等工艺,提高产品的表面质量。
6. 清理和检验最后,铸造完成后,需要对铸铁铸件进行清理和检验。
清理工作包括去除模具和余渣等杂质,确保产品的外观和尺寸符合要求。
同时,还需要进行质量检验,包括外观检查、尺寸测量和性能测试等,确保产品的质量和功能符合标准。
通过以上步骤,铸铁铸件的制造操作流程就完成了。
每个环节都需要严格按照规范来进行操作,确保产品的质量和生产效率。
铸铁铸件作为一种重要的金属零件,在各行各业都有广泛的应用,其制造操作流程的重要性不言而喻。
只有严格按照规范来进行操作,并不断优化改进,才能生产出高质量、高性能的铸铁铸件,满足市场和客户的需求。
铸造工艺流程英文

铸造工艺流程英文Casting Process FlowCasting is a manufacturing process in which a liquid material is poured into a mold, which contains a hollow cavity of the desired shape, and then allowed to solidify. This process enables the production of complex shapes that would be difficult or impossible to achieve by other methods. Here is a brief overview of the casting process flow:1. Pattern making: The first step in the casting process is to create a pattern, which is a replica of the final desired product. Typically, the pattern is made from wood, plastic, or metal. The pattern is used to create the mold, so it must be created with high precision to ensure the accuracy of the final product.2. Mold making: Once the pattern is ready, it is used to create the mold. The mold can be made from various materials, such as sand, metal, or ceramic. The choice of material depends on factors such as the desired surface finish, the complexity of the part, and the number of castings required.3. Core making: In some cases, the mold may require a core to create internal cavities or complex shapes. Cores are typically made from sand or metal and are placed inside the mold before the liquid material is poured. The cores allow for the creation of intricate details and features in the final casting.4. Melting: The next step is to melt the material that will be used for the casting. The material can be metal, plastic, or even glass,depending on the application and requirements. The melting process can be done using various methods, such as electric arc furnaces, induction furnaces, or gas-fired furnaces.5. Pouring: Once the material is melted, it is poured into the mold. The pouring process must be carefully controlled to ensure that the molten material fills the mold completely and evenly. The temperature and rate of pouring are crucial factors that affect the quality of the final casting.6. Cooling and solidification: After the molten material is poured into the mold, it starts to cool and solidify. The cooling process can take several minutes to several hours, depending on the size and complexity of the casting. During this time, the material undergoes a phase change from liquid to solid, and it takes on the shape of the mold.7. Shakeout: Once the casting has solidified and cooled, it is removed from the mold. This process is known as shakeout. The mold is typically destroyed during this step, as it is made from materials that cannot be reused. The casting is then cleaned and inspected for defects, such as air pockets or surface imperfections.8. Finishing: The final step in the casting process is to finish the casting to the desired specifications. This can involve processes such as grinding, sanding, polishing, or painting. The goal is to remove any excess material, smooth the surface, and improve the appearance of the casting.In conclusion, the casting process flow involves several steps, frompattern making to finishing. Each step requires careful planning and attention to detail to ensure the production of high-quality castings that meet the desired specifications.。
铸造工艺(英文)
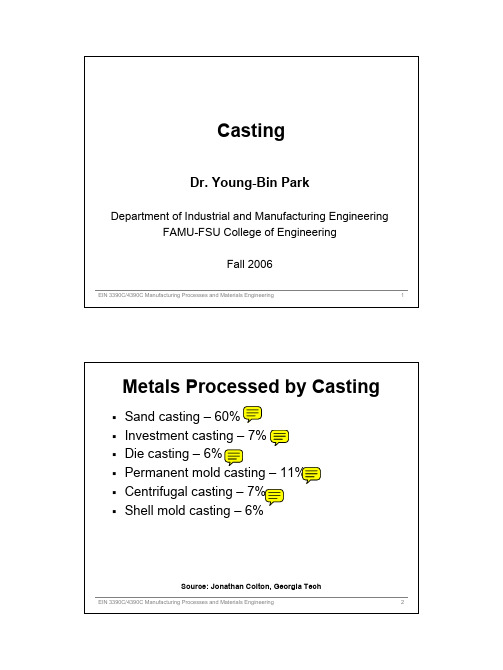
CastingDr. Young-Bin ParkDepartment of Industrial and Manufacturing EngineeringFAMU-FSU College of EngineeringFall 2006EIN 3390C/4390C Manufacturing Processes and Materials Engineering1Metals Processed by CastingSand casting –60%Investment casting –7%Die casting –6%Permanent mold casting –11%Centrifugal casting –7%Shell mold casting –6%Source: Jonathan Colton, Georgia TechEIN 3390C/4390C Manufacturing Processes and Materials Engineering2EIN 3390C/4390C Manufacturing Processes and Materials Engineering 3Examples of Cast Products Transmission valve body Hub rotor with disk-brake cylinderTransmission housing EIN 3390C/4390C Manufacturing Processes and Materials Engineering4Examples of Cast Products Polaroid PDC-2000 digital camerawith a AZ191D die-cast, high-puritymagnesium case Two piece Polaroid camera case made by hot-chamber die-casting processExpendable Mold CastingSand castingShell moldingLost-foam castingInvestment castingVacuum castingEIN 3390C/4390C Manufacturing Processes and Materials Engineering5Sand MoldEIN 3390C/4390C Manufacturing Processes and Materials Engineering6Sand CastingEIN 3390C/4390C Manufacturing Processes and Materials Engineering7PatternEIN 3390C/4390C Manufacturing Processes and Materials Engineering8EIN 3390C/4390C Manufacturing Processes and Materials Engineering 9CoreInserts made from sand and used to form internal cavities or passages. Placed in the mold cavity to form the interior surfaces of the casting.Chaplet : Metal support used to anchor the core in placeEIN 3390C/4390C Manufacturing Processes and Materials Engineering 10Shell MoldingExpendable-Pattern (Lost-Foam) CastingEIN 3390C/4390C Manufacturing Processes and Materials Engineering11Investment Casting (Lost-Wax) EIN 3390C/4390C Manufacturing Processes and Materials Engineering12Investment Casting(a) Wax pattern assembly(b) Ceramic shell around wax pattern(c) Wax is melted out and the mold is filled with molten superalloy(d) Cast rotor produced to net or near-net shapeEIN 3390C/4390C Manufacturing Processes and Materials Engineering13 Investment CastingEIN 3390C/4390C Manufacturing Processes and Materials Engineering14EIN 3390C/4390C Manufacturing Processes and Materials Engineering 15Investment CastingAdvantages –Complex shape –Good surface finish (R a = 1-2 microns)–Close dimensional tolerances –Suitable for high melting point alloysDisadvantages –Labor intensive–CostlyApplications–Gears, cams, valves, jewelryEIN 3390C/4390C Manufacturing Processes and Materials Engineering16Vacuum CastingA mixture of fine sand and urethane is molded over metal dies and cured with amine vapor.The mold is partially immersed into molten metal.The vacuum draws the molten metal into the mold cavities. Suitable for thin-walled complex shapes with uniform propertiesEIN 3390C/4390C Manufacturing Processes and Materials Engineering 17Permanent Mold Casting EIN 3390C/4390C Manufacturing Processes and Materials Engineering 18Permanent Mold CastingAdvantages:–Reusable mold that maintains strength at hightemperature (typically made from a metal such ascast iron, steels, ceramics, refractory metal alloys)–Superior heat conduction•Higher cooling rate•Finer grain size•Better part strength–Mold cavity and gating systems are integral partsof the mold–Good dimensional stability–Good surface finish (R a = up to 1-2 microns)–Easier to automate (higher production volume)EIN 3390C/4390C Manufacturing Processes and Materials Engineering 19Permanent Mold CastingDisadvantages:–Suitable for casting low melting point metals, e.g., Al, Mg, Zn, Cu, etc.–More prone to hot tears (due to lower deformation strength of metal dies)–Not suitable for intricate shapes–Thermal gradient across the mold is critical.–Thermal shock needs to be prevented, as it may lead to thermal fatigue and failure.–Measures for thermal shock:•Preheat mold.•Provide cooling channels where the characteristic thickness is large.EIN 3390C/4390C Manufacturing Processes and Materials Engineering 20Permanent Mold CastingProcess parameters–Clamping force–Injection pressure–Die size and capabilityApplications–For making nonferrous metal parts of relatively intricate shapes for mass production (Ferrous metals can also be cast.)Again, thermal balance in the mold is critical.EIN 3390C/4390C Manufacturing Processes and Materials Engineering 21Hot-Chamber Die CastingEIN 3390C/4390C Manufacturing Processes and Materials Engineering 22Hot-Chamber Die CastingFor casting low melting point metals, e.g., zinc, tin, lead, etc.Average injection pressure = 15 MPa (can be as high as 35 MPa)High production rates, e.g., 900 parts/hr for Zn parts, 18,000 parts/hr for zipper teethSimilar to injection molding of plasticsEIN 3390C/4390C Manufacturing Processes and Materials Engineering 23Cold-Chamber Die CastingNo furnace 20-70 MPaFor casting highmelting point metals, e.g., Al, Mg, CuEIN 3390C/4390C Manufacturing Processes and Materials Engineering 24Cold-Chamber Die CastingEIN 3390C/4390C Manufacturing Processes and Materials Engineering25Centrifugal CastingSide viewUses the inertial forces caused by rotation to distribute the molten metal into the mold cavitiesHollow cylindrical parts (pipes, gun barrels), axisymmetric parts (wheel with spokes)EIN 3390C/4390C Manufacturing Processes and Materials Engineering 26Centrifugal CastingEIN 3390C/4390C Manufacturing Processes and Materials Engineering 27Centrifugal CastingEIN 3390C/4390C Manufacturing Processes and Materials Engineering 28Squeeze CastingSolidification of molten metal under high pressure combination of casting and forgingApplied pressure is between die casting and forgingEIN 3390C/4390C Manufacturing Processes and Materials Engineering29Casting Turbine BladesDirectional solidificationProduction of single crystal bladeProduction of blades with longitudinal grain boundariesEIN 3390C/4390C Manufacturing Processes and Materials Engineering 30Casting Design RulesEIN 3390C/4390C Manufacturing Processes and Materials Engineering 31Casting Design RulesUniform cross-sections (or thickness) and smooth, gradual transitionsAvoid sharp corners to reduce stress concentrationEIN 3390C/4390C Manufacturing Processes and Materials Engineering 32Casting Design RulesFlats–Avoid large flats, which may potentially lead towarpage and surface nonuniformities–Break up with ribs and serrationsShrinkage–Design patterns with shrinkage allowance, i.e. usesmaller patterns–Range:•Aluminum: 1.3%•Ferrous metal: 0.8-2.0%•Aluminum-bronze: 2.1%EIN 3390C/4390C Manufacturing Processes and Materials Engineering33Casting Design RulesParting lines–Design along flat planes–Corner/edge incorporation–Reduce core usageEIN 3390C/4390C Manufacturing Processes and Materials Engineering34EIN 3390C/4390C Manufacturing Processes and Materials Engineering35Casting Design RulesDraft angles–Necessary for pattern or part removal in permanent mold casting–Range: 0.5-2 degrees –Influences tolerancesTolerances–Production cost increases as tolerance decreases –Sand casting: 1/32”-1/16”on 12”surface –Shell molding:•0.020”for steel •0.015”for cast iron •0.003”best achievable–Include machining allowances, if necessaryEIN 3390C/4390C Manufacturing Processes and Materials Engineering36ExamplesChill(X)(O)(X)(O)(X)(O)(X)Too sharpToo roundDraft anglesGradual thickness change2. Bad for core placementShrinkage cavityEIN 3390C/4390C Manufacturing Processes and Materials Engineering37Examples(X)(O)Uniform thickness for uniform cooling and shrinkage prevention(X)(O)Inclination is better for porosity and residual stress prevention.(X)(O)Continuous core is better.EIN 3390C/4390C Manufacturing Processes and Materials Engineering 38Examples(X)(O)Uniform thicknessUniform thicknessExamplesEdge reinforcement(X)(O)Uniform thickness is required (ribs). EIN 3390C/4390C Manufacturing Processes and Materials Engineering39Modeling and SimulationEIN 3390C/4390C Manufacturing Processes and Materials Engineering40Directional SolidificationEIN 3390C/4390C Manufacturing Processes and Materials Engineering41SimulationEIN 3390C/4390C Manufacturing Processes and Materials Engineering42SimulationEIN 3390C/4390C Manufacturing Processes and Materials Engineering43SimulationEIN 3390C/4390C Manufacturing Processes and Materials Engineering44。
铸钢铸造流程
铸钢铸造流程Steel casting is a complex process that involves the melting of steelto pour it into a mold to create a specific shape. 铸钢是一个复杂的流程,涉及将钢材熔化后倒入模具中,以便制造出特定形状的产品。
The process of steel casting can be broken down into several steps, each of which plays a crucial role in the quality and success of the final product. 铸钢的流程可以分为几个步骤,每个步骤对最终产品的质量和成功具有至关重要的作用。
One of the key steps in steel casting is the selection of the right steel material for the specific application. 铸钢中的一个关键步骤是为具体的应用选择合适的钢材。
The steel material must possess the necessary properties, such as strength, durability, and corrosion resistance, to ensure that the final product meets the desired specifications. 钢材必须具备必要的性能,如强度、耐久性和耐蚀性,以确保最终产品符合预期的规格。
Another important aspect of steel casting is the design of the mold.铸钢的另一个重要方面是模具的设计。
The mold not only determinesthe final shape of the steel product but also impacts the quality andaccuracy of the casting process. 模具不仅决定了钢制品的最终形状,还影响了铸造过程的质量和准确性。
铸造生产工艺流程合集
铸造生产工艺流程合集英文回答:Casting Production Process.The casting production process involves several key steps to transform molten metal into the desired shapes and forms. This process is widely used in various industries, from automotive and aerospace to construction and consumer products. Understanding the steps involved in the casting process is crucial for optimizing production, ensuring quality, and meeting specific requirements. Here is an overview of the typical casting production process:1. Pattern Making:The first step is to create a pattern, which is a replica or mold of the final product. Patterns are made using various materials such as wood, metal, or plastic. They define the shape of the final casting and serve as thebasis for the molding process.2. Molding:Molding involves creating a mold cavity using the pattern. The mold is typically made of sand, metal, or ceramic and is formed around the pattern. The mold is then separated into two or more pieces to allow for the removal of the pattern.3. Core Making (for complex shapes):In cases where the casting requires internal cavities, such as holes or hollow sections, cores are used. Cores are separate mold components that are placed inside the mold to create these internal shapes.4. Melting and Pouring:The selected metal is melted in a furnace and poured into the prepared mold. The molten metal fills the mold cavity and takes the shape of the mold.5. Solidification:Once the molten metal is poured, it begins to solidify and cool. During this process, the metal undergoes a phase transformation from liquid to solid. Solidification is a critical stage in the casting process, as it affects the casting's metallurgical structure, properties, and integrity.6. Shakeout and Fettling:After solidification, the mold is broken apart, and the casting is removed. The casting undergoes shakeout to remove any remaining molding material or debris. Fettling involves removing any excess material, such as sprues or risers, from the casting.7. Heat Treatment and Finishing:Depending on the requirements, the casting may undergo heat treatment processes such as annealing,tempering, or hardening to enhance its properties and performance. Finishing involves cleaning, polishing, or coating the casting to achieve the desired surface finish and protection.8. Inspection and Testing:The final step is inspection and testing to ensure the casting meets the required specifications and standards. This can involve visual inspection, dimensional measurements, and mechanical testing.中文回答:铸造工艺流程。
铸造工艺技术经验专业(专科)教学实施方法
国家开放大学开放教育机械大类铸造技术管理类铸造工艺技术专业(专科)教学实施方案为了保证国家开放大学铸造工艺技术专业(专科)的教学实施,做好本专业的教学与教学管理工作,保证教学质量,实现技能型、应用型专门人才的培养目标,特制定本教学实施方案。
一、专业教学特点(一)学生特点1《铸2合,授课中,的目的、要求、技巧和要点,让学生学到第一手的铸造知识。
3.满足行业需要的对口课程:为了培养适应铸造企业不同岗位及相关企业特定岗位需求的人才,设计本专业的延展课程,包括《艺术铸品的鉴赏与制造技术》、《铸造企业管理基础》、《铸造CAD/CAE》、《铸造安全生产与职业素养》、《铸造新技术讲座》、《铸造专业英语》等课程,通过上述课程的学习,可培养学生对相关岗位的工作特点、基本流程和技术要求的认识,增加学生的就业竞争力。
4.实践性教学的课程:为使学生适应社会需要,掌握必需的操作技能,必须通过实践性教学使理论与实际相结合,使学生掌握该专业的实际操作技能,积累铸造从业经验,为将来实际从事相关岗位工作打好基础。
主要课程包括《金相观察与热处理实训》、《机械加工基础实训》、《材料成形方法实训》、《铸件质量检测方法与检测工具的使用》和《毕业实习或毕业设计》等,在教学中应突出实操性的特点,强调理论和实践相结合。
铸造工艺技术专业教学方法和手段的重点是放在使学生更早和更多地接触铸造行业,直观地了解铸件生产过程运作。
可以尝试将专业课教学延伸到铸造生产活动现场中,让学生以兼职的身份参与到铸造企业的生产活动中去。
三是3年以上高校(科研机构)工作经历。
2)学习中心/教学点学习中心/教学点至少应有1名以上同类专业毕业或从事2年以上同类专业教学的专职教师从事教学工作;至少有1名职业技能鉴定考评员(可兼职)。
专职教师应有本学科中级专业技术职务及5年以上高校(科研机构)工作经历,或具有硕士学位及2年以上高校(科研机构)工作经历。
2.实验、实训条件配备相应的开展铸造工艺技术专业技能实训的条件,包括至少1名接受过培训的实训教师,能进行铸造行业职业技能实训的多媒体、计算机网络设备,并建立良好畅通的信息沟通机制。
银行分行营业部柜员英语培训手册
ⅩⅩ银行分行营业部柜员英语培训手册随着全球经济一体化的发展以及我国金融机构持续的海外拓展,许多外籍人士已经参与到我们的社会生活当中。
可以预见,在未来将会有越来越多的外籍人士来到中国,对金融服务的需求也会越来越丰富。
所以提高柜员综合素质,尤其是提高柜员外语听说能力迫在眉睫。
作为世界各国通用语言的英语由于其特殊的地位,是我们外语能力提升的主要语种。
参照银行柜台业务的实际流程,依据英语教学的内容,进一步满足提高柜员英语听说能力的需要,本行收录了银行业务流程中可能涉及到英语对话的部分内容,用于辅助英语教学,旨在提高柜员的业务素质和专业英语水平。
目录第一部分必备词汇一般用语开户与存款外币兑换汇款旅行支票信用卡交通银行ⅩⅩ分行柜员英语培训手册第二部分常用句型问候、招呼提供服务引导相关柜台送别答谢询问开立账户请出示有关文件或证明告诉汇率、利率是多少需要何种票面现金请客户稍作等候询问存入(取出)多少钱?起存金额要求指导客户填单收取正常费用树立银行形象第三部分情景对话迎候客户光临指引方向开户与存款货币兑换购买外汇2交通银行ⅩⅩ分行柜员英语培训手册第一部分必备词汇数字one num. 一two num. 二three num. 三four num. 四five num. 五六num. sixnum. 七sevennum. eight 八九num. ninenum. 十tenhundred num. 百num. 千thousand百万num. millionbillion一般用语n. 柜台countern. 计算、账目accountn. 问候、祝贺greetinginquiry n. 询问道歉n. apology提议n. suggestion乐趣、愿望pleasure n.n. 过错、缺点faultforgive vt. 原谅、饶恕matter n. 事件、物质、内容、原因vi. 有关系、要紧3 交通银行ⅩⅩ分行柜员英语培训手册guide n. 领路人、向导、导游vt. 带领、指导moment n. 片刻charge n. 费用, 主管, 掌管vt. 收费commission n. 委任, 委托, 代办(权), 代理(权), 犯(罪), 佣金deduct vt. 扣除, 个别的, 单独的adj. 分开的, 分离的separate分别隔离, 分散, v. 分开,短信,注解,票据, 纸币笔记n. , note记录, 笔记vt. 注意,counterfeit n 赝品, 伪造品, adj. 伪造的假冒的vt. 伪造, 假冒adj. 有关的, 相应的relevant经常地adj. 规则的, 有秩序的, 经常的adv. regular forge v. 稳步前进, 铸造, 伪造充公, 查抄, 征用confiscate vt. 没收,adj. 被没收的收到, receipt n. 收条收据,v. 收到直adv. straight , 直接, 一直]通知, [ 忠告advice , 建议商n.合作, 协作cooperation n.n. percent 百分比, 百分数intend意谓意指打算想要vt. , , ,separately adv. 个别地分离地adj. , 技术上的technical , 技术的技巧方面的individual n. , 个人个体4交通银行ⅩⅩ分行柜员英语培训手册urgent adj. 急迫的, 紧急的denomination n. 命名representative n. 代表adj.典型的, 有代表性的equivalent adj. 相等的, 相当的, 同意义的n.等价物, 相等物开户与存款cash n. 现金兑现vt., 保证金n. 沉淀物, deposit 存款, 押金vt. 存放, 堆积沉淀vi.vt. withdraw 收回, 撤消vi. 缩回, 退出n. 利率interest rate每年的, 一年生的adj. 一年一次的, annualcurrent deposit 活期存款定期存款fixed deposit装满,充满, 填充vt. fillvi. 充满填方饱, 充分, n. 满足,外形n. 形状, 形态, , 表格, 形式formv. 形成, 构成, 排列, (使)组成, 完全相同duplicate , 复制的, 副的两重的, 两倍的adj.副本n. 复制品,使成双, 使加倍, , vt. 复写复制, , n .标记符号, sign 记号征兆, 迹象, 征候于, )~签署(), ( v. 签名于署名dot 点n. , 园点, 圆点在vt. ...上打点 5交通银行ⅩⅩ分行柜员英语培训手册frame n. 结构, 画面,框架balance n. 秤, 天平, 平衡, [商] 收支差额, 结余, 余额v. 平衡, 称, 权衡, 对比, 结算n. 资产平稳表minimum adj. 最小的, 最低的n. 最小值, 最小化original adj. 最初的, 原始的, 独创的, 新颖的n. 原物, 原作initial adj. 最初的, 词首的, 初始的n.词首大写字母passport n. 护照Identity Card n. 身份证件effective adj. 有效的certificate n. 证书, 证明书vt. 发给证明书, 以证书形式授权给...外币兑换exchange vt. 交换, 调换, 兑换, 交流, 交易n. 交换, 调换, 兑换, 交流, 交易exchange rate n. 兑换比率exchange memo n. 兑换水单memo 备忘录currency n. 流通货币汇款remittance n. 汇款, 汇寄之款, 汇款额SAEC (State Administration of Exchange Control)国家外汇管理局approval n. 赞成, 承认, 正式批准reference n. 提及, 涉及, 参考, 参考书目, 证明书(人), 介绍信(人)convert vt. 使转变, 转换...6交通银行ⅩⅩ分行柜员英语培训手册reconvert v. (使)恢复故态krone 克朗peso 比索bath 泰铢rupee 卢布aboard adv. 在船(飞机、车)上, 上船(飞机、车)prep. 在(船、飞机、车)上, 上(船、飞机、车)n. 顺序,秩序,会议规则,命令, 定购, 定单order定购, , 定制vt. 命令不同vi. 不一致, differ from旅行支票n. traveller's check 旅行支票, 迹象, 征候n. 标记, 符号, 记号, 征兆sign~, 签署v. 签名(于), 署名(于) 复签n. countersignadv. 预先beforehand到场出席, presence , 存在n.买vt. purchase , 购买买n. , 购买n. 认可authorization 授权,出票行n. issuing bankagreement 协定, , 协议同意n. , 一致信用卡信用卡credit card应用, application 申请表请求n. , 申请,photocopy v. 影印n. 影印license 许可vt. 执照), (许可n. 证, 特许v.许可7交通银行ⅩⅩ分行柜员英语培训手册valid adj. 有效的, 有根据的, 正当的, 正确的expiration n. 满期overdraft n. 透支, 透支之款项depend on vi. 依靠, 依赖accepting bank n. 承兑行contact with v. 与…联系cancel v. 注销英语语法简介句子成分一个句子皆由两个部分组成,即主语部分(subject group)与谓语部分(predicate group),如:My brother teaches English at a language school.句子中的my brother即是主语部分,teaches English at language school即是谓语部分。