经济型数控系统研究与设计
一种经济型数控系统的设计
¡
¡
WDK ¡¢£¤¥¦
图2
1 ¡¢£ 6 ¡¢£
了薄板前端到主轴缺口的距离,然后,让进给轴开始进
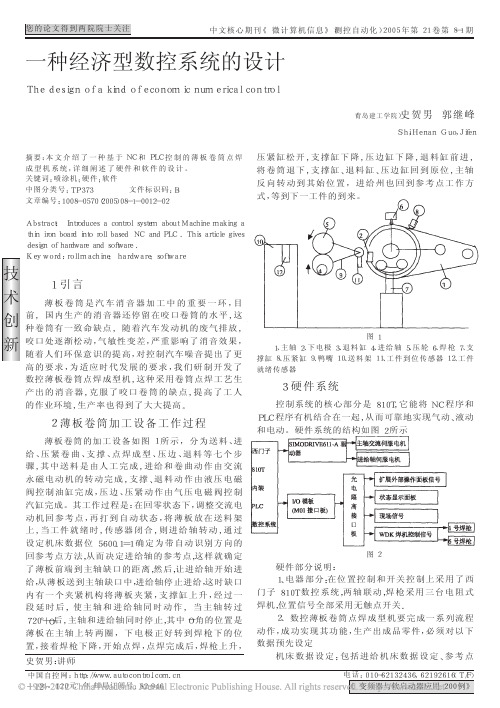
硬件部分说明:
给,从薄板送到主轴缺口中,进给轴停止进给,这时缺口
1、电 器 部 分:在 位 置 控 制 和 开 关 控 制 上 采 用 了 西
内 有 一 个 夹 紧 机 构 将 薄 板 夹 紧 ,支 撑 缸 上 升 ,经 过 一 门 子 810T 数 控 系 统,两 轴 联 动,焊 枪 采 用 三 台 电 阻 式
¡¢
¡
¡¢£¤¥
¡¢£¤¥¦
¡¢
¡¢£¤¥¦§¨©
N ¡¢£¤¥
Y N ¡¢£¤¥¦§
¡¢£¤¥¦
¡¢£¤ NC ¡¢£¤ ¡¢£
图3 工件加工程序:
G00 G94 G90 X0 Z- 145 M60 G04 X1.0 Z1.0 G01 G90 X- 1076 Z- 1119 F1700; M50 G01 G90 X0 Z- 1119 F5000M51 M02
(QingDao Institute of Ar chitectur e and engineer ing, Qingdao ,266520,China)Shi,Henan Guo,J ifen
4 软件系统
(投稿日期:2004.12.23) (修稿日期:2004.12.29)
为满足加工薄板卷筒的工 艺要求,该系 统操作可 分 为 自 动 、手 动 、回 参 考 点 方 式 。 手 动 用 于 调 整 ,在 自 动工作方式时,主轴和进给轴必须先回到 参考点。自 动加工程序流程图如图 3所示.
电 话 :010-62132436 ,62192616(T/F ) 《 现场总线技术应用 200 例》
经济型数控进给传动系统的优化设计
V0 5 No 3 l1
机 械研 究 与 应 用
MECHANI CAL RES EARCH & APIL ( r ’ I 兀0N
2 o .9 0 20
第 1 5卷 第 3期 20 0 2年 9月
经 济 型 数 控 进 给 传 动 系统 的 优 化 设 计
U
体优 化 , 在 对 C 64 并 A 10普 通 车 床 的 数 控 改 造 中进 行
了实 际 应 用 。
r . 6工 台( 刀 作 或 架)
g
二 【
式 中 : - - 、2分 别 为 齿 轮 1 齿 轮 2的 转 动 惯 量 , 为 , , 、 - , 滚珠 丝杠 的 转 动 惯 量 , 为滚 珠 丝 杠 基 本 导 程 (m) 1 t c ,, 1
£ u ; Nc 2 ( ms) / () 2
在 进 行 系 统 整 体 优 化 设 计 时 , 计 变量 的选 择 应 设 把 对 系 统 目标 函数 影 响较 大 的 、 零 部 件 设 计 起 主 导 对
作 用 的那 些 参 数 作 为 设 计 变 量 。该 系 统 的机 械 零 部 件 主要 是 滚 珠 丝 杠 副 、 轮 副 两 大 部 分 。其 中 , 珠 齿 滚
中 图 分 类 号 :G 0 .5 T 52 3 文 献标 识码 : B 文 章 编 号 :0 7 44 20 )30 3 -2 10 - 1 (0 20 —0 60 4
1 前 言
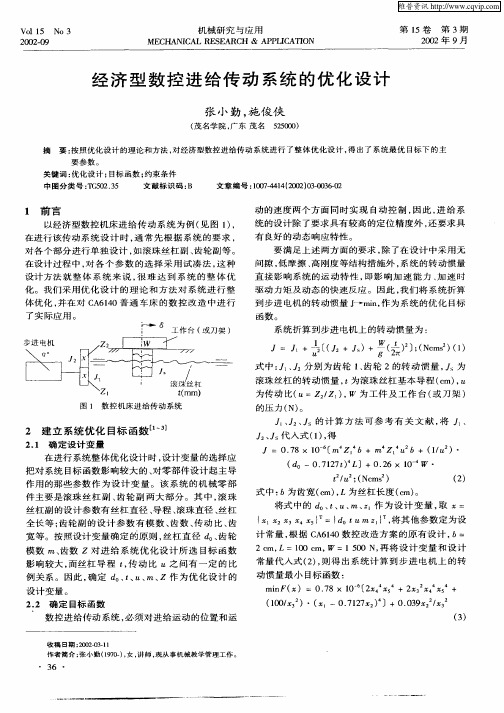
以经 济 型 数控 机 床 进 给 传 动 系 统 为 例 ( 图 1 , 见 )
在 进 行 该 传 动 系 统 设 计 时 , 常 先 根 据 系 统 的要 求 , 通 对各 个 部 分 进 行 单 独 设 计 , 滚 珠 丝杠 副 、 轮 副 等 。 如 齿 在设 计 过 程 中 , 各 个 参 数 的选 择 采 用 试 凑 法 , 种 对 这 设 计 方 法 就 整 体 系 统 来 说 , 难 达 到 系 统 的 整 体 优 很 化 。我 们 采 用 优 化 设 计 的 理 论 和 方 法 对 系 统 进 行 整
基于VB的经济型PC数控系统软件设计与开发
【e r sn me c o t l ytm sf ae VBpo m d s n n me c l o t l dsupuem c ie k ywo d ]u r a cnr s ot r; rga ei ; u r aycnr l cltr ahn il os e w g il oe
【 摘 要 】 文研 究 了应 用 V sa B s ( 称 VB) 言 开 发 经 济 型 P 本 iul ai 简 c 语 C数 控 系统 软 件 的 关键 问题 , 出 了相 应 的 解 决 方 案 和 程 序 设 计 技 术 。 提 并 且 ,以 一 个基 于 Wid w 平 台 的 P no s C数 控 雕 刻 机 软 件 开发 任 务 为例 ,用 V 编程 实 现 了一 个 P + 动 控 制 卡 构 建 模 式 的 经 济 型 数 控 系统 软 B C 运
【 src]o e se eeo igeoo cP u r a c nrl ytm sf aeuigVsa B s V )a gaeaedsusdi ti Abta tSmekyi usi d vl n c nmi Cn meil ot se ow r s i l ai B lnu g r i se hs s n p c os t n u c( c n
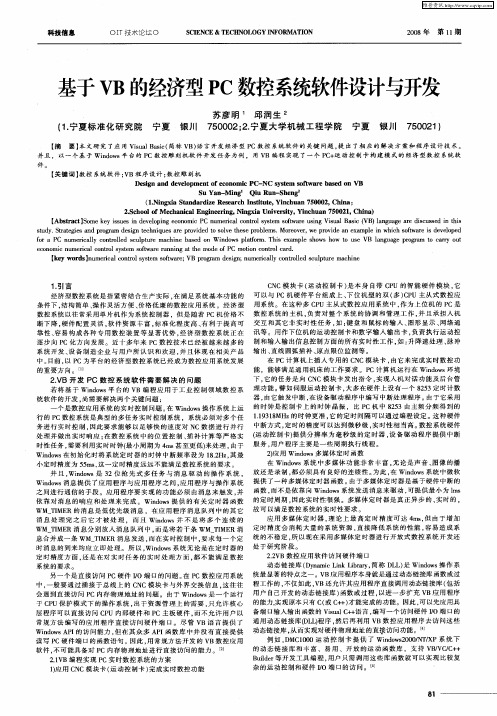
C C模 块 卡 ( 动 控 制 卡 ) 本 身 自带 C U 的 智 能 硬 件 模 块 , N 运 是 P 它 1引 言 . C 下 多 CU 经 济 型 数 控 系 统 是 指 紧 密 结 合 生 产 实 际 , 满 足 系 统 基 本 功 能 的 可 以与 P 机 硬 件 平 台组 成 上 、 位 机 型 的双 ( )P 主从 式 数 控 应 在 P 作 C是 条 件 下 , 构 简 单 、 作 灵 活 方 便 、 格 低 廉 的数 控 应 用 系 统 。经 济 型 用 系 统 。在 这 种 多 C U 主 从 式 数 控 应 用 系统 中 , 为 上 位 机 的 P 结 操 价 负 并且 承 担 人 机 数 控 系统 以往 常 采 用 单 片 机 作 为 系 统 控 制 器 ,但 是 随 着 P C机 价 格 不 数 控 系 统 的 主 机 , 责 对 整 个 系 统 的 协 调 和 管 理 工 作 , 如 键 图形 显 示 、 网络 通 断下 降, 硬件 配 置 灵 活 , 件 资 源 丰 富 , 准 化 程 度 高 、 利 于 提 高 可 交 互 和 其 它非 实 时 性 任 务 , : 盘 和 鼠标 的输 入 、 软 标 有 负 靠 性 、 易 构 成 各 种 专 用 数 控 装 置 等 显 著 优 势 , 济 型 数 控 系 统 正在 讯 等 。 用 作 下 位 机 的 运 动 控 制 卡 和 数 字 输 入 输 出 卡 , 责 执 行 运 动 控 容 经 如 升 脉 逐步 向 P C化 方 向 发 展 。 近 十 多 年 来 P C数 控 技 术 已经 被 越 来 越 多 的 制 和 输 入 输 出 信 息 控 制 方 面 的所 有 实 时 性 工 作 , : 降 速 处 理 、 冲 系 统 开 发 、 备 制 造 企 业 与 用 户 所 认 识 和 欢 迎 , 且 体 现 在 相 关 产 品 输 出 、 线 圆 弧 插 补 、 点 限 位 监 测 等 。 设 并 直 原 在P C计 算 机 上 插 入 专 用 的 C C模 块 卡 , 它来 完 成 实 时 数 控 功 N 由 中。 目前 , P 以 C为 平 台 的经 济 型 数 控 系统 已经 成 为 数 控 应 用 系统 发 展
经济型五轴雕刻数控机床的设计与实现
[2 ] 第3 卷 14 3
第1 期
21- ( ) 0 1 下 1
1
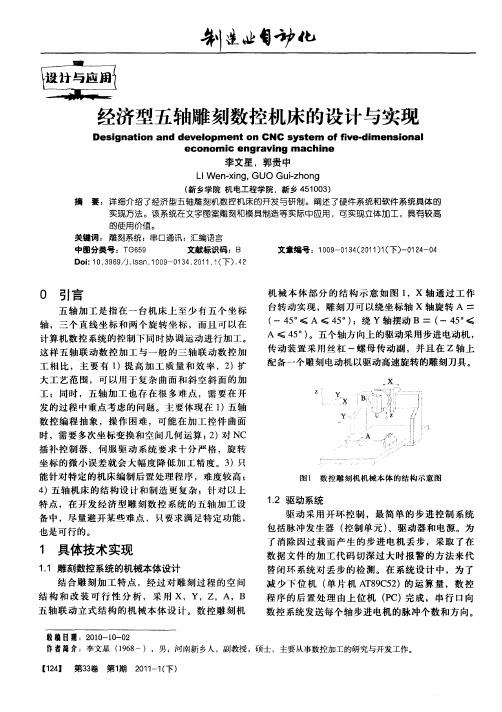
对 于 A、B 两轴 ,精密 电控 旋转 台选 用的步 进电机 每 2 0步转 一 周 ,即 单 脉 冲 1 o 0 . ,转 台 的减 速 比 8 i 10 = 8 ,步 进 电机 驱 动 器 的细分 数 M = 4 。所 以数 控 系统每输 出一个 脉冲 A、B两 轴所转 的角 度为 :
X 、
一 _ ¨ .一 。 。
工 相 比 ,主 要 有 1 高 加 工 质 量 和 效 率 ,2 扩 )提 ) 大 工 艺 范 围 ,可 以用 于 复 杂 曲面 和斜 空 斜 面 的加
工 ;同时 ,五轴 加 工 也 存 在 很 多 难 点 ,需 要在 开 发 的过 程 中重 点考 虑 的 问题 。主 要体 现 在 1 )五轴 数 控 编 程 抽象 ,操作 困难 , 可能 在 加 工 控件 曲面 时 ,需要 多次 坐标 变换 和空 间 几何运 算 ; ) N 2对 C
0 引言
五 轴 加 工 是 指在 一 台机 床上 至 少有 五 个 坐标
轴 ,三个 直 线 坐 标 和 两个 旋 转 坐 标 ,而 且 可 以在 计算机 数 控 系统的 控制 下 同时协 调 运动 进行 加工 。 这 样 五 轴联 动 数 控 加工 与一 般 的 三轴 联 动 数控 加
机 械本体部分的结构示意如 图 l ,X轴 通 过 工 作
结 合雕 刻加 工 特 点 ,经过 对 雕 刻 过 程 的 空 间
结 构 和 改 装 可 行 性 分 析 , 采 用 x,Y,z,A,B
数 据 文 件 的加 工 代 码 切 深过 大 时 报警 的方 检 测 。在 系 统设 计 中 ,为 了 减 少下 位 机 ( 片 机 A 8C 2 单 T 9 5 )的 运 算 量 ,数 控
经济型数控车床主传动系统设计
图书分类号:密级:毕业设计(论文)经济型数控车床主传动系统设计ECONOMICOL NC LATHE MAINTRANCMISSION SYSTEMDESIGN学生姓名班级学院名称机电工程学院专业名称机械设计制造及其自动化指导教师2013年5月22日徐州工程学院学位论文原创性声明本人郑重声明:所呈交的学位论文,是本人在导师的指导下,独立进行研究工作所取得的成果。
除文中已经注明引用或参考的内容外,本论文不含任何其他个人或集体已经发表或撰写过的作品或成果。
对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式标注。
本人完全意识到本声明的法律结果由本人承担。
论文作者签名:日期:徐州工程学院学位论文版权协议书本人完全了解徐州工程学院关于收集、保存、使用学位论文的规定,即:本校学生在学习期间所完成的学位论文的知识产权归徐州工程学院所拥有。
徐州工程学院有权保留并向国家有关部门或机构送交学位论文的纸本复印件和电子文档拷贝,允许论文被查阅和借阅。
徐州工程学院可以公布学位论文的全部或部分内容,可以将本学位论文的全部或部分内容提交至各类数据库进行发布和检索,可以采用影印、缩印或扫描等复制手段保存和汇编本学位论文。
论文作者签名:导师签名:日期:日期:摘要本文论述了数控车床主传动系统和伺服进给传动系统设计。
主传动系统的设计包括运动设计、动力计算、主轴箱结构设计。
伺服进给系统的设计包括传动设计、X、Z轴伺服进给系统结构设计。
本设计参照中型数控车床的一些主要的技术参数,详细论述了主传动系统中主轴最高和最低转速的设计,变速范围的确定,电动机功率的估算,电动机的选择,主轴箱转速图和功率图的设计,传动轴轴径和齿轮模数的估算,传动轴轴径、齿轮模数和轴承的验算;伺服进给系统中传动比的确定,伺服电动机的选择,滚珠丝杠螺母副的选择及伺服系统的参数设计和计算。
关键词:数控车床;主传动系统;结构设计AbstractT he subject of my research paper is “the Design of Main Transmission and Servo Feed Transmission for CNC Lathe”.The design for main transmission include the design of movement, the caculation of drive, and the design of headstock .Besides, the design for servo feed transmission include the design of transmission and the design of X-axis, Y-axis servo feed system .In my design, I take some main technical parameters of medium CNC lathe for reference. Furthermore, I design the maximum and minimum speed for spindle in the main transmission ,the determination of the transmission range, the estimate of motor power, the select of motor, the chart of Speed and power for headstock, the estimate of the size for shaft the estimate for gear modulus, the checking for the shaft , the gear modulus, the determination of the transmission ratio in servo feed transmission, the select of servo motor , the select of ball screw pair, the design of the parameter for servo feed transmission as well as its caculation.Key word s CNC lathe Main Drive System Structural Design目录摘要 (I)Abstract (II)目录................................................................................................................................... I II1 绪论 (1)2 总体设计方案拟定 (3)2.1 拟定主运动参数 (3)2.2 运动设计 (3)2.3 动力计算和结构草图设计 (3)2.4 轴和齿轮的验算 (3)2.5 主轴变速箱装配设计 (3)2.6给电机伺服系统的改造设计 (3)3 参数拟定 (5)3.1 车床主参数(规格尺寸)和基本参数 (5)3.2 各级转速的确定 (5)4.运动设计 (7)4.1 主传动拟定方案 (7)4.2 传动方案的比较 (7)4.2.1 采用单速电机 (7)4.2.2 采用双速电机 (8)4.3 各级传动比的计算 (8)4.4 各轴转速的确定方法 (10)4.4.1 Ⅰ轴的转速 (11)4.4.2 中间传动轴的转速 (11)4.5 转速图拟定 (11)5 主传动系统设计 (12)5.1 带轮及带的计算 (12)5.2 齿轮的计算 (14)5.2.1 确定齿轮齿数和模数 (14)5.2.2 确定齿轮的齿数和模数并校核 (15)5.2.3 齿轮的精度设计 (19)5.3 电磁离合器的选择和使用 (23)5.4 轴的设计和验算 (26)5.4.1 轴的结构设计 (26)5.4.2 轴的强度校核 (27)5.4.3 轴的刚度校核 (30)6 主轴变速箱的装配设计 (33)6.1 箱体内结构设计的特点 (33)6.2 设计的方法 (34)致谢 (37)参考文献 (38)1 绪论这次毕业设计中,我所从事设计的课题是CA6140数控车床主传动机构设计及典型零件的数控加工。
经济型数控冲床PLC控制系统的研究
c a me mo r e c o n v e n i e n t a n d t h e p e r f o r ma n c e o f t h e s y s t e m w a s i mp r o v e d . D e b u g g i n g t h e b u i l d e x p e r i me n t a l ma c h i n e mo d e l s h o w s t h a t t h e e c o n o mi c CN C s y s t e m h a s t h e a d v a n t a g e s o f s i mp l e o p e r a t i o n, h i g h r e l i a b i l — i t y a n d g o o d s t a b i l i t y . B e s i d e s t h e s e, t h e g e n e r a l r e q u i r e me n t s o f t h e ma c h i n i n g a c c u r a c y a r e me t b y t h e e —
WA N G We i d a , F A N Y u j i n , HU A I J i a n m i n g , Z H E N G H u a i h e , Z H A N G L e i
( 1 . C o l l e g e o fMe c h a t r o n i c E n g i n e e r i n g, K u n mi n g U n i v e r s i t y o fS i c e ee n a n d T e c h n o l o g y , Ki n a;
基于SINUMERIK 808D数控系统的经济型数控车床电气控制系统的设计
参考 文 献
金世佳 : 图像 跟踪 识 别技 术在 煤炭 运量视 频 管理 系统 中的研 究
2 7
[ 1 】 杨建全, 梁华, 王成 友 . 视 频 监 控 技 术 的 发展 与 现状 [ J 】 . 现 代 电子 技 术 , 2 0 0 6 , 2 1 ( 3 ) : 8 4 — 8 7 . 【 2 】 王晨. 智能视频监控设计[ D ] . 南京: 南 京理 工 大 学 , 2 0 0 7 .
Ab s t r a c t :T o d e s i g n a v i d e o s u r v e i l l a n c e t r a c k i n g a n d i d e n t i f i c a t i o n s y s t e m s e t t i n g i n c o a l mi l l e n t r a n c e ,w i l l mo n i t o r t h e t r u c k s e n t e in r g a n d e x i t i n g . T o i n t r o d u c e t h e s t uc r t u r e a n d o p e r a t i n g p i r n c i p l e o f t h e v i d e o s u r v e i l l a n c e t r a c k i n g a n d i d e n t i f i c a t i o n s y s t e m e x p o u n d s t h e
【 3 】 陈轶博. 智 能视频监控 的设计与实现[ D 】 . 大连: 大连海事 大学, 2 0 0 8 .
[ 4 】 欧扬, 刘元祥. 智 能 视 频 监 控 系统 中运 动 检 测 技 术 的 研 究 f J 1 . 工 矿 自动化 , 2 0 0 6 ( 6 ) : 5 — 1 6 .
基于IPC的经济型数控系统的研究
档型 ) 数控 系统j种。巾于经济型数控系统具有结构简 较高的 町靠性 , 特别适合于 业现场控制 。IC所具有的 P 单、 功能实用 、 价格 低廉 、 性价 比适 中等优 点 , 凶此仍有 丰 富 的软 硬 件资 源 和强 大 的 系统 功 能足 以开发 出 高性 能 它存在的空问和时 间,有 它在一定时期 内存在的必要
基 金项 目 : 肥工 业 大 学科 研 发展 基金 项 目(4 2 1 ) 合 0 00 F
控制 。经 四倍频 电路 后 , 系 统 分辨 率提 高 了 4 。 使 倍
1 4 机械工程师 20 年第 1 期 2 06 1
维普资讯
数控技术
4 系统 的 软件 结构
积木 式 设 计 、 全钢 结 构 密 机械加工业需要不 同类型和高 、 、 当 同层次 采 用通 用 的兀 源 总线 底 板结 构 、 中 低卡 不
的数控机床 。按照数控 系统的功能水 , 数控系统可 以
既 又 具 分为经济型 ( 低梢 型 )普及型( 、 中档型 ) 和全功能型( 高 低 通 滤 波 器滤 波 , 能 防止 电 磁 干 扰 , 能抗 冲 击 , 有
35 圆 范 栅 .
本系统 选用每转发 出 10 0 0个脉冲的圆光栅作 为位
置检 测 元件 实 现 半 闭环控 制 ,它用 联 轴节 与 步进 电机输
轴相连 , 直接把角度的变化转换为脉冲个数 , 并把信号
3 系统 的硬件 组 成
.
输 m到倍 频 辨 向电路 进 行进 一 步处 理 。
关 键词 : 工业控制计算机 ;半 闭环 ;经济 型数控 系统
中图分类号 :G 5 T 69
经济型数控机床工作台控制系统设计
经济型数控机床工作台控制系统设计经济型数控机床工作台控制系统设计摘要摘要数控机床是综合应用计算机、自动控制、自动化及精密机械等高新技术的产物。
当前,我国沿着经济、高速、高精度和自动化等几个方向发展数控技术;其中,发展经济型数控系统是符合我国国情的重要政策。
本文针对数控铣床的加工特点,工作环境和性能指标要求,采用MCS-51组成专用单片机控制系统来控制X轴和Y 轴的步进电机,从而实现对经济型数控机床工作台的控制。
本设计主要研究以MCS-51单片机为微型控制器的硬件体系结构。
硬件系统包括系统主模块、电源、晶振、步进电机、键盘及相关芯片。
关键词:经济型数控机床;MCS-C51单片机;步进电机。
I Abstract Abstract CNC machine is the product of a comprehensive application of computer, automatic control, automation and other high-tech precision machinery. Currently, several directions along our economy, high-speed, high-precision CNC technology and automation development; where economic development is an important policy CNCsystem suitable for China s national conditions. In this paper, CNC milling machining characteristics, working conditions and performance requirements, the use of MCS-51 microcontroller control system consisting of dedicated stepper motor to control the X-axis and Y-axis, in order to achieve economical CNC table control. This design study for the MCS-51 single-chip microcontroller hardware architecture. Hardware system including the system main modules, power supplies, crystal, stepper motor, keyboard. Keywords: Economical CNC machine tools; MCS-C51 microcontroller; stepper motor I 目录目录摘要I AbstractII 目录III 第一章绪论1 1.1 课题设计研究背景和意义1 1.2 研究的内容1 1.3 研究的技术路线1 第二章总体方案的确定2 2.1 导轨副的选用2 2.2 丝杆螺母副的选用2 2.3 减速装置的选用2 2.4 步进电机的选用2 2.5 控制系统的设计2 2.6 绘制总体方案图3 第三章控制系统硬件电路设计4 3.1 控制系统微控制器的选择4 3.2 80C51单片机主要性能参数4 3.2.1 80C51简介4 3.2.2 80C51单片机引脚功能4 3.3 80C51单片机复位电路6 3.480C51振荡电路6 3.5 单片机I/O口拓展芯片8255A简介7 3.6 程序存储器拓展相关芯片(74Ls373和2764)11 3.7 步进电机驱动芯片(L297和L298)13 3.8 键盘扫描16 3.8 键盘扫描17 3.9 显示器电路17 第四章编程软件Keil和仿真软件proteus18 4.1 Proteus简介18 4.2 Keil简介18 第五章控制系统软件模块设计19 5.1 键盘与显示总程序原理19 5.2 键盘与显示总程序流程图19 5.3 键盘扫描程序解释19 5.4 LED显示原理20 5.5 键盘扫描程序流程图21 5.6 显示程序流程图22 5.7 系统防干扰措施22 致谢25 参考文献26 附录27 III 第一章绪论1.1 课题设计研究背景和意义随着现代信息技术的发展,制造业得到了快速发展,促使机械加工技术发生深刻的变化,企业不但追求高效率的生产模式,更追求高标准的质量要求;因此这使得机械设备的功能要求越来越强大,其结构及功能随之也变得复杂。
CA6140车床经济型数控改造设计

优秀设计XX大学毕业设计(论文)题目CA6140车床经济型数控改造设计专业学号学生指导教师起止日期摘要普通机床的经济型数控改造主要是在合理选择数控系统的前提下,然后再对普通车床进行适当的机械改造,改造的内容主要包括:(1) 床身的改造,为使改造后的机床有较好的精度保持性,除尽可能地减少电器和机械故障的同时,应充分考虑机床零部件的耐磨性,尤其是机床导轨。
为此,本例中采用旧床身淬火并贴膜。
(2) 拖板的改造,拖板是数控系统直接控制的对象,所以对其改造尤显重要。
这中间最突出一点就是选用滚珠丝杠代替滚动丝杠,提高了传动的灵敏性和降低功率步进电机力矩损失。
(3) 变速箱体的改造,由于采用数控系统控制,所以要对输入和输出轴以及减速齿轮进行设计,从而再对箱体进行改造。
(4) 刀架的改造,采用数控刀架,这样可以用数控系统直接控制,而且刀架体积小,重复定位精度高,安全可靠。
通过对机床的改造并根据要求选用步进电机作为驱动元件,这样改造后的机床就能基本满足现代化的加工要求。
关键字:普通车床数控改造步进电机经济型数控系统AbstractEconomical NC transformation of general machine tools are mainly on the premise of the reasonable selection of NC system, and then to ordinary lathe mechanical transformation of appropriate, transformation of the content mainly includes:(1) the transformation, so that the machine has good precision retentivity, except as far as possible to reduce electrical and mechanical fault at the same time, should give full consideration to the wear resistance of the machine parts, especially the machine tool guide. Therefore, in this case using the old lathe bed quenching and film.(2) the transformation, the object is direct numerical control system, so the reform is particularly important. This is among the most prominent point is the selection of ball screw instead of rolling screw, improve the transmission of sensitivity and lower power stepping motor torque loss.(3) reconstruction of the gearbox, due to the numerical control system, so the input and output shaft and gear design, and then on the transformation.(4) the transformation of the turret, CNC turret, which can be directly controlled by CNC system, and the tool has the advantages of small volume, high repetitive positioning accuracy, safe and reliable.Through the transformation of the machine tool and according to the requirements of the stepping motor as driving device, so that after the transformation of the machine tool can meet the requirements of modern processing.Keywords: Transformation of NC lathe into economic step motor control system目录1.前言 (1)2.设计总体要求及相关已知条件介绍 (2)2.1设计总体要求 (2)2.2相关已知条件 (2)3.切削力的计算与分析 (3)3.1切削力的分析与计算 (3)4.机床主电机功率计算 (4)4.1主轴的变速范围 (4)4.2主轴的电机校核 (4)5.进给伺服系统传动方案的设计\对比分析 (4)5.1减速箱体的设计 (4)6.滚珠丝杠螺母副的设计\计算与选型 (5)6.1型号的选择 (5)6.2滚珠丝杠的计算 (6)7.导轨的计算及选型 (7)8.步进电机的计算及选用 (8)8.1纵向步进电机的选择 (8)8.2横向步进电机的选择 (12)9.设计小结 (18)10.参考文献 (19)致谢 (20)1.前言1946年诞生了世界上第一台电子计算机,这表明人类创造了可增强和部分代替脑力劳动的工具。
经济型五轴数控加工硬件系统的设计与应用

Th x rm e t lrs t h w h tt i e e pe i n a e ul s o t a hs CN C ys e c n r ai e f e a s CN C a h n Sl k g o to . s s tm a e l v - x z i i m c i e’ i a ec n r 1 n
Absr c :To b i i fsm plra d l w o te o mia v -xsCN C yse , d pte 2 bto ta t u l a knd o i d e n o c s c no c lf e a i i s t m a o t d 3 i p・ e ai ys e W i o X P t e s fw ae d v lpme tPlt r a d us d c rt ng s t m nd ws o b o t r e eo n a f m n e ompu e o a d r ys o t rf rh r wa e s — t r . e ine u t- ev c id rc in lpaallit ra e b ad f rs e pig mo o ’ rv rc ntol n e - e D sg d m lis r ie b - ie to a r l n e f c o r t p n t r Sd ie o r tr n e o i
经济型数控系统介绍
定制化服务
云技术应用
针对不同行业和企业的需求,经济型数控 系统将提供更加定制化的服务,满足个性 化需求。
云技术的应用将使得经济型数控系统实现 远程监控、数据共享和在线维护等功能, 提高系统的可维护性和便利性。
06
经济型数控系统的实际应用案例
应用场景一:机械加工行业
总结词
高效稳定、高性价比
详细描述
经济型数控系统的特点
01
经济型数控系统通常采用开放式体系结构,具有良好的可扩展 性和可维护性。
02
经济型数控系统的功能比较简单,主要用于简单的加工和制造
过程,能够满足中小企业的需求。
经济型数控系统的成本较低,价格相对较为实惠,适合于对成
03
本敏感的企业。
经济型数控系统的应用领域
经济型数控系统广泛应用 于机械加工、汽车制造、 工效率是衡量经济型数控系统生产能力的重要指标,它决定了加工过程的快慢 和生产效率的高低。
详细描述
加工效率涉及到多个方面,包括切削速度、进给速度、空行程速度等。高效率的 数控系统能够在保证加工质量的前提下,尽可能地提高切削速度和进给速度,减 少空行程时间和辅助时间,从而提高生产效率和加工能力。
高性价比
经济型数控系统在价格和性能 之间取得了良好的平衡,为用
户提供了高性价比的选择。
易于使用和维护
系统设计简洁,操作界面友好 ,降低了使用门槛,同时减少 了维护成本。
满足多种应用需求
适用于各种加工领域,如模具 制造、机械加工、航空航天等 ,具有广泛的适用性。
稳定的性能表现
采用先进的控制技术和可靠的 硬件配置,确保了加工过程的
稳定性和准确性。
对未来发展的展望
技术升级与创新
基于变频器的经济型数控车床主轴控制系统设计及参数设置
=
6 m, a r f转速 工件直径 d , 计算 可
=
得:
8 2 , =n n (o o 6 ) . S 3 N v f / o × 0 =45 1 m/
B1 B2
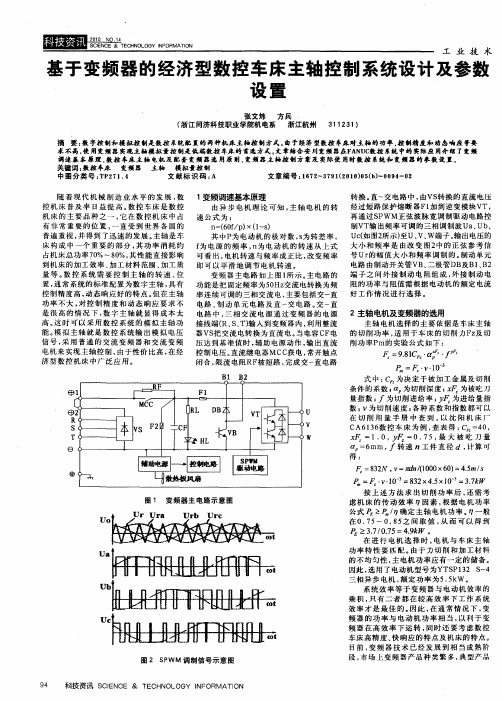
转换 。 ~ 电路 中 , 直 交 由VS 换 的 直 流 电压 转 经过 短 路 保护 熔 断 器 F 加 到 逆变 模 块VT, 1 再 通 过s wM正 弦 波脉 宽 调 制 驱 动 电路 控 P  ̄ V 输 出频 率 可调 的 三 相调 制 波 Ua Ub ] IT 、 、 U (l 所示 ) u、 w端 子 。 出电压 的 c ̄ 图2 至 V、 输 大 小 和 频 率 是 由改 变 图 2 的 正 弦 参 考 信 中 号 Ur 幅 值 大 小 和频 率 调 制 的 。 动 单 元 的 制 电路 由制 动 开 关 管V 二 极 管D 及 B 、 2 B、 B 1B 端子 之间外接制动 电阻组成 , 外接 制 动 电 阻 的 功率 与 阻值 需 根 据 电 动机 的额 定 电流 好工作情况进行选择 。
工 业 技 术
基于 变频 器 的 经济 型数 控 车 床 主轴 控 制 系统 设计 及 参 数 设 置
张文炜 方兵 ( 浙江 同济 科技职业 学院机 电系 浙江杭州 3 1 3 ) 1 1 2
摘 要 : 字控 钢和模 拟控 幸 是数控 系统配置 的 两种机床 主轴控 翻方式 。 数 4 由于经济 型数 控 车床 对主轴 的功率 . 翻精度和 动态响应 等要 控 求不 高, 用变颠器 实现主轴 模拟量控 削是 低端数控 车床 的首选方式 。 使 文章结合安 川变频 器在F N C A U 数控 系统 中的实际应 用介 绍 了变频 调速基 本 原理 , 控 车床 主 轴 电机 及 配套 变频器选 用 原则 。 数 变频器主 轴控 翻方 案及 实际使 用时数控 系统 和 变频器 的参数谩 王 。 关键 词 : 数控 车床 变频嚣 主轴 模拟 量控制 中图 分类 号 :P 7 . T 214 文 献标 识 码 : A 文 章编 号 :6 2 7 12 1)5b- 0 4 0 1 7-39 (0 00 () 09 - 2 随 着现代机 械制造业 水平 的发展 , 数 1 变频调速基本原理 控 机 床 普 及 率 日益 提 高 。 控 车 床 是 数 控 数 由 异 步 电 机 理 论 可 知 , 轴 电 机 的 转 主 机 床 的 主 要 品种 之 一 , 在 数 控 机 床 中 占 它 速公式为 : 有 非 常 重要 的 位 置 , 直 受 到 世 界 各 国的 一 n (0/ ) (- ) =6 fp X 1 s 普 遍 重视 , 得 到 了迅 速 的 发 展 。 轴 是 车 并 主 其 中P 电 动 机 的 极对 数 ,为转 差 率 , 为 s 床 构 成 中一 个 重 要 的 部 分 , 功 率 消 耗 约 f 电 源 的 频 率 , 为 电动 机 的 转 速 从 上 式 其 为 n 占机 床 总 功 率 7 %~8 %, 性 能 直 接 影 响 可 看 出 , 0 0 其 电机 转 速 与 频 率成 正 比 , 改变 频 率 到机 床 的 加 工 效率 、 工 材 料 范 围 、 工 质 即 可 以 平 滑 地 调 节 电机 转 速 。 加 加 量等 。 控 系统需要 控制 主轴 的转速 、 数 位 变频 器主 电路 如 上 图1 所示 。 电路 的 主 置 , 常 系统 的 标 准 配 置 为 数字 主 轴 , 有 功能 是 把 固定 频 率 为5 Hz 通 具 0 交流 电 转换 为 频 控 制 精 度 高 , 态 响 应 好 的特 点 。 在 主轴 率连 续 可 调 的 三相 交 流 电 , 动 但 主要 包 括 交 一 直 功 率 不 大 , 控 制 精 度 和 动 态 响 应 要 求 不 电路 、 动 单 元 电 路 及 直 一交 电 路 。 一直 对 制 交 是 很 高 的 情 况 下 , 字 主 轴 就 显 得 成 本 太 电路 中 , 相 交 流 电 源 通 过 变 频 器 的 电 源 数 三 高 。 时 可 以采 用 数 控 系 统 的 模 拟 主 轴 功 接 线 端 ( s T) 这 R、 、 输入 到 变 频 器内 , 用 整流 利 能 。 拟 主 轴 就 是 数 控 系 统 输 出 模 拟 电压 器V 把 交流 电转换 为直 流 电 。 模 S 当电 容 C 电 F 信 号 , 用 普 通 的 交 流 变 频 器和 交 流 变 频 压 达 到 基 准 值 时 , 助 电源 动作 , 出直 流 采 辅 输 电机 来 实现 主 轴 控 制 , 由于 性 价 比 高 , 经 控 制 电压 。 流继 电器M C 获 电 , 在 直 C 常开 触 点 济型数控机床中广泛应用。 闭合 , 限流 电阻RF 短路 , 成 交一直 电路 被 完
经济型数控机床的设计
上 完成数控机床设计、 主 要 零 部 件 的参 数 选 用 , 根 据 使 用 单位 的 实 际 自动加 工 的需要 , 应 当具 有更 好 的刚度 和抗 振性 。 除 了相 证 明 使 用 方 案 可 行 性 ,为 经 济 型 数 控 机床 的 技 术 改 造 提 供 适 用 的 设 计 方法。
_. 一
————1■—一
L _ —— ———
;
… … … …
…
…
…
…
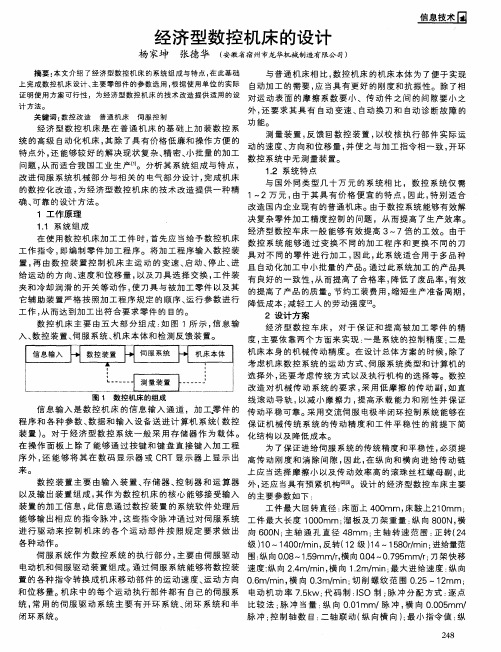
………ຫໍສະໝຸດ ………图 1 数 控 机 床 的 组 成
L : … 二 二 … 网 I l i I I 署 普 L … 二 一 土 j … … … … i
信 息输 入 是 数 控 机 床 的信 息输 入 通 道 ,加 工零 件 的 传 动平 稳 可靠。采用 交流伺 服 电极半 闭环 控制 系统 能够 在 程序和各种参数、 数 据 和 输 入 设备 送 进 计 算机 系 统 ( 数 控 保证 机 械传 统 系统 的传 动 精度 和 工 件平 稳 性 的前 提下 简 装置 ) 。 对于 经 济 型 数 控 系统 一 般 采 用 存储 器 作 为载 体 。 化 结构 以及 降低 成本 。
经 济 型数 控 机 床 的设 计
杨 家坤 张德华
市 龙 华机 械 制造 有 限公 司 ) ( 安徽省宿州 摘要: 本 文 介绍 了经 济 型 数 控 机 床 的 系统 组 成与 特 点 , 在 此基 础
与普 通机 床相 比 , 数控 机床 的机床 本体 为 了便于 实现 对运 动 表 面 的摩 擦 系 数要 小 、传 动 件 之 间 的 间隙 要小 之 外, 还 要 求其 具 有 自动 变速 、 自动 换 刀和 自动 诊 断 故 障 的 测量 装 置 , 反 馈 回 数控 装 置 , 以校 核执 行 部 件 实 际运 动 的速 度 、 方向和 位移 量 , 并 使 之 与加 工 指令相 一致 , 开环
经济型数控立式车床电气控制系统设计
河南工业职业技术学院Henan PolytechnicInstitute毕业设计(论文)题目经济型数控车床数控装置接口硬件设计班级机电0705姓名李浩宇指导教师田林红绪论随着我国生产技术进步,在机械制造业中,经济型数控机床越来越受到企业的欢迎。
企业一方面投入大量资金购买数控车床,另一方面更新改造现有普通机床,通过为普通机床添加数控装置,将普通机床改造成经济型数控机床,这是许多中小型企业面临的重要技改措施。
数控机床能够适应市场对产品多样化、高精度的要求。
因此得到了越来越广泛的应用。
但是,商品化的数控机床价格高,一致于推广应用受到限制,而我国又现存有大量的普通机床,利用较先进的数控系统,对现有普通机床进行技术改造,对提高我国机械行业的数控加工技术具有更重要意义。
数控机床是衡量一个国家机械制造业水平的重要指标。
根据我国机床拥有量大,生产规模小的具体国情,将普通机床通过数控化改造为经济型数控机床是我国机械工业技术改造的这样目标。
但从我国目前机械工业制造水平与发达国家相比差距较大,而且从目前企业所面临的情况看,因数控机床价格较贵,一次性投资较大,使企业心有余而力不足。
因此,我国作为机床大国。
对普通机床数控化改造作为一种良好的有效途径。
这样机床改造花费少,改造设计针对性强、时间短,改造设计后的机床大多能够克服机床的缺点和存在的问题,生产效率高。
1 机械部分改造的设计及计算1.1课题的来源与意义及总体方案的确定1.1.1 课题的来源与意义:社会发展的今天,现代工业发展非常迅速突出,普通机床已越来越不能满足现代加工工艺及提高劳动生产率的要求。
如果设备全部更新换代不仅资金投入大,成本太高,而且原有设备的闲置又将造成极大浪费。
所以最简易经济的办法就是进行数控化改造。
数控机床作为机电一体化的典型产品,在机械制造业中发挥着巨大的作用,很好的解决了现代机械制造中结构复杂、精密、批量小、多变零件的加工问题,且能稳定产品的加工质量,大幅度地提高生产效率。
经济型数控车床及控制系统设计说明书

经济型数控车床及控制系统设计中文摘要数控机床及由数控机床组成的柔性化制造系统是改造传统机械加工装备产业、构建数字化企业的重要基础,它的发展一直备受人们关注。
数控系统以其卓越的柔性自动化的性能、优异而稳定的精度、灵捷而多样化的功能引起世人瞩目。
它开创了机械产品向机电一体化发展的先河,因此使数控技术应用到车床成为先进制造技术中的一项核心技术。
通过持续的开发研究以及对信息技术的深化应用,促进了对数控车床性能和质量的进一步提升,使数控车床床成为国民经济和国防建设发展的一个重要制造装备。
应运而生的经济型数控车床正在大范围的用于生产实践。
经济型数控车床是采用直流或交流主轴控制单元来驱动主轴,按控制指令作无级变速,主轴之间不必用多级齿轮副来进行变速。
在本篇设计中采用了交流伺服电动机驱动主轴,变速部分仍采用齿轮变速箱,主要考虑到机床的经济性。
车床在进给系统中分为两部分,有横向进给系统和纵向进给系统,两个进给系统主要由滚珠丝杠、轴承、和步进电机构成,这样既达到了传动链短的要求,又实现了迅速进给的功能。
滚珠丝杠副具有与滚动轴承相似的特征,还具有传动效率高、运动平稳、传动可逆性、可以预紧、定位精度和重复定位精度高、同步性好使用寿命长等特点。
关键字:数控车床数控系统滚珠丝杠步进电机AbstractNumerical control machine and CNC machine tools from the composition of the flexible manufacturing system is processing machinery and equipment to transform traditional industries, the number of enterprises to build an important foundation,it has been development of people's attention.Numerical control system of flexible automation for its superior performance, outstanding accuracy and stable,agile and functional diversity caused by the world.It opened up a machinery to set a precedent for the development of mechanical-electrical integration,thus CNC lathe technology to advanced manufacturing technology to become a core technology. Through continuous research and development and the deepening of the application of information technology to promote the performance and quality of CNC Lathe further enhanced to bring bed CNC lathe has become the national economy and national defense construction and development of an important manufacturing equipment.Came into being economical CNC lathe is used in the production of large-scale practice.Economical CNC Lathe is a DC or AC control unit to drive the spindle axis,in accordance with instructions for the continuously variable control,between the spindle do not have to use multi-stage variable-speed gear pair to carry out. In this design the use of the AC servo motor driven spindle,variable speed transmission gear parts are still used,mainly to take into account the economic the in the feed system is divided into two parts,a horizontal and vertical feed system feeding system,the two main feeding system by ball screws,bearings,and constitute a stepping motor,so that not only met the requirements of a short transmission chain and quickly realized the function of the feed.Roller bearing ball screw with similar characteristics,also has a high transmission efficiency,sports a smooth,reversible drive,you can pre-positioning accuracy and repeatability and high precision, long life and good ynchronization and so on.Key words:numerical control machine numerical control system ball screw stepper motor经济型数控车床及控制系统设计目录中文摘要 (I)Abstract (II)第1章绪论 (1)1.1经济型数控车床机械结构设计背景、意义 (1)1.1.1所选课题背景 (1)1.1.2所选课题意义 (1)第2章总体方案设计 (3)2.1设计参数 (4)2.2传动原理 (5)第3章主传动系统的设计 (6)3.1确定变速级数 (6)3.2转速图 (7)3.3确定齿轮齿数 (7)3.3.1基本组齿轮齿数 (8)3.3.2计算第一扩大组的齿轮的齿数 (8)3.3.3第二扩大组的齿轮齿数 (8)3.3.4传动系统图: (9)3.4传动轴直径d的计算 (9)3.5设计齿轮模数 (10)3.5.1齿轮模数的估算 (10)3.5.2齿轮模数的验算 (11)3.5.3齿轮几何尺寸的计算 (12)3.6轴承的选取 (12)3.7带轮的设计计算 (14)3.8主轴主件的设计 (14)3.9主轴校核 (14)第4章进给伺服系统机械部分设计与计算 (17)4.1进给系统机械结构设计 (17)4.2滚珠丝杠副的特点 (17)4.3进给伺服系统机械部分的计算与选型 (17)4.3.1确定系统的脉冲当量 (17)4.3.2纵向滚珠丝杠螺母副的副的型号选择与校核步骤 (18)4.3.3横向滚珠丝杠螺母副的型号选择与校核步骤 (22)4.3.4齿轮有关计算 (24)4.3.5横向齿轮及转矩的有关计算 (28)第5章数控车床电气控制系统设计 (38)5.1驱动电源回路 (38)5.2电源控制回路 (38)5.3交流控制回路 (39)5.4PLC输入/输出回路设计 (42)5.5数控车床运动坐标的电气控制 (39)第6章步进电动机计算与选型 (38)6.1纵向步进电机的选择 (38)6.1.1确定系统的脉冲当量 (38)6.1.2步距角的选择 (38)6.1.3矩频特性 (39)6.2横向步进电机的选择 (42)6.2.1步距角的确定 (42)6.2.2距频特性 (43)第7章经济技术分析 (38)7.1数控机床在国内外发展的现状 (46)7.2数控机床产业面临挑战 (46)7.3数控机床发展趋势 (47)7.4我国数控机床现况与对策 (48)结论 (52)致谢 (53)参考文献 (53)附录A1.1.....................................................................................................错误!未定义书签。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目录目录--------------------------------------------------------------------1 摘要 -------------------------------------------------------------------2 第一章绪论-----------------------------------------------------------------2 第二章 CNC系统总体方案的确定-----------------------------------------------3 2.1 系统总体方案--------------------------------------------------------------3 2.2 系统功能模块及其分析-------------------------------------------------------5第三章硬件系统设计---------------------------------------------------------7 3.1 控制系统硬件设计-----------------------------------------------------------7 3.2 主模块设计----------------------------------------------------------------8 3.3 输入/输出模块设计----------------------------------------------------------9 3.4 人机界面模块设计----------------------------------------------------------113.4.1 显示方式的确定--------------------------------------------------------113.4.2 数控操作面板外形图设计-------------------------------------------------123.4.3 机床操作面板设计------------------------------------------------------12 3.5 系统安装结构设计----------------------------------------------------------13 3.6 PLC在CNC系统中的应用----------------------------------------------------13 3.7 系统电气原理图设计--------------------------------------------------------15第四章系统软件设计--------------------------------------------------------15 4.1 软件功能设计-------------------------------------------------------------15 4.2 软件结构分析、设计--------------------------------------------------------16 4.3 人机界面及其软件实现技术---------------------------------------------------174.3.1 菜单驱动技术的应用---------------------------------------------------17 4.4 逐点比较插补法的软件实现--------------------------------------------------174.4.1 直线插补原理---------------------------------------------------------174.4.2 直线插补—G01程序设计------------------------------------------------204.4.3 圆弧插补原理---------------------------------------------------------23 4.5 快速点定位—G00程序设计--------------------------------------------------26 4.6 暂停(延迟)指令—G04程序设计-----------------------------------------------28 4.7 步进电机正反转及转速控制程序设计-------------------------------------------29鸣谢------------------------------------------------------------------30参考文献------------------------------------------------------------------30经济型数控系统研究与设计第1章绪论按数控系统的功能水平,可以把数控系统分为高、中、低三档,低档数控系统即可认为是经济型数控系统。
经济型数控系统是相对于标准型数控系统而言的,不同时期,不同国家和地区的含义是不一样的。
根据实际机床的使用要求,合理简化系统,降低成本,即可称为经济型。
区别于经济型数控系统,将功能比较齐全的数控系统称为全功能数控系统,或称为标准型数控系统。
就其功能而言,经济型数控系统一般分辨率较低,连动轴数较少,人机接口比较简单,造价低廉,可以说得上是最经济的数控系统。
所以,经济型数控系统主要指开环系统。
开环数控系统具有结构简单、造价低、维修调试简单、运行维护费用低等特点,但受步进电动机矩频特性的限制,精度、进给速度、力矩三者互相制约,性能的提高受到限制。
所以,开环数控系统一般用在精度或速度要求不高,或者力矩不大的场合。
经济型数控系统主要同微型计算机与步进电机驱动系统组成,既具有一定的数控功能,又具有造价低、使用维修方便等特点。
本设计就是围绕经济、实用这个核心而进行的。
本系统硬件采用工业标准(STD)总线,大板结构。
不采用工业控制机,自行设计专用印刷主电路板。
主电路板上有多个插槽,可插入LCD控制板、I/O接口控制板、步进电机控制板等,还设有一个扩展槽以便用户扩展系统功能。
一块模板基本上具有一种或二种功能,实现了模板级的功能分散,可以根据用户的需要对系统裁剪或扩展,系统组成灵活。
本系统确定单微处理器开环数控系统,因其结构简单,可以根据专用设备的控制要求自行设计开发,周期短、费用低、见效快。
选用INTEL公司推出的准16位嵌入式微控制器8098单片机。
系统采用独立型PLC,因其具有较强的数据处理、通信和诊断功能。
本系统采用LCD显示器,图形点阵液晶显示器是目前在单片机系统中比较流行的新型显示器件,可以显示所有字符及图形,由于其可以显示汉字的特性被广泛用于国内智能设备中,国内的数控系统也开始广泛采用。
作为一个简易型数控系统,本系统采用了20*2带背光字符型液晶模块作为主显示界面,不有用数码管显示或CRT显示。
本系统采用64键(8*8)行列式键盘,键盘扫描由Intel8279 键盘/显示接口芯片完成。
系统设计中充分考虑功能的需要、操作方便的需要及系统复杂性的要求三个之间的关系,确定系统的大多数按键为双功能键,使得整个系统界面简洁。
本系统功能精简,实用性强,系统功能由硬件和软件按照经济性的要求适当划分。
软件设计具备经济型数控系统必要的基本功能:最多二轴联动、具备基本的准备功能及辅助功能、步进电机控制能力、直线、圆弧插补能力、串行通信能力等。
第2章CNC系统总体方案的确定2.1 系统总体方案计算机数控(CNC)系统由程序、输入装置、输出装置、CNC装置、PLC、主轴驱动装和进给(伺服)驱动装置组成,如图2-1所示。
系统设计应具有灵活性、通用性、可靠性,易于实现基本的数控功能,使用、维修也较为方便,并且与外界通信的功能。
图2-1 CNC系统组成CNC数控系统由以下几个部分组成:1)微型计算机,包括中央处理器、存储器、I/O接口等。
2)进给伺服系统,在开环数控系统中为步进电机伺服系统。
3)开关量控制及主轴控制,这部分涉及到M、T、S代码的执行。
4)人机接口和通信功能。
5)控制软件。
系统设计的目的决定了系统只能采用开坏控制方式。
在开坏型位置控制系统中,只能采用步进电机作为伺服单元。
这是由步进电机本身的特性决定的。
关于步进电机的特性等详细内容见其它资料。
本系统确定为开环数控系统,其结构简单,可以根据专用设备的控制要求自行设计开发,周期短、费用低、见效快。
开环数控系统结构框图如图2-2所示。
在进行开环数控系统的总体设计时,通常要考虑以下问题:1.系统功能要求设计系统之前,应该明确定义系统的功能。
在定义开环数控系统功能时,应以必要为度,既然是经济型系统,应不求最佳,但求满意。
定义系统时,应综合考虑经济性、实用性、开发周期和开发能力等因素,对系统的某些功能进行权衡,决定取舍。
1)本系统具有以下主要功能和要求:2)具有两轴联动的轴控制功能;3)具有基本的准备功能、进给功能、辅助功能、PLC等;4)具有基本的人机对话功能,如显示、通信功能及输入输出设备;5)硬件、软件的设计均以经济型为平台;图2-2 开环系统结构2.确定控制任务及软件、硬件任务的划分根据系统功能,可以进一步确定系统的基本构成部分及各部分要完成的控制任务。
对一些控制任务要确定是用硬件来完成还是用软件来完成,如开关量的逻辑控制可以用硬件来完成,也可以用软件来完成。
复杂的逻辑控制,用软件来完成就要经济一些,而且故障率低。
而用软件完成这些功能要时间,如果微处理器时间已饱和,则一些简单的逻辑控制就必须用硬件来实现。
3.确定各部分的联系确定系统各部分的联系,主要指信息方面的联系。
系统各个组成部分之间要传送什么信息,以什么形式传送,需要定义清楚。
4.确定微机系统确定用单微机系统还是多微机系统,选择微机型号。
选择微机型号时,要考虑经济性和先进性,同时必须考虑开发手段、支持软件及外围芯片等因素。
由于控制功能不十分复杂,故采用单微机处理器结构。
单微处理器结构的CNC系统具有如下一些特点:1)CNC系统内只有一个微处理器,对存储、插补运算、输入输出控制、LED显示等功能都由它集中控制分时处理。
2)微处理器通过总线与存储、输入输出控制等各种接口相连,构成CNC系统。