6_TPSi welding improvement_进步
整体介绍TPSI

Sider Joe Fronius International GmbH
Abteilung Schweiß technik
Froniusplatz 1 4600 Wels
DIRECTORY
/ Variants 类型 / Name classification 名字分类
焊接起弧/收弧 的电弧长度调节 Start- und End Arc length correction起弧和收弧 Slope1 und Slope2起弧和收弧的缓降时 间 Wire retraction 焊丝回抽调节
18
MAIN AREA 中心区域
In the „Welding― Menu you can find the „Carrousel― for the parameter settings. 调节槽,调节焊接参数 / Wirefeeder送丝速度 / Arc length correction电弧长 度
4
NAME CLASSIFICATION 名字分类
With the TPS / I the systematics of the product and component names were reimplemented. TPS/I 所有产品名字的命名方法全部改变了。 Power source电源: TPS 320i C CMT /MV/nc
Name名字 Feature电流 Platform平台 Variant种类 Properties特色
7
NAME CLASSIFICATION
MIG TorchBody (MTB)可换式焊枪枪颈: MTB 250i Robacta /G/22°
QCC焊接改善范例

打点垂直度不佳
自动线台车精度有波动
现状把握
2011年C1线焊点强度管理实绩(1-5月)点/台 以5月10号为例生产1050台车三个车型分别ACC360 FIT120 CITY570 受到强度组焊点不良指摘有10台:
目标设定
C1线为焊装一科手工 操作岗位最多的生产 线,焊点品质不良时 有发生。C1线有56把 焊枪,其中14把焊枪 焊接的焊点有品质问 题,占据了C1线绝大 部分焊点不良
绝缘片分流 16% 14% 12% 10% 8% 6% 4% 2% 0% 15%
0% 活动前 活动后
0% 活动前 活动后
Q
目标 120% 100% 80% 60% 40% 20% 0% 对应率 有效率 活动前, 20% 活动前, 20% 活动后, 100% 活动后, 100%
C
1、防分流措施的应用可以杜绝 因分流而造成白车身的钣金, 大大节省了返修用品的数量。
建立有效长久的防分流体制 ,彻底杜绝手工线焊枪分流现象出现。
间
效运 ,持续
间
,持续
年度目标 0项 0项 0项 0项 年度目标 0项 0项 0件/台 0项 0件/台 0项 1件/台 0项 98% 0项 98% 0件/台 98% 0件/台 0.022 1件/台 4点 98% 20 98% 100% 98% 0 0.022 100% 4点 0 20 0.008 100% 0% 0 ≥2项/月 100% 0% 0 100% 0.008 100% 0% 0.065 ≥2项/月 0% 0% 100% 100% 100% 0.065
2、对焊枪起到保护作用,提高 焊枪的耐用性。
1、改善后提高白车身的一次 合格率。 2、杜绝了因为分流而导致的 爆焊、虚焊、焊点核心小等 不良的发生。
如何提高焊接的质量与效率
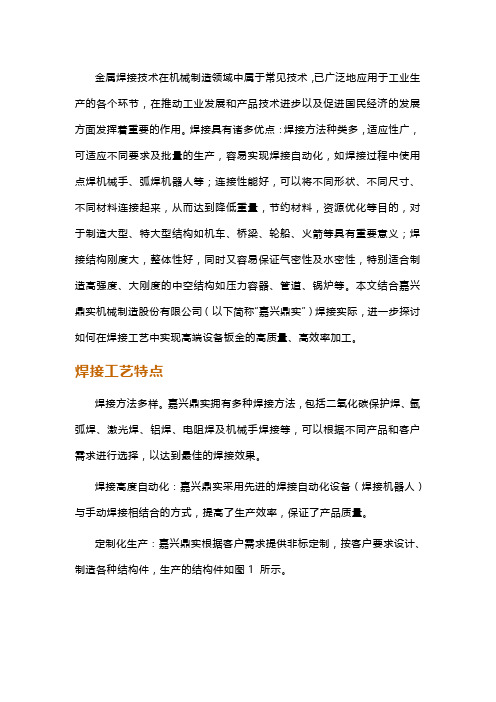
金属焊接技术在机械制造领域中属于常见技术,已广泛地应用于工业生产的各个环节,在推动工业发展和产品技术进步以及促进国民经济的发展方面发挥着重要的作用。
焊接具有诸多优点:焊接方法种类多,适应性广,可适应不同要求及批量的生产,容易实现焊接自动化,如焊接过程中使用点焊机械手、弧焊机器人等;连接性能好,可以将不同形状、不同尺寸、不同材料连接起来,从而达到降低重量,节约材料,资源优化等目的,对于制造大型、特大型结构如机车、桥梁、轮船、火箭等具有重要意义;焊接结构刚度大,整体性好,同时又容易保证气密性及水密性,特别适合制造高强度、大刚度的中空结构如压力容器、管道、锅炉等。
本文结合嘉兴鼎实机械制造股份有限公司(以下简称“嘉兴鼎实”)焊接实际,进一步探讨如何在焊接工艺中实现高端设备钣金的高质量、高效率加工。
焊接工艺特点焊接方法多样。
嘉兴鼎实拥有多种焊接方法,包括二氧化碳保护焊、氩弧焊、激光焊、铝焊、电阻焊及机械手焊接等,可以根据不同产品和客户需求进行选择,以达到最佳的焊接效果。
焊接高度自动化:嘉兴鼎实采用先进的焊接自动化设备(焊接机器人)与手动焊接相结合的方式,提高了生产效率,保证了产品质量。
定制化生产:嘉兴鼎实根据客户需求提供非标定制,按客户要求设计、制造各种结构件,生产的结构件如图1 所示。
图1 客户定制化生产的结构件焊接件制作流程嘉兴鼎实有完善的配套加工能力,在焊接加工过程中,始终注重质量控制,严格按照国家及行业标准进行操作,制定快速反应的焊接定制化服务,客户只需要提供图纸,就可以很快生产出图纸对应的设备。
嘉兴鼎实能够为客户朋友提供非标设备钣金、焊接结构件的一站式服务。
⑴客户来图制作或者根据客户意愿设计制作;⑵工程师分解图纸;⑶汇总图纸中原材料信息并进行原材料采购(钢板、钢管、H 型钢等型材);⑷根据客户需要做激光钣金折弯冲孔等加工;⑸按照不同客户、不同项目安排原材料下料和切割;⑹按照项目分工交给不同的焊接组,按图纸要求进行钣金件焊接;⑺根据不同客户的要求,送外镀锌加工或者高温回火加工,以确保产品质量符合要求;⑻根据不同客户的要求,将半成品送分厂精加工或者整体喷涂;⑼对最终产品进行质量检测,包括尺寸、重量、结构强度等方面,确保产品质量合格;⑽按照客户要求进行包装和运输,确保产品在运输过程中不受损伤;⑾客户收到产品后,进行现场安装和调试,嘉兴鼎实提供必要的技术支持并电话回访。
焊接质量提升方案
焊接质量提升方案目录1. 焊接质量提升方案总纲 (3)1.1 方案背景与目标 (4)1.2 焊接质量定义与重要性 (5)2. 焊接工艺提升策略 (6)2.1 焊接材料优化 (7)2.1.1 材料选择原则 (8)2.1.2 材料性能要求 (9)2.2 焊接技术升级 (9)2.2.1 焊接设备更新 (11)2.2.2 操作人员培训 (12)2.3 焊接工艺参数优化 (13)2.3.1 焊缝设计优化 (15)2.3.2 焊接线能量控制 (16)3. 焊接质量检验与控制 (17)3.1 焊接质量检验方法 (18)3.1.1 外观检验 (19)3.1.2 无损检测 (20)3.1.3 理化性能测试 (22)3.2 控制措施 (23)3.2.1 过程控制与记录 (24)3.2.2 异常处理与追溯 (25)4. 焊接质量持续改进 (26)4.1 质量数据分析 (28)4.1.1 数据分析工具 (29)4.1.2 质量数据收集 (30)4.2 持续改进计划 (31)4.2.1 修订标准与程序 (33)4.2.2 改进措施实施 (34)5. 项目实施与监督 (35)5.1 项目管理 (36)5.1.1 项目分工与责任分配 (38)5.1.2 项目进度计划 (39)5.2 监督与考核 (39)5.2.1 质量控制点设置 (40)5.2.2 质量监督机制 (42)6. 成本效益分析 (43)6.1 投资成本分析 (44)6.1.1 设备购置成本 (46)6.1.2 人员培训成本 (47)6.2 收益分析 (47)6.2.1 质量提升效益 (49)6.2.2 生产效率提升 (50)1. 焊接质量提升方案总纲焊接质量是确保工程结构安全、可靠和长期稳定运行的重要环节。
本焊接质量提升方案旨在通过对焊接工艺的优化、设备升级、人员培训和管理体系的完善等方面的全面提升,以达到提升焊接质量、减少缺陷发生率、提高焊接效率和降低成本的目标。
Fronius TPSi焊接系统的先进工艺及其应用

C20'中国焊接产业论坛hina Welding Industry Forum1 序言随着智能制造的不断推进和发展,为了满足用户日益增长的需求,更加智能、先进、高效的MIG/MAG 工艺已经成为客户的追求。
随着焊接技术的不断进步Fronius 伏能士全新一代TPS/i 智能焊接平台应运而生,并衍生出数种先进的高效焊接工艺:LSC 、PMC (PMC MIX 、PMC MIX DRIVE 、PMC TWIN )、CMT (CMT MIX 、CMT CYCLE STEP 、CMT BRAZE +)等。
本文首先对上述几种先进工艺进行简单阐述,随后介绍它们分别在不同焊接条件下的应用表现。
2 TPS/i 智能焊接平台先进工艺概述(1)LSC 工艺 熔化极气体保护焊中传统的直流短路过渡工艺飞溅多,电弧不稳定,造成填充材料的浪费和较差的焊接体验。
LSC 工艺主要针对短路过渡工艺范畴进行了优化,有效减少了熔滴短路的爆断频率,大幅减少焊接飞溅的产生并使电弧更为稳定(见图1)。
LSC 作为较为受控的短路过渡工艺,在短路发生前降低电流,促使熔滴顺利过渡到熔池,不会产生爆断。
Fronius TPS/i 焊接系统的先进工艺及其应用康忠生伏能士智能设备(上海)有限公司 上海 201322摘要:简要阐述了Fronius 伏能士 TPS/i 智能焊接平台中几种先进的焊接工艺,同时介绍了几种工艺的焊接应用,为客户的实际应用提供参考与借鉴。
关键词:TPS/i 智能焊接平台;LSC (Low Spatter Control )工艺;PMC (Pulse Multi Control )工艺;CMT (Cold Metal Transfer )工艺图1 LSC 工艺波形C20'中国焊接产业论坛hina Welding Industry Forum(2)P M C 工艺 该工艺隶属于脉冲工艺范畴,是一种优化过的脉冲电弧。
熔滴过渡发生在受控的短路阶段。
焊接管理与一次焊接合格率提升总结

焊接管理是制造业中至关重要的一个环节,它直接影响产品的质量和安全。
一次焊接合格率提升是焊接管理中非常重要的目标,它可以有效降低生产成本和提高生产效率。
本文将针对焊接管理与一次焊接合格率提升进行总结,希望能够为相关从业人员提供一些有益的参考和借鉴。
一、焊接管理的重要性1. 焊接管理对产品质量的影响焊接是制造业中常见的连接工艺,它直接关系到产品的牢固程度和密封性。
如果焊接质量不合格,就会导致产品的安全隐患,严重时甚至会出现质量事故。
焊接管理至关重要。
2. 焊接管理对成本的影响焊接质量问题会导致不合格品的产生,增加了企业的生产成本。
与此如果焊接管理不到位,也会增加维修和返工的成本,影响企业的经济效益。
二、影响一次焊接合格率的因素1. 操作人员技术水平操作人员的焊接技术直接影响焊接质量,他们需要具备良好的焊接技能和丰富的实践经验。
对焊接操作人员的培训和考核非常重要。
2. 焊接设备的状态焊接设备的状态直接关系到焊接质量,因此需要定期进行设备维护和保养,确保设备的正常运转和稳定性。
3. 焊接材料的质量焊接材料的质量对焊接质量起着决定性的作用,选择合适的焊接材料可以提高焊接质量,减少焊接缺陷的产生。
4. 焊接工艺的合理性合理的焊接工艺可以保证焊接质量,因此需要对焊接工艺进行科学的优化和调整,以提高一次焊接合格率。
三、提高一次焊接合格率的方法1. 强化操作人员培训通过加强操作人员的技术培训,提高他们的焊接技能水平,降低焊接缺陷的产生率。
2. 完善焊接设备管理定期对焊接设备进行检查和维护,确保焊接设备的正常运转,减少因设备问题导致的焊接质量不合格。
3. 严格控制焊接材料质量选择优质的焊接材料,并加强对焊接材料的质量检测,确保焊接材料的质量符合要求。
4. 优化焊接工艺通过科学的优化焊接工艺,调整焊接参数,提高焊接质量,降低焊接缺陷。
四、焊接管理与一次焊接合格率提升实践案例某汽车零部件生产企业,为了提高一次焊接合格率,进行了一系列的焊接管理优化措施。
工厂提高效率质量活动感想简短
工厂提高效率质量活动感想简短1.优化生产流程可以提高效率。
Improving the production process can increase efficiency.2.引入先进的设备有助于提高产品质量。
Introducing advanced equipment contributes to improving product quality.3.员工培训能够提升工作技能和素质。
Employee training can enhance work skills and quality.4.实施严格的质量控制可以确保产品达到标准。
Implementing strict quality control can ensure that products meet the standards.5.加强设备维护有利于提高设备的稳定性和可靠性。
Strengthening equipment maintenance contributes to the stability and reliability of the equipment.6.积极开展技术创新能够推动工厂的发展。
Actively promoting technological innovation can drive the development of the factory.7.合理安排生产计划有助于避免生产过程中的浪费。
Reasonably arranging production schedules helps to avoid waste in the production process.8.提高员工的责任心和自我管理能力能够提升工作效率。
Improving employee responsibility and self-management capabilities can enhance work efficiency.9.建立完善的质量管理体系是确保产品质量稳定的重要手段。
维修工提升计划

维修工提升计划英文版:Maintenance Worker Improvement Plan1. Technical Skill Enhancement1) Regular technical training sessions on new technologies, materials, and processes.2) Encourage participation in complex maintenance tasks to accumulate practical experience.2. Communication & Collaboration Skills1) Enhance internal communication to improve information flow and reduce misunderstandings.2) Develop effective communication techniques for better collaboration with colleagues and customers.3. Service Attitude & Etiquette1) Strengthen the focus on customer service, providing high-quality maintenance services.2) Learn basic professional etiquette to establish a positive professional image.4. Safety Regulations & Operations1) Strictly adhere to safety operation procedures to ensure safety during maintenance tasks.2) Conduct regular safety training to raise awareness.5. Fault Diagnosis & Troubleshooting1) Learn advanced fault diagnosis techniques to improve diagnostic abilities.2) Master common faults and their troubleshooting methods for variousequipment.6. Maintenance Tool Usage1) Become proficient in the use of various maintenance tools to enhance efficiency.2) Learn about new maintenance tools to adapt to technological advancements.7. Teamwork & Training1) Strengthen team cooperation and cohesion to tackle complex maintenance tasks.2) Organize regular team-building activities to foster positive relationships among team members.8. Work Efficiency & Quality1) Set clear work goals and plans to improve efficiency.2) Strictly control maintenance quality to ensure equipment operates smoothly, enhancing customer satisfaction.中文版:一、技术能力提升1. 定期进行技术培训,包括新技术、新材料、新工艺的学习和实践。
焊工年度焊接质量与技术进步报告

PART 04
焊工技能提升情况
REPORTING
焊工技能提升的总体情况
01
02
03
技能水平普遍提高
通过培训、实践和学习, 焊工的技能水平得到了普 遍提高。
技能等级提升
焊工的技能等级得到了提 升,高技能等级的焊工数 量增加。
焊接质量提高
REPORTING
焊接质量提升的未来展望
焊接过程控制
通过引入先进的焊接过程控制技术,如机器人焊接、激光焊接等 ,提高焊接质量和效率。
焊接材料改进
研发新型的高质量焊接材料,提高焊缝的强度和耐腐蚀性。
焊接工艺优化
不断优化焊接工艺,减少焊接缺陷,提高焊缝的稳定性和可靠性 。
焊接技术进步的未来展望
数字化与智能化焊接
焊工年度焊接质量与 技术进步报告
汇报人:可编辑
2023-12-20
REPORTING
• 引言 • 焊接质量现状分析 • 焊接技术进步情况 • 焊工技能提升情况 • 焊接质量与技术进步的未来展望
目录
PART 01
引言
REPORTING
报告的目的和背景
目的
总结焊工年度焊接质量和技术进步情况,为进一步提高焊接工艺和产品质量提供参考。
方法
采用文献综述、实际案例分析、数据分析等方法,对年度焊接质量和技术进步 进行总结和评估。同时,结合实际生产过程中的问题和难点,提出改进措施和 建议。
PART 02
焊接质量现状分析
REPORTING
焊接质量总体情况
焊接质量总体稳定
通过持续的质量控制和改进,焊接质 量总体保持稳定,能够满足产品使用 要求。
工程建设全面焊接质量管理活动成果评价

工程建设全面焊接质量管理活动成果评价一、背景介绍随着工业技术的不断发展,焊接技术作为工程建设中的重要环节,其质量管理活动成果的评价显得尤为重要。
全面焊接质量管理旨在确保焊接过程的高效、安全与质量,从而提升工程整体性能与寿命。
本文将对这一管理活动的成果进行评价,分析其在实际操作中的应用效果。
二、管理活动的实施1. 培训与教育:全面焊接质量管理首先强调对操作人员的培训和教育。
通过定期的培训课程,确保操作人员熟悉并掌握先进的焊接技术,提高其技能水平,从而为焊接质量提供基础保障。
2. 焊接工艺控制:制定并实施严格的焊接工艺控制标准,包括焊接前的准备、焊接过程及焊接后的检测等环节。
通过标准化操作,降低人为因素对焊接质量的影响。
3. 质量检测与评估:建立全面的质量检测与评估体系,对完成的焊接部分进行严格的质量检查,确保其满足工程要求。
同时,对检测数据进行记录与分析,以持续改进焊接工艺。
三、成果评价4. 质量提升:通过实施全面焊接质量管理,工程中的焊接质量得到了显著提升。
焊缝强度、致密性等关键指标得到有效保障,大大减少了工程的安全隐患。
5. 效率提高:该管理活动促进了焊接操作的标准化与规范化,减少了不必要的操作环节和时间,提高了焊接效率。
6. 成本控制:焊接质量的提升减少了返工和维修的需求,从而节约了工程成本。
同时,效率的提高也意味着资源消耗的减少,进一步降低了工程成本。
7. 人员安全保障:全面焊接质量管理活动的实施,降低了操作人员在焊接过程中面临的安全风险,提高了工程建设的安全性。
8. 可持续性发展:通过持续改进与创新,全面焊接质量管理活动促进了焊接技术的绿色、可持续发展,减少了工程建设的环境影响。
四、总结与展望工程建设全面焊接质量管理活动取得了显著成果,不仅提高了焊接质量和效率,还为成本控制、人员安全保障及可持续发展做出了贡献。
未来,随着技术的不断进步,全面焊接质量管理将进一步深化,为工程建设提供更为强大的质量保障。
焊接技术与进步
焊接技术与进步我国的焊接技术最早在春秋战国时期就产生了,著名的秦兵马俑坑出土的铜车马,采用了青铜的铸焊。
随着现代科学技术的发展,焊接已成为一门独立的学科,广泛应用与国民经济的各个领域,并渗透到家庭生活日用品中。
焊接是一种生产不可拆卸结构的工艺方法,科学越来越进步,而焊接行业也面临着巨大的挑战,不在是简单同种物体焊接,而是一些较艰难的焊接(钨、镍焊接;镁、铝焊接;不锈钢和铜的焊接),焊接的要求也在日进累积,由一般的对焊机发展到氩弧焊只到今天的等离子焊接,在焊接的强度和工艺都有很大的提高。
由原来焊宽、气密性不严密,浪费时间和人力;到今天高效率的焊接效果。
在汽车、锅炉、管道、航空、航天、装饰、装潢领域对焊接需求也越来越广泛,由于我过科学技术不发达,科技含量不高,所焊接的产品不能达到厂家所指定的要求,往往是将要成功的合同,因为技术和工艺不过关到了嘴边的鸭子又飞到天上去,目前我国需要找到一种焊接效率好,用时少,功能全的焊机来解决我们所需要的产品。
我国是一个发展中的国家,对于焊接精度的要求更是很高,在没有好的焊机的情况下,不得不采用外国的焊接设备来进行高难度的焊接。
国外设备的配件在过没往往难以找到,这又增加了我国的资金问题。
找到一种国产高效率的焊机是我们面临的燃眉之急!从20世纪至今的100多年,随着生产技术的发展和新型金属材料的日益增多,差不多每10年就出现一个新的焊接电源或焊接工艺,响应地使焊接技术出现了一次次的飞跃。
1900年以前主要是碳弧焊;1910年左右主要是气焊;20世纪20年代出现了薄皮和厚皮等优质焊条的电弧焊;40年代氩弧焊、埋弧焊和电阻焊在生产上的到应用;50年代出现了电渣焊、二氧化碳气体保护焊和超声波焊;60年代大力发展了电子束和等离子弧焊接;70年代出现激光焊接;80年代已有太阳能焊接用与生产;90年代以应用高性能的遥控机械手和智能型机器人焊接。
进入新世纪,随着人类对于宇宙空间的探索的发展,用焊接方法在地球轨道或外层太空组装大型复杂空间结构时代即将到来。
焊接室2023年度工作总结——创新与进步的年度回顾

焊接室2023年度工作总结——创新与进步的年度回顾创新与进步的年度回顾亲爱的同事们,2023年即将过去,回首过去的一年,我们焊接室在克服各种困难和挑战的同时,不断创新和进步。
正是有了大家的努力和智慧,我们焊接室才能够在这一年取得可喜的成绩。
现在,让我们一起回顾这一年的工作,并展望未来。
一、创新技术的应用在2023年,焊接室积极推动新技术的应用,不断提升焊接质量和效率。
我们引进了先进的焊接设备和自动化,实现了焊接过程的智能化和自动化。
这些新技术不仅提高了焊接的精度和稳定性,还大大缩短了焊接时间,提高了焊接效率。
同时,我们还优化了焊接工艺,采用了新型的焊接材料,提升了焊缝的强度和密封性。
通过这些创新技术的应用,我们的焊接工艺达到了更高的水平,为产品质量的提升奠定了坚实的基础。
二、质量管理的提升在2023年,焊接室致力于提升质量管理水平,全面加强各项质量控制措施,确保产品焊接质量达到更高的标准。
我们建立了全面的质量管理体系,严格执行质量检验流程,加强了焊接操作的监控和评估。
同时,我们还加强了对焊接人员的培训和考核,提升了员工的专业素质和技术水平。
这些举措有力地推动了焊接质量的提升,为产品的稳定性和可靠性提供了有力的保障。
三、协作合作的推进在焊接室,我们强调团队协作和合作精神。
在2023年,我们进一步推进了协作合作的理念,并通过多方面的举措,促进了各部门间的沟通和合作。
我们建立了跨部门协作机制,加强了不同团队之间的互动和沟通。
我们还定期组织交流会议,分享经验和问题,互相帮助和支持。
这些努力有效地提高了团队整体的绩效和效率,为焊接室的发展打下了坚实的基础。
四、安全生产的重视在2023年,我们焊接室更加重视安全生产,并采取了一系列措施来确保生产环境的安全和员工的健康。
我们定期组织安全培训和演练,提高员工的安全意识和应急处理能力。
我们还加强了设备的维护和保养,确保设备的安全运行。
通过这些措施,我们实现了安全生产目标,有效地减少了事故的发生,保障了员工的人身安全和财产安全。
提升焊缝外观质量活动

提升焊缝外观质量活动
为了提升焊缝外观质量,我们组织了一次活动。
活动的目的是通过培训和实践,提高焊工的技术水平,提升焊缝的外观质量。
活动包括以下几个方面:
1.培训课程:我们邀请了专业的焊接技术专家,为焊工们提供系统的培训课程。
课程内容包括焊接原理、焊接工艺、焊接材料等方面的知识,旨在帮助焊工们全面了解焊接技术,并掌握焊接过程中的关键要点。
2.技术交流:活动中我们组织了焊工们之间的技术交流环节。
焊工们可以分享彼此的经验和技巧,互相学习,共同进步。
3.实践操作:为了让焊工们能够更好地应用所学的知识,我们组织了实践操作环节。
焊工们将有机会在实际工作中应用所学的技术,通过实践不断提高自己的焊接技能。
4.质量评估:为了确保焊缝外观质量的提升,我们设立了质量评估环节。
专业的质检人员将对焊缝进行全面评估,给出专业的建议和改进方案,帮助焊工们进一步提升焊缝的外观质量。
通过这次活动,我们希望能够提高焊工们的技术水平,增强他们的焊接能力,进一步提升焊缝的外观质量。
相信通过大家的共同努力,我们能够取得良好的效果,为产品的质量提升做出贡献。
品质改善报告课件PPT模板

拟订对策与实施情况
Formulation and implementation of countermeasures
Part 7
拟定对策及实施情况
不良项目
不良原因
拟定对策
对策评价
试行日
负责人
对策试行经过及确认
对策实施状况
可行性
经济性
效益性
得分
尺寸不良
(供方)铝排的长度加工夹具简单,通过画线后再切断,无法满足产品的长度公差要求。
a.亲身体验现场,没有感到异常。b.原材料为SK7,现场放置的原材料,无生锈现象。
非主原因
模具上面有水渍
a.针对不良内容确认模具、设备的点检日常表。b,现场确认模具上面是否有水清。
a.经确认,模具、冲床均有点检,状态正常b现场确认所有机台、模具上面均没有水清
非主原因
确定要因
通过上述电镀不良的因果图分析,小组对电镀不良可能的原因进行一一的验证。
a.晟阳完善电镀管理的流程 b更换电镀厂,并协助新供应商完善电镀厂管理资料。
2
3
4
9
xx
12.3.1开始,所生产的批量产品,没有的不稳定现象。
OK
效果确认
Check Results
Part 8
效果确认
0.1 通过此次改善,改善后效果如下(改善问题点:尺寸不良、电镀不良)。
可能原因
验证内容
验证结果
判定
设备
供方治具设计不合理
确认供方的加工治具。
供方)铝排的长度加工无夹具,通过画线后再切断,无法清足产品的长度公差要求。
主原因
材料
原材料平面度不良
确认原材料的平面度。
焊接自动化生产线员工使用方案评估与持续改进

焊接自动化生产线员工使用方案评估与持续改进随着科技的不断进步,自动化生产线在工业制造领域得到广泛应用。
焊接自动化生产线作为其中一种常见的自动化生产方式,不仅提高了生产效率,还可以保证焊接质量的稳定性。
然而,在实际操作中,员工的使用方案对焊接自动化生产线的效果起着决定性的作用。
因此,对焊接自动化生产线员工使用方案进行评估与持续改进显得尤为重要。
1. 焊接自动化生产线员工使用方案的评估1.1 评估指标的确定针对焊接自动化生产线员工使用方案的评估,我们需要确定几个评估指标来衡量其效果。
可以考虑以下指标:- 生产效率:员工使用方案是否能够提高焊接生产效率,比较实际生产数据与预期目标的差距;- 焊接质量:员工使用方案是否能够保证焊接质量的稳定性,通过焊接接头的强度、密度等评估;- 安全性:员工使用方案是否有助于提高焊接过程的安全性,包括防护设备的使用、操作规程的遵守等;- 员工满意度:员工对使用方案的满意度如何,可通过问卷调查或座谈会等方式进行评估。
1.2 数据收集与分析为了评估焊接自动化生产线员工使用方案的效果,我们需要收集相关数据并进行分析。
可以采用以下方法:- 观察法:通过观察员工在焊接自动化生产线上的操作,记录实际生产数据;- 实验法:选取一部分员工进行焊接自动化生产线的使用方案实验,比较实验组与对照组的差异;- 调研法:针对员工进行问卷调查,了解他们对使用方案的评价和意见。
1.3 评估结果分析根据收集到的数据,对焊接自动化生产线员工使用方案的评估结果进行分析。
可以使用统计方法、图表等方式呈现评估结果,从而客观地评估焊接自动化生产线员工使用方案的优点和不足之处。
2. 焊接自动化生产线员工使用方案的持续改进2.1 引入新技术与设备随着科技的不断进步,新技术和设备不断涌现,对焊接自动化生产线的改进提供了新的可能性。
可以考虑引入新的焊接设备、机器人、自动化控制系统等,以提高生产效率和焊接质量。
2.2 培训与培养员工技能焊接自动化生产线员工的技能水平对使用方案的效果起着至关重要的作用。
焊接技术评估与提升方案

焊接技术评估与提升方案焊接技术是制造业中至关重要的一环,它直接影响产品的质量、成本和效率。
因此,对焊接技术进行评估并提出改进方案至关重要。
本文将就焊接技术的评估方法以及提升方案进行探讨。
## 焊接技术评估### 质量评估焊接质量是影响产品性能和可靠性的重要因素之一。
为评估焊接质量,可以采用以下方法:- **视觉检查:** 对焊缝进行目视检查,检查焊接表面是否平整,焊接位置是否正确,有无气孔、裂纹等缺陷。
- **非破坏性检测(NDT):** 如超声波检测、X射线检测等,能够检测出隐含在焊接内部的缺陷,提高质量评估的准确性。
### 成本评估焊接成本包括人工成本、材料成本、设备成本等多个方面。
评估焊接成本可以帮助企业合理控制成本,提高竞争力。
常用的成本评估方法包括:- **成本核算:** 对焊接过程中的各项成本进行核算,包括人工成本、材料成本、能源消耗等。
- **效益分析:** 对焊接质量与成本之间的关系进行分析,找出成本与效益的平衡点,为企业决策提供依据。
### 效率评估焊接效率直接影响生产周期和交货期。
提高焊接效率可以缩短生产周期,降低生产成本。
评估焊接效率可以采用以下方法:- **生产率分析:** 对焊接过程中的生产率进行监测和分析,找出影响效率的因素,并采取相应措施改进。
- **工艺优化:** 通过改进焊接工艺参数、优化焊接设备布局等方式提高焊接效率。
## 提升方案### 技术培训提升焊接技术需要员工具备良好的专业技能。
通过定期的焊接技术培训,提高员工的焊接技能水平,使其熟练掌握各种焊接工艺和设备的操作方法。
### 技术更新随着科技的不断发展,新的焊接技术不断涌现。
企业应密切关注焊接技术的发展趋势,及时引进新技术,更新设备,提高生产效率和产品质量。
### 质量管理建立健全的质量管理体系,严格执行质量标准和工艺规程,加强对焊接过程的监控和控制,及时发现和解决质量问题,确保产品质量稳定可靠。
### 自动化生产采用自动化焊接设备,提高焊接生产线的自动化程度,降低人工成本,减少人为因素对焊接质量的影响,提高生产效率和一致性。
工厂6S管理工作如何改善
工厂6S管理工作如何改善5S现场管理咨询公司概述:在改善的范畴里,管理具有两项主要的功能:“维持”(Maintenance)与“改进”(Improvement)。
“维持”是指从事于保持现有技术、管理及作业上标准的活动,以及支持这些标准所需的训练和纪律。
6S管理工作推行在“维持”的功能下,管理部门要执行工作的指派,使每一个人都能依照标准的作业程序来工作;而“改进”则是以改进现有标准为目标的活动。
日本的管理观点,因此可以浓缩为一句箴言来表示:维持标准和改进标准。
改进可再区分为“改善”(Kaizen)和“创新”(Innovation)。
所谓“改善”,是由于持续不断的努力,所产生的诸多的小步伐改进,而逐次累积而成。
“创新”则是借助大笔资源投资于新技术或设备,而产生戏剧性的变化的改进(不论任何场合,以金钱作为主要的评估因素时,创新便是昂贵的)。
由于欧美的管理人员执迷于“创新”,他们既没有耐心,也忽视了“改善”能长期带给公司的利益。
相反,“改善”则是强调要以员工的努力、士气、沟通、训练、团队、参与及自律来达成目标。
这些都是一种常识性和低成本的改进方式。
“改善”是着重在“过程为导向”的思考模式上,这是因为要改进“结果”,必须先改进“过程”。
预期的计划成果未能达成,表示其“过程”是失败的。
管理部门必须确认及改正这种“过程面”的错误。
“改善”是着重在“人际面”上的努力,此种东方的改善形态,恰与西方的着重在“结果面”的思想,形成尖锐的对比。
以“过程为导向”的思想方式,应当运用在各种不同的改善活动上,全面质量管理(TQM)及时生产方式(JIT)和全员生产保全(TPM)。
许多公司改善活动失败的原因,就在于轻忽“过程”。
在“改善”的过程中,最关键性的就是最高管理部门的承诺和参与。
管理部门的承诺和参与,必须适时地、持续地表现出来,以确保在“改善”的过程中获得成功。
一,现场6S管理改善考虑下手的几个方面:1、工艺流程查一查即向工艺流程要效益。
焊接质量提升方案

焊接质量提升方案船舶建造以船体焊接为基础,并贯穿所有造船阶段,船体焊接质量直接反映船舶建造过程质量及船舶整体质量。
现阶段我司船舶焊接质量未能达到预期水平,结合当前新要求、新规范的实施,形势极为严峻。
因此,公司各部门需有条不紊、密切配合,建立并完善各类焊工、焊接设备、焊接材料等管理规范,加强生产现场巡查力度,以促进焊接水平的迅速提升。
现对影响公司焊接质量因素进行分析,制定焊接质量提升计划,并拟定以下方案,详情如下:一、公司焊接质量现状及分析1.焊工质量意识偏低公司船舶焊接作业基本由外来劳务工完成,其工程质量是否合格自身无法判定。
他们仅为完成老板安排的工作而工作,由毫无质量意识的施工工人所完成的工作,其工程质量从过程至结果都令人担忧。
由此,提高焊工质量意识。
首先从劳务公司领导干部着手,树立其质量第一的工作态度,明确质量促进生产的思想,并将此思路感染至每个岗位、阶层;其次劳务公司质量管理人员不能兼管质量,必须专职于质量,及时与品保部检验员沟通交流,充分了解公司质量形势及要求,并传达至劳务公司员工,解决质量指令仅停留在劳务公司管理层的问题;最后,通过培训及其他方式对劳务工灌输质量意识。
2.焊工技能水平焊接作业是在工作中逐步熟练到成熟的过程,需积累大量的经验。
公司大多数焊工从培训考证至取得证书,仅仅只是开始,有证书不代表所施焊焊缝质量合格。
今年3月,培训工厂全力展开焊工培训考证工作,截止3月底焊工持证率已达到90%左右,但在其中,大多数焊工为今年刚入司员工,有些甚至为学徒工,刚刚步入焊接行业,通过短时间的培训、学习和练习,为期不过半月,考取了焊工证书,立即上船进行焊接作业,而事实上这些焊工在船上复杂的环境作业,虽然有焊工资质,但不能保证焊缝是否合格,船上正式作业只是新焊工培训的另一个场所。
要保证焊接质量,焊工考证只是迈出了第一步,接下来我们应该制定措施,掌握每位焊工信息、合理分配新老焊工的工作区域、严格控制焊工施焊范围、避免经验丰富的焊工流失等焊工管理工作。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
PMC – Pulse Multi Control 高性能脉冲控制
/ / Increased process stability due precise control 增强稳定性
Optimized pulse characteristics and improved ignition 优化的脉冲特性及起弧性 能 Better stability with reduced heat input (welding speed and arc length)降低热输入 ,增强稳定性 Penetration stabilizer for constant penetration 稳定的熔深
Welding End 收弧
/ No „ball“ at wire end; wire retract at weld end prevents „burnback“ to contact tube 收弧时焊丝末端无结球,防止焊丝回烧损坏导电嘴。
/ How it works ...如何实现……
/ Current is limited when wire sticks into molten metal and switches down before short circuit breaks 限制焊丝伸入熔池时的电流大小,切断短路 断裂前的电流 / Wire is retracted depending on the adjustment “wire retract” in the user menu 焊丝 回抽
Wire feed speed constant 11,9m/min welding current variable 送丝速度保持在11.9m/min,电流变化
5
5
珠海市科盈焊接器材有限公司/珠海市福尼斯焊接技术有限公司 201312
Welding current constant 320A wire feed speed variable 电流保持在320A 送丝速度变化
TPS/i Welding Improvement TPS/i 进步之道
Höglinger Stefan
1
珠海市科盈焊接器材有限公司/珠海市福尼斯焊接技术有限公司 201312
FEEL THE DIFFERENCE – THE NEW LSC – Low Spatter Control PROCESSES
INDIVIDUALIZATION IN THE WELDING INDUSTRY THROUGH „FRONIUS-WELDING PROCESSES“ 福尼斯 个性化工艺 Fronius Welding
Processes WP STANDARD Benefit Welding characteristics comparable to TransSteel
WP PULSE
Welding characteristics comparable to TPS Digital Rev.
WP PMC Pulse Multi Control WP LSC Low Spatter Control
Best in class Pulse welding process: e.g. high welding-speed, penetration control, perfect weld seam appearance 高性能脉冲 控制 Best in class short and spray arc: e.g. perfect arc stability and very low spatter at tip transfer, penetration control at spray arc 低飞溅控制
/ Practical use … 实际反映……
/ … fast process stabilization 增强稳定性
3
珠海市科盈焊接器材有限公司/珠海市福尼斯焊接技术有限公司 201312
TPS/i IMPROVEMENT – WIRE REGULATION TPS/i的改进 – 送丝稳定
Wire regulation
/ Wire feed speed changes 调整送丝速度 / Dependent on the torch distance to workpiece 取决于焊枪与工件的距离 / Change range is adjustable by user or down to zero (0-10m/min) 调整范围可调
/ Voltage and current are measured 测量电压 电流值 / Calculation is done with a high repetition rate during short circuit 高重复精度 / Changing of the calculated value is observed 实时调整 / Premonition of short circuit clearance 预感短路周期 / Shut down of current immediately before short circuit clearance 熔滴短路前切断电流 / Short circuit clears at low current 短路过渡维持微电流 / Calculated value is also used for dynamic adjustment of short circuit current rise 短路电流增大时强制调整
9
珠海市科盈焊接器材有限公司/珠海市福尼斯焊接技术有限公司 201312
/ Power to the wire stickout at weld end and pause time is recorded 停弧时间记录 / Creep speed is adjusted to the recorded values 根据记忆值进行缓送丝 / Ignition power is adjusted to the recorded values 起弧点输入能量也根据记忆值进行调整
低飞溅控制
/
New function „penetration stabilizer“ 恒熔 深功能especially in spray arc with stick out changing.This function can be switched ON and OFF LSC root synergic lines: LSC根焊程序 High arc pressure for better root development in forced position LSC universal synergic lines: LSC通用程 序 Controlled short circuit interruption by smoother re-ignition and very fast control.
/ Practical use …实际反映……
/ … reduced spatter 减少飞溅 / … increased stability 增强稳定性
/ VIDEO “LSC”
7
7
珠海市科盈焊接器材有限公司/珠海市福尼斯焊接技术有限公司 201312
TPS/i IMPROVEMENT – WELDING END TPS/i的改进 – 收弧
STANDARD 直流 感受不同点
/ / Usual Fronius quality of short and spray arc 短路及射流过渡 Optimized for the most common material and shielding gas combinations 为最常用的 材料和保护气体组合进行了优化 /
/
2
珠海市科盈焊接器材有限公司/珠海市福尼斯焊接技术有限公司 201312
/
TPS/i IMPROVEMENT – WELD START
TPS/i 的改进 – 起弧
Weld start 起弧
/ Ignition power fitted to wire end condition; every time a good ignition (cold or hot wire) 自动检测焊丝末端起弧瞬间的温度状况,保证每一次都是良好起弧。 / How it works ... 如何实现……
/ Practical use …实际反映……
/ … Penetration stabilization 增强稳定性 / … Faster arc length regulation 更快的电弧长度调整
/ VIDEO “Penetration_stabilize_pict”
44Biblioteka 珠海市科盈焊接器材有限公司/珠海市福尼斯焊接技术有限公司 201312
/ Depending on process and range, wire feed speed is a new control variable in process regulation loop 根据过程及可调范围,送丝速度成为闭环控制中一个新的变量。 / How it works ...如何实现……
/ Practical use …实际反映……
/ … best wire end condition for ignition 一致的起弧及焊丝收弧末端 / … wire can not stick at contact tube 不粘丝,不烧导电嘴
/ VIDEO “TPSi_Weldend”
8
8
珠海市科盈焊接器材有限公司/珠海市福尼斯焊接技术有限公司 201312
6
6
珠海市科盈焊接器材有限公司/珠海市福尼斯焊接技术有限公司 201312
TPS/i IMPROVEMENT – LSC DIP Arc TRANSFER TPS/i 的改进 – 低飞溅控球的短路过渡 Dip transfer