无铅焊锡制程简介
无铅制程教程三篇

无铅制程教程三篇一、无铅制程的概述无铅制程是一种替代传统有铅制程的电子焊接方法,旨在减少对环境和人体的有害影响。
它是近年来电子行业的一个重要技术发展方向。
本篇文章将从制程原理、材料选择和焊接工艺等方面介绍无铅制程的基本概念和应用。
1. 制程原理无铅制程的核心概念是使用无铅焊料替代传统的铅锡合金焊料。
无铅焊料由多种金属元素组成,如银、铜、锡和锌等。
相比之下,传统的铅锡合金焊料含有大量的铅,对环境和人体健康造成潜在的危害。
2. 材料选择在采用无铅制程时,必须选择适合的材料来替代铅锡焊料。
常用的无铅焊料有银基焊料、铜基焊料和锡基焊料等。
根据具体焊接需求和技术要求,选用合适的材料以确保焊接质量和可靠性。
3. 焊接工艺无铅制程的焊接工艺与传统的有铅制程有一定的区别。
在无铅制程中,焊接温度和焊接时间等参数需要进行优化和控制。
此外,焊接设备的选择和调整也是确保无铅焊接质量的重要因素。
二、无铅焊接工艺的优势无铅制程相对于有铅制程具有多种优势,本篇文章将从环境友好、提高可靠性和法规要求等方面介绍无铅焊接工艺的优势。
1. 环境友好无铅焊料避免了铅对环境的污染,有助于保护生态环境和人类健康。
在电子行业中广泛应用无铅制程,对于减少环境污染具有积极的影响。
2. 提高可靠性相较于传统的铅锡焊料,无铅焊料通常具有更高的熔点和较差的润湿性。
这使得焊点在高温环境下更加稳定,提高了焊接连接的可靠性和耐久性。
3. 法规要求许多国家和地区的法规要求电子产品必须采用无铅制程。
逐渐普及和应用无铅焊接工艺可以确保企业符合相关法规,并顺利进入国际市场。
三、无铅焊接的实施方法无铅焊接具有一定的技术难度,但随着技术的不断发展和成熟,相关实施方法也日趋完善。
本篇文章将从设备调整、工艺控制和质量检验等方面介绍无铅焊接的实施方法。
1. 设备调整由于无铅焊接与有铅焊接存在一定的差异,设备的调整至关重要。
焊接设备的温度控制和焊接参数的设定需要进行调整,以适应无铅焊接的要求。
无铅焊接--工艺介绍

无铅焊接工艺技术1.无铅焊接技术的发展趋势在传统的电子产品焊接工艺中,普遍都是使用含铅焊料,以至于大量的铅毒存在于我们日常使用的电子产品中。
由于铅及其化合物属剧毒物质,容易污染地下水及土壤,给人类的生存环境带来严重危害,特别是对儿童的脑发育。
随着电子工业的快速发展,被废弃的电器制品将逐年增多,电子工业中电路板焊接使用的焊料几乎都含有铅。
其污染地下水和土壤,成为环境问题,近年来已引起人们的特别关注,特别是在发达国家。
(1)欧洲议会决议:欧洲电子工业计划在2004年1月全面禁止含铅焊料的使用,在公元2004年欧美将全力导入无铅锡膏的制程。
(2)日本NEC、SONY、松下、富士通、东芝等大型电子厂家在公元2000年已开始导入无铅锡膏的制程。
(3)在中国,由于很多电子厂家是做欧美及日本的OEM订单,越来越多地被他们的客户要求使用无铅焊料。
(4)同时更多的公司在申请ISO14000认证时,都被要求使用对环境无害的原料和技术。
(5)在环境保护这个大前提下,法规和市场因素将起着更直接的作用。
中国在加入WTO以后,也必将响应、加强世界环保条约。
因此,出于对环保的考虑,铅在21世纪将被严格限用。
未来的市场发展趋势是使用含铅焊料的电子产品将无法进入国际市场。
对于电子组装企业来说,无铅焊接技术的应用已经是摆在面前必须解决的现实问题。
2.无铅焊接技术的工艺特点无铅焊接工艺与传统Sn-Pb合金焊接工艺不同。
如熔点在183℃的Sn/Pb含铅焊料,其完全液化温度在205~215℃之间;一般PCB允许的最高温度在230~240℃。
采用无铅焊接工艺,因所使用的无铅焊料(目前已开发出来的)大多数合金熔点比传统的63Sn37Pb合金高40℃左右,熔点温度在195℃~227℃之间,完全液化温度在240℃~250℃之间,这就意味着回流焊必须在更高的温度下进行;而PCB允许的最高温度必须保持不变,否则会超过PCB的材质许可温度(240℃),使PCB 损坏。
无铅喷锡工艺简介
五.无铅喷锡工艺控制要点.
(以垂直无铅喷锡为对象) 垂直喷锡机主要参数 喷锡机锡缸温度的恒温性 锡缸焊料的成份控制 锡厚
•垂直喷锡机主要参数
-------------板厚和层数
板上升速度--------------风刀与板间距-----------------------
-------------风刀角度 -------------风刀气压和温度
Time
•不同的合金对锡缸的腐蚀
测试方法
Heating Plate
Stainless Steel Coupons
Heating Plate
Solder
•不同的合金对锡缸的腐蚀
测试方法
X-Ray Analysis
Solder
Stainless Steel
•不同的合金对锡缸的腐蚀
测试结果
%Tin Detected on Stainless Steel Surface After 90 Minutes at 600°C*
无铅喷锡对助焊剂的要求较高,所以选用助焊剂时应充 分考虑助焊剂活性,热稳定性,易清洗性,挥发性,烟雾,以 及粘度等特性.
2.无铅喷锡一般参数
锡槽温度 : 260 度—275度 热风温度 : 300度—400度 总气压: 6bar---8bar,最好>7bar 风刀压力: 2----6bar 风刀角度 : 根据机器不同,有所差别 浸锡时间 : 2—6秒或2—3秒连喷2次(在生产中根
浸锡时间---------------------
--------------锡缸温度
•垂直喷锡机主要参数
Printed Circuit Board
Material
Dip Time (dependent on board
无铅制程
考虑到环境和健康的因素,欧盟已通过立法将在2008年停止使用含铅钎料,美国和日本也正积极考虑通过立法来减少和禁止铅等有害元素的使用。
铅的毒害目前全球电子行业用钎料每年消耗的铅约为20000t,大约占世界铅年总产量的5%。
铅和铅的化合物已被环境保护机构(EPA)列入前17种对人体和环境危害最大的化学物质之一。
无铅钎料目前常用的含铅合金焊料粉末有锡一铅(Sn-Pb)、锡一铅一银(Sn-Pb-Ag)、锡一铅一铋(Sn-Pb-Bi)等,常用的合金成分为63%Sn/37%Pb以及62%Sn/36%Pb/2%Ag。
不同合金比例有不同的熔化温度。
对于标准的Sn63和Sn62焊料合金来说,回流温度曲线的峰值温度在203到230度之间。
然而,大部分的无铅焊膏的熔点比Sn63合金高出30至45度,因此,无铅钎料的基本要求目前国际上公认的无铅钎料定义是:以Sn为基体,添加了Ag、Cu、Sb、In其它合金元素,而Pb的质量分数在0.2%以下的主要用于电子组装的软钎料合金。
无铅钎料不是新技术,但今天的无铅钎料研究是要寻求年使用量为5~6万吨的Sn-Pb钎料的替代产品。
因此,替代合金应该满足以下要求:(1)其全球储量足够满足市场需求。
某些元素,如铟和铋,储量较小,因此只能作为无铅钎料中的微量添加成分;(2)无毒性。
某些在考虑范围内的替代元素,如镉、碲是有毒的。
而某些元素,如锑,如果改变毒性标准的话,也可以认为是有毒的;(3)能被加工成需要的所有形式,包括用于手工焊和修补的焊丝;用于钎料膏的焊料粉;用于波峰焊的焊料棒等。
不是所有的合金能够被加工成所有形式,如铋的含量增加将导致合金变脆而不能拉拔成丝状;(4)相变温度(固/液相线温度)与Sn-Pb钎料相近;(5)合适的物理性能,特别是电导率、热导率、热膨胀系数;(6)与现有元件基板/引线及PCB材料在金属学性能上兼容;(7)足够的力学性能:剪切强度、蠕变抗力、等温疲劳抗力、热机疲劳抗力、金属学组织的稳定性;(8)良好的润湿性;(9)可接受的成本价格。
SMT无铅化工艺

SMT无铅化工艺一.无铅焊料:与传统的含铅焊料相比,无铅焊料的原理就是由一些合金混合物来替代原有的铅,其特点就是这种合金的熔融温度要略高于含铅焊料。
以Sn/Ag合金为例,其熔融温度为221摄氏度,高于含铅焊料的熔融温度183摄氏度,而另一些无铅焊料Sn/Ag/Cu熔点为218摄氏度、Sn/Ag/Cu/Sb熔点为217摄氏度。
二.无铅焊接工具:无铅焊接工具与以往含铅焊接相比,生产设备方面不会有太多的改变,而对于返修工艺来说,将面临更大的挑战。
如前段无铅焊料中,已提及无铅焊料的原理就是由一些合金混合物来替代原有的铅,而这些合金材料的成分中Cu的使用最多。
Cu是易氧化物,其氧化物CuO2与Cu相比硬度降低,就如同氧化铁(铁锈)。
一旦无铅焊料中的Cu在焊接过程中焊接时间过长,就容易造成被氧化,最终会成为产品质量的缺陷。
由此可以得出结论,焊接过程越短,焊接质量就越为可靠!在目前市场上有多款面向于无铅焊接领域的烙铁,对此做出了一个实验以下是2个试验条件和结果:1. 4种烙铁头的温度都设在329Co,每个烙铁头连续完成10个焊点,每个焊点的温度达到同样的温度232Co时,完成下一个焊点。
当10个焊点都完成后,记录每种烙铁所用的全部时间如下:METCAL——150秒 PACE——204秒WELLER——245秒 HAKKO——316秒该试验表明,METCAL烙铁所用时间最短,说明其功率输出效率高,比HAKKO的速度快一倍以上。
2.如果使这4种烙铁都保持同样的焊接速度,即使每一个烙铁所用时间都保持在150秒,其它烙铁就必须升高烙铁头的温度,而METCAL烙铁仍维持329Co的温度不变:METCAL——150 秒——329 Co PACE——150 秒——349 CoWELLER——150 秒——380 Co HAKKO——150 秒——409 Co我们可以得出结论,Metcal SP200的升温速度比其它至少快25%,而比Hakko926ESD则要快一倍以上。
无铅焊锡与电镀工艺制程

无铅焊锡与电镀制程一.焊接的原理二.锡须的原理三.无铅电镀一.焊接的原理:1.定义:焊接过程实际上是焊料熔化及锡和熔融的焊料之间互相熔解,最后冷却形成一个新的均匀合金的过程。
焊料熔化熔融焊料浸润镀层,清除氧化物,降低了表面张力锡镀层熔化各组分互相渗透,晶格重新排列冷凝成均匀合金2.元素周期表和相似相融规则。
银(961℃)强度提高熔点提高铋(271℃)锡(232℃)铜(1083℃)强度降低熔点下降熔点提高抗蚀提高强度降低熔点下降锌(420℃)★为何选用锡做为焊接的主要成份:A:锡的原子小,易进入其它金属晶格,形成合金。
B:锡的熔点低,焊接需要的能量少。
C:锡的导电性较好,化学性质较稳定。
3.无铅焊料的性能比较:表一:已实用化的无铅焊料品种:表二:焊料合金特性:4.无铅电镀制程中影响镀层可焊性的因素比较;结论:为改善无铅镀层的焊接性能,需考虑以下几点:1.尽量选用非金属间化合物镀层(例如锡铋),提高含锡比例。
2.提高镀镍和镀锡的厚度。
(同时考虑成本和装配需要)。
3.尽量选用致密的镀层(亮锡),并采用适当的后处理提高抗氧化能力。
4.减少存放时间,隔离空气包装产品。
二.锡须的原理:1.金属的扩散和应力的释放是锡须产生的根源。
结论:为减小锡须的形成,需考虑以下几点:1 选用金属间化合物镀层(例如锡铜)或其它合金镀层,避免用纯锡。
2. 提高镀镍和镀锡的厚度。
(同时考虑成本和装配需要)。
3. 选用疏松,应力较低的镀层,粗化结晶。
(例如雾锡)三.无铅电镀:未镀Ni 时Cu 和Zn 的扩散加强。
镀Ni 时Cu 和Zn 的扩散减弱随着时间流逝,Cu 和Zn 穿过Ni 层进入Sn 层Cu.Ag.Bi2.电镀流程简介:放料电解除油水洗水洗镀镍活化活化选择镀金水洗水洗后处理镀锡吹烘干活化收料总结:1.锡镀层可焊性的关键在于增加锡的流动性,并减少各种杂质的共沉积,防止氧化和腐蚀的发生。
2.抑制锡须的关键在于抑制锡的流动性,并减少镀层的内应力。
无铅工艺技术
无铅工艺技术
无铅工艺技术,又称为无铅制程技术,是一种利用无铅焊料进行连接的电子制造工艺。
无铅工艺技术的应用已经成为电子制造业的趋势,因为它具有环保、可靠性高和成本低等优点。
首先,无铅工艺技术相对于传统的有铅工艺技术更环保。
有铅焊料中的铅含量较高,使用有铅焊料进行生产会导致污染环境。
而无铅焊料中不含铅或者只含微量铅,因此使用无铅焊料可以减少对环境的污染,并符合全球环保要求。
其次,无铅工艺技术可以提供更高的可靠性。
铅在高温环境下容易发生氧化,导致焊点与焊盘之间的连接失效。
而无铅焊料不易发生氧化,因此可以在高温环境下保持良好的连接效果,提高产品的可靠性。
再次,无铅工艺技术相对于有铅工艺技术来说成本更低。
虽然无铅焊料的成本相对较高,但是无铅工艺技术可以实现自动化生产,提高生产效率,减少人工成本。
另外,由于无铅焊料的可靠性高,可以减少产品的修理和退货率,降低了售后服务的成本。
在无铅工艺技术的应用过程中,需要注意以下几个问题。
首先,无铅焊料的熔点较高,在焊接过程中需要控制好温度,以免损坏其他关键部件。
其次,无铅焊料的流动性较差,焊接过程中需要做好焊接头的设计,以确保焊料能够充分润湿焊盘和焊脚。
最后,无铅工艺技术需要与其他工艺技术相结合,如表面贴装技术和可靠性测试技术等,以确保产品的质量。
总的来说,无铅工艺技术是电子制造业的发展趋势,其环保、可靠性高和成本低等优点使其越来越受到关注和采用。
在应用无铅工艺技术的过程中,需要注意相关问题,以确保产品质量。
未来,随着技术的不断发展,无铅工艺技术将更加完善和成熟,为电子制造业带来更多的便利和机遇。
无铅焊接工艺的五个步骤

焊锡球 – 预热不够或焊剂 – 焊料掩模不相容
孔隙填充不完全 – 焊剂活性过低,固态物含量过低,或是预热温度过高或与熔融焊料接触时间过短
对无铅焊剂的要求:
低活化温度
足够的保质期
高活性等级
高可靠性
残留物呈良性,或如果焊锡膏是可水洗型,可以易于清除
由于许多无铅合金熔湿速度较慢并具有较高的表面张力,选择适合无铅焊接的正确焊剂可以防止焊料缺陷的增加,并能对保持生产产出起到很大的帮助。
下面将对因转而采用无铅装配时可能增多的一般缺陷进行详细说明。通过选择正确的焊剂和工艺控制,这些缺陷都可以消除。
潜在的缺陷增长 – 无铅表面安装装配
桥接 – 焊锡膏热塌陷性能差
无铅焊接工艺的五个步骤.txt
使无铅焊接成为现实
焊锡膏、波焊液体焊剂、焊剂凝胶和焊锡线中使用的无铅焊剂今天已经成为现实。这些焊剂配系可以强化焊接工艺,其配方可提供出色的熔湿性能,并使无铅装配所需的化学热稳定性提高。
与锡铅合金一同使用的传统助焊剂对于防止无铅合金熔湿速度缓慢以及通常与无铅焊料伴随而来的较高温度则未必适用。专门用于无铅焊接的焊剂配系需要采用新的活化剂套件以及具有热稳定性的凝胶和熔湿制剂,以免出现焊料缺陷。
无铅ቤተ መጻሕፍቲ ባይዱ剂的其他注意事项 :
焊锡膏是用于点胶还是用于印刷?
请注意制造商对于不同的合金使用不同类型的活化剂
应仔细选择焊剂,在活化温度和热特性曲线间做出平衡
焊剂与选用的合金的相容性是怎样的?
可靠性属性 (SIR、电迁移、腐蚀)
焊锡球 – 焊锡膏塌陷特性差
墓碑效应 – 线路板上存在的热差
不熔湿 – 过度预热或助焊剂活性不足
无铅制程知识讲座
无铅制程知识讲座尊敬的各位听众,大家好!今天我将为大家带来一场关于无铅制程的知识讲座。
无铅制程是现代电子制造过程中的一项重要技术,它不仅可以提高产品的品质,还能有效降低对环境的污染。
让我们一起来了解一下吧。
首先,让我们明确一下什么是无铅制程。
无铅制程是一种使用无铅焊料及处理方法的电子制造技术。
相对于传统的铅焊接技术,无铅制程具有更高的可靠性、更低的环境污染风险和更长的使用寿命。
在无铅制程中,我们使用的是一种称为无铅焊料的材料,它可以替代传统的含铅焊料,从而降低对环境和人体健康的潜在危害。
无铅制程的实施主要分为两个方面:一是无铅焊料的使用,二是无铅加工工艺的应用。
无铅焊料主要由锡、银、铜等元素组成,不含有害的铅成分。
在无铅制程中,焊接工艺的温度和时间需要进行严格的控制和调整,以确保焊接质量的稳定和可靠。
无铅制程带来的好处不仅仅是环境友好,还有一系列的技术优势。
首先,无铅制程可以提高产品的可靠性和稳定性。
铅焊接会加速器件的老化和腐蚀,而无铅焊接可以减少这种现象,延长产品的寿命。
其次,无铅制程还可以提高焊接质量和一致性。
无铅焊料的粘附性较强,能更好地与焊接表面结合,从而减少焊接缺陷和虚焊的风险。
此外,无铅制程还可以降低生产过程中的能源消耗和生产成本,提高企业的竞争力。
然而,我们也要认识到无铅制程带来的一些挑战与问题。
首先,无铅焊料相对成本较高,这增加了生产成本。
其次,无铅终端的使用寿命相对较短,需要维修和更新的频率更高。
最后,无铅制程在实施过程中还需要员工接受培训和技术支持,以确保焊接工艺的准确性和稳定性。
总之,无铅制程是一种环保、可靠的电子制造技术,对于提高产品品质和保护环境具有重要意义。
虽然无铅制程也面临一些挑战和问题,但通过技术改进和不断创新,我们相信无铅制程将会成为未来电子制造业发展的主流趋势。
谢谢大家!(此为人工智能文章生成,仅供参考。
)无铅制程作为一种环保、可靠的电子制造技术,具有广泛的应用前景和深远的影响。
无铅焊锡制程及其特性
无铅焊锡制程及其特性锡/铅(Ti n/Lead)成分的焊锡是电子装配中最常用的焊锡,可是,在去年,整个工业出现一股推动力向无铅焊锡转换。
其理由是人们越来越了解有关铅的使用及其对人类健康的不良影响。
与铅有关的健康危害包括神经系统和生育系统紊乱、神经和身体发育迟缓。
铅中毒特别对年幼儿童的神经发育有危害。
已有法律来控制铅的使用,例如,铅在铅锤、汽油和油画中的使用有严格的规范,在美国从1978年起,铅在消费油画中的使用已被禁止,其它相关的法规在美国、欧洲和日本正在孕育之中。
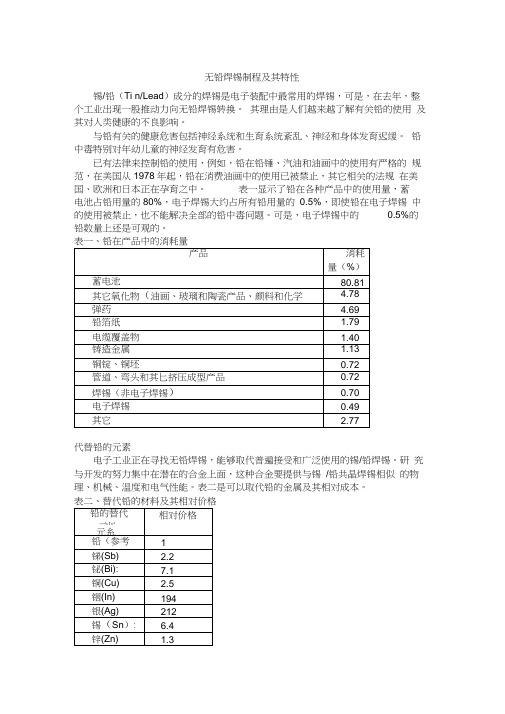
表一显示了铅在各种产品中的使用量,蓄电池占铅用量的80%,电子焊锡大约占所有铅用量的0.5%,即使铅在电子焊锡中的使用被禁止,也不能解决全部的铅中毒问题。
可是,电子焊锡中的0.5%的铅数量上还是可观的。
代替铅的元素电子工业正在寻找无铅焊锡,能够取代普遍接受和广泛使用的锡/铅焊锡。
研究与开发的努力集中在潜在的合金上面,这种合金要提供与锡/铅共晶焊锡相似的物理、机械、温度和电气性能。
表二是可以取代铅的金属及其相对成本。
表二、替代铅的材料及其相对价格除了成本之外,还必须了解考虑作为铅替代的元素的供需情况。
如表三所示, 含铋合金从可利用资源的出发点上是无希望的,现在可利用得铋供应可能被全部用完,如果将此合金广泛用于正在蓬勃发展的电子工业。
表三、美国矿产局有关不从表二所显示的潜在替代金属的相对价格看,很明显,许多无铅焊锡将比其替代的锡/铅焊锡贵得多。
例如,铟(In)是用来取代铅的主要元素之一,但它是一种次贵重金属,几乎和银一样贵。
可是应该注意,所建议的焊锡合金的高成本在决定最终产品价格时,并不象最初所显示的那么重要。
因为所需的量少,在装配中,和其它成本因素如:元件、电路板及装配相比,焊锡成本几乎不重要。
所选合金的性能是非常重要的。
无铅焊锡及其特性和温度、机械、蠕变、疲劳特性一样,熔化温度点是最重要的焊锡特性之一。
表四提供了现时能买到的无铅焊锡一览表。
无铅产品的工艺流程
无铅产品的工艺流程一、生产无铅锡条、无铅锡线首先作业员需要做什么?1.使用前检查电线线路、水管是否破皮,防止造成伤害。
2.工作时必须戴好防护用具,防止机器运行时造成伤害。
3.刚浇铸好的产品不允许用裸手去拿或碰触。
防止高温伤害,并在铁架挂上高温标示。
4.生产场所因环境和制度要求,不允许打闹。
5.点火开风机时切勿将头伸向灶门,以免热气爆出发生危险;6.不允许将水或带水的原料放入锅内,以防止发生爆锡烫伤身体。
二、生产无铅锡线、无铅锡条的步骤:1.領料确认所领原料是否符合要求的型号、数量和重量,然后开始搬运上货架。
然后记录。
2.下锅首先将此锅型号的锑称重放入锅底,排放均匀,第二天早上降温使用,降温锡块不能有水份,上层放铅,下锅时千万要轻拿轻放,防止用力过大砸坏锅底,原料下完后及时将型号度数记录,同时设定好温度;调定好所有压锅的电源开关。
3.熔化当打渣机停止搅拌,温度设定在规定范围之间,锅面保持禁止状态,温度升到设定温度时通知品管员用測温表进行测温,品管员确认0K后作好记录,同时关电停止升温,然后用屚勺将锅面黄色氧化物漫漫捞岀,确认0K后作好记录。
4.包装过程:首先领岀所包产品度数的对应纸箱,用指定重量法码对其进行效准,然后通知品管员确认0K后开始包装,包装员要换上干净手套,如发现有破损和潮湿的纸箱禁示使用;注意印字要淸晰,然后登记箱数和重量,核对确认后填写好入库单。
5.入库带上入库单和存盘卡由2~3人组成一组将成品锡条拉送成品仓,通知成品仓管将产品和入库单进行核对,经仓管员核对验收无误后,然后按照仓管指定位置轻拿轻放摆放整齐,将卸完货的铁架放在指定区域。
三、生产无铅锡条、无铅锡线时我们需要注意什么?1.在锡未完全熔化前,切勿开搅拌机;2.每次化度数之前,必须先校正天平;3.热火渣打完后,锅边及扇叶上的杂物必须清理掉;4.打渣时,必须用检测工具测量;5.制筒、条时注意造成不必要的不良品;6.清洗模具:用牙刷等;8.注意倒条、倒筒的动作或制作要领,倒的快慢速度;9.注意产品的外观控制;10.随时观察氧化物及抗氧效果:要求品管员不定时进行巡查。
无铅制程特别详解
于前工序涂焊剂
RA (MIL) B (JIS) RMA (MIL) A (JIS)
0.5~1 0.1~0.5
1 X 1010 1 X 1011
特 征 濡湿性佳, 但如果不洗涤, 后来有腐 蚀的可能性 濡湿性稍差, 但焊接后不用洗涤
13
焊接的机制(4)
现行的Sn37Pb共晶焊料是什么
Sn-Pb2元共晶, 特长为 1. 熔点低, 接合作业容易。 2. 机械的, 电的性质好 3. 濡湿性好。接合界面稳定。 4. 容易修理。
4
为什么要无铅焊料
含铅焊料的有害性
焊料所含的铅虽为全使用量的1%弱(3万/5百万吨), 而有广泛扩散的可能性, 难于完全回收。由于环境污染, 忧虑铅中毒等对人体的影响。
废弃印刷基板
酸性雨
粉碎, 填拓 土壤
废弃物
溶出铅
被铅污染的地下水
对人体的影响 对生态系的影响
日本国内外的动向
■ 向高循环化社会移行。通过废弃物处理法, 水质污浊防止法强化规制 ■ 欧洲正在审议包括禁止使用电子机器中的铅的法案(提议提前到2006年) ■ 松下电器比世界早一步发表于2002年度全商品导入。同业其他公司急起直追。
・浸流焊料喷射嘴
(生产技术本部环境生产技术研究所)
・浸流焊料厚度测量传感器
(生产技术本部环境生产技术研究所)
・不纯物检查装置
(生产技术本部环境生产技术研究所、 Malcom公司)
・焊料再循环装置
(使用芝麻进行氧化物分离) (AVC公司/千住金属)
・软光束
(局部焊接) (产业机械FA系统)
・推拉试验装置 ・重复弯曲试验装置
专任技术活动, 技术学校 7
计划的活动方针和目标
无铅焊接的相关资料

无铅焊接的相关资料1.为什么要推行无铅制程?A.铅的特性及对人体的危害:铅(lead Pb),灰白色金属,熔点为327.5℃,加热至400--500℃时即有大量铅蒸气逸出,并在空气中迅速氧化成氧化亚铅而凝集为烟尘并四处逸散。
在工业中与铅接触的行业主要有铅矿开采,铅烧绳索和精练、蓄电池制造、电子产品的焊接和电子元件的喷铅作业等等。
在以上接触中铅及其化合物主要通过呼吸产和消化道入侵人体造成铅中毒,对人体健康构成危害。
美国环保署研究发现,铅及其化合物是17种严重危害人类寿命和自然环境的化学物质之一。
通常的职业性铅中毒都是慢性中毒,其对人体的神经系统、消化系统和血液系统都将造成干扰和伤害,其临订症状表现为头昏头痛、乏力、记忆力下降、恶心、烦躁、食欲不振、腹部胀痛、贫血、精神障碍等。
B.电子产品无铅化的趋势:随着人类对自身健康意识的提高和全球范围内环保意识的增强,为了尽可能减少铅等重金属对环境的污染和对人类的的侵害,欧美国家在2006年7月1日起全面实行电子产品无铅化,中国也同样在2006年7月1日起要求投放市场的国家重点监管目录内的电子住处产品不能含有铅的成分。
因此电子焊接中所使用的焊料(焊锡丝、焊膏等)将逐步摒弃传统的锡铅合金而采用几乎纯净的锡。
当然不含任何杂质的锡是不存在的,目前国际上对无铅的标准尚无明确统一的定义,国际标准组织(ISO)提案:电子装联用焊料中铅的含量应低于0.1WT%,不过在无铅焊料中通常会根据不同的产品要求,在锡料中参和一些铜和银等其他金属物质来增强锡丝的活性焊点的电气连接性能。
2.无铅焊锡与传统有铅焊锡的区别以及我们对无铅替代物提出的要求?无铅焊锡内不含铅,且溶点比传统(63%锡+37%铅)焊锡高。
无铅焊锡溶点范围约从217℃到226℃。
我们对无铅替代物提出的要求:1、价格:许多厂商都要求价格不能高于传统的焊料(63Sn/37Pb),但目前,无铅替代物的成品(焊锡丝,焊膏及锡条)都比传统的焊料(63Sn/37Pb)高35%。
无铅焊锡技术

區域 組織 建義合金
製程
美國 歐洲
NEMI IDEALs
Sn/3.9Ag/0.6Cu Sn/0.7Cu
Sn/3.8Ag/0.7Cu
Reflow Wave solder
reflow
歐洲 ITRI 日本 JEITA
Sn/Ag(3.4~4.1)/Cu(0.45~0.9
Sn/3Ag/0.5Cu
Reflow Wave Solder Hand soldering
(到12. 31.2006)
最後處理前的必 要採取程序
80-75% : 大型家電. 自動販賣機. 75-65% : IT 及通訊設備, 消費性電子產品.
80% : Gas contained tubes 70-80% : 其他
所有液體及元件上標示著含有害物質的,(PCB, 含汞元件, 乾電池, PWB/ > 10c㎡, 調色劑, Br-火燄阻燃劑, 石綿零件, CRT, CFC/HFC/HCFC/HC, gas containing tubes, LCD/ > 100c㎡, outer electric wires, ceramic fibers, radio active components, electrolytic condensers/25mmtX25mmφ)在報廢前需先將有害物質去除.
Fig ; 錫銀合金二相圖
Fig ; Sn-Ag/3.0-Cu/0.5 結構圖
・ 可以理解,和錫銅合金相似,化合物 Ag3 Sn 存在將近 75% 的銀, 在低銀的一邊 Sn-Ag3 Sn 共晶合金結
A g 構是存在。
28
四、無鉛特性的認識
3、錫鋅合金
・ 錫鋅合金的熔點和錫鉛合金熔點非常接 近,兩者都有極佳的機械性能及低成本 的優點。 錫鋅合金在實際應用上巳愈 來愈普遍。
54.无铅制程介绍 (NXPowerLite)

50~100℃
90~110℃
85~125℃
110~150℃
250+/-5℃
265+/-10℃
2~4Sec
3~5Sec
140℃
180℃
無鉛波峰焊Profile
浸錫時間:3~5s 測溫線峰值: 265±10 ℃
預熱段板面溫度:110~150 ℃ 升溫時間:90~120S 升溫斜率<2℃/Sec
板面過錫波溫度峰值:180 ℃ 降溫斜率:4 ℃/Sec
Sn(錫) 96.5% Ag(銀) 3% Cu(銅) 0.5%
2.3 Flux選擇
低固態含量 (<4.0): 1. 會經常產生錫橋和濺錫; 2. 焊接性和濕潤性不佳。
中固態含量 (4.0~~10.0): 1.良好的焊接性和濕潤性; 2.助焊劑殘留
高固態含量(>10.0): 1. 最好的焊接性和濕潤性; 2. 助焊劑殘留; 3. 高固態含量會導致噴嘴堵塞。
迴流焊Profile
升溫斜率 < 3℃/Sec
峰值:230~250
降溫斜率< 3℃/Sec
預熱
Soak temp 145~175 ℃ 60~90Sec
Melting temp Above 217℃ 40~90Sec
無鉛制程實際Profile
2.8 波峰焊
在高錫含量的狀態下使用六個月后的不銹鋼錫槽 我們的無鉛制程中使用的焊錫合金是SnAgCu。高錫含 量的焊錫會導致不銹鋼 (SUS#304) 錫槽的腐蝕。
迴流焊-有鉛無鉛制程差异比較
有鉛迴流焊制程
無鉛迴流焊制程
升溫斜率 降溫斜率 峰值
2℃/Sec 2℃/Sec 205~225℃
3℃/Sec 3℃/Sec 230~250℃
焊锡生产工艺

焊锡生产工艺
焊锡是一种常用的金属连接工艺,主要用于连接电路板、电子元器件等。
下面是焊锡的生产工艺简介。
首先,焊锡的原材料是锡及其合金,一般采用的是含锡量在90%以上的无铅锡。
其他常用的锡合金有63/37合金和60/40
合金。
接下来是焊锡的制备过程。
首先,将锡原料与一定比例的助焊剂混合。
助焊剂的作用是提高焊锡的润湿性,防止氧化,并向焊缝中注入气体以减少气孔等缺陷。
然后,将混合好的锡料放入熔炉中熔化。
熔炉的温度通常控制在180~240摄氏度之间,具体温度取决于锡合金的成分和需要的焊接温度。
在锡炉中熔化的锡液通过浇注口进入成型模具,形成锡块或锡丝等不同形状的成品。
成型时根据需要加入适量的助溶剂来调整成品的成分、性能和形状。
焊锡成型后,还需要进行表面处理。
这通常包括去除表面氧化膜、清洗、涂覆保护剂等步骤,以提高焊接时的润湿性和可靠性。
最后,焊锡成品需要经过质量检验。
主要检查焊锡的化学成分、外观质量(如表面光滑度、无杂质等)、焊接性能(包括润湿性、焊接强度等)等指标。
合格的焊锡产品才能出厂销售。
总结起来,焊锡的生产工艺包括锡料和助焊剂的混合、熔化、成型、表面处理和质量检验等环节。
生产过程需要精确控制温度、成分和工艺参数,以确保产品的质量和性能。
无铅制程教育训练

Cadmium 镉及其化合物 Lead 铅及其化合物 Mercury 汞及其化合物 Hexavalent Chromium PBB聚溴联苯 PBDE溴联苯醚
欧盟
100 1,000 1,000 1,000 1,000
Dell
50 100 5 100 5
IBM
10 1,000 1,000 1,000 1,000
无铅制程的相关要求
锡须:纯锡表面容易受到自然晶体增长的攻 击。锡须可以在焊锡几年之后开始增长, 锡须增长取决于温度与湿度,其形成的 条件在50℃以上,相对湿度50%。为了 避免锡须,在焊接工艺中引入的温度应 该尽可能低,这也是采用直线升温 回流曲线的另一个理由。还有,锡的含 量是很重要的;锡纯度水平越高,形成 锡须的机会就越大。
推行无铅制程的紧迫性
日本制造商早在2001年开始就对“无铅制 造”采取方针,根据计划,日本制造商将从 2003年到2005年全面实现在电子整机和相关组 装件中实现无铅的目标。 欧洲电子电气设备指导法令(WEEE Directive)规定:成员国将在2005年8月13日后, 使投放于市场的电子或电气器具的生产者在器 具上印有清楚标志 。
6.电气和电子工具 :旋盘、研磨盘、割草机、手工
具等 7.玩具、休闲和运动设备 :电动车、电视游乐器等 8.医用设备 :呼吸器、X光机、核能设备等 9.监视和控制装置 :侦烟器、家用或工场之仪校设 备等 10.自动分配机 :自动取款机 、冷热瓶或者罐头自 动售货机等
国际知名企业及组织的管制指标-WEEE
无铅制程的相关要求
元件:有害物质含量符合RoHS之规定,而且 元件焊接引脚镀层也要无铅。应RoHS 指令,可采用材料取代的方式,以不受 限制的材料来取代指令中禁用的材质。 由于无铅焊料比Sn63/Pb37的熔点焊料 高,所以要求元件必须耐高温。 PCB:要求PCB板的基础材料耐更高温,焊接 后不变形,表面镀覆的无铅合金材料与 组装焊接用无铅焊料兼容,而且要考虑 低成本。
无铅焊锡制程

30°
利用錫箔紙將錫槽外圍包覆保溫。
無鉛焊錫爐需求助達成最佳上錫角度,
然而由于其成本高,加上錫爐改造的技術難度太大,目前 還沒法導入.
3.助焊劑考量:
無鉛焊接較原有製程,焊錫性及合金毛細效 用(與合金比重成正比)都較弱 增加了焊接困難度, 因此有必要提升助焊劑焊性,可借由三種方式: a.增加活化劑之使用量:此做法會影響殘留之潔 淨度及頂針測試 之誤判率. b.改變活化劑種類:須考濾化學可靠度. c.改變活化反應機构:活化劑在水中的活性要比 在有機溶 劑中好,同時用水可達到提高安全性與 健康環保的目的,但缺點是揮發所需之較高預熱會 造成活化劑因耐熱問題而損失部份活性,也存在因 水份揮發不完全而造成錫噴濺.
二.無鉛焊錫導入波焊製程的建議:
1.合金的選擇:要使無鉛合能夠實用化,就必須先確定 其物質性能,檢 討的項目為:成本,熔解溫度,bulk拉力,延 伸性,壽命,濕潤時間,應力, 擴散力,組識變化,接合剪斷,剝 離強度,導線焊接的creep強度等,目前為止,業界(日本為 主)所選用之合金為下列組合. Sn99.3/Cu0.7
Lead-free paste Surface, slightly grainy 無鉛材料:表面多粒狀.
Conventional paste Surface, shiny & smooth 傳統材料:表明光滑閃亮.
¦X ª ÷ Ä ¿ I ¢ J Lifting ñ ¤ « É ¾¹ q ² v ¦Y ¿ ü © Ê k  ² I ¥ i ¾ a « × Cycling ¦¨ ¥ »
5.可靠度評估:
EPSON无铅焊锡资料手册
SeikoEpson集团无铅焊锡资料手册﹝印刷电路板装配﹞第一版﹝2001年6月1日﹞无铅焊锡之路﹝印刷电路板装配使用﹞SeikoEpson股份有限公司‧为何需要无铅焊锡?P.3 ‧SeikoEpson之铅含量消除政策P.4 ‧铅消除的方法P.5 ‧於SeikoEpson取得无铅化1.回焊制程(1)锡-银-铜焊锡之回焊情形P.6(2)锡-银-铜焊锡之装配特性P.7(3)各种锡-银-铜系合金组成之装配特性P.11(4)锡-银-铜系焊锡於各种回焊情形之装配特性P.13(5)生产线回焊温度设定之应用P.14(6)回焊/波焊制程之温度控制P.15(7)区域阵列型包装元件之接合可靠性P.162.波焊制程(1)锡-铜焊锡之波焊情形P.18(2)锡-铜焊锡之接合可靠性P.20(3)灯蕊效应﹝片状隆起现象﹞P.233.人工焊接制程﹝手焊作业制程﹞(1)当使用锡-银-铜焊锡於人工焊接之情形P.27(2)锡-银-铜焊锡之人工焊接特徵P.28(3)最佳化状况下之人工焊接特徵P.30(4)人工焊接修补/重工後之接合强度P.314.无铅零件脚镀层之装配特性P.325.焊接後助焊剂残余之电气化学可靠性P.356.品质工程认证﹝田口工程法﹞P.36附录:评估之测试元件/状态及量测设备之使用参考‧ 为何需要无铅焊锡?无铅焊锡发展背景资讯一般而言,在每一件电子产品中都有一个或多个电路板位於其心脏部位,而每一块电路板亦均是由许多的电子零件所构成,利用一种将其牢系於板面上的锡及铅之化合物─我们将其称为”焊锡”。
虽然其中某些部分的焊锡在其电子产品不再被使用时能被回收再利用,但通常大多数的命运都是被如同工业废弃物材料般的被掩埋於垃圾掩埋场里。
根据一份美国的报告指出,由含有电子产品废弃物之垃圾掩埋场所溢出的物质已确认为造成地下水污染的原因之一,其可能为导致学龄儿童血液中之铅浓度升高之主因(1)。
然而在日本,铅仍尚未被规范定义为非法物质;在欧洲一项欧盟命令已考虑将铅列为自2008年起在欧洲禁止使用於电子产品中的六种物质之一﹝RoHS:提案在欧洲各国国会及地方议会中限制使用某些危险物质於电气电子产品内的一道命令中﹞(2)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Sn
熔點溫度 : 231℃
防止溶蝕效應
Cu
熔點溫度 : 1083℃
降低熔點溫度
Zn
熔點溫度 : 420℃
各研究組織之合金推薦
Ïë Õ´ ²Â ¿ËX÷  ¥ § ¿¤ ³Î NEMI SnAgCu û ©ê jk ² û ê a q l s y ó | © ê « ¸ º ³ IDEALS SnAgCu jk ² ]pÍ¡ê¼ÎsyôÒqló| ³ ª ¤ © µ º ³ ¿ ¸ ¸ Úw »© ITRI SnAgCu ² ¡ § ² ¡ ² jkBikBâk ê Ú û ÷Ä ã s Ç | º ¾ § Ý © ½ JEIDA SnAgCu ² ¡ § ² ¡ ² jkBikBâk ¤ éº SnCu éºqlu~¶³ó| ¤ ¸ « ¾ §² ik
Sn-Pb 183 Excellent 8.4 100 Excellent ò ° ·Ç OK ò ° ·Ç
由上表可看出,綜合成本及焊錫性之考量, 選擇
Sn/Ag3.0/Cu0.5合金較合適. 2.材料考量:
目前印刷線路板一般有OSP保護之裸銅板及化銀板和 化鎳金 板(Immersion Ni-Au),OSP板成本低使用歷史久,焊 接性較化銀和化鎳金板稍差;而化銀板焊接性好成本較高穩 定性好;化鎳金板焊接性較好,穩定性較化銀板差,且價格高. 所以化銀板應為未來無鉛焊錫重要候選,但現階段OSP板為 首選.
兩預熱段之間及預熱二段與錫槽之間空隙均用不銹鋼板 蓋住,以避免PCB在經過此處時溫度發生陡降造成較大的 熱沖擊.
將反射板直接蓋在軌道上,減少溫量的散失,從而降 低了PCB板正背面之溫差.
b.錫爐結構
因無鉛合金上錫速度及角度較差,現有錫爐結 構需做修改,較強的涌出式錫波能提供較大之上錫 力量以補強無鉛焊錫潤濕力,但這樣錫波不穩,容易 造成溢錫. 錫爐 產品出口 錫爐需求
Hitachi
NEC Toshiba Fujitsu
ÓHq£BG¸ãܸBøAq£¤ ª ¸ · ¡ ² ´ Å ¤ ½ ¡ ¥ § ¸ · µ
力信
在“焊接組裝”上將逐漸 導入無鉛製程,以達到 2005年完全無鉛化的目標
無鉛合金資料收集及研究
替代合金之選擇要項
*金屬特性--機械性可靠度越高越好 *熔 點--最好為共晶且越低越好 *潤 焊 性--擴錫性及焊接之爬錫性性 越佳越好 *毒 性--以無毒性且不易產生公害 為佳 *成 本--取得容易且越低越好
Sn96.5/Ag3.0/Cu0.5
Sn96/Ag2.5/Bi1/Cu0.5
現製程用錫棒,明確標示 無鉛錫棒 錫鉛成份比表面光潔呈銀 (Sn/Ag3.0/Cu0.5)無成 白色. 份比標識,表面粗糙,顏 色較暗略帶黃色.
除錫銅合金為共融點金屬較無異議,其它之合金組 合比例會稍有不同, 舉例而言,錫銀銅合金之共融點組 合約為Sn93.6/Ag4.7/Cu1.7之217℃.但基於美國(IOWA university/AMES lab)及日本(Senju/Panasonic)之專利 權限制,所有供應商均會少許變更合金比例,這些合金比 例之些微.差異在焊點 特性上並不會造成影響,Alpha Metals則擁有錫銀銅鉍合金之全球使用權.下表格就不 同合金特性略做比較:
二.無鉛焊錫導入波焊製程的建議:
1.合金的選擇:要使無鉛合能夠實用化,就必須先確定 其物質性能,檢 討的項目為:成本,熔解溫度,bulk拉力,延 伸性,壽命,濕潤時間,應力, 擴散力,組識變化,接合剪斷,剝 離強度,導線焊接的creep強度等,目前為止,業界(日本為 主)所選用之合金為下列組合. Sn99.3/Cu0.7
4.設備考量: a.預熱系統:無鉛焊錫錫溫較高(260℃ ~270℃ ),為避 免較高的熱沖擊,需要有均勻有較的預熱.最理想的預熱 是強製熱風循環.
其優點包括:
減少PCB零件面與焊接面之溫差,除去了零件不均溫 造成的吃錫不飽之缺點. 針對水基之助焊劑,可加速水份之揮發而不需提高預 熱溫度. 直接之熱量傳遞確保所有待焊元件在有限預熱時間 內達到足夠熱 量卻不會過熱而損傷零件或效能. 此次實驗為節約成本, 我們利用原錫爐做些許修改:
1.錫爐上方之排氣孔出風量, 需調整為現行出風量之50%. 2.產品出錫爐後冷卻用之風 扇,其風向需背離錫爐出口 30° .
30°
ห้องสมุดไป่ตู้
利用錫箔紙將錫槽外圍包覆保溫。
無鉛焊錫爐需求介紹
d.氮氣:
氮氣可減少錫渣的產生并協助達成最佳上錫角度,
然而由于其成本高,加上錫爐改造的技術難度太大,目前 還沒法導入.
5.可靠度評估:
試產之成品做可靠的評估是不可或缺的.我們的
可靠度評估分兩部份: Solder ability Test及Reliability
Test.
三.無鉛焊錫製程管制 1.製程:
a. SOP均標以無鉛焊錫標識如圖.
d. 錫爐用醒目牌標識,錫爐必須由取得無鉛焊錫專技的ME 技術員操作.任何其他人不得操作.
Sony NEC Hitachi
合金資料彙整
Sn-Pb Sn-3.5Ag-0.5Cu Sn-0.7(Cu+Ni) Sn-0.7Cu X ÷t C ¥ § ¥ 217~219 227~229 227~229 ² I ¢ ¹ Â (J ) 183.3 Yes Yes Yes Yes @ ¸ ¥ ´ 52MPs 33MPs 30MPs Ô i j 44MPs ¦ ¨ 25% 27% 48% 52% µ ù v ¦ ¥ ² ì k Ê » ² ¦ u ¿ | i ¦ ¤ Î t « k I é ÷ ² Â ª Â u ¿ | i ¦ ¤ | i ¦ ¤ ¦ ¤ | i k I j ² Â ¨ Î u ¿ u ¿ u ¿ Ag Limited ¦ ú o Ê u ¿ Î Î 5.83$/Kg 12.97$/Kg 8.62$/Kg 8.62$/Kg º ¥ ¤ No No Yes No M Q ª é OK OK OK OK ^ © Ê ¥ ¥ ¦
可能之替代合金
*主要合金-- 錫(Sn) *次要合金--1.銀(Ag):改善潤濕性、 焊點強度。 2.鉍(Bi): 降低熔點溫度, 改潤濕性。 3.銅(Cu):改善焊點強度。 4.鋅(Zn):低熔點,低成 本。
替代合金之特性
Ag
熔點溫度 : 961℃
增加焊點強度 改善銲錫性
降低熔點溫度
Bi
熔點溫度 : 271℃
無
鉛
銲
錫
製 程
簡 介
導入無鉛製程之理由
環境的危害 人體健康的 影響 導入無鉛 之需求 全球環境保 護或工業團 體之要求
法令規範
環境的危害
臭氧層 O3 平流層 對流層N2, O2 臭氧分解
O2
氯分解 光化學氧化 四氯化碳 揮發有機化合物 溫室效應 (CO2) 戴奧辛污染 ClO 酸雨 汽車廢氣(NO2) 溫室效應 (CO2) PCB 鉛中毒 森林、湖泊及土壤污染
日本電子工業振興協會之研究
*波焊建議使用合金: SnAgCu、SnCu *研究結論: 容易產生“焊點剝離”之現 象發生,尤其在焊接時含 Bi的條件下極易發生。
業界已使用之合金
s y º ³ Ó Nokia Nortel Keyence Omron Panasonic Ï Î X ÷ ¤ ¥ § Sn-Ag-Bi Sn-Cu Sn-Ag-Cu Sn-Ag-Cu Sn-Ag-Bi-In Sn-Ag-Cu Sn-Cu Sn-Cu-Ni Sn-Ag-Cu Sn-Zn-Bi Sn-Ag-Cu Sn-Ag-Bi £ ~ ² ¨ GSM Telephone Sensor Sensor MD player PD drive Cassette Tape, Video Player TV VCR Notebook Computer Notebook Computer Refrigerator, Air Condition, TV, VCR, PC
e. 各站別用固定,非無鉛焊錫產品禁止使用,同時烙鐵, 烙鐵架,錫絲, 吸錫槍等修護工具均用無鉛標識.
~E N D~
Sn/Ag 221 OK 7.4 100 poor û z ¸ ® OK ª °
Sn-Ag-Cu 218-219 bad 7.39 101 OK û ª ¸ ° OK ª °
Sn 216-217 poor 7.4 95 Good ® z bad ª °
Sn-Cu 227 bad 7.3 113 poor û z ¸ ® OK û ª ¸ °
Lead-free paste Surface, slightly grainy 無鉛材料:表面多粒狀.
Conventional paste Surface, shiny & smooth 傳統材料:表明光滑閃亮.
¦X ª ÷ ÄI J ¿ ¢ Lifting ñ « ¤ ɹ ² ¾q v ¦Y ¿ © ü Ê k I i a × ² Â¥ ¾« Cycling ¦¨ ¥ »
3.助焊劑考量:
無鉛焊接較原有製程,焊錫性及合金毛細效 用(與合金比重成正比)都較弱 增加了焊接困難度, 因此有必要提升助焊劑焊性,可借由三種方式: a.增加活化劑之使用量:此做法會影響殘留之潔 淨度及頂針測試 之誤判率. b.改變活化劑種類:須考濾化學可靠度. c.改變活化反應機构:活化劑在水中的活性要比 在有機溶 劑中好,同時用水可達到提高安全性與 健康環保的目的,但缺點是揮發所需之較高預熱會 造成活化劑因耐熱問題而損失部份活性,也存在因 水份揮發不完全而造成錫噴濺.
紫外光
鉛溶解
地下水污染
法令規範 歐洲無鉛法令現況
*目前歐洲僅由歐盟(European Union) 要求於2008年1月開始,所有輸入歐洲 之各項產品都需達到完全無鉛的要求。
Pb
European
業界之對應時間