永宏PLC应用范例3
永宏PLC在自动焊接设备上的应用
应用领域
汽车行业
零件行业
取暖行业
自动焊接设备
机床行业
电子行业
Page:12
地区分布
华北地区
主要分布在天津、 北京等地
华东地区
主要还是分布在上海, 其中浙江苏州等地也
有大量OEM客户
华南地区
主要分布在广州、深圳 等地。再有汕头的一些
地区;
Page:13
应用优势
永宏PLC在此套设备中应用优势
丰富的高速 NC定位脉冲口
质量检 测,成 品筛选
第五步
将焊接工件进行筛选,淘汰 次品
第四步
相进行工件挑选,做 焊接准备,进行初期焊 接
Page:6
回转5°动作
上升压紧动作
选择性加密功能
焊接自动化装备制造业分析
• 我国的焊接自动化装备制造业技术呈现出如下发展发展方向: (1)、精密、高效化。焊接自动化装备正朝着高精度、高质量、 高效率、高可靠性方向发展。 (2)、模块化。模块化、集成化使系统功能的扩充变得极为方 便,实现个性化产品的规模化批量生产,降低成本、缩短交货期。 (3)、智能化。智能化的焊接自动化装备,不仅可以根据指令 完成自动化焊接过程,而且可以根据焊接的实际情况,自动优化 焊接工艺和焊接参数
硬件明细表
FBs-40MAT
1台
A3伺服/步进电
2台
机-2KW
A3伺服/步进电
2台
机-750W
7寸触摸屏
1块
执行机构 普通电机、气动机
构等
光电、接近传感
若干
器
FBs-40MAT
产品配置
编码器
0.75KW 伺服系统
0.75KW 伺服系统
2KW 伺服系统
永宏FBs-PLC的自由通讯协议及应用
永宏FBs-PLC的自由通讯协议及应用引言电子技术的日益发展,通讯接口给工业控制的自动化集中控制带来巨大的变化,系统的分布控制,网络的远程监控等都是通过通讯来实现监控。
各个智能设备之间要进行正常通讯,首先要保证以下3个条件一致:通讯硬件界面相同;通讯参数设置一致;以及通讯协议一致。
在串口的通讯中,界面都已经是标准化,参数设定亦可透过设定来保持一致。
但在智能自动化设备中,由于品牌和产品都存在差异,对于同一种产品,不同的品牌就可能存在不同的通讯协议!所以,智能设备的通讯,设备的选择是关键!但针对同种协议的产品,就有可能缩小设备选型范围,势必会对系统的组成存在影响。
如造成成本的提升,系统得不到优化等问题。
现就针对通讯协议,介绍永宏PLC的自由口通讯协议做介绍。
即通过自由协议,可以跟任何一个智能设备进行连接,进行数据的传输。
大大方便了技术人员的选型,更有利控制系统的优化,性价比的提升!1. 系统硬件要求1.1 永宏FBs-PLC通讯功能永宏FBs-PLC提供相当强大的通讯功能,SoC单晶片中集合5个高速通讯端口。
主机自带一个通讯端口。
多样的扩展方式,可以选择通讯模块或者通讯板实现通讯端口的扩展,单一主机可以最多扩展至5个通讯端口;数据传输可以选择ASCII码或者速度快一倍的二进制码来传输;每个通讯端口通讯速率高达921.6Kbps;支持RS-232,RS-485,USB和Ethernet等界面;通讯协议提供永宏标准通讯协议,工业界通用的ModBus标准协议,以及自由口协议。
这里我们就永宏PLC的自由通讯协议做进一步探讨。
1.2 永宏PLC自由通讯协议简介所谓自由通讯协议,永宏PLC作为主站,根据通讯的从站设备通讯格式来编写通讯传输数据格式,以保证通讯格式的一致性。
在符合从站设备的数据格式时设备才能识别主站发送出来的命令要求,再根据命令来进行处理数据、做响应回复等工作。
这样将大大提高PLC控制对象的通讯接口兼容。
永宏PLC硬件手册-03
第3章FB S-PLC的扩展FB S-PLC的扩展是指当FB S-PLC主机所提供的资源不够使用或主机未提供的界面时,可借由扩展机/扩展模块的附加来扩展其I/O数目或界面种类,FB S-PLC的扩展可分为I/O扩展和通讯端口扩展两大类。
3.1I/O扩展FB S-PLC的I/O扩展分为以单一“位”(Bit,也称“单点”)状态为单位的数字量I/O (Digital I/O简称DI/O)扩展及以16位(16个单点)组合成的“字符”(W ord)为单位的数值I/O(Numeric I/O简称NI/O)扩展两种。
I/O的扩展无论DI/O或NI/O都是以扩展机或扩展模块串联附加在FBS-PLC右侧的“扩展I/O输出插槽”上的方式来扩展。
I/O扩展在软件上的限制为DI/O总数512点(DI与DO各256点),NI/O总数128个字符(NI与NO各64字符),而硬件上的限制有两个:○1. 无论所串接的是何种扩展机或扩展模块,其总数不得超过32台;○2. 扩展机/扩展模块的排线总长(由主机的“扩展I/O输出插槽”起到最后一台扩展机/扩展模块的长度)不得超过5公尺。
注意1. FB S-PLC的数字量I/O总点数限制为 256点DI,256点DO,用户如果串接超过上述点数的DI或DO模块,FB S-PLC将视为不合法的I/O结构,PLC主机将停机不执行,同时显示错误“ERR”灯号及Y0~Y3错误码灯号(请参考第8章8-3页),并在CPU状态指示缓存器 (R4049) 显示其对应的错误码。
2. FB S-PLC的NI及NO总数各为64个W ord,用户如果串接超过上述限制的NI或NO模块,FB S-PLC将视为不合法结构,PLC主机将停机不执行,同时显示错误“ERR”灯号及Y0~Y3错误码灯号(请参考第8章8-3页),并在CPU状态指示缓存器(R4049)显示其对应的错误码。
3. FB S-PLC可串接扩展机/扩展模块的总数限制为32台,如果超过则PLC将视为不合法结构而停机不执行,同时显示错误“ERR”灯号及Y0~Y3错误码灯号(参考第8章8-3页),并在CPU状态指示缓存器(R4049)显示其对应的错误码。
永宏PLC与pro-Face触摸屏通讯在净水系统中应用实例
永宏PLC与pro-Face触摸屏通讯在净水系统中应用实例前言我们在该实例中用到的触摸屏为GP37W2-BG41-24V ( 5.7 英寸,单色蓝白LCD ) ;PLC 采用台湾 Fatek 公司 FB 系列 PLC 的一款,其型号为 FBe-28MC ( 28点,16 点IN / 12 点OUT ) 。
1、工艺流程净水系统,由于其组成设备多,水的各种指标严格,如纯度、PH值、电导率等。
HMI 与PLC通讯引用在净水系统,很好的满足了工艺要求,改变了传统复杂的按钮控制方式。
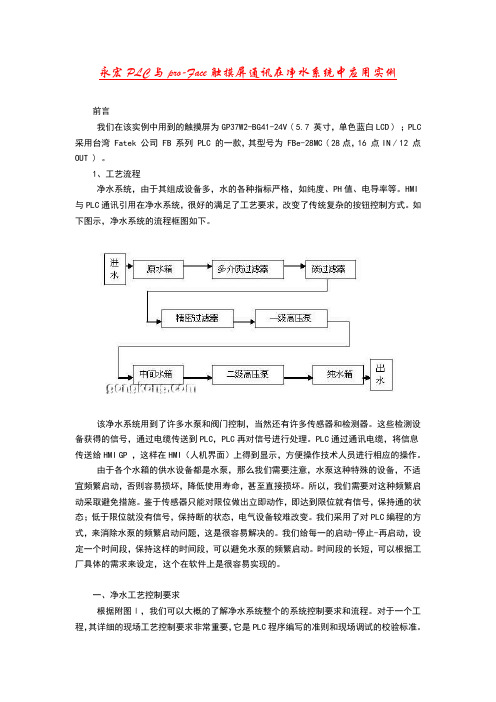
如下图示,净水系统的流程框图如下。
该净水系统用到了许多水泵和阀门控制,当然还有许多传感器和检测器。
这些检测设备获得的信号,通过电缆传送到PLC,PLC再对信号进行处理。
PLC通过通讯电缆,将信息传送给HMI GP ,这样在HMI(人机界面)上得到显示,方便操作技术人员进行相应的操作。
由于各个水箱的供水设备都是水泵,那么我们需要注意,水泵这种特殊的设备,不适宜频繁启动,否则容易损坏,降低使用寿命,甚至直接损坏。
所以,我们需要对这种频繁启动采取避免措施。
鉴于传感器只能对限位做出立即动作,即达到限位就有信号,保持通的状态;低于限位就没有信号,保持断的状态,电气设备较难改变。
我们采用了对PLC编程的方式,来消除水泵的频繁启动问题,这是很容易解决的。
我们给每一的启动-停止-再启动,设定一个时间段,保持这样的时间段,可以避免水泵的频繁启动。
时间段的长短,可以根据工厂具体的需求来设定,这个在软件上是很容易实现的。
一、净水工艺控制要求根据附图Ⅰ,我们可以大概的了解净水系统整个的系统控制要求和流程。
对于一个工程,其详细的现场工艺控制要求非常重要,它是PLC程序编写的准则和现场调试的校验标准。
净水工艺控制要求:⑴、原水箱通过外接设备供水,当原水箱液位检测为低的时候,原水泵停止运行;当原水箱液位检测为中的时候,原水泵运行;原水箱液位检测为高的时候,外接设备停止供水。
永宏PLC案例100案例第3章
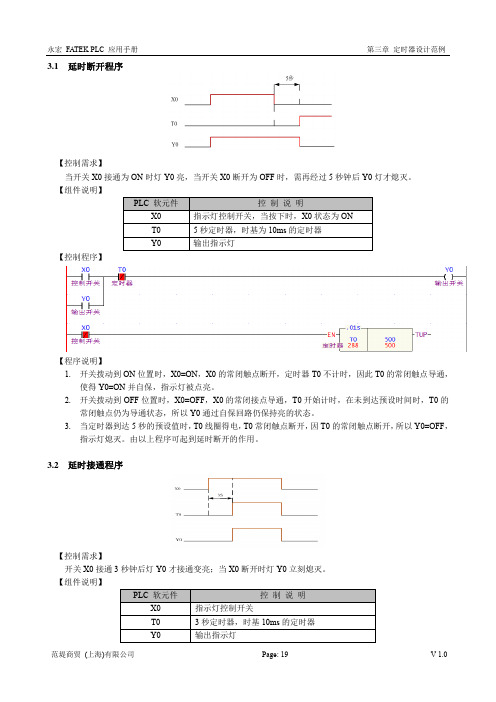
3.1 延时断开程序【控制需求】当开关X0接通为ON时灯Y0亮,当开关X0断开为OFF时,需再经过5秒钟后Y0灯才熄灭。
【组件说明】PLC 软元件控制说明X0 指示灯控制开关,当按下时,X0状态为ONT0 5秒定时器,时基为10ms的定时器Y0 输出指示灯【控制程序】【程序说明】1.开关拨动到ON位置时,X0=ON,X0的常闭触点断开,定时器T0不计时,因此T0的常闭触点导通,使得Y0=ON并自保,指示灯被点亮。
2.开关拨动到OFF位置时,X0=OFF,X0的常闭接点导通,T0开始计时,在未到达预设时间时,T0的常闭触点仍为导通状态,所以Y0通过自保回路仍保持亮的状态。
3.当定时器到达5秒的预设值时,T0线圈得电,T0常闭触点断开,因T0的常闭触点断开,所以Y0=OFF,指示灯熄灭。
由以上程序可起到延时断开的作用。
3.2 延时接通程序【控制需求】开关X0接通3秒钟后灯Y0才接通变亮;当X0断开时灯Y0立刻熄灭。
【组件说明】PLC 软元件控制说明X0 指示灯控制开关T0 3秒定时器,时基10ms的定时器Y0 输出指示灯【控制程序】【程序说明】1.当X0=ON时,定时器T0开始计时,达到3秒钟的预设值时,T0的常开触点导通,Y0=ON,指示灯被点亮。
2.当X0由ON→OFF时,定时器T0不被执行,T0的常开触点也随之断开,Y0=OFF,指示灯立即熄灭。
由以上程序可起到延时接通的作用。
3.3 延时接通/延迟关断程序【控制需求】开关由OFF→ON动作时,延迟5秒钟后指示灯才被点亮;开关由ON→OFF动作时,延迟3秒后指示灯才熄灭。
【组件说明】PLC 软元件控制说明X0 指示灯控制开关T0 延时接通5秒定时器,时基为10msT1 延时断开3秒定时器,时基为10msY0 输出指示【控制程序】【程序说明】1.当X0=ON时,延时接通定时器T0开始进行计时,当T0计时到达预设值5秒钟时,线圈T0=ON,同时其常开触点导通,而此时T1定时器不计时,其常闭触点始终为导通状态,所以当指示灯控制开关由OFF→ON动作5秒钟后,Y0被触发为ON并自保,指示灯被点亮。
永宏 FBs-PLC FUN_34 多段线性转换指令
5000
0,0 3276,0
16000 X
6
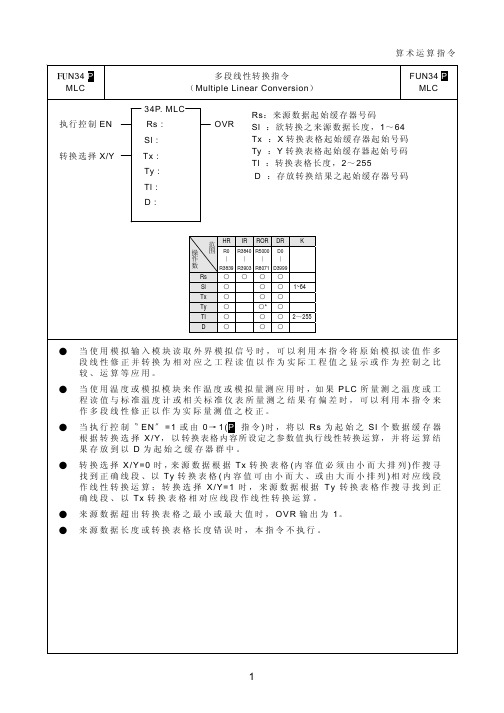
● 转 换 选 择 X / Y = 0 时 ,来 源 数 据 根 据 T x 转 换 表 格 ( 内 容 值 必 须 由 小 而 大 排 列 ) 作 搜 寻 找 到 正 确 线 段 、以 Ty 转 换 表 格 (内 容 值 可 由 小 而 大 、或 由 大 而 小 排 列 )相 对 应 线 段 作 线 性 转 换 运 算 ; 转 换 选 择 X/Y=1 时 , 来 源 数 据 根 据 Ty 转 换 表 格 作 搜 寻 找 到 正 确 线 段 、 以 Tx 转 换 表 格 相 对 应 线 段 作 线 性 转 换 运 算 。
多段线性转换示意图:
(Tx-n,Ty-n)
(Tx-3,Ty-3)
(Tx-2,Ty-2)
(Tx-0,Ty-0)
(Tx-1,Ty-1)
2
FUN34 P MLC
程 序 范 例 1:
多段线性转换指令 (Multiple Linear Conversion)
算术运算指令
FUN34 P MLC
范 例 说 明 : 当 M10=1、M11=0 时 ,以 缓 存 器 R0 为 起 始 来 源 资 料 、R99 为 来 源 资 料 长 度 ,根 据 R1000 为 起 始 之 Tx 转 换 表 格 与 R2000 为 起 始 之 Ty 转 换 表 格 、R199 为 转 换 表 格长度,将 R0~R5 等来源数据作 4 段 线 性 线 性 转 换 运 算 ,并将转换结果存放 至缓存器 D0~D5。
● 当 使 用 温 度 或 模 拟 模 块 来 作 温 度 或 模 拟 量 测 应 用 时 ,如 果 P L C 所 量 量测之结果有偏差时,可以利用本指令来 作多段线性修正以作为实际量测值之校正。
永宏PLC+台达人机+伺服联机案例
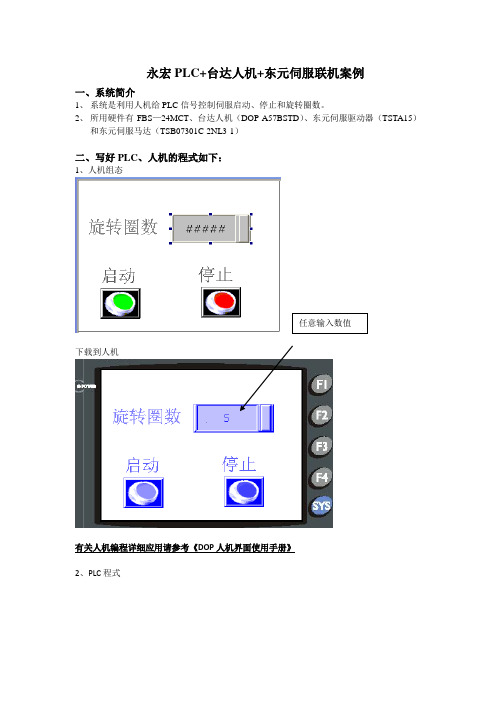
永宏PLC+台达人机+东元伺服联机案例一、系统简介1、系统是利用人机给PLC信号控制伺服启动、停止和旋转圈数。
2、所用硬件有FBS—24MCT、台达人机(DOP-A57BSTD)、东元伺服驱动器(TSTA15)和东元伺服马达(TSB07301C-2NL3-1)二、写好PLC、人机的程式如下:1、人机组态下载到人机2、PLC程式程序注解单相高速脉冲输出指令在编程软件里将PLC的Y0和Y1输出切换到SCO内部的HSPSO电路,并决定输出脉冲的工作模式,操作如下:在项目窗口中点选I/O组态:专案名称→系统组态→I/O组态→选择“输出设定”,出现输出设定画面后,便可以决定欲输出的形态(如下图)。
在编程软件里编辑伺服命令表格:在项目窗口中点选辑伺服命令表格:专案名称→表格编辑→辑伺服命令表格→右键单击后,点选“新增辑伺服命令表格”会跳出如下图:表格类别:伺服命令表格。
表格名称:可为联机表格输入一容易辨识的名称,方便日后修改或错用。
表格起始地址:输入指令(FUN140)所用的数据表格起始缓存器SR的起始位置。
设定好后点击确定,跳到以下界面:点击新增转到下面的画面:速度:脉冲输出的频率。
运转:脉冲输出量。
等待:当脉冲输出完成时,欲执行下一步等待指令。
跳至:当等待指令条件满足时,描述将要执行的步数。
设定完毕点击确定:点击确定,伺服命令表格设定完成。
有关FUN140(HSPSO)单轴高速脉冲输出指令的详细应用请参考《使用手册—Ⅱ》第十三章:FBS-PLC的NC定位控制。
三、接好所有的硬件连接线路,设定好伺服驱动器的参数1、伺服参数:1)位置控制参数→pn301.0(位置脉波命令型式选择)→选“0”(脉冲(pujse)符号(singn))。
2)位置控制参数→pn302(电子齿轮比分子1) →输入“32768”3)位置控制参数→pn306(电子齿轮比分母) →输入“3600”2、伺服与PLC的硬件接线,参见下图:在接线时45#、47#和41#三脚短接,1#脚由PLC的Y2控制,4#、5#和48#三脚短接,15#和17#位置脉冲命令输入。
永宏PLC 232通讯实例
附錄 F.F B-P L C系列R S-232通訊協定及應用範例●F- 2可程式控制器原理與實務應用☆F-1串列通訊硬體部分以下在介紹一般串列通訊埠的硬體連線方式﹐至於永宏PLC之連線﹐因為在15 pin中要容入2個通訊埠及電源﹐接線較特殊﹐可參本書說明。
F-1-1DB9(母座)及附錄F 可程式控制串列通訊介紹● F-3註:1.DCE(Data Communication Equipment)時,信號方向相反。
2.DTE設備如:電腦,終端機,串列印表機,PLC。
3.DCE設備如:MODEM,Wireless MODEM。
F-1-3接線方式DTE接DTE或DCE接DCE 時:F- 4可程式控制器原理與實務應用註:1.DCE 接DCE 時,信號方向相反。
2.硬體交握(hardware handshaking)時,以方向線(←或→)部分連接,箭頭表示信號方向。
3.短路線7-8(DB9之RTS-CTS)及6-4(DB9之DTR-DSR)為欺偽信號,用在欺偽硬體交握。
4.短路線4-5(DB25之RTS-CTS)及20-6(DB25之DTR-DSR)為欺偽信號,用在欺偽硬體交握。
5.欺偽硬體交握,可能在缺乏軟體交握(XON/XOFF)或硬體反應速度太慢時,造成資料錯失(Data lost),不過發生機會不大。
6.部分軟體偵測CD信號,可將DB9之第一腳或DB25之第8腳接至已方或對方的RTS-CTS或DTR-DSR短路對,以予欺偽。
7.對於部分設備未提供的信號,可從對方取得,以達到信號的欺偽。
8.DB9或DB25之金屬(機殼接地)部分,在不確定雙方間接地的可靠性(除非同電源且具電腦專用接地,火、中性及地線正確連接下,一般均有相當的電位差),建議只有一端接上信號線的披覆網即可,否則更易燒毀。
附錄F 可程式控制串列通訊介紹 F-5☆F-2軟體程式範例程式語言無絕對好壞之分別﹐惟順手合用而已。
由於串列通訊為個人電腦最簡單的通訊設備﹐幾乎各種語言均提供存取方法﹐本節主要簡單的舉例出幾種常用程式語言的範例﹐供讀者參考。
永宏PLC脉冲程序案例【范本模板】
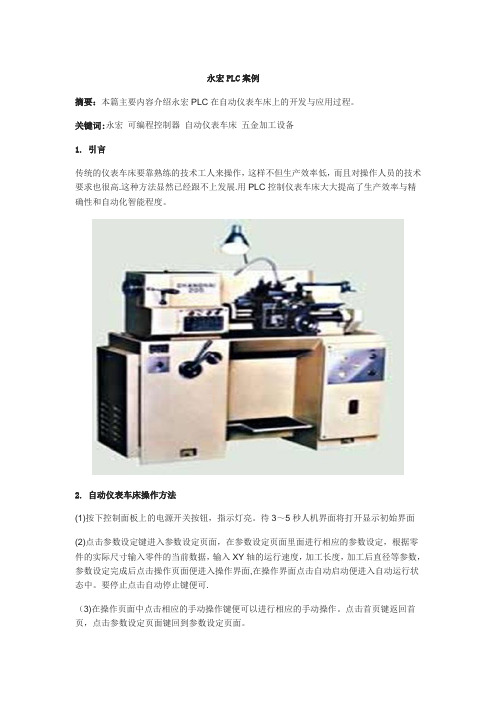
永宏PLC案例摘要:本篇主要内容介绍永宏PLC在自动仪表车床上的开发与应用过程。
关键词:永宏可编程控制器自动仪表车床五金加工设备1. 引言传统的仪表车床要靠熟练的技术工人来操作,这样不但生产效率低,而且对操作人员的技术要求也很高.这种方法显然已经跟不上发展.用PLC控制仪表车床大大提高了生产效率与精确性和自动化智能程度。
2. 自动仪表车床操作方法(1)按下控制面板上的电源开关按钮,指示灯亮。
待3~5秒人机界面将打开显示初始界面(2)点击参数设定键进入参数设定页面,在参数设定页面里面进行相应的参数设定,根据零件的实际尺寸输入零件的当前数据,输入XY轴的运行速度,加工长度,加工后直径等参数,参数设定完成后点击操作页面便进入操作界面,在操作界面点击自动启动便进入自动运行状态中。
要停止点击自动停止键便可.(3)在操作页面中点击相应的手动操作键便可以进行相应的手动操作。
点击首页键返回首页,点击参数设定页面键回到参数设定页面。
3. 控制器选型以及控制过程介绍自动仪表车床由两个伺服马达控制XY轴运行,主轴采用三相马达控制。
控制器采用台湾永宏的FBs系列PLC:FBs-40MCT。
其中开关量输出主要控制阀门。
相关的输入采用人机界面来控制,人机界面采用台湾永宏的FV—057ST—T10的人机界面。
伺服马达采用永宏PLC高速脉冲输出通道进行控制。
主体控制流程如下:4. PLC程序控制XY轴控制单元XY轴运行是由PLC脉冲输出通道发出脉冲给伺服驱动器来控制,由人机界面将参数输入到PLC,PLC再将脉冲传送给伺服驱动器,使用方法如下:永宏PLC 在程序里读取人机界面数据:下图是高速脉冲输出I/O设定:永宏PLC FBS系列具有高速脉冲输出功能,可以根据速度及精度选择不同型号的PLC,其中MC机型的最高脉冲输出速度可以达到200KHZ.选配不同的型号,大大的提高了在实际操作中的灵活性。
逻辑控制部分程序如下:5. 人机操作界面通过使用永宏FV-057ST—T10人机界面来控制仪表车床尺寸,速度和切削量等参数: 首页:操作面如下图:参数设定页面:调试用参数页面:6。
永宏PLC CH1-基本程序范例设计

1.1 串联接点回路【动作要求】自动检测传送带上的物体是否超过高度,若物体超过高度,传送带会自动停止。
【组件说明】PLC 软元件控制说明X0 物体低位检测光电输入信号:当被遮住时,X0状态为ONX1 物体高位检测光电输入信号:当被遮住时,X1状态为ONY0 输送带马达【控制程序】【程序说明】1.未超高物体通过检测器时,低位检测光电导通而高位检测光电未导通,即X0=ON,X1=OFF,此时X0常开触点导通,X1的常开触点不导通,Y0=OFF,输送带马达继续运转使得物品。
2.当超高时 X0=ON,X1=ON,那么Y0=ON,则马达停止运转。
3.光电传感器X0=ON,表示检测到有物体经过;光电传感器X1=ON,表示物体已经超高。
1.2 并联接点回路【动作要求】不管是在楼梯的底层还是在楼梯的顶层,人员都可控制楼梯走道电灯的点亮和熄灭。
【组件说明】PLC 软元件控制说明X0 楼梯底层的开关:当拨向右边时,X0状态为ON,当拨向左边时,X0状态为OFF。
X1 楼梯顶层的开关:当拨向右边时,X1状态为ON,当拨向左边时,X1状态为OFF。
Y0 楼梯走道的电灯【控制程序】【程序说明】1.当楼梯的底层和顶层两个开关状态一致(都为ON或都为OFF)时,电灯被点亮;状态不一致时,灯熄灭。
2.灯在熄灭状态时,不管是在楼底还是楼顶,只要拨动该处的开关到另一个状态,即可点亮。
3.灯在点亮状态时,不管是在楼顶还是楼底,只要拨动该处的开关到另一个状态,即可将灯熄灭。
1.3 上升沿产生一个扫描周期脉冲【控制要求】开关由OFF→ON动作时产生一个扫描周期的脉冲M10,作为条件去触发指示灯或其他装置。
【组件说明】PLC 软元件控制说明X0 开关,由OFF Æ ONM10 一个扫描周期的触发脉冲Y0 指示灯【控制程序】【程序说明】1.X0由OFF→ON动作时(上微分指令触发),DIFU指令被执行,M10送出一个扫描周期的脉冲。
永宏PLC指令篇第3章(3-1~3-8)

49 BUNIT
S,N,D
P S 的 N 个低字节取出结合存入 D
50 BDIST
S,N,D
P S 的字节分配至 D 的 N 个低字节
160 RW-FR
Sa, Sb, Pr,L
DP 读 /写 档 案 缓 存 器 指 令
161 WR-MP S, Bk, Os, Pr, L,
将 数 据 写 入 Data Pack( 程 序 记 忆 闸 ) 指 令
衍生 指令
功
能
DP Sa 加 Sb 结 果 存 入 D(Sa+Sb→D)
DP Sa 减 Sb 结 果 存 入 D(Sa-Sb→D)
DP 将 Sa 乘 以 Sb, 结 果 存 于 D(SaxSb→D)
DP 将 Sa 除 以 Sb, 结 果 存 于 D(Sa÷Sb→D)
DP 将 D 的 资料加 1 后结果存回 D(D+1→D)
2 2 0 FATAN
S,D
P 浮点数反正切函数运算
逻辑运算指令
★ 18 ★ 19
35 36
AND OR XOR XNR
Sa, Sb, D Sa, Sb, D Sa, Sb, D Sa, Sb, D
DP 把 Sa 和 Sb 作 逻 辑 AND 后 存 入 D DP 把 Sa 和 Sb 作 逻 辑 OR 后 存 入 D D P 把 S a 和 S b 作 逻 辑 Exclusive OR 运 算 后 结 果 存 入 D D P 把 S a 和 S b 作 逻 辑 Enclusive OR 运 算 后 结 果 存 入 D
D
S,N,D
DP 将 S 数 据 搬 移 至 D(S→D) DP 将 S 数 据 倒 相 后 搬 移 至 D(S→D) DP 把 S 中 N 所 指 位 的 状 态 取 出 送 到 FO0 去 DP 把 INB 输 入 的 状 态 写 入 D 中 N 所 指 的 位 DP 把 S 中 的 Ns 位 状 态 搬 至 D 中 的 Nd 位 处 D P 把 S 中 Ns 指 定 位 数 (Nibble)搬 至 D 中 Nd 所 指 定 的 位 数 D P 把 S 中 N s 指 定 的 Byte 搬 至 D 中 N d 所 指 定 的 Byte DP 把 Da 和 Db 的 内 容 值 互 换 P 把 D 中 的 High-Byte 和 Low-Byte 的 内 容 值 互 换
永宏PLC之间的高速数据共享永宏应用案例
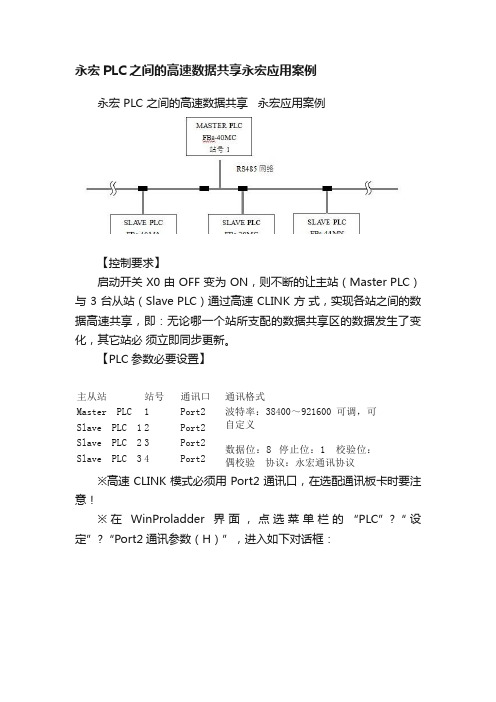
永宏PLC 之间的高速数据共享永宏应用案例永宏 PLC 之间的高速数据共享 永宏应用案例【控制要求】启动开关X0由OFF 变为ON ,则不断的让主站(Master PLC )与3台从站(Slave PLC )通过高速CLINK 方 式,实现各站之间的数据高速共享,即:无论哪一个站所支配的数据共享区的数据发生了变化,其它站必 须立即同步更新。
【PLC 参数必要设置】主从站 站号 通讯口 通讯格式Master PLC 1 Port2波特率:38400~921600可调,可自定义 数据位:8 停止位:1 校验位:偶校验 协议:永宏通讯协议 Slave PLC 1 2 Port2Slave PLC 2 3 Port2Slave PLC 3 4 Port2 ※高速CLINK 模式必须用Port2通讯口,在选配通讯板卡时要注意!※在WinProladder 界面,点选菜单栏的“PLC”?“设定”?“Port2通讯参数(H )”,进入如下对话框:※当出现PLC 因参数设置错乱而导致通讯异常时,可先在WinProladder 编程软件菜单中点选:PLC?快捷操作?初始化全部资料,使PLC回归出厂值后,再按照上表进行设置。
【组件说明】PLC 元件控制说明X0 高速CLINK启动开关M0 通讯暂停控制,若在通讯进行中变为为1,则完成当前正在传输的一笔数据后,暂停动作并释出控制权;当恢复通讯后,接着上次暂停的下一笔数据进行传输。
M1 放弃动作,若在通讯进行中变为1,则FUN151指令立即停止输出,并释出控制权;当通讯恢复时,会重新从第一笔数据开始传输。
M1958 PLC高速数据联机时,仆PLC须将M1958 ON(主PLC不必),非PLC高速数据联机时,PLC必须将M1958 OFF。
M1967 通讯端口2高速网络联机模式选择,0:连续循环;1:一次循环,最后一笔通讯交易完即停止。
【控制程序】只需在站号为1的MASTER PLC写入如下图的指令,即可实现多台PLC之间的通讯。
永宏PLC应用于网版自动清洗机
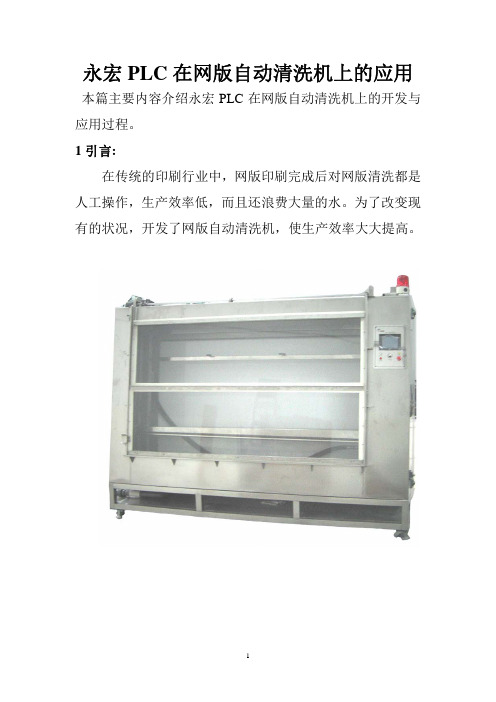
永宏PLC在网版自动清洗机上的应用本篇主要内容介绍永宏PLC在网版自动清洗机上的开发与应用过程。
1引言:在传统的印刷行业中,网版印刷完成后对网版清洗都是人工操作,生产效率低,而且还浪费大量的水。
为了改变现有的状况,开发了网版自动清洗机,使生产效率大大提高。
2 自动清洗机操作方法:(1) 按下控制面板上的电源开关按钮,指示灯亮。
这时可按下白色按钮。
待3~5秒人机界面将打开显示初始画面按下进入按钮,可以进入自动界面:(2) 在自动页面需要先设定好参数,再按启动按钮设备才能正常运行。
首先设定好喷水次数,风干次数,网版高度,网版宽后按启动按钮,这时进入自动运行状态。
按停止按钮设备停止运行。
按复位按钮设备返回原点初始位置。
按返回按钮返回首页。
按手动页面按钮可以打开手动页面。
(3) 需要手动操作设备时,可以打开手动页面。
按开门按钮可以打开设备操作门,按关门按钮可以关上设备操作门。
按上升按钮可以使喷头上升,按下降按钮可以使喷头下降。
按左行按钮可以使喷头左行,按右行按钮可以使喷头右行。
按手动喷水按钮可以使喷头喷水,按停止喷水按钮可以使喷头停止喷水。
按显影按钮可以使网版进行显影处理。
按风干按钮这时从喷头出来的是风,对网版进行吹干处理。
按单面按钮这时网版后面那一排喷头关闭,只有前面的喷头有效。
按黄灯按钮这时黄灯点亮,不能进行显影处理。
按返回按钮可以返回首页,按自动页面按钮可以返回自动页面。
3 自动清洗机工作原理与工作过程:(1) 自动清洗机自动启动条件是在右下角原点位置,如果不在原点位置,请按复位按钮使设备返回原点位置。
(2)当自动运行条件满足后,操作门先关闭,接着喷头左运行,运行距离由人机界面输入的网版宽度来控制。
在人机界面输入网版宽度值后,程序将宽度值转化为实际所需脉冲数,当编码器计数个数大于或等于所需脉冲个数时,左运行结束。
永宏FBS-24MCT的高数计数频率可以达到200KHZ,使得运行速度在很高时也能够计数。
永宏PLC编程实例和指令说明
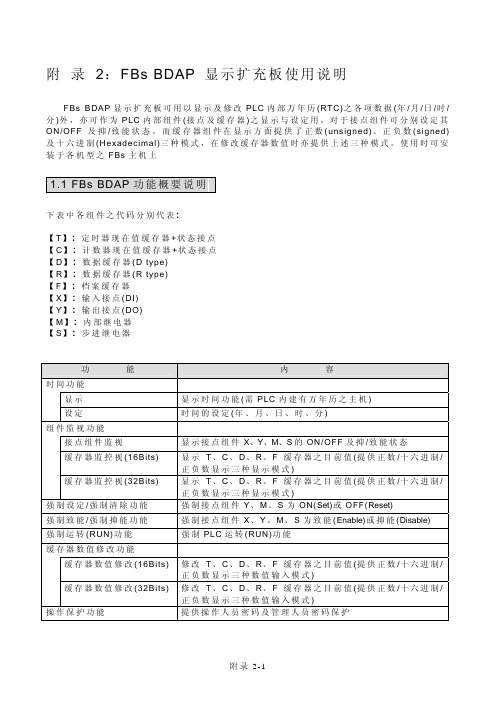
附录2:FBs BDAP 显示扩充板使用说明FBs BDAP显示扩充板可用以显示及修改PLC内部万年历(RTC)之各项数据(年/月/日/时/分)外,亦可作为PLC内部组件(接点及缓存器)之显示与设定用,对于接点组件可分别设定其ON/OFF及抑/致能状态。
而缓存器组件在显示方面提供了正数(unsigned)、正负数(signed)及十六进制(Hexadecimal)三种模式,在修改缓存器数值时亦提供上述三种模式。
使用时可安装于各机型之FBs主机上1.1 FBs BDAP功能概要说明下表中各组件之代码分别代表:【T】:定时器现在值缓存器+状态接点【C】:计数器现在值缓存器+状态接点【D】:数据缓存器(D type)【R】:数据缓存器(R type)【F】:档案缓存器【X】:输入接点(DI)【Y】:输出接点(DO)【M】:内部继电器【S】:步进继电器功能内容时间功能显示显示时间功能(需PLC内建有万年历之主机)设定时间的设定(年、月、日、时、分)组件监视功能接点组件监视显示接点组件X、Y、M、S的ON/OFF及抑/致能状态缓存器监控视(16Bits) 显示T、C、D、R、F缓存器之目前值(提供正数/十六进制/正负数显示三种显示模式)缓存器监控视(32Bits) 显示T、C、D、R、F缓存器之目前值(提供正数/十六进制/正负数显示三种显示模式)强制设定/强制清除功能强制接点组件Y、M、S为ON(Set)或OFF(Reset)强制致能/强制抑能功能强制接点组件X、Y、M、S为致能(Enable)或抑能(Disable)强制运转(RUN)功能强制PLC运转(RUN)功能缓存器数值修改功能缓存器数值修改(16Bits) 修改T、C、D、R、F缓存器之目前值(提供正数/十六进制/正负数显示三种数值输入模式)缓存器数值修改(32Bits) 修改T、C、D、R、F缓存器之目前值(提供正数/十六进制/正负数显示三种数值输入模式)操作保护功能提供操作人员密码及管理人员密码保护1.2 FBs BDAP显示区域说明①“RUN”显示,当PLC在运转模式下,即显示”RUN”字样。
永宏PLC_CH1-基本程序范例设计

1.1 串联接点回路【动作要求】自动检测传送带上的物体是否超过高度,若物体超过高度,传送带会自动停止。
【组件说明】PLC 软元件控制说明X0 物体低位检测光电输入信号:当被遮住时,X0状态为ONX1 物体高位检测光电输入信号:当被遮住时,X1状态为ONY0 输送带马达【控制程序】【程序说明】1.未超高物体通过检测器时,低位检测光电导通而高位检测光电未导通,即X0=ON,X1=OFF,此时X0常开触点导通,X1的常开触点不导通,Y0=OFF,输送带马达继续运转使得物品。
2.当超高时 X0=ON,X1=ON,那么Y0=ON,则马达停止运转。
3.光电传感器X0=ON,表示检测到有物体经过;光电传感器X1=ON,表示物体已经超高。
1.2 并联接点回路【动作要求】不管是在楼梯的底层还是在楼梯的顶层,人员都可控制楼梯走道电灯的点亮和熄灭。
【组件说明】PLC 软元件控制说明X0 楼梯底层的开关:当拨向右边时,X0状态为ON,当拨向左边时,X0状态为OFF。
X1 楼梯顶层的开关:当拨向右边时,X1状态为ON,当拨向左边时,X1状态为OFF。
Y0 楼梯走道的电灯【控制程序】【程序说明】1.当楼梯的底层和顶层两个开关状态一致(都为ON或都为OFF)时,电灯被点亮;状态不一致时,灯熄灭。
2.灯在熄灭状态时,不管是在楼底还是楼顶,只要拨动该处的开关到另一个状态,即可点亮。
3.灯在点亮状态时,不管是在楼顶还是楼底,只要拨动该处的开关到另一个状态,即可将灯熄灭。
1.3 上升沿产生一个扫描周期脉冲【控制要求】开关由OFF→ON动作时产生一个扫描周期的脉冲M10,作为条件去触发指示灯或其他装置。
【组件说明】PLC 软元件控制说明X0 开关,由OFF Æ ONM10 一个扫描周期的触发脉冲Y0 指示灯【控制程序】【程序说明】1.X0由OFF→ON动作时(上微分指令触发),DIFU指令被执行,M10送出一个扫描周期的脉冲。
永宏 FBs-PLC FUN_34 多段线性转换指令
-8000 -8000,-100
0,950
8000
XUN34 P MLC
程 序 范 例 4:
多段线性转换指令 (Multiple Linear Conversion)
FUN34 P MLC
范 例 说 明 : 当 M10=1、M11=0 时 ,以 缓 存 器 R0 为 起 始 来 源 资 料 、R99 为 来 源 资 料 长 度 ,根 据 R1000 为 起 始 之 Tx 转 换 表 格 与 R2000 为 起 始 之 Ty 转 换 表 格 、R199 为 转 换 表 格长度,将 R0~R5 等来源数据作 如 下 图 标 线 性 转 换 运 算 ,并将转换结果存放 至缓存器 D0~D5。 此 范 例 为 来 源 数 据 之 值 为 3276~16000 时 ,根据下图线性 转换得出对应值 0~5000;来 源 资 料 之 值 ≧ 16000 时 ,对应值皆为 5000;来 源 资 料 之 值 ≦ 3276 时 ,对应值皆为 0。
● 当 使 用 温 度 或 模 拟 模 块 来 作 温 度 或 模 拟 量 测 应 用 时 ,如 果 P L C 所 量 测 之 温 度 或 工 程读值与标准温度计或相关标准仪表所量测之结果有偏差时,可以利用本指令来 作多段线性修正以作为实际量测值之校正。
● 当 执 行 控 制 〝 EN〞 =1 或 由 0→ 1(P 指 令 )时 , 将 以 Rs 为 起 始 之 Sl 个 数 据 缓 存 器 根 据 转 换 选 择 X/Y, 以 转换表格内容所设定之参数值执行线性转换运算, 并 将 运 算 结 果存放到以 D 为起始之缓存器群中。
指令时将以rs为起始之sl个数据缓存器根据转换选择y以转换表格内容所设定之参数值执行线性转换运算并将运算结果存放到以时来源数据根据tx转换表格内容值必须由小而大排列作搜寻找到正确线段以ty转换表格内容值可由小而大或由大而小排列相对应线段作线性转换运算
永宏FBs-PLC的自由通讯协议及应用
引言电子技术的日益发展,通讯接口给工业控制的自动化集中控制带来巨大的变化,系统的分布控制,网络的远程监控等都是通过通讯来实现监控。
各个智能设备之间要进行正常通讯,首先要保证以下3个条件一致:通讯硬件界面相同;通讯参数设置一致;以及通讯协议一致。
在串口的通讯中,界面都已经是标准化,参数设定亦可透过设定来保持一致。
但在智能自动化设备中,由于品牌和产品都存在差异,对于同一种产品,不同的品牌就可能存在不同的通讯协议!所以,智能设备的通讯,设备的选择是关键!但针对同种协议的产品,就有可能缩小设备选型范围,势必会对系统的组成存在影响。
如造成成本的提升,系统得不到优化等问题。
1. 系统硬件要求1.1 永宏FBs-PLC通讯功能永宏FBs-PLC提供相当强大的通讯功能,SoC单晶片中集合5个高速通讯端口。
主机自带一个通讯端口。
多样的扩展方式,可以选择通讯模块或者通讯板实现通讯端口的扩展,单一主机可以最多扩展至5个通讯端口;数据传输可以选择ASCII码或者速度快一倍的二进制码来传输;每个通讯端口通讯速率高达921.6Kbps;支持RS-232,RS-485,USB和Ethernet 等界面;通讯协议提供永宏标准通讯协议,工业界通用的ModBus标准协议,以及自由口协议。
这里我们就永宏PLC的自由通讯协议做进一步探讨。
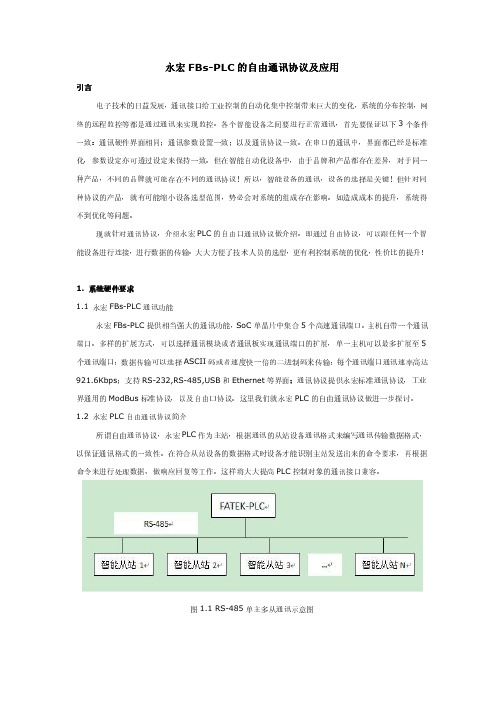
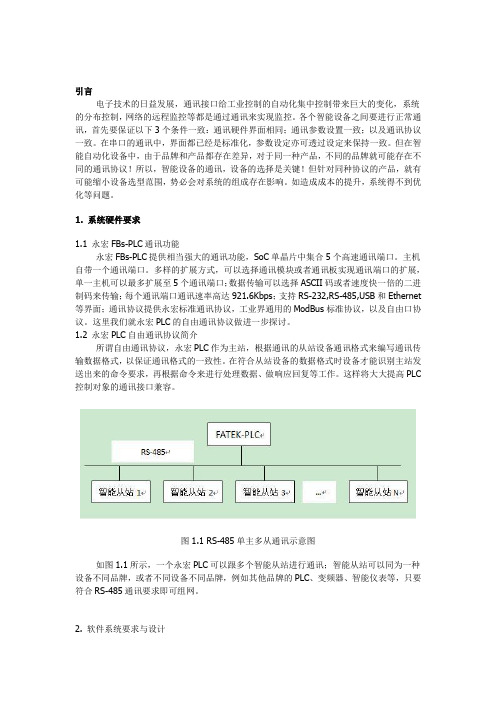
1.2 永宏PLC自由通讯协议简介所谓自由通讯协议,永宏PLC作为主站,根据通讯的从站设备通讯格式来编写通讯传输数据格式,以保证通讯格式的一致性。
在符合从站设备的数据格式时设备才能识别主站发送出来的命令要求,再根据命令来进行处理数据、做响应回复等工作。
这样将大大提高PLC 控制对象的通讯接口兼容。
图1.1 RS-485单主多从通讯示意图如图1.1所示,一个永宏PLC可以跟多个智能从站进行通讯;智能从站可以同为一种设备不同品牌,或者不同设备不同品牌,例如其他品牌的PLC、变频器、智能仪表等,只要符合RS-485通讯要求即可组网。