深窄漕加工铣床的研制
弧面上深窄槽铣加工教程

四、技术攻关措施
图三 分度板
四、技术攻关措施
4)精确定位加工基准 滚筒的定位装夹如图四所示。将V形铁置 于工作台面上,找正后用螺栓压紧。把滚筒放 置在V形铁上,用千分表检测滚筒两¢110h7轴 头上母线及侧母线,误差0.01mm以内。然后按 线找正槽圆周分度40°位置,用螺栓和压板夹 紧滚筒。手动调整辅助支撑轻轻顶住工件大外 圆表面,并将支撑底座紧固在工作台面上。用 内六角螺钉将分度板安装在滚筒轴头上,以千 分表找正分度板上面,误差在0.005mm内。
115
磨
120
钳
划两端轴头和两端大外圆端面十字中心线,划两处1.2槽40°线。
125
铣
按划线位置,铣两处1.2槽成(保证尺寸公差和形位公差),铣R0.3圆弧角。
上面磨序为铣槽加工保证了工件定位面精度, 划线提供了快捷找正槽位置的参考基准。
四、技术攻关措施
1、精密机床保证位置精度 此次加工选用了德国沙尔曼卧式加工中心,此 设备操作系统为西门子840D。机床工作台 1400mmx1600mm,X轴行程±1000mm,主轴转速0~ 4000转/分钟,机床定位精度0.006mm,重复定位精 度0.005mm,是精度非常好的加工中心机床。因此利 用这台加工中心良好的精度能够为零件的加工精度 提供基础保证。
一、引言
75A塔机是北人股份公司的新型高端产品,滚筒 是机器的心脏部位,此次技术革新将版滚筒原有压板 夹版模式,改为槽夹版模式。结构更加先进适用,使 上版更加快捷精确,提高了印刷精度和效率,但同时 也提高了加工难度。虽然像1.2mm甚至更窄的槽都加 工过,但如此深,精度要求又高的窄槽,公司机加工 还没有涉及过。根据以往经验,在不考虑精度的前提 下,能顺利将槽加工出来就算不错了。因此,一个高 难课题摆在了我们面前,拭待攻关解决。
深窄槽加工方法
深窄槽加工方法
深窄槽加工是一种常见的机械加工方式,常常被应用于制造行业
的零部件加工中,通过进行切削,使得工件得以变得更加精细。
下面,我们将会逐步详细地介绍深窄槽加工的相关步骤。
首先,我们需要准备加工设备和工件。
深窄槽加工设备通常包括
电火花线切割机、铣床、丝锥攻牙器等,而工件则可以是各种类型的
金属材料,例如铝合金、钢、铜等。
通常情况下,工件的形状和大小
会影响到加工设备的选择。
接下来,我们需要设计好深窄槽加工的图纸,并将其传输到加工
设备中。
在设计时,我们需要考虑到槽宽、槽深、槽形等因素,以确
保加工出来的零件符合要求,具有高精度和高质量的标准。
在传输之前,我们还需要检查并确保图纸的精度和完整性。
随后,我们需要选择合适的切削刀具,并进行切削。
深窄槽加工中,刀具的选择通常与加工的材料、深度、硬度等因素有关。
在选择
好刀具之后,我们需要调整加工设备的速度和角度,并进行必要的冷
却和润滑,以确保加工平稳和刀具寿命的正常延长。
最后,我们需要进行零件的加工和加工之后的处理。
在加工过程中,我们需要密切关注零件的形状、大小、孔径等关键指标,并及时
进行检测和调整。
在加工结束之后,我们还需要进行必要的表面处理
和清洗,以确保零件的质量和外观的标准化。
总体而言,深窄槽加工是一种非常重要的机械加工方式,广泛应
用于制造行业的各个领域。
通过加工设备的精确操作和切削刀具的合
理选择,我们可以制造出高精度和高质量的零部件,为生产和制造提
供了重要的技术支撑。
钛合金薄壁腰形深窄槽数控铣削加工方法

01序言钛合金强度高、密度小、耐热性好,同时还具有较高的疲劳寿命和优良的耐腐蚀性能,是航空发动机风扇、压气机、轮盘和叶片等重要零部件的首选材料。
钛合金材料的切削加工性能只有普通钢的20%~30%[1],是一种典型的难切削材料。
一种新型钛合金航空发动机薄壁复杂扩压器机匣需要加工16个宽约9.2mm、深54.5mm、弧长约80mm 的深槽(见图1),相邻两处腰形槽最小壁厚约2.2mm。
鉴于深窄槽结构的特殊性,加工时只能选用直径小、悬伸长的铣刀,切削加工时易产生振刀、崩刃现象,同时刀尖冷却效果差、排屑难,切削温度高,产生让刀和表面加工硬化现象,存在切削效率低、刀具寿命短以及尺寸难以加工合格等问题,是目前加工制造中的难题之一。
图1薄壁扩压器深槽结构示意02工艺方案试验腰形深窄槽数量多,材料去除量大,加工时须保证较高的加工效率,经过分析,排除摆线铣和动态铣加工方案,制定了插铣法和分层铣削法两种主要加工方案,两种方案都先采用⎫8mm钻头钻通,然后用⎫8mm合金铣刀进行铣削,根据铣削方式、切削参数的不同,分别进行工艺试验。
2.1插铣法试验插铣法,又称为Z轴铣削法,是实现高切除率金属切削的最有效加工方法之一。
其加工原理是:刀具沿轴向连续地上下进刀,主要作用力为轴向切削力,大大降低了作用于机床的径向切削力,即使刀具悬伸长度较大,仍具有较高的加工刚性,能够减小零件变形,保证加工稳定性[2]。
插铣法的加工效率远高于常规的端面铣削方法。
试验中虽然缺少专用的插铣刀,但是鉴于插铣法在深槽加工方面的优势,采用普通合金铣刀对腰形槽进行了插铣加工工艺试验,其切削参数和试验效果见表1。
表1插铣切削参数和试验效果分析表1可知,切削宽度较大时,效率高,但加工振动大,刀具易崩断;减小切削宽度后,效率有所降低,刀具磨损较快,同时零件振动较大,存在一定的质量和安全隐患。
由于该零件为新型号研制件,工艺准备条件有限,本次工艺试验采用了组合夹具和普通铣刀,零件装夹刚度一般,且机匣最小壁厚仅为2.1mm,插铣过程中易振刀,同时普通合金铣刀插铣加工寿命低,最终导致了插铣加工试验效果不够理想。
窄深油槽加工工艺分析
4 ̄ 0 i I
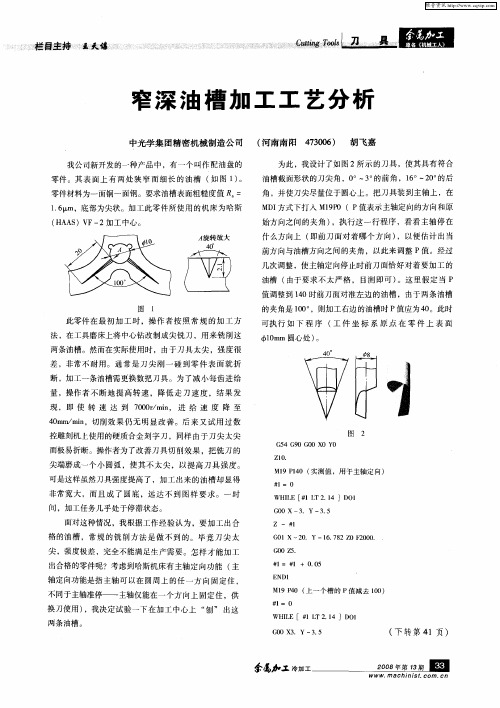
图
G 4 G 0 C O X0 Y0 5 9 O
2
而极易折断。操作者 为了改善刀具切 削效果 ,把 铣刀 的
Zl . 0
尖端磨 成一个小 圆弧 ,使 其不 太尖 ,以提 高刀 具强 度。
M 9P 4 ( 1 10 实测 值,用 于主轴定向)
可是这样虽然刀具强度提高 了,加 工出来 的油槽却 显得
#l= 0
非常宽大,而且成了圆底,远达不到 图样要求。一时
间 ,加工任务几 乎处于停滞状态。 面对这 种情况 ,我根据工作 经验认 为 ,要加 工出合 格 的油 槽 ,常规 的铣 削 方法 是 做不 到 的。毕 竟 刀尖 太 尖 ,强度极差 ,完全不能满足 生产需要 。怎样才 能加工 出合格 的零件呢?考虑到哈斯机床有 主轴定 向功 能 ( 主 轴定向功能是指 主轴 可 以在 圆周 上 的任一 方 向 固定 住 , 不同于主轴 准停—— 主轴 仅能在一个方 向上 固定住 ,供 换 刀使 用) ,我决定试 验一下 在加工 中心上 “ ” 出这 刨
量 ,操作 者 不 断地 提 高转 速 ,降 低走 刀速 度 ,结 果 发 现 ,即 使 转 速 达 到 70 r i, 进 给 速 度 降 至 00 mn /
4 m / i,切削效 果仍 无 明显 改 善。后 来 又 试用 过数 0 m mn 控雕刻机上使用 的硬质合 金刻字刀 ,同样 由于 刀尖 太尖
 ̄0 b mm 圆心 处 ) l 。
此零件在 最初 加 工 时 ,操作 者 按 照 常规 的加 工方 法 ,在工具磨 床上将 中心钻 改制成尖 铣刀 ,用来 铣削这 两条油槽 。然 而在实 际使 用时 ,由于 刀具太尖 ,强度很 差 ,非常 不耐 用。通 常 是刀 尖 刚一 碰 到零 件 表 面就 折 断 ,加工一条油槽需更换数把 刀具。为 了减 小每齿 进给
cBN砂轮窄深槽加工机理研究

LIANG Guo-xing, LI W en-bin, ZHANG Xiu—qin, LV M ing
上 ,如 发动 机 涡轮 叶 片根 部 和 液 压 泵转 子 叶片 根 部 窄 深 槽 ,是 机 械加工 领域 中的难题 。
2O世纪 90年代 初 ,Westfield Gage公 司用 电镀 cBN薄片 砂轮 在加 工 中心上 对航 空器环 件 上 的窄 深槽
基金项 目:国家 自然科学基金项 目(50975191);山西省科技攻 关项 目(2007031 154)和 山西省高等院校科技攻关项 目
consideration of the scanning electron microscopy(SEM)morphology of na ̄ow—deep—groove in different order of
depth magnitude,we suggest that the main modes of material removing are plastic grinding and slight brittle
的可靠 性 ;在 国 内 ,西 北 工 业 大 学 的 研 究 人 员 针 对 t,同时 工件 以 速度 移动 了 BC距 离 ,则
grinding;the rem oving m ode is true of the fatigue fracture feature when the cBN grit cutting thickness is sm aller
立式铣床精加工深槽的方法
98M achining and Application机械加工与应用立式铣床精加工深槽的方法强 音(齐齐哈尔二机床(集团)有限责任公司,黑龙江 齐齐哈尔 161000)摘 要:随着自动化工业生产要求的提高,要求立式铣床实现深槽加工的同时,还要保证较高的精度,为此提出对立式铣床精加工深槽的方法进行研究。
优化伺服系统来影响铣头传位保证深槽加工的精度;采取动力机构传动链与分度机构传动链相分离与添加自动分度驱动装置的方法实现立式铣床精加工深槽。
关键词:立式铣床;伺服系统;精加工;自动分度驱动装置中图分类号:G642 文献标识码:A 文章编号:11-5004(2019)11-0098-2收稿日期:2019-11作者简介:强音,男,生于1977年,汉族,河北昌黎人,大专,研究方向:数控加工、铣削加工、生产管理。
立式铣床组成的生产系统以及立式铣床是传统产业转型、建设自动化企业的重要基础装备,立式铣床技术的发展与创新一直备受社会的关注。
立式铣床以其卓越的自动化生产性能、敏捷而多样化的功能以及优异稳定的精度表现引起世人瞩目,它开创了机械化生产向机电液一体化生产发展的工业先河,因此立式铣床己经成为先进制造技术中的一项核心技术[1]。
立式铣床也在工业精加工生产中得到了广泛应用,立式铣床有着精度高、较高的自动化程度、模块化系列设计、可靠性高、宜人性强、技术性能好等特点,所以立式铣床自身的优点符合精加工深槽的生产。
而精加工深槽对立式铣床的主轴传位、定位机构有着较高的要求,结合改进辅件系统和制造工艺,来提高传位、定位精度,通过减少生产中的误差,在满足精度要求的条件下还可以提高较大的降低生产成本,完成立式铣床深槽的精加工。
1 提高伺服系统要求立式铣床铣头传位是影响加工深槽精度的主要因素,所以减少立式铣床铣头传位的误差对于精加工深槽有重要作用。
立式铣床铣头主电机传动同时要满足内外传两个动链的要求[2]。
外传动链既要满足扭矩特性的要求,还要满足传动功率的要求,而内传动链直接关系着传动的精度问题。
一种铣床铣窄槽夹具[实用新型专利]
![一种铣床铣窄槽夹具[实用新型专利]](https://img.taocdn.com/s3/m/696b4a17c8d376eeafaa314d.png)
专利名称:一种铣床铣窄槽夹具专利类型:实用新型专利
发明人:王亚峰,李栋,任小萍
申请号:CN201921776911.8申请日:20191022
公开号:CN211588660U
公开日:
20200929
专利内容由知识产权出版社提供
摘要:本实用新型所采用的技术方案是,一种铣床铣窄槽夹具,包括设置有V型槽的V型铁,V型铁固定在铣床工作台面上,还包括与铣床工作台面为一体设置的定位块,定位块上一体连接有与铣床工作台面平行的压板,压板位于V型铁的上方且压板的延伸方向与V型铁V型槽的延伸方向垂直,压板上沿其延伸开设有U型槽,U型槽内设置有螺栓,V型铁的V型槽内放置有工件主体,工件主体上设置有定位孔,定位孔内安装有定位销。
本实用新型的一种铣床铣窄槽夹具,解决了现有技术中存在的加工效率低以及废品率高的问题。
申请人:西安航空职业技术学院
地址:710089 陕西省西安市阎良区人民西路48号
国籍:CN
代理机构:西安弘理专利事务所
代理人:燕肇琪
更多信息请下载全文后查看。
一种深孔轴向窄槽的加工装置及加工方法[发明专利]
![一种深孔轴向窄槽的加工装置及加工方法[发明专利]](https://img.taocdn.com/s3/m/761ecde952ea551810a687ed.png)
专利名称:一种深孔轴向窄槽的加工装置及加工方法专利类型:发明专利
发明人:韩峰,李桂杰,阳淇合
申请号:CN201610768185.X
申请日:20160830
公开号:CN106270562A
公开日:
20170104
专利内容由知识产权出版社提供
摘要:本发明公开了一种深孔轴向窄槽的加工装置及加工方法,包括被夹持在机床刀架上的刀柄,刀柄上连接有刀杆,刀杆通过刀具的车刀刀柄安装刀具,刀具的刀刃宽度小于待加工槽宽度,在应用此深孔轴向窄槽的加工方法时,数控程序控制轴向进给和附加的圆周运动,车削过程变为多次少量地车削,极大地减少了作用在刀具上的切削力,而且刀具与待加工槽之间的间隙使刀具得到了充分的冷却,保证了刀具的寿命,使得刀具在加工待加工槽时能保持很好的切削性能,提高了加工质量和生产效率,此发明用于车削加工领域。
申请人:东方电气(广州)重型机器有限公司
地址:511455 广东省广州市南沙区黄阁镇连溪大道313号
国籍:CN
代理机构:广州嘉权专利商标事务所有限公司
代理人:谭英强
更多信息请下载全文后查看。
中心钻改制铣刀铣削窄小密封槽的经验
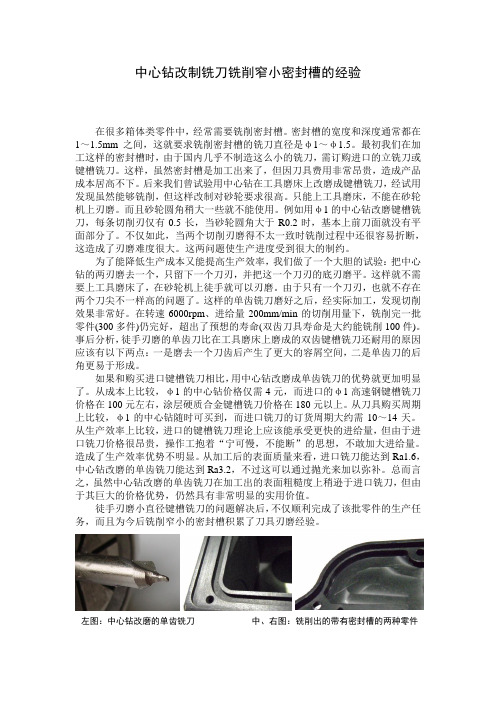
中心钻改制铣刀铣削窄小密封槽的经验在很多箱体类零件中,经常需要铣削密封槽。
密封槽的宽度和深度通常都在1~1.5mm之间,这就要求铣削密封槽的铣刀直径是φ1~φ1.5。
最初我们在加工这样的密封槽时,由于国内几乎不制造这么小的铣刀,需订购进口的立铣刀或键槽铣刀。
这样,虽然密封槽是加工出来了,但因刀具费用非常昂贵,造成产品成本居高不下。
后来我们曾试验用中心钻在工具磨床上改磨成键槽铣刀,经试用发现虽然能够铣削,但这样改制对砂轮要求很高。
只能上工具磨床,不能在砂轮机上刃磨。
而且砂轮圆角稍大一些就不能使用。
例如用φ1的中心钻改磨键槽铣刀,每条切削刃仅有0.5长,当砂轮圆角大于R0.2时,基本上前刀面就没有平面部分了。
不仅如此,当两个切削刃磨得不太一致时铣削过程中还很容易折断,这造成了刃磨难度很大。
这两问题使生产进度受到很大的制约。
为了能降低生产成本又能提高生产效率,我们做了一个大胆的试验:把中心钻的两刃磨去一个,只留下一个刀刃,并把这一个刀刃的底刃磨平。
这样就不需要上工具磨床了,在砂轮机上徒手就可以刃磨。
由于只有一个刀刃,也就不存在两个刀尖不一样高的问题了。
这样的单齿铣刀磨好之后,经实际加工,发现切削效果非常好。
在转速6000rpm、进给量200mm/min的切削用量下,铣削完一批零件(300多件)仍完好,超出了预想的寿命(双齿刀具寿命是大约能铣削100件)。
事后分析,徒手刃磨的单齿刀比在工具磨床上磨成的双齿键槽铣刀还耐用的原因应该有以下两点:一是磨去一个刀齿后产生了更大的容屑空间,二是单齿刀的后角更易于形成。
如果和购买进口键槽铣刀相比,用中心钻改磨成单齿铣刀的优势就更加明显了。
从成本上比较,φ1的中心钻价格仅需4元,而进口的φ1高速钢键槽铣刀价格在100元左右,涂层硬质合金键槽铣刀价格在180元以上。
从刀具购买周期上比较,φ1的中心钻随时可买到,而进口铣刀的订货周期大约需10~14天。
从生产效率上比较,进口的键槽铣刀理论上应该能承受更快的进给量,但由于进口铣刀价格很昂贵,操作工抱着“宁可慢,不能断”的思想,不敢加大进给量。
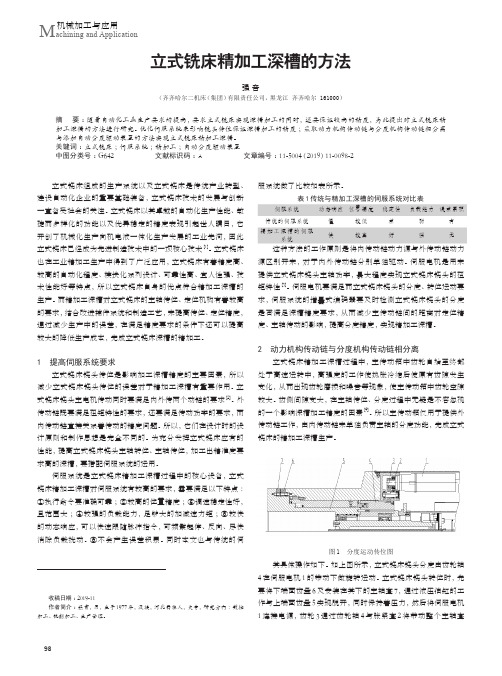
盘件狭窄深腔的加工技术研究

盘件狭窄深腔的加工技术研究作者:于洁史前凯来源:《中国新技术新产品》2013年第21期摘要:课题主要围绕在生产实际中某零件研制任务展开。
该零件是发动机上的关键零件,材料为高温合金,在高温状态下有良好的材料性能,属于难加工金属材料,增加了机械加工难度。
该零件是典型狭窄内腔结构盘件,是小直径薄壁辐板盘件,其外部薄壁斜面与辐板型面形成狭窄深腔结构,给机械加工带来很大难度,尤其在刀具结构选择方面须使用特殊结构深腔刀具加工。
针对该零件机械加工,重点考虑在刀具选择和编制加工控制程序完成该零件的研制加工。
关键词:狭窄内腔;切削刀具;虚拟仿真中图分类号:TH13 文献标识码:A1 概述随着我国航空业的发展,发动机的研制已成为我们生产中的重点,该零件是发动机上的关键件,零件材料为高温合金。
该零件外圆尺寸小,结构复杂,其辐板与斜面构成的深腔结构给加工带来困难。
通过对该零件机械加工研究,从刀具结构、切削用量、模拟加工和数控程序控制等方面进行分析、研究。
掌握这种小直径深腔结构盘类件的加工技术,提升航空发动机盘类件的制造水平。
2 零件简介2.1 零件结构特点该零件是位于鼓筒组件中最后一级盘件,零件结构较特殊,在研制过程中深腔的数控加工控制和薄壁内腔转接R的加工是研制中难点。
2.2 零件的加工难点分析(1)从零件的材料分析,属于镍基高温合金,在切削过程中,钼、铌、钛等金属元素使刀具产生磨损、破损等现象;材料中的镍、铬等金属元素使切屑不易被断开,切屑容易划伤零件,影响零件加工表面的质量;材料的导热性能较差,加工过程产生的切削热量不易散去,加工过程中硬化现象较严重,导致切削时刀具的粘接现象较为严重,刀具的磨损现象严重,耐用程度很低。
(2)从零件的设计结构及尺寸精度分析,该零件属小直径深内腔结构薄壁零件,其外径直径仅为φ346.2mm,零件辐板与安装边斜壁形成一个狭窄腔体,腔深为34mm,最窄处为4.5mm,腔体开口尺寸为18mm,安装边直径为φ246.76mm,辐板与轮毂交点处直径为φ167.8mm,开口处距离交点处位置39mm,且零件辐板和深腔内斜壁都是理论直径轴向控制点约束的,尺寸公差约束较严格。
某薄板类零件窄槽加工方法研究
某薄板类零件窄槽加工方法研究
本文研究了某薄板类零件窄槽加工方法。
针对薄板类零件的特殊性,首先分析了薄板
类零件加工的难点,提出了采用压延加工的方法来解决加工难点。
压延加工是指在压力下使金属工件产生塑性变形,进而得到所需形状的一种形变加工
方法。
通过压延加工可以得到高精度、高表面质量的成品,且加工过程中不需要用到切削
工具,因此不会引起材料去除或热量积累等问题。
在以往的薄板类零件加工中,由于剪切力的影响导致窄槽加工存在一定难度。
而采用
压延加工方法,可以减小剪切力对加工造成的干扰,从而使窄槽加工更为容易。
本研究通过实验验证了压延加工的可行性,并提出了具体加工方法:首先将零件放置
在压机中,然后利用上下压力将材料塞入模具中进行加工。
考虑到窄槽加工需要用到小尺
寸的模具,在实验中我们选择使用微型压力机进行加工,以便获得更高的加工精度。
实验结果表明,采用压延加工的方法可以成功地加工出薄板类零件中的窄槽,而且加
工精度较高,表面质量也得到了保证。
同时,所采用的微型压力机也符合加工需求,可以
稳定地进行加工,避免了过度损伤或者变形的情况。
综上所述,采用压延加工的方法对于薄板类零件的窄槽加工可以起到事半功倍的效果。
实际应用中,压延加工也应该广泛应用到薄板类零件的加工中,以满足对加工精度、表面
质量等方面的要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
I
厂E 一。 ! \厂 l生 熊 l J j I 、 / — l 、 曼
l: h
l
I /
l
8 】
t
I l
的空 间 局限 性 大 的 深窄 槽 加 工 设备 ,或 寻 找 一 种 简 易 的加 工 方 法 , 来 替 代 大 型机 加 工 设备 的使 用 . 经成 了加 工 行业 从 事此 类 产 品 的 间行 已 们 的共 识 。
可 调弯 板 装 配 示 意 图
1 3 mm 0 0 10 7 0mm
滑 台长 … … 工 进 速 度 … 快 移 速 度 …
二、 机床 技 术 性 能和 特 点
1针对 本 铣 床 在 铣 削 时 , 有 机 械 动 力 滑 台进 行 工 进 运 动 和 内框 . 只
架 压辊 深 滑 槽 加 工精 度 要 求 不 高 的特 点 ,将 床 身设 计 成 为 焊 接 结 构 , 并 在 不破 坏 后 立 柱 滑板 滑 动 平 面 的基 础 上 . 设 计采 用 了在 滑 轨 表 面 本 贴 铜 板然 后 刮研 的方 法 来 减 少 立 柱 滑 动 阻 力 。床 身 长 40 m 可 以 0 0 m,
一
深 窄槽 加 工 铣床 结 构 平 面 示意 图
,
、
技术 参 数 及 工作 原 理
22深 窄槽 加 工 铣 床 主 要 工作 原 理 是 : 过 床 身 、 柱 、 力 滑 台 .. 通 立 动 带 动 加 长动 力 头 : 合 可调 弯 板 装 配 , 根 据 工 件 的 加 工要 求 , 靠 三 结 并 依 维 空 间进 给 装 置 自动 控制 操 作 系统 , 定加 工 给 出加 工 路径 和 速 度 , 给 从 而 达 到对 深 窄 漕 加 工 的 目的 。
. . . . . .
功率 … … … 转 速 … . … . .
2 2 w .k
1 3 rmi 4 0/ n
小 滑 台 参 数 滑 台型 号 …
滑 台行 程 …
弯 板 O 时三 维 空 间 示意 图 。
1 T 2 /0 HJ 3 O 100
・ - ・ - ・ - ・ ・ ・
95 时 三 维空 间示 意 图 .。
并 且 加 工 一 件 就需 l 3至 l 5个 台 班 由于 漏 钢 及 其 他 工 艺原 因 造 成 的 设
备维 修 更 换 周 期 在 投 产 初 期 相 对 较 短 给维 修 和备 件 制 作 单 位 造 成 的 生
产 压 力 就相 当大 . 且 严 重 浪 费 了 生 并 产 资 源 和能 源 。 制一 种 加 工 像 连 铸机 扇 形 段 内框 架 压 辊 深 滑槽 这 样 研
主 丝 杠 … … … … … … ・ … … … … … … … ・ … ・ … … … T/ x 0 … … … ' l 0
立柱 丝 杠 … … … … … … … … … … … … … … … T o【 6 )O l
主 电机 参 数
型 号… … …
J — — O2- — 31 4
・
・
・
-
・
・
・
・
・
4 mm/ n 可 调 0 mi
・ ・ ・ ・ ・ ・ ・ ・ ・
8 ri m/ n a
初 期 的设 备 备 件 更 换 程 度 也 相 对 较 频 繁 . 其 像 连 铸 机 内 框 架 这 样 的 设 尤
备。 其压 辊 深 滑 槽 ( 下 局 部 放 大 图 ) 见 在 连铸 机 内框 架 内部 , 对 两槽 的距 相 离 只 有 2 8 m, 加 工需 使 用 像 捷 克 3m 其 20镗 铣 床 这 样 的 大 型 机 加 工 设 备 . 0
1主要 技 术参 数 和 性 能 指标 .
最小 加 工 空 间 ( 宽X ) … …… … … … …2 5 2 5 10 ( 高X 长 : 2 x 2 x 00 mm) 立柱 行 程 ( 平 X 向 ) ・ … … …… … … … …… … … ・7 0 水 … ・ … 3 0 mm 弯板 行 程 ( 垂直 Z 向 ) …… … … … …… … … … … … …… … 10 r 40 m a 铣 头 行 程 ( 工 Y 向 ) … ・ … …… … … … ・ … … … …一10 r 加 … ・ ・ … 00 m a
维普资讯
科技信息
0机械与电子0
S IN E&T C N O F R T O CE C E H OL GYI O MA I N N
20 0 8年
第l 7期
深窄漕加工铣床 的研制
孔令 明 张军 娟 李 丽 张广勤 ( 济南钢铁 集 团总公 司机械 设备 制造厂 山东 济 南
【 摘的功 能 。 来自2 0 0 5 1 1 J
要】 根据生产需要 , 从实际出发 , 利用闲置的设备, 研制 了一 台可以三 维运动的深窄槽加工铣库 。 该机床制作成本低廉 、 铣刀加工角度
可调 、 体技 术 含 量 高 . 完成 2 0 m 加 工 空 间 的特 殊 部 位 形 状 各异 的 深 窄 漕加 工 , 别 适合 于深 槽 、 孔 的铣 削、 削和 镗 削 , 有 一机 多 用 整 可 4m 特 深 钻 具
【 关键词 】 铣床 ; 深窄漕; 加长动力铣头 ; 可调弯板 ; 三维运动
21主要 组 成 部 分包 括 深 窄槽 加 工 铣 床 其 结 构 主 要包 括 : 身 、 . . 床 O 前 言 . 机 可调 弯 板 装 配 、 长 动 力 铣 头 、 力 滑 台 、 加 动 电控 系 近 几年 , 铸 设 备 的应 用 在 我 国随 着 钢 铁 产 业 的不 断 发展 而 迅 速 立 柱 、 械动 力 滑 台 、 连 如 。 增 长 . 于 生 产 工 艺 成 熟 程 度 和 操 作 熟 练 程 度 的 差 异 , 进 技 术 投 产 统 ( 深 窄槽 加 工 铣 床 结构 平 面 示 意 图所 示 ) 由 先