试论我国冷轧管设备和工艺技术的发展
我国冷轧管机的现状及发展趋势

( . hn ain lHe v c ieyI si t .,Ld 1 C ia N t a a yMahn r n tueCo o t t.,Xi n710 2,C ia ’ 03 a hn ;
225 ) 13 2
摘
要 :重 点 介 绍 了我 国冷 轧 管 机 采 用 的最 新 技 术 :采 用 双扇 形 块 平 衡 机 构 、新 型 闭 式 机 架 、伺
Байду номын сангаас
服 电机 回转 送 进 实现 连续 上 料 、连 续 送 进 、连 续 轧 制 ;同 时介 绍 了新 一 代 冷 轧 管 机 的 性 能 参 数 和 结 构 特 点 及 其 应 用 情 况 ,并 进 一 步 探 讨 了我 国冷 轧 管 机 设 备 和 工艺 的发 展趋 势 。 由中 国 重 型 机 械 研 究 院有 限公 司开 发 的高 速 冷 轧 管 机 技 术 水 平 已达 到 国 际 先进 水 平 。
3 D n agPei H yPa t o ,Ld ,D nag2 2 5 ,C i ) . ay rc eA o l . t. ayn 13 2 hn n s nC a
Ab t a t sr c :T i p p ri t d c st elt s tc n lg d p e e c l o ig p p l i h n , w ih u e h s a e nr u e ae t e h oo y a o t d i t o d r l n i e mi n C i a o h nh l h c s d u l— e t r aa c y t m ,n w—y ec o e rmea d r tr e d n e ie d v n b e v t r o a h e e o b e s co ln e s se b e tp l s d fa n oa yf e i g d vc r e y s r omoo c iv i t c ni u u o d n , c n i u u e d n n o t u u o ig T i p p rd s rb s t e p roma c a a — o t o sl a i g o t o sfe ig a d c n i o s r l n . h s a e e c e h e r n e p rme n n n l i f t r d sr c u a h r c e s c n p l a in o e n w g n r t n o o d rl n i e mi , a d iv si e s a t t r l a a tr t s a d a p i t f t e e e ai fc l o i g p p l n u c i i c o h o l n n e t ・ g t st e d v lp n r n f t e c l ol g pp l e u p n n e h o o y d me t a l. T e hg — ae h e eo me t t d o h o d r l n i e mi q i me t a d tc n l g o sil y e i l c h ih s e d c l o l g p p l d v lp d b h n a y Ma h n r n t ue h s r a h d t e it r ai n la — p e od r l n ie mi e eo e y C ia He v c i e I si t a e c e h n en t a d i y t o
中国轧钢技术的发展现状和展望

中国轧钢技术的发展现状和展望一、发展现状1.技术水平提升2.设备自主研发中国轧钢技术的另一个重要进展是设备的自主研发。
过去,中国的钢铁行业依赖于进口设备,但现在情况已经改变。
近年来,中国钢铁企业大力推动设备的自主创新和研发,不断提高设备制造水平,并逐步减少对进口设备的依赖。
3.品种多样化4.绿色环保在技术发展的同时,中国轧钢技术也在积极推动绿色环保。
钢铁行业是一个高能耗、高排放的行业,但随着环保意识的增强,轧钢企业开始重视减少能源消耗和环境污染。
通过技术创新和改进,轧钢工艺不断优化,减少二氧化碳和废气的排放。
二、展望1.技术创新未来,中国轧钢技术将继续加大技术创新力度,提高技术水平和竞争力。
优化工艺流程、提升设备制造水平、加强智能化改造,将成为技术创新的重点。
同时,应加强与科研机构和高校的合作,加强基础研究,掌握核心技术,推动钢铁行业的创新发展。
2.提高产品品质随着轧钢技术的不断进步,未来的发展将更加注重产品品质的提高。
通过提升工艺与材料的结合性能,探索新型合金材料和加工工艺,以提高产品质量和性能。
同时,加强质量控制和监管,推动中国钢材产业向高质量发展。
3.绿色可持续发展未来,中国轧钢技术将继续积极推动绿色可持续发展。
技术创新将聚焦于节能减排和废弃物利用,通过提高能源利用效率、减少废弃物的生成和加强废弃物处理,实现钢铁行业的绿色转型。
4.国际合作总之,中国轧钢技术在过去几十年取得了长足的进步,但仍然面临着很多挑战。
未来,中国轧钢技术将继续发展,通过技术创新、产品品质提高、绿色可持续发展和国际合作,推动钢铁行业向更高水平发展,为中国经济的可持续发展做出更大贡献。
冷轧行业发展现状分析

冷轧行业发展现状分析冷轧行业是指通过多道次的轧制、拉矫和退火等工艺,将热轧板坯经过冷轧轧机进行冷加工,以改变其厚度、宽度和表面质量的钢材加工行业。
冷轧钢板具有较好的综合性能,广泛应用于汽车、家电、建筑等领域。
以下是对冷轧行业发展现状的分析。
首先,冷轧行业在我国经济发展中扮演着重要角色。
随着我国经济的快速发展和城镇化进程的推进,冷轧钢板的需求量不断增加。
尤其是汽车、家电等消费品制造业的发展,对冷轧钢板有着较高的需求。
因此,冷轧行业在国内也有着广阔的市场空间。
其次,冷轧行业在技术创新方面取得了突破。
随着科技的进步,冷轧行业在生产工艺和设备技术上不断创新,提高了产品的质量和效率。
例如采用先进的冷轧轧机和轧制工艺,可以生产出更薄、更宽的冷轧钢板。
同时,冷轧行业还在不断研发新的冷轧钢板,以满足不同领域的需求,如高强度、耐蚀性等。
此外,环保问题也成为冷轧行业关注的焦点。
随着全球环保意识的提高,冷轧行业被要求采取环保措施,减少对环境的污染。
一方面,冷轧行业在工艺上使用更环保的技术,如冷轧过程中减少有害气体的排放。
另一方面,冷轧行业积极推进废水和废气的处理,以减少对水资源和空气质量的负面影响。
然而,冷轧行业也面临一些挑战。
首先是市场竞争激烈。
随着冷轧行业的快速发展,国内外冷轧钢板的生产企业越来越多,市场竞争日益激烈。
这就要求冷轧行业在提高产品质量和技术创新的同时,还要注重市场营销和品牌建设,以增强竞争力。
另外,原材料价格的波动也对冷轧行业的发展产生影响。
冷轧钢板的生产离不开铁矿石、废钢等原材料,而这些原材料价格的波动较大,对冷轧行业的成本和盈利能力产生直接影响。
因此,冷轧行业需要加强与原材料供应商的合作,规避价格波动的风险。
总之,冷轧行业在我国经济发展中发挥着重要作用。
随着技术的创新和市场需求的增加,冷轧行业有望实现更好的发展。
然而,市场竞争激烈和原材料价格波动等问题也需要冷轧行业注意和应对。
因此,冷轧行业需要不断提高产品质量和技术水平,加强与供应商和市场的沟通与合作,以保持竞争力和可持续发展。
我国冷轧带钢发展历史论文

我国冷轧带钢发展历史论文
中国的冷轧带钢行业起步较晚,直到上世纪80年代才开始逐
渐发展壮大。
在此之前,中国的冷轧带钢生产主要依靠进口,国内市场供需矛盾较为突出。
直到上世纪80年代初,我国开
始大力发展钢铁工业,并逐步建立起冷轧带钢生产基地。
上世纪80年代初,随着国家对经济体制改革开放政策的实施,中国的钢铁工业经历了大规模的改革和调整。
随着国内市场对高品质冷轧带钢的需求不断增长,我国开始加大对冷轧带钢生产技术和设备的引进和更新,逐步提高产品的质量水平和市场竞争力。
进入21世纪后,我国的冷轧带钢产业迎来了快速发展的时期。
随着生产技术的不断革新和设备的不断现代化升级,我国的冷轧带钢产能和产量不断提升,产品质量和种类也得到了大幅度提升。
同时,我国的冷轧带钢出口量也不断增加,逐步建立起了一定的国际影响力。
目前,我国的冷轧带钢行业已经成为世界上最大的生产和消费市场之一,拥有着强大的产能和技术实力。
未来,随着中国经济的不断发展和冷轧带钢行业的不断完善,相信我国的冷轧带钢产业将迎来更加美好的发展前景。
轧钢论文

III轧钢设备与技术摘要轧钢作为钢铁企业的主要生产工艺,在现代冶金工业中的位置越来越重要,轧钢设备及技术近年来得到了快速发展。
我国轧钢产业的设备及技术在引进和现有基础上不断改进、不断创新,得到了飞跃式发展。
本文介绍了轧钢设备及技术的发展历程及现状,对我国冷轧设备及技术等进行了详细介绍。
关键词:轧机,轧钢设备,冷轧目录摘要 (Ⅰ)前言 (1)1 轧机……………………………………………………………………………………1.1 轧机的发展历史………………………………………………………………1.2 轧机分类…………………………………………………………………………1.3 轧机的组成…………………………………………………………………………2 轧制技术发展现状和主要进展…………………………………………………………2.1 轧钢技术的发展……………………………………………………………………2.1.1 国际轧钢技术的发展………………………………………………………2.1.2 中国轧钢的发展概况………………………………………………………2.2 热轧带钢轧制技术的发展现状和主要进展…………………………………2.2.1 热轧带钢轧制技术的发展概况…………………………………………2.2.2 创新性进展…………………………………………………………………3 板带轧制设备……………………………………………………………………………3.1 板带轧制设备现状…………………………………………………………………3.2 我国板带轧制设备现状……………………………………………………………4 冷轧带钢技术……………………………………………………………………………4.1 冷轧带钢技术的发展及特点………………………………………………………4.1.1 我国冷轧带钢技术的发展历史……………………………………………4.1.2 冷轧带钢技术的特点………………………………………………………4.2 冷轧的主要产品种类……………………………………………………………4.3 冷轧带钢的生产工艺……………………………………………………………4.3.1 冷轧带钢的轧制工艺特点…………………………………………………4.3.2 冷轧带钢的生产工艺………………………………………………………4.4 冷轧带钢的生产工艺……………………………………………………………4.4.1 现代冷轧的类型特点………………………………………………………4.4.2 现代冷轧机的质量控制……………………………………………………4.5 冷轧带钢新技术简介……………………………………………………………4.6 冷轧带钢建设中的注意事项……………………………………………………5 轧钢设备及技术的发展趋势……………………………………………………………5.1 轧钢设备的发展趋势………………………………………………………………5.2 国际不锈钢板带生产技术装备发展动向…………………………………………V5.3 板带轧制设备国产化展望…………………………………………………………参考文献………………………………………………………………………………………致谢……………………………………………………………………………………………前言轧机是直接轧延金属的主机,它利用旋转的轧辊辗压坯料,使金属按规定的要求产生塑性变形。
我国冷轧板带材生产技术现状及发展方向

我国冷轧板带材生产技术现状及发展方向the productionprocess morec;oinoident with zoology requirementcold}olled sheet:autometie controlmore energy}aving, and are worth notice and promotionKey words:energy conservation and environmental protection1前言我国钢铁工业在“十一五”期间得到快速发展,为国民经济的发展做出了巨大贡献。
2010 年钢材生产总产量己接近7亿t。
目前钢材的产能总体上己经出现过剩,钢材生产重点将转向结构调整和品种规格、质量升级换代等。
同时,根据我国的实际现状,联合发展、提高质量和深度加工、节能降耗等应是重点发展的方向。
据有关统计资料显示,在我国所有钢材品种中,冷轧薄板、冷轧薄宽带钢仍然是国内市场自给率和占有率最低的产品。
也是现今需要重点给予关注的领域。
本文结合冷轧板带材生产的技术特点分析我国冷轧板带材生产技术现状及发展方向。
2我国冷轧板带生产技术现状2. 1冷轧板带生产现状近十年来,我国冷轧板带生产需求一直呈现非常旺盛的局面,产能扩张十分迅猛,至2010 年初步统计,己建和在建的冷轧板带产能达到9000万t左右,其中建有宽带钢冷连轧轧机超过40台套,而单机可逆式宽带钢轧机100余套,冷轧宽带钢生产产能超过70%以上为冷连机生产。
近五年来我国钢材及冷轧带的生产增长情况见表1。
可以看出,我国钢材产量在2005年到2009年的得到快速增长,同时冷轧板带材产量逐年快速增长。
由于冷轧板占钢材总量的比例较低,虽然也逐年缓慢增长,至今仍不足12%其增长的速度显然远远滞后于市场需求,表2为发达国家钢材生产的情况,可以看出冷轧带钢占钢材总量的比例均超过30% o表1近年我国冷轧板带钢产量和占钢材总产量的比例Table 1 Strip steel output of cold-rolled sheet andproportion of steel total output in China in recent years项口名称2005年2006年2007年2008年2009年钢材总产量/万t冷轧带钢总产量/万t占钢材总量的比例/%37530 46000 56450 58190 692403520 3620 6420 6560 74709.38 7.87 11.37 11.27 10.79表2 2003年欧、关、日、韩钢材产量统训Table 2 Steel output in Europe } Americ;aJapan and Korea in 2003国家钢材总产量/万t冷轧带钢总产量/万t占钢材总量的比例/%欧盟14040454032. 34关国8220336040. RR日本7420257034. 64韩国4140145034. 02比较表1与表2,可以看出我国钢材生产状况,冷轧板带比例明显偏低。
我国冷轧管机的现状及发展趋势

专题综述收稿日期:2010-04-01;修订日期:2010-04-11作者简介:阎雪峰(1963-),男,中国重型机械研究院有限公司高级工程师。
我国冷轧管机的现状及发展趋势阎雪峰1,闫菲菲2,周红兵3,杨 刚1(1 中国重型机械研究院有限公司,陕西 西安 710032;2 长安大学汽车学院车辆工程系,陕西 西安 710064;3 丹阳市精密合金厂有限公司,江苏 丹阳 212352)摘 要:重点介绍了我国冷轧管机采用的最新技术:采用双扇形块平衡机构、新型闭式机架、伺服电机回转送进实现连续上料、连续送进、连续轧制;同时介绍了新一代冷轧管机的性能参数和结构特点及其应用情况,并进一步探讨了我国冷轧管机设备和工艺的发展趋势。
由中国重型机械研究院有限公司开发的高速冷轧管机技术水平已达到国际先进水平。
关键词:冷轧管机;结构特点;性能参数;发展趋势中图分类号:TG 333 8 文献标识码:A 文章编号:1001-196X (2010)03-0001-07Current situation and develop m ent trend of the cold rolling pipe m ill in ChinaYAN Xue -feng 1,YAN Fe-i fei 2,Z HOU H ong -b i n g 3,YANG Gang1(1 Ch i na N ati ona lH eavy M achi nery Institute Co .,L td .,X i an 710032,Chi na ;2 V ehic l e Eng i neering D epa rt m en t ,A utomob ile Co lleg e ,Chang A n U n i ve rs i ty ,X i an 710064,Ch i na ;3 D anyang P rec ise A lloy P lant Co .,L td .,D anyang 212352,Ch i na)Ab strac t :Th is paper i ntroduces t he l a test techno l ogy adopted in the co l d ro lli ng p i pe m ill i n Ch i na ,w hich use double -sec t o r balance syste m,ne w-type c l o sed frame and ro tary feed i ng dev ice dr i ven by servo m o t o r t o achieveconti nuous l oading ,conti nuous feedi ng and con ti nuous ro lli ng .T his pape r desc ri bes the per f o r m ance pa rame -ters and structural cha racter istics and appli cation o f the new generati on o f co l d ro lli ng p i pe m il,l and invest-i gates the develop m ent trend o f the co l d ro lli ng p i pe m ill equ i p m en t and techno l ogy do m esti ca ll y.T he h i gh -speed co l d ro lli ng p i pe m ill developed by Chi na H eavy M ach i nery Institute has reached the i n ternati onal ad -vanced l eve.l K ey words :co ld ro lli ng pi pe m il;l structural character istics ;perfor m ance pa rame ters ;trend o f devep m ent1 前言冷轧管材以其优越的特性广泛地应用在国民经济各个领域。
中国热轧及冷轧板带生产技术现状及发展趋势

中国热轧及冷轧板带生产技术现状及发展趋势中国热轧及冷轧板带生产技术现状及发展趋势十一五期间,中国钢材品种结构得到较大幅度的优化调整,钢材质量性能得到明显改善,彻底改变了过去扁平材品种和数量供应不足的局面,基本满足了经济发展和产业结构调整的需要。
在统计的2010年的22大类钢材品种中,17类品种自给率达到100%;有18类品种国内市场占有率≥95%,其他品种也达到85%以上。
其中热轧、冷轧板带生产发展迅速,在数量和质量上均有较大增长。
在热轧宽带钢生产线上,中国开发生产出系列高级别管线钢、高强耐候钢及高强工程机械用钢等,在大型油气管线工程建设、汽车、集装箱、火车车厢及工程机械轻量化制造及生产应用的减量化方面发挥了重要作用。
中国采用薄板坯连铸连轧线实现了大批量生产薄和超薄规格板带,并实现半无头轧制技术集成与创新。
中国通过引进、消化吸收、自主集成和开发,极大地提高了冷轧生产效率,大幅度提高了冷轧产品质量;运用自动化、智能化控制技术及高精度检测技术,显著提高了冷轧产品的尺寸精度和板形质量。
热轧:装备技术进步造就高精度、高性能产品到2010年底,中国已拥有热轧宽带钢轧机72套,设计能力2.13亿吨,其中,2050mm~2300mm超宽带钢线已达12条,薄(中薄)板坯连铸连轧生产线13条,产能3280万t/年。
2010年中国热轧卷板生产量为14050万t,其中,中厚宽带钢和薄宽带钢生产量分别为10289万t和3760万t。
热轧带钢装备技术跨越式发展。
热轧宽带钢的先进技术主要体现在:高精度的断面形状及板形控制、高表面质量控制、柔性轧制、减量化生产、节能降耗、高效生产、热轧超薄带钢生产,以及结合快速冷却和高效冷却路径控制的高性能带钢生产技术等。
基于新的热连轧宽带钢生产线,中国开发出了18.4mm厚X80管线钢、4mm~8mm 厚屈服900MPa 高强结构用钢;实现了薄板坯连铸连轧线大批量生产高精度薄和超薄规格板带,有的薄板坯连铸连轧线产品中厚度≤2.0mm的比例达到80%以上,≤1.5mm的比例超过50%,体现了薄板坯连铸连轧产线的优势,半无头轧制2.0mm板带的纵向厚度偏差和板凸度均稳定控制在±30μm以下,楔形值波动在±10μm,Q235薄规格板带的屈服强度和抗拉强度波动在15MPa以内,伸长率波动不超过2%,超薄规格极限厚度达到0.77mm。
冷轧行业发展情况汇报
冷轧行业发展情况汇报近年来,随着全球经济的快速发展,冷轮行业也迎来了新的发展机遇。
作为一个重要的基础设施行业,冷轮行业在国家经济建设中发挥着至关重要的作用。
在这种大环境下,冷轮行业的发展情况备受关注。
首先,冷轮行业在技术创新方面取得了显著进展。
随着科技的不断进步,冷轮行业的技术水平不断提高,新技术、新材料的应用不断推动着行业的发展。
例如,冷轮制造技术的改进,使得产品质量得到了极大提升,同时也降低了生产成本,提高了生产效率。
此外,智能化、自动化生产设备的应用,也为冷轮行业带来了新的发展机遇。
其次,冷轮行业在市场需求方面呈现出良好的发展态势。
随着国家经济的不断发展,基础设施建设投资持续增加,这为冷轮行业带来了巨大的市场需求。
同时,随着人们生活水平的提高,对于冷轮产品的品质和性能要求也在不断提高,这对于行业发展提出了更高的要求,同时也为行业的发展提供了更多的机遇。
再次,冷轮行业在国际市场上的竞争力不断增强。
随着中国经济的崛起,国际市场对于中国制造的需求也在不断增加。
冷轮行业作为中国制造的重要组成部分,其产品不仅在国内市场上具有竞争力,同时也在国际市场上占据了一定的份额。
随着中国制造2025战略的实施,冷轮行业在国际市场上的地位将进一步提升。
最后,冷轮行业在可持续发展方面也取得了一定的成就。
随着人们对于环境保护意识的增强,冷轮行业在节能减排、绿色生产方面也做出了积极的努力。
例如,采用新型环保材料、节能环保生产工艺等措施,为行业的可持续发展打下了坚实的基础。
总的来说,冷轮行业在当前的大环境下呈现出了良好的发展态势,技术创新、市场需求、国际竞争力以及可持续发展方面都取得了一定的成就。
但是也要看到,冷轮行业在发展过程中还面临着一些挑战,例如,技术创新的不断推进、市场需求的多样化、国际市场竞争的加剧等。
因此,冷轮行业需要不断加强技术创新,提高产品质量,开拓国际市场,同时也要注重可持续发展,为行业的长期发展打下坚实的基础。
近年我国轧制技术的发展 现状和前景

现代轧制技术注重提高生产效率、降低能源消耗、优化产品品质等方面。随 着计算机技术和自动化技术的不断发展,现代轧制技术已经实现了从传统的手工 操作到数字化生产的跨越。目前,我国已经拥有了一批具有国际竞争力的轧制技 术和设备制造企业,如宝钢、鞍钢、武钢等。
二、轧制技术的现状
目前,我国的轧制技术已经达到了国际先进水平,各种先进的轧制方法不断 涌现。其中,热轧和冷轧是两种最为常见的轧制方法。热轧是指在高温下进行轧 制,具有生产效率高、成本低等优点,但同时也存在精度较低、表面质量较差等 缺点。
冷轧则是指在常温下进行轧制,具有精度高、表面质量好等优点,但同时也 需要更高的成本和生产周期。
此外,根据不同的产品需求,我国还发展出了多种先进的轧制技术,如高精 度轧制、低温轧制、无头轧制等。这些先进的轧制技术不仅能够满足多样化的市 场需求,还为我国轧制技术的进一步发展提供了强有力的支持。
在市场竞争方面,我国轧制技术企业面临着来自国内外的激烈竞争。一方面, 国内企业之间竞争激烈,各企业需要通过不断的技术创新和设备更新来提高自身 的竞争力;另一方面,国际企业也加快进入中国市场,给国内企业带来更大的竞 争压力。
2、新型光纤材料:随着科技的不断进步,新型光纤材料如塑料光纤逐渐得 到研究和应用。塑料光纤具有制造成本低、重量轻、可挠性好等优点,将为光纤 通信技术的发展带来新的机遇。
3、智能光纤网络:结合人工智能、大数据等先进技术,构建智能化的光纤 网络,提高网络管理效率,优化网络资源配置,将是未来光纤通信技术的重要发 展方向。
三、轧制技术的前景
未来,我国轧制技术将继续保持快速发展的势头。首先,国家对于制造业的 重视程度不断提高,相关政策的出台将进一步促进轧制技术的发展和创新。其次, 随着消费者对于产品质量和性能的要求不断提高,对于具有更高精度、更好表面 质量、更优异
冷轧发展调研报告

冷轧发展调研报告冷轧是指将热轧钢材经过冷却后再进行加工的一种方法。
它在钢铁工业中占据重要地位,对提高钢材表面质量和机械性能具有重要意义。
本篇调研报告将对冷轧行业的发展现状、市场需求和前景进行分析评估。
一、冷轧行业发展现状随着现代工业的发展,对钢材质量的要求越来越高,冷轧行业作为提供优质钢材的制造业之一,在保证钢材机械性能的同时,还能提供更好的表面质量和尺寸精度。
目前,我国冷轧行业发展迅速,主要集中在东部沿海地区。
1. 冷轧设备更新迭代随着技术的进步和市场需求的不断变化,冷轧设备不断更新迭代。
新一代的冷轧设备具有更高的加工精度和生产效率,能够适应不同材质和规格的钢材生产。
2. 优质冷轧钢材供应冷轧行业为市场提供了大量优质的冷轧钢材,包括冷轧板卷、冷轧硅钢、冷轧不锈钢等,满足了国内行业和出口市场对高品质钢材的需求。
3. 国际竞争力提升我国冷轧行业在技术、设备和产品质量方面逐渐提高,与国际先进水平逐渐接轨。
出口额也呈现逐年增长的趋势,提升了我国冷轧业在国际市场的竞争力。
二、冷轧市场需求分析1. 建筑行业需求稳定增长建筑行业是冷轧钢材的重要应用领域,随着我国城市化进程的不断推进,对钢材的需求持续增长,冷轧钢材作为建筑行业的重要材料之一,市场需求也在稳定增长。
2. 电子行业需求不断扩大随着电子行业的发展,对高品质的冷轧硅钢需求不断扩大。
冷轧硅钢以其低磁滞、低损耗等特性,在电力传动、电网建设等领域有着广泛的应用。
3. 汽车行业对冷轧钢材需求增加汽车行业是冷轧钢材的主要应用领域之一。
随着我国汽车产量的增加,对高强度、高韧性的冷轧钢材的需求也在不断提高。
三、冷轧行业发展前景展望随着市场需求的不断增加和技术的不断进步,冷轧行业具有广阔的发展前景。
1. 技术创新促进行业发展冷轧行业在设备技术、工艺流程等方面不断创新,进一步提升产品质量和加工效率。
同时,冷轧钢材的表面处理技术、防腐蚀技术、控制技术等也在不断突破,进一步提高产品附加值。
我国冷轧机的发展趋势分析

我国冷轧机的发展趋势分析我国国民经济的高速发展带动了国内铝加工业的快速发展,也促进了国内铝板带箔轧制技术的不断进步。
目前国内的铝板带箔轧制生产企业正进入一个重整状态,大量的投资用于更新技术和设备。
除大、中型铝轧制企业引进先进的国外铝加工设备外,更多的中、小型铝轧制企业购买的是国产设备,从而大大刺激和促进了我国铝加工设备的自主设计和研制,也不同程度地促进了国产铝轧制设备的技术进步。
一、我国铝板带冷轧机使用现状我国拥有现代化四辊及六辊冷轧机108台,生产能力2100kt/a,二辊冷轧机约300台,生产能力450kt/a,总计冷轧板带生产能力2550kt/a;截至2005年底,引进轧机的生产能力为1000kt/a,中国四辊轧机的生产能力为2120kt/a,二辊轧机的生产能力为380kt/a,总计冷轧板带生产能力3500kt/a。
有自制的辊宽≥800mm的四辊铝板带冷轧机约150台,其中1400mm级的达65台,占总数的43%;2006年全国投产的冷轧机26台,形成板带生产能力725kt/a,是投产能力最多的一年。
另外,2006年在建的冷连轧生产线有2条,四辊及六辊单机架不可逆式冷轧机13台,总生产能力1750kt/a。
二、铝板带冷轧机的技术特点分析1.机组设备布置紧凑,总体功能齐全,整机自动化程度提高。
现代化铝板带冷轧机的轧制形式均为不可逆轧制,配有卷材自动运输装置。
20世纪末至21世纪初年设计的机组中,同时配备了带卷自动测量和上卷自动对中装置,可实现上卸卷的自动化操作,使操作强度逐步降低,提高成品率,增加竞争能力。
2.轧制速度提高,单机产能增加。
前些年的国产铝板带冷轧机,最大轧制速度由原来的300m/min提高到近800m/min,随着板型自动控制系统的投入,最高轧制速度不断提高,达到1200m/min,但来料厚度较大,单机产量较低,单机产能由最初的7.5kt/a提高到现在的40kt/a,但轧制速度与国外相比,仍有一定的差距,单机产能也有较大差距。
不锈钢冷轧装备的发展趋势分析
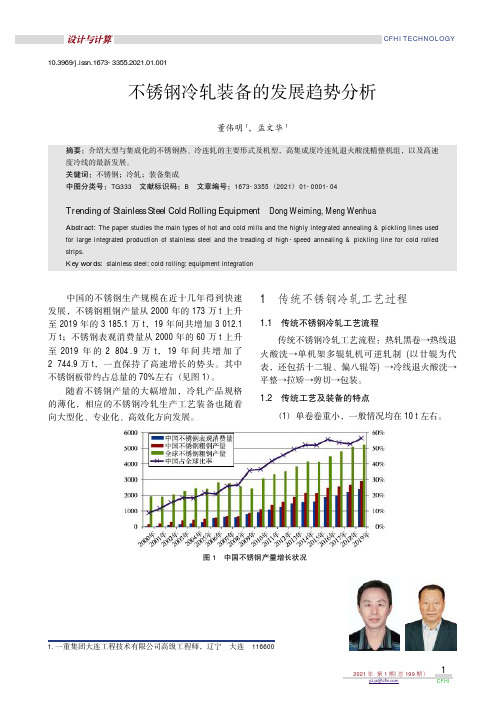
CFHI TECHNOLOGY中国的不锈钢生产规模在近十几年得到快速发展,不锈钢粗钢产量从2000年的173万t 上升至2019年的3185.1万t ,19年间共增加3012.1万t ;不锈钢表观消费量从2000年的60万t 上升至2019年的2804.9万t ,19年间共增加了2744.9万t ,一直保持了高速增长的势头。
其中不锈钢板带约占总量的70%左右(见图1)。
随着不锈钢产量的大幅增加,冷轧产品规格的薄化,相应的不锈钢冷轧生产工艺装备也随着向大型化、专业化、高效化方向发展。
1传统不锈钢冷轧工艺过程1.1传统不锈钢冷轧工艺流程传统不锈钢冷轧工艺流程:热轧黑卷→热线退火酸洗→单机架多辊轧机可逆轧制(以廿辊为代表,还包括十二辊、偏八辊等)→冷线退火酸洗→平整→拉矫→剪切→包装。
1.2传统工艺及装备的特点(1)单卷卷重小,一般情况均在10t 左右。
1.一重集团大连工程技术有限公司高级工程师,辽宁大连116600不锈钢冷轧装备的发展趋势分析董伟明1,孟文华1摘要:介绍大型与集成化的不锈钢热、冷连轧的主要形式及机型,高集成度冷连轧退火酸洗精整机组,以及高速度冷线的最新发展。
关键词:不锈钢;冷轧;装备集成中图分类号:TG333文献标识码:B 文章编号:1673-3355(2021)01-0001-04Trending of Stainless Steel Cold Rolling Equipment Dong Weiming,Meng WenhuaAbstract:The paper studies the main types of hot and cold mills and the highly integrated annealing &pickling lines used for large integrated production of stainless steel and the treading of high -speed annealing &pickling line for cold rolled strips.Key words:stainless steel;cold rolling;equipment integration10.3969/j.issn.1673-3355.2021.01.001图1中国不锈钢产量增长状况一重技术(2)装备产能低,热线产能在20~30万t ;单台轧机产能在10万t 以下;冷线产能在20万t 左右。
2024年冷轧管机市场发展现状

2024年冷轧管机市场发展现状简介冷轧管机是一种用于生产冷轧管材的设备。
随着工业和建筑领域对高质量管材需求的增加,冷轧管机市场正迅速发展。
本文将分析冷轧管机市场的现状,并探讨其未来发展趋势。
市场概览冷轧管机市场在过去几年取得了显著的增长。
主要推动因素包括:工业化进程的加速、建筑领域对高质量管材的需求增加以及技术的不断进步。
根据市场研究报告,冷轧管机市场在未来几年有望继续保持稳定增长。
市场驱动因素工业化进程的加速随着全球经济的不断发展,工业化进程在许多国家和地区加速推进。
相应地,对各类工业管材的需求也在不断增加。
冷轧管机作为生产高质量管材的重要设备,受益于工业化进程的增长。
建筑领域的需求增加冷轧管材在建筑领域中被广泛用于各种结构和管道系统。
随着城市化进程的加快和建筑规模的扩大,对高质量、耐久的管材的需求也在增加。
冷轧管机能够生产具备优良性能的管材,满足建筑领域对管材的要求。
技术进步冷轧管机市场的另一个重要驱动因素是技术的不断进步。
随着自动化和智能化技术的应用,冷轧管机的生产效率和产品质量得到了显著提升。
这使得冷轧管机成为许多企业提高生产能力和降低成本的首选设备。
市场挑战尽管冷轧管机市场前景广阔,但也面临一些挑战。
其中最主要的挑战包括:竞争激烈、原材料价格波动以及环境规定的加强。
竞争激烈冷轧管机市场存在着激烈的竞争。
许多企业纷纷进入这个市场,提高了市场竞争程度。
在这种情况下,冷轧管机企业需要加强技术创新、降低成本,以保持竞争优势。
原材料价格波动冷轧管机生产需要大量的钢材等原材料。
原材料价格的波动对企业的生产成本和利润率造成影响。
企业需要密切关注原材料市场动态,制定合理的采购策略,以降低成本。
环境规定的加强随着环境保护意识的增强,对于污染物排放的限制也日益严格。
冷轧管机企业需要投入更多资源以满足环境规定的要求,这可能增加企业的运营成本。
发展趋势技术升级冷轧管机市场未来的发展趋势是技术升级。
随着人工智能、大数据等技术的应用,冷轧管机将更加智能化和自动化。
不锈钢冷轧制新工艺及技术发展
不锈钢冷轧制新工艺及技术发展
随着不锈钢在工业、建筑、制造业等领域的广泛应用,对其加工工艺和质量要求也越来越高。
不锈钢冷轧制作为不锈钢加工的重要工艺之一,也在不断发展和改进。
目前,不锈钢冷轧技术的发展主要集中在以下几个方面:
1. 新型轧辊技术
传统的不锈钢冷轧制工艺中,轧辊的损耗问题一直是制约不锈钢冷轧的主要问题之一。
新型轧辊技术的出现,有效地解决了这一问题。
比如,采用复合轧辊技术,利用不同材料的轧辊,将不锈钢板材轧制到更薄、更平整的状态,从而提高了冷轧制品的表面质量和加工效率。
2. 完整的冷轧生产线
冷轧制作为整个不锈钢加工流程中的重要一环,在生产线的自动化程度和连续性方面也得到了提高。
完整的冷轧生产线采用集成化控制系统,可以实现智能化生产管理和质量控制,提高生产效率和产品质量。
3. 新型润滑剂技术
传统的不锈钢冷轧加工过程中,润滑剂的使用会对环境造成一定的污染,也会影响产品的表面质量。
因此,新型润滑剂技术的研发成为不锈钢冷轧制的重点之一。
比如,研发出一种无污染、低摩擦的润滑剂,可以减少不锈钢板材的表面缺陷,提高产品的质量。
4. 高端不锈钢冷轧品种技术
随着不锈钢应用领域的不断拓展和需求的增加,高端不锈钢冷轧
品种技术也得到了广泛关注和发展。
比如,高强度、高抗氧化性、高韧性的不锈钢板材,可以满足工业、建筑、制造业等领域的特殊需求。
综上所述,不锈钢冷轧制作为不锈钢加工的重要工艺之一,随着新型技术的不断涌现和发展,将会更好地适应市场需求,提高产品质量和生产效率。
中国钢铁轧制技术的进步与发展趋势

中国钢铁轧制技术的进步与发展趋势随着我国经济的快速发展,钢铁材料产量的需求呈现出爆发式增长。
为满足市场需求,钢铁轧制技术也在不断发展和进步。
本文将从技术层面探讨我国钢铁轧制技术的进步与发展趋势。
一、高端钢铁材料的需求趋势我国的钢铁产业从存量革命到优质化引领,经历了快速发展。
当前,我国产量已经达到了全球领先地位。
然而,仍然需要满足更高端的需求,例如重要工程和高端用途的钢铁材料。
这些钢铁材料需要较高的机械性能、化学成分和微观组织,才能满足设计和使用要求。
在这种情况下,提高钢铁材料的热加工技术是至关重要的。
因为钢材的热加工过程会改变其物理性能和微观结构。
例如,精确控制钢材的温度和时间可以影响钢材的硬度、强度、韧性和延展性。
所以,钢铁轧制技术的研究和发展变得尤为重要。
我国的钢铁轧制技术从20世纪初开始逐步完善。
最初,轧制主要依赖于人工劳动和手工车间。
20世纪60年代,我国引进外国轧机和轧制技术,开始实施全面改造和技术革新。
此后,新的轧机、轧制好工艺和工具被引入,使得我国的钢铁轧制产量和质量得到了提高。
目前,我国正处于钢铁产业优化升级的时期。
技术创新和成果转化为我国钢铁产业的发展带来了广阔的空间。
作为最具代表性的热加工工艺,钢铁轧制技术的发展已经成为制约或推动我国钢铁产业进一步发展的关键因素之一。
1. 轧制工艺自动控制和模型预测钢铁轧制工艺自动控制和模型预测是未来发展的应用方向之一。
在轧制过程中,自动控制技术可以实现较高精度的温度和厚度控制,提高轧制效率和质量。
预测模型可以辅助操作员及时调整工艺参数、解决工艺失控问题,并且通过基于数据的思考和分析,推动轧制技术的进步。
2. 智能轧机系统智能轧机系统是未来发展的另一个应用方向,在轧制过程中可以监测并控制轧机参数,提高管控能力和监测效果。
通过大数据和机器学习算法的支撑,这种系统能够对钢铁轧制遇到的各种问题进行预警或自动修复,提升生产工艺的智能化和自动化程度。
3. 信息化和数字化技术信息化和数字化技术可以改变轧制过程中的人工操作和决策过程,提高操作及决策的准确率和精度。
冷轧管机市场分析报告

冷轧管机市场分析报告1.引言1.1 概述概述:冷轧管机是一种关键的生产设备,用于生产各种类型的冷轧钢管产品。
在现代工业生产中,冷轧管机扮演着非常重要的角色,直接影响着钢管产品的质量和生产效率。
因此,深入了解冷轧管机市场的现状、发展趋势和竞争格局,对于相关行业从业者和投资者具有重要的参考价值。
本报告旨在全面分析冷轧管机市场的相关情况,包括市场现状、发展趋势和竞争格局等方面的内容。
通过对冷轧管机市场的深入研究和分析,提供给读者全面的市场信息,以及对未来市场发展趋势的展望和相关建议。
同时,也将对冷轧管机市场的前景进行展望,为相关行业的发展提供有益参考。
文章结构部分的内容如下所示:1.2 文章结构本报告主要分为三个部分:引言、正文和结论。
在引言部分,将对冷轧管机市场进行概述,并介绍本文的结构和目的。
在正文部分,将分析冷轧管机市场的现状、发展趋势和竞争格局。
在结论部分,将展望冷轧管机市场的未来发展前景,并提出建议和总结。
通过以上三个部分的分析,将全面了解冷轧管机市场的情况并对其发展趋势有清晰的认识。
1.3 目的目的部分的内容:本报告旨在深入分析冷轧管机市场的现状及发展趋势,以全面了解当前市场格局和竞争状况。
通过对冷轧管机市场的市场环境、市场规模、市场需求、市场价格和市场发展趋势等方面进行细致分析,为相关企业提供市场参考和决策支持。
同时,也旨在为行业从业人员和研究者提供可靠的市场数据和分析,帮助他们更好地把握市场动向,促进行业的健康发展。
通过本报告的撰写,希望能够为冷轧管机行业的未来发展提供一定的指导和借鉴。
1.4 总结在本报告中,我们对冷轧管机市场进行了全面的分析和研究。
通过对市场现状、发展趋势和竞争格局的分析,我们发现冷轧管机市场具有巨大的发展潜力和竞争优势。
随着国家对基础设施建设的不断投入和市场需求的持续增长,冷轧管机市场将迎来更多的机遇和挑战。
为了更好地把握市场机遇和更好地应对挑战,我们建议企业密切关注市场动态、加强产品创新和提升品牌影响力,同时加强与供应商和客户的合作关系。
(设备管理)冷轧窄带钢生产工艺设备的发展

(设备管理)冷轧窄带钢生产工艺设备的发展浅谈冷轧窄带钢生产、设备的发展李期琇周建明刘岳华摘要:简述冷轧窄带钢的形势,分析冷轧窄带钢的设备工艺改进和发展方向。
关键词:冷轧窄带钢生产工艺设备发展1、冷轧窄带钢面临的机遇与挑战近几年,随着我国加入WTO组织,工业化进程速度的大大加快。
因我国劳动力相对廉价及富余情况下,劳动力密集型行业如五金、汽车零部件、家电等以带钢为原料的企业,纷纷投资到我国办厂。
这样带动了其原材料(特别是优质窄钢带)生产企业的大发展。
几年来全国各地的中小型冷轧优质窄带钢生产厂产能不断扩大或新增,其生产能力大的年产5~6万吨、小的也超过万吨,仍未有过剩的迹象。
这就是冷轧窄带钢大发展的机遇。
但同时也应看到冷轧窄带钢将面临的挑战,据有关资料统计,我国窄带钢在钢带中所占比例明显高于发达国家。
随着我国宽带钢生产线的不断扩建和新建,产能的不断释放,带钢行业的供求状况将得到明显改变,并随之将给宽带市场带来激烈的竞争。
当宽带钢市场出现饱和时,宽带钢生产企业为了寻求更大的发展间,必将利用期技术优势转而生产优质及合金钢带,再经剪切进入窄带刚市场。
经宽带裁剪钢产品与窄带钢比,尽管宽带钢生产成本高于直接用窄热带生产的冷轧钢带,但是因宽带钢大部分采用如二十辊森吉米尔轧机等先进设备生产其质量具有一定优势,特别是断面公差的优势更明显。
因此,它将冲击以优质钢带为主的窄带钢市场,窄带钢生产厂的传统的优势将失去,其竞争力也大大降低,窄带钢将面临新的威胁和挑战。
所以,从长远来看,窄带钢生产将走一条扬长避短、填平补齐、共同发展进步的道路,即“广合作、多品种、多钢种、深加工”的方向发展,如何使窄带钢企业,在市场竞争中立于不败之地,给冷轧窄带钢企业的生产设备改进和发展带来了新的要求。
2、冷轧窄带钢的生产工艺设备的发展冷轧带钢生产传统工艺都是由酸洗、轧制、退火、裁剪、淬火、成品包装几个工序组成。
在目前的冷轧窄带钢行业中各工序的装备水平参差不齐,有优有劣,但总的说来与宽带钢生产装备水平相差较大。
冷轧毕业论文

冷轧毕业论文冷轧是一种常用的金属加工方法,通过冷轧可以对金属材料进行拉伸和压缩,达到改变材料形状和性能的目的。
本文将介绍冷轧的工艺过程、影响因素以及未来的发展方向。
冷轧的工艺过程主要包括原材料准备、预处理、冷轧和加工等环节。
首先,原材料要经过清洗、裁切和预处理等工艺,以确保表面干净、平整。
然后,原材料会被送入冷轧机中进行冷轧,通过辊轧的压力使材料变形,改变其截面形状。
最后,冷轧板会经过加工工艺,如切割、坯料等,使其符合特定的要求。
冷轧的质量和效率受到很多因素的影响,其中包括冷轧机的类型和性能、辊轧的辊摩擦、润滑条件、轧制速度和温度等。
冷轧机的类型主要有两种:单独驱动辊和双驱动辊。
单独驱动辊机具有辊轧压力均匀、调整方便等优点,但生产效率相对较低;而双驱动辊机在保持轧制质量的同时,能够提高生产效率。
辊摩擦和润滑条件对于冷轧的质量和效率也至关重要。
合理的选择和使用润滑剂,可以减少摩擦阻力,改善轧制质量。
此外,冷轧的速度和温度也会对成品的性能产生影响。
适当的轧制速度和温度可以使材料良好地塑性变形,获得更好的产品性能。
未来,冷轧技术将朝着高效、智能化和绿色化的方向发展。
随着人工智能和机器学习的进步,冷轧过程中的参数调整和优化将更加精准和快速。
此外,随着对环境保护意识的提高,冷轧工艺也将更加注重节能减排。
采用节能型设备和环保型润滑剂,减少对环境的影响。
同时,冷轧工艺还有望发展出更高的性能材料,以满足不断升级的市场需求。
总之,冷轧是一种重要的金属加工方法,通过冷轧可以对金属材料的形状和性能进行改变。
冷轧的工艺过程包括原材料准备、预处理、冷轧和加工等环节。
冷轧的质量和效率受到多种因素的影响,其中包括冷轧机的类型和性能、辊摩擦、润滑条件、轧制速度和温度等。
未来,冷轧技术将朝着高效、智能化和绿色化的方向发展。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
■专家评述-03第二届全国钢管生产与装备技术创新发展论坛•论文专集试论我国冷轧管设备和工艺技术的发展白连海1朱旭21.中国重型机械研究院,陕西西安710032;2.广东冠邦科技有限公司,广东佛山528311摘要:冷轧钢管的组织晶粒细密、机械性能和物理性能优越。
目前,冷轧管技术装备发展迅速。
本文简要介绍了我国冷轧管机现状及主要机型。
侧重论述了我国新一代轧管机—多辊变断面孔型冷轧管机的工作原理;冷轧管机的轧制工艺;三种孔型设计方法以及我国冷轧管的发展前景。
关键词:中国;冷轧管;设备;工艺技术;发展0前言随着国民经济的迅速发展和新技术领域的不断扩大,管材的应用范围愈来愈广,质量要求愈来愈高。
冷轧管材以其组织晶粒细密、机械性能和物理性能优越的特性吸引了各个领域的广泛重视。
而冷轧管技术和装备以对于原始管坯璧厚偏差的纠偏能力较大,几何尺寸精确,表面光洁度高;道次变形量较大(可达70~85%)的特点发展迅速;采用冷轧法生产管材可大量减少中间工序,如:热处理、酸洗、打头、矫直等,减少了金属材料、燃料、电能和其它辅助材料及人力的消耗;用冷轧的方法可生产薄壁和极薄壁、内、外表面无划痕的优质管材;可有效地轧制高合金、塑性差的各种钢管和有色金属管材。
1我国冷轧管机现状由于我国经济的快速发展,冷轧管材以它独特的优点,应用笵围不断扩大。
目前,冷轧管机的用户几乎遍布了70%的省市,我国正在使用的冷轧管机已超过5000余台,而且还以每年近500台的速度增加。
进入21世纪后,冷轧管的发展格外迅速。
中国重型机械研究院(原西安重型机械研究所)建立于1956年。
自1960年研制成功我国第一台冷轧管机开始,至今已有近50年的从事开发研究冷轧管机的历史。
60年代初期,它完成了我国第一个多辊式冷轧管机(LD型)的系列设计,其中包括L-8、LD-15、LD-30、LD-60和后来的LD-120多辊冷轧管机的设计。
2003年以来,中国重型机械研究院使我国的冷轧管机的装机水平又上了一个新的台阶。
第一,更新并扩大了我国冷轧管机的产品系列(两辊轧机的规格已扩大到LG-280);第二,在国内首次完成了新一代高速冷轧管机的系列设计并用于生产,使轧机的实际使用速度提高了近80%,大幅度提高了轧机的生产能力;第三,在轧机的系列设计中,从2007年开始逐步取消了机械式的回转送进机构而代之以全交流伺服电机控制的回转送进机构。
同时,由于轧机总体结构的改进和完善,有效地降低了轧机维护、修理的时间和费用,进一步提高了轧机的作业率;第四,中、小规格的冷轧管机普遍采用了高速、不停机连续上料连续轧制的新工艺,实现了全自动化控制的冷轧管全过程。
广东冠邦科技有限公司是广东精艺金属股份有限公司(股票代码002295)的全资子公司,在金属轧制与精整设备领域具有相当的技术实力,近年来在冷轧管行业做出了可观的业绩。
该公司2004年设计开发的LD-160大型多辊冷轧管机在国内首次成功地采用了交流伺服电机控制的回转送进机构,轧制过程中的送进量和转角非常准确可靠。
此后,该公司又开发了两辊LG系列和多辊LD系列采用交流伺服电机控制回转送进机构的冷轧管机。
截止目前为止,已为有关厂家提供了近百台LG型和LD型高档次的冷轧管机,其中由交流伺服电机控制回转送进机构的轧机有LG-30-HLS、LG-60-HLS、LG-90-HLS、LG-110-HS型两辊冷轧管机和LD-30-CS、LD-60-CS、LD-120-CS、LD-160-CS型多辊冷轧管机。
近年来该公司推出的LG、LD系列更新换代产品普遍采用了长行程轧制和伺服控制回转送进的技术,具有很好的性能价格比,产品不仅被重庆钢管、浙江海亮、华能液压、金川集团、东方钽业、久立特材等用户选用,还出口到韩国、印度、巴基斯坦和越南。
目前,冠邦科技正在开发一种大变形量的三辊变断面孔型的新型冷轧管机,其尺寸精度和表面粗糙度可与多辊冷轧管机媲美,而产量将是多辊冷轧管机的3倍以上。
可以预见,这种轧机问世后,将淘汰目前广泛使用的LD型多辊冷轧管机。
陕西多伦科技发展有限公司从事各种管棒材矫直机(自动压力矫直机)、冷轧管机的开发。
具有很强的设计开发能力。
2006年该公司受使用单位委托,设计成品直径达920mm的特大型冷轧管机,2009年初已完成了全部设计并将在2011年安装试车。
该轧机是目前世界上最大规格的冷轧管机。
温州永得利设备制造有限公司是专业制造冷轧管机、矫直机的主要厂家。
该厂设计制造了不同规格的单线和双线冷轧管机。
如单线轧机LG-30-H、LG-60-H、LG-110-H、LG-180-H 和双线轧机,如LG-30-2H、LG-60-2H等。
该公司还设计制造了目前较大的两种规格的大轧机(LG-250-H、LG-450-H),特点是采用偏心齿轮传动并没有任何动力平衡装置,其回转送进机构仍采用平面凸轮加杠杆机构。
到目前为止,该公司已销售轧机约200台。
攀枝花机械厂设计制造了近百台轧机。
主要规格有LG-30-H、LG-40-H、LG-60-H、LG-110-H型轧机。
其中LG-40-H型轧机是高速型,已有3台出口印度。
宁波新思达机械制造有限公司(原宁波机床总厂)由70年代开始制造冷轧管机至今,共为用户提供了近1000余台不同类型和规格的冷轧管机。
这些轧机均是普通速度,一般采用马尔泰盘式及液压回转送进机构。
此外,还有天津普辰电子工程公司、洛铜装备设计制造有限公司、洛阳双勇机械制造有限公司、张家港长力机械有限责任公司、张家港恒力机械有限公司、温州金星瑞安钢管设备制造有限公司等也在制造不同型号和规格的冷轧管机。
2冷轧管机的主要机型由于冷轧管机具有独特的优点,备受人们的青睐。
国内外有关专家一直在不断探索冷轧管的新方法并取得了令人鼓舞的成果。
其中主要有以下几种:2.1两辊式冷轧管机亦称皮尔格式冷轧管机。
我国称LG型、俄罗斯称ХПТ型,德国称KPW(或SKW)型、法国称ILP(ILPR)型。
按轧机机架行程长度,可分为:A)普通行程轧机;B)长行程轧机,其轧机机架的行程长度是普通行程轧机的1.5~1.8倍;按同时轧制管材的根数,可分为:a)单线轧机,其中,按上料型式又分为侧装料和端部上料;b)多线轧机,同时可轧制两根或三根管材;c)多排辊轧机;2.2多辊式冷轧管机(我国称LD型、俄罗斯称为ХПТР型)。
按同时轧制管材的根数,可分为:a)单线轧机;■专家评述-03第二届全国钢管生产与装备技术创新发展论坛•论文专集b)多线轧机,同时可轧制两根或四根管材;c)双排辊轧机;2.3冷连轧管机,即在同一轧制中心线上排列3~9个机架,每个机架中装3~4个带有非变断面孔型的轧辊并组成圆形孔型,每个轧辊均为主动。
2.3.1LG型两辊冷轧管机轧机机架由曲柄连杆机构带动作往复运动。
两个轧辊一上一下水平装在机架中。
为了使上、下两个轧辊向相反方向同步转动,在每个轧辊轴的一端各装有一个其齿数和模数均相同的齿轮与固定在机座上的齿条啮合。
如图1所示,在上、下轧辊的环形孔型块(或半圆形孔型块)上制作有按特定变形规律设计的孔型。
当机架作往复运动时,轧辊孔型将迫使被轧管坯的直径和壁厚产生变形并形成一个完整的变形锥体。
在锥体的内部置有一个按变形规律设计的锥形芯棒以保证成品管几何尺寸。
为保证变形的合理性及管材的质量,在轧机机架作往复运动的前、后极限位置处必须使管坯和芯棒旋转某个特定角度(转角)并同时将管坯向轧调支点;u-管坯;w-芯棒杆;x-过渡齿;y-过渡齿轮;r-螺旋伞齿轮;t-过渡齿轮;q-过渡轴对于LD型多辊冷轧管机,回转和送进动作只在轧机机架处于后极限位置时一次完成为好。
这样可以使变形区的长度不会因两次回转和送进而缩短。
滑道与轧辊轴心间的速度关系是以轧辊的轧制半径沿变形区锥体表面运动时没有滑动为基础。
换句话说,轧辊之轧制半径与变形区锥体表面的接触点是轧制过程中轧辊沿变形区表面滚动时的瞬时速度中心。
为了保正这一必要条件,设置了摇杆系统。
多辊式冷轧管机的组成与两辊冷轧管机的组成基本相同,但按同时轧制管材的根数,轧机机架可分为单线机架和多线机架,如图10,图11,图12:据统计,四线轧机最好的情况下只达到单线轧机的2~2.5倍的产量。
因此,四线轧机没有达到预想的结果。
比较而言,双线轧机的效果比四线轧机要好些。
尤其在近些年来,它们的结构都作了较大的改进。
已不是将两个机架装在一个框架上,而是每一个机架装在单独的框架上,每一个框架均有摇杆机构驱动并相互错一个相位,它们的惯性力得到了较好的平衡,速度较快,故障率已显著降低,特别值得提及的是,广东冠邦科技公司在冷轧管机上首先采用了由伺服电机驱动和控制的回转送进机构,进一步降低了轧机的故障率并有效的提高了轧机的速度,因此使轧机的产量有了较大幅度得提高。
3多辊变断面孔型冷轧管机上面较详细地讨论了国际和国内普遍使用的两辊和多辊式冷轧管机的工作原理和主要的结构形式。
这两种轧机在我国累积已有近5000台,在无缝钢管生产中起到了举足轻重的作用。
这些在不同时期制造的轧机,装机水平和结构参差不齐。
其中,最近几年生产的轧机,生产效率较高,部分轧机是20世纪80和90年代生产的,甚至还有为数不少的一部分轧机是60和70年代出厂的,它们的效率很低,机械故障率很高,很多轧机的有效工作系数仅在0.5~0.6之间,对劳动力、能源的浪费较大,生产成本不能有效降低。
■专家评述-03第二届全国钢管生产与装备技术创新发展论坛•论文专集三辊变断面孔型冷轧管机的最大特点是,在轧制过程中,轧辊孔型与变形区接触时的相对速度差与两辊轧机相比将降低50%,非常有利于金属的均匀变形,也有利于纠正管坯的壁厚不均匀度。
实践证明,相对于两辊轧机,成品的尺寸精度提高两个等级,内外表面的粗糙度同样提高两个等级,这对于两辊式变断面孔型的轧机来说是不可能达到的。
轧机轧制时的减径量,壁厚的压下量及总延伸系数和截面变形量、轧机的小时产量均与两辊冷轧管机相当。
目前关于多辊变断面孔型冷轧管机的系列化设计工作正在加紧进行之中。
可以预料,在不久的将来,我国目前正在广泛使用的LD型多辊冷轧管机将会逐步被淘汰,而代之以新型高精度、高效率的多辊变断面孔型冷轧管机。
4冷轧管机的轧制工艺轧制工艺是冷轧管机的灵魂,没有合理轧制工艺,就不可能生产出优质冷轧管材。
好的轧制工艺必须建立在深入的理论分析和大量科学试验基础上,二者缺一不可。
我国自60年代开始使用冷轧管机至今已50多年,轧机的数量已接近5000余台,轧机的规格由成品Φ3~450mm。
在50余年的实践过程中积累了很多经验。
要轧制高精度、高质量的冷轧管材必须有一套较为完整的冷轧管机孔型设计方法和先进的孔型加工手段。
目前,我们采用的孔型设计方法主要有:1)Meer公司的两辊冷轧管机孔型设计Meer公司的孔型设计是采用曲线形锥体和曲线形芯棒。