第2章 上料自动化1
电石生产用原料上料、出料系统自动化措施
电石生产用原料上料、出料系统自动化措施[摘要]:近年来中国已成为世界最大的电石生产国,但电石生产所用原料的输送系统自动化程度却一直处于落后水平,绝大多数的输送还是靠人们在现场手动进行操作,通过电气控制来实现原料输送系统的启停。
这种传统的操作方式不但消耗了大量的劳动力,而且人员还存在一定的安全隐患。
因此,提升电石原料输送系统的自动化水平对降低员工的安全风险和劳动强度,提高设备的使用寿命和利用率具有重要意义。
本文主要是根据神木市电石集团能源发展有限责任公司电石炉所用原料上料、出料系统进行自动化改造,电石炉生产用原料上料、出料过程自动化的实现涉及计算机技术、通信技术、控制技术和网络技术等综合集成技术。
[关键词]:雷达料位计;接近开关;卸料小车;自动化1.国内电石生产现状生产过程自动化是指石油、化工、电力、冶金、轻工等工业部门以连续性物流为主要特征的生产过程的自动控制,主要解决各种生产过程中的温度、压力、流量、液位(或物位)、以及成分(或物性)等参数的自动监测和控制问题[1]。
十二五期间,中国电石行业就提出“提高自动化水平和机械化、改善工人劳动环境、降低能耗与物耗”的目标,至今在电石生产的自动化生产方面已经有了一定的提高,而且很多国内企业都在积极探索中,但总体而言,离最终的目标还有一定的距离。
目前由于电石生产所用原料上料、出料输送系统自动化水平落后,所占用的劳动力还是较为明显的,人员的安全得不到有效的保障,所处环境对员工的身心健康造成一定的伤害,再者,设备的利用率和使用寿命得不到有效的发挥。
同时,在生产增值增效,节能降耗以及稳定运行方面也得不到较大的成效,现就针对此现状研究改进的成果进行详细的剖析。
2.原料上料、出料系统自动化2.1.电石生产工艺流程碳化钙(CaC2)俗称电石。
工业品呈灰色、黄褐色或黑色,含碳化钙较高的呈紫色。
其新创断面有光泽,在空气中吸收水分呈灰色或灰白色,能导电,纯度愈高,导电性愈好。
plc上料机课程设计

plc上料机课程设计一、课程目标知识目标:1. 学生能理解PLC(可编程逻辑控制器)的基本原理,掌握其在上料机中的应用。
2. 学生能描述上料机的工作流程,了解PLC在上料机中的控制逻辑。
3. 学生掌握PLC编程的基本指令,能分析并编写简单的上料机控制程序。
技能目标:1. 学生能运用所学知识,设计简单的上料机PLC控制系统。
2. 学生能通过实际操作,对上料机进行调试和故障排查。
3. 学生能利用PLC编程软件,完成上料机控制程序的设计与优化。
情感态度价值观目标:1. 学生培养对自动化控制技术的兴趣,激发创新意识和探索精神。
2. 学生通过小组合作,培养团队协作能力和沟通表达能力。
3. 学生在学习过程中,认识到PLC技术在实际生产中的应用价值,增强实践操作能力。
课程性质:本课程为实践性较强的课程,结合理论教学与实际操作,培养学生的动手能力和实际应用能力。
学生特点:学生具备一定的PLC基础知识,但对上料机的实际应用了解较少,动手操作能力有待提高。
教学要求:教师需注重理论与实践相结合,引导学生通过实际操作,掌握PLC在上料机中的应用。
同时,关注学生的个体差异,鼓励学生积极参与,提高课程教学效果。
通过课程目标的分解,使学生在学习过程中达到预期的学习成果,为后续的教学设计和评估提供依据。
二、教学内容1. PLC基本原理回顾:PLC的工作原理、结构组成、编程语言及常用指令。
教材章节:第一章《PLC概述》2. 上料机工作流程介绍:上料机的基本结构、功能及工作原理。
教材章节:第二章《自动化设备及生产线》3. PLC在上料机中的应用:分析上料机中PLC的控制逻辑、输入输出信号配置。
教材章节:第三章《PLC控制系统设计》4. PLC编程软件的使用:介绍编程软件的安装、操作及编程方法。
教材章节:第四章《PLC编程与应用》5. 上料机控制程序设计与优化:根据上料机工作流程,设计控制程序并进行优化。
教材章节:第五章《PLC控制程序实例分析》6. 实际操作与调试:组织学生进行上料机PLC控制系统的安装、调试及故障排查。
车床自动化上下料操作规程
车床自动化上下料操作规程
《车床自动化上下料操作规程》
一、操作概述
车床自动化上下料操作是指通过自动化装置将工件放置于车床上进行加工,并在加工完成后将工件取下的工序。
此规程适用于车床自动化生产线。
二、操作流程
1. 开启车床自动化装置,并进行必要的预热和设定操作。
2. 将待加工的工件按照规定的方式放置在物料上料区域内,并确保工件放置正确。
3. 启动自动化装置,使其将工件取出并放置在车床上。
4. 车床完成加工后,自动化装置将工件取下并放置在物料下料区域内。
5. 关闭自动化装置,并进行必要的清洁和维护作业。
三、操作注意事项
1. 操作人员必须经过专业培训,并持证上岗。
2. 在操作过程中,应严格按照操作规程和安全操作流程进行操作,禁止随意更改设定参数和程序。
3. 在物料上下料区域内,严禁其他无关人员进入,确保操作安全。
4. 操作人员应定期对自动化装置进行检查和维护,确保其正常运行。
5. 在操作过程中如发现异常情况,应立即停止操作并向相关部门报告。
四、操作总结
车床自动化上下料操作规程是车床自动化生产线操作的基本规范,操作人员应严格遵守,确保生产线安全、高效运行。
同时,不断总结经验、改进操作流程,提高生产效率和产品质量。
石灰窑上料系统的自动化控制探讨

石灰窑上料系统的自动化控制探讨发布时间:2021-04-27T08:02:11.259Z 来源:《建筑学研究前沿》2021年3期作者:詹恒庆[导读] 文章对当前石灰窑上料自动化系统的背景以及设计要求进行了阐释,并对自动化控制系统的流程展开了简要分析,探讨了自动上料、下料系统的自动控制机理。
石灰窑上料自动化系统设计并使用后,有效提升了石灰窑的运转效率。
江西自立环保科技有限公司 244000摘要:文章对当前石灰窑上料自动化系统的背景以及设计要求进行了阐释,并对自动化控制系统的流程展开了简要分析,探讨了自动上料、下料系统的自动控制机理。
石灰窑上料自动化系统设计并使用后,有效提升了石灰窑的运转效率。
关键词:石灰窑;上料系统;自动化控制1 引言石灰窑上料生产线整条生产线单体设备多,工序布局比较分散独立,普遍存在自动化程度低,劳动强度大,人力资源需求多,导致企业生产经营中人力成本高;同时实际生产中手动操作环节多,人因影响大,致使产品质量不易控制。
2015年,公司自筹资金,对石灰窑上料生产线进行自动化改造,由之前的单体设备系统自动化到全线自动化,以提高生产效率、降低生产成本、有效节约人力资源。
2.自动上、下料工作站方案设计 2.1设计依据(1)烧结炉自动上料工作站可以准确的将自动转运机器人上的料舟转运至烧结炉上料台的固定位置,满足烧结炉侧推定位精度;烧结炉自动上下料工作站可以准确的将出炉后的料舟转运至自动转运机器人上的固定位置。
(2)生坯料舟在自动转运机器人和自动上料工作站搬运过程中,要保持生坯料舟外形不变,不能出现明显的歪斜,以免影响料舟在烧结炉内的正常推行(3)出炉后的块料舟在自动转运机器人和自动下料工作站搬运过程中,要保持生坯料舟外形不变,不能出现明显的歪斜,以免影响料舟在磨削自动上料工作站内的生产。
(4)自动上料工作站要自动识别物料信息,并记录在中央控制系统。
(5)自动下料工作站要实现对块料舟的自动称重,精度达到1g。
机床自动上下料的工作流程
机床自动上下料的工作流程机床自动上下料是现代制造业中一个非常重要且常见的工艺流程。
它使用自动化设备,以及适当的控制系统,实现了机床的自动化运行、材料的自动供给和卸载,从而提高了生产效率和产品质量。
本文将详细描述机床自动上下料的工作流程。
第一步:设定加工程序在进行机床自动上下料之前,操作人员需要根据产品的加工要求和机床的性能,设定加工程序。
加工程序包括切削参数、加工路径等信息。
这些信息将用于控制机床,在自动化过程中完成加工操作。
第二步:材料准备在机床自动上下料过程中,需要将原料(如铁块、铝块等)放置在进料区域。
这一步骤可以手动完成,也可以通过自动化设备进行,根据实际生产情况确定。
在放置材料时,需要注意材料的摆放方式和数量,确保每次加工过程中都有足够的材料供给。
第三步:自动上料自动上料是机床自动化过程中的一个重要环节。
它的作用是将准备好的材料从进料区域移动到机床的工作区。
这一步骤通常由搬运机器人完成,搬运机器人根据预设的路径和指令,将材料准确地搬运到机床,并放置在正确的位置上。
第四步:机床加工一旦材料被自动放置在机床上,机床开始自动进行加工操作。
加工过程中,机床会按照预设的加工程序,依次进行各个工序的切削、铣削、打孔等操作。
控制系统根据加工程序和实时数据,对机床进行精确的控制,确保加工质量和产品精度。
第五步:自动下料机床完成加工后,自动下料环节开始。
这一步骤与自动上料类似,同样由搬运机器人完成。
搬运机器人将加工完成的零件从机床上搬运到卸料区域。
在这个过程中,搬运机器人需要根据指令和路径,将零件准确地放置在指定的位置上。
第六步:检验和质量控制在自动下料后,操作人员通常会对零件进行检验。
这个环节是为了确保加工结果符合要求,产品质量达到标准。
检验可以通过目视、量测和使用其他检测设备等方式进行。
如果发现零件有问题,需要及时采取纠正措施,以确保产品质量。
第七步:重复循环机床自动上下料的工作流程通常是一个循环过程。
首钢高炉上料自动化控制系统的应用分析和研究
首钢高炉上料自动化控制系统的应用分析和研究1. 引言首钢高炉上料自动化控制系统是当今钢铁工业自动化水平的一个典型代表,为高炉上料操作带来了革命性的变化。
本章将介绍研究的背景和意义,系统的组成和功能。
2. 理论分析对高炉上料自动化控制系统的理论基础进行分析,探讨其控制方法和理论。
阐述传统上料与自动上料的对比,分析自动化控制技术在上料过程中的应用。
3. 系统设计与实现本章将详细介绍上料自动化控制系统的设计过程,包括硬件和软件方面的设计,以及关键部件和系统集成等。
同时,阐述系统的实现过程和调试及使用效果。
4. 系统应用与优化本章将结合首钢高炉上料自动化控制系统的实际应用,分析其在生产中的应用效果和优势,并探讨可能的优化方案,提高上料自动化控制的精确度、可靠性和效率等方面。
5. 结论对首钢高炉上料自动化控制系统的应用情况进行全面总结并展望未来研究方向。
同时,阐述上料自动化控制系统在钢铁行业推广普及的重要性,并对该领域的未来发展进行展望。
一、引言随着人类的不断发展,科技的不断进步,自动化技术的应用越来越广泛。
在钢铁行业中,自动化技术已经逐渐成为一个不可或缺的部分。
高炉是钢铁行业的核心设备之一,而高炉上料是钢铁生产中至关重要的一个环节。
高炉上料手动操作过程需要人员长时间待在高温、高尘的环境中工作,除了存在安全隐患,还会对操作人员的身体造成损害。
而高炉上料自动化控制系统的应用,可以解决上述问题,提高生产效率和工作环境的安全性。
本文以首钢高炉上料自动化控制系统为研究对象,通过对其应用分析和研究,探讨高炉上料自动化控制系统的应用前景。
二、系统组成和功能首钢高炉上料自动化控制系统主要由计算机、PLC 控制器、传感器、执行机构、视频监控装置等组成。
该系统的基本功能包括上料船底卸料控制、上料平台转漏斗控制、上料斗对应高炉料斗定量控制、炉顶索斗装载控制和数据处理等五个方面。
在操作前,控制系统会完成上料斗、上料船和高炉料斗的匹配工作,从根本上避免由于误匹配造成的事故。
第2章上料检测单元的原理、安装与调试

自动化生产线原理、安装与调试
二、任务目标
• 1、掌握常见光电传感器的原理及应用。 • 2、熟悉气动系统相关知识及双作用气缸的
结构和工作原理。 • 3、掌握双作用气缸的换向控制回路的原理。 • 4、能够根据装配图对本单元进行装配。 • 5、能够根据控制要求完成该单元的PLC控
三、相关知识 • 接近开关动作而改变输出的状态。 • 这里顺便提一个,我们为什么会在日光下看到不同颜色的物
体?这是因为物体对不同频率的光吸收作用不同,如果物体 将所有频率的光(白光)全部反射回来,则我们看到的物体 就是白色;如果物体将所有频率的光全部吸收,则我们看到 的物体就是黑色的。如果物体吸收一部分频率的光,而将其 余部分的光反射出来,则我们看到的就是反射光的颜色。原 则上黑色物体是不能被漫反射式光电开关检测到的,但由于 物体表面粗糙度不同,一些表面光滑的黑色物体仍能反射一 部分光,因此灵敏度高的漫反射光电接近开关仍能检测到这 样的黑色物体。而我们的上料检测单元和检测单元上检测工 件颜色就是利用这个原理来分辨出工件的黑与白的。 • ④光电式接近开关的图形符号
• 调整光电开关的位置,合适后将固定螺母锁紧。光电开关调 整合适后,对工件的反应敏感,动作灯亮且稳定灯亮。
三、相关知识
2.拓展知识
• ⑴气动系统简介 • 气压传动简称气动,是指以压缩空气为工作介质来传递动力
和控制信号,控制和驱动各种机械和设备,以实现生产过程 机械化、自动化的一门技术。气压传动具有防火、防爆、防 电磁干扰,抗振动、冲击、辐射,无污染,结构简单,工作 可靠等特点。气压技术与液压、机械、电气和电子技术一起, 互相补充,已发展成为实现生产过程自动化的一个重要手段, 在机械工业、冶金工业、轻纺食品工业、化工、交通运输、 航空航天、国防建设等各个部门已得到广泛的应用。 • 气动(气压传动)系统是一种能量转换系统,典型的气压传 动系统由气源装置、执行元件、控制元件和辅助元件四个部 分组成,如图所示。
PLC_自动上料系统

摘要在高炉冶炼中,各种原料如焦碳、烧结矿、球团矿和石灰石等以一定比例经过准确称量后,经皮带运输到上料小车,再由上料小车送至高炉内。
传统的钢厂配料控制系统设备陈旧、精度低,不仅造成原材料的浪费,更为严重的是导致许多工程质量不合格,因此需要一种高精度动态配料控制系统。
本设计是基于PLC控制、组态软件监控显示、变频器调速的高炉配料自动控制系统,而系统以PLC控制为核心。
本设计为4种原料的配料系统,PLC、变频器分别为西门子公司的S7-300、 M440。
投料系统的交流传动利用西门子公司的6SE70矢量型变频器和PLC结合来实现。
PLC程序的开发以西门子公司的Step7作为软件平台,采用了面向对象的程序设计技术,模块化的设计,从而使系统具有良好的可移植性和可维护性。
在系统中,通过上位机的控制界面设置配料的参数输出到PLC,然后通过PLC自动控制协调各阀门的开关和变频器的输出变化对配料过程进行控制,称量斗上的传感器通过变送器将重量信号送回到PLC,以达到闭环系统对给料的种类和速度的控制,并且对配料过程进行数据记录,使配料过程有数可依,便于管理。
关键词:自动配料,变频调速,自动补偿,可编程控制器S7-300引言研究背景随着课程的进度,我们开始了学业的最后部分——毕业设计。
经过了四年时间的学习,在老师的教导下,我们已经具备了一定基础,为了能够将所学联系起来,较好的应用到生产当中去,我们就需要在毕业设计中好好的锻炼自己。
在毕业设计中,我选择了这样一个题目就是为了能较好的锻炼自己的应用能力以及分析问题、解决问题的能力。
本设计的题目为高炉上料PLC控制系统,为工程类项目,是高炉冶炼中的一部分。
在高炉冶炼中,为了能高质量地进行冶炼,需要将各种原料按照一定的重量和比例准确地添加到高炉中。
传统的钢厂配料控制系统设备陈旧、精度低,不仅造成原材料的浪费,更为严重的是导致许多工程质量不合格,因此需要一种高精度动态配料控制系统。
料位计和上料自动控制
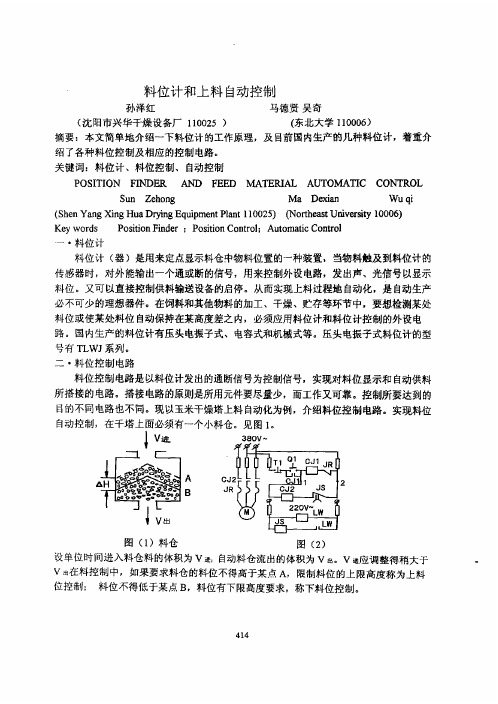
料位计和上料自动控制孙泽红马德贤吴奇(沈阳市兴华干燥设备厂1 10025)(东北大学1 10006) 摘要:本文简单地介绍一下料位计的工作原理,及目前国内生产的几种料位计,着重介绍了各种料位控制及相应的控制电路。
关键词:料位计、料位控制、自动控制POSITION FINDER AND FEED MATERIAL AUTOⅣ【ATIC CONTROLSun Zehong Ma Dexian Wu qi(Shen Yang Xing Hua Dryilag Equipment Plant l 10025)(Northeag University lO006) Keywords Position Finder;Position Control;Automatic Control一·料位计料位计(器)是用来定点显示料仓中物料位置的一种装置,当物料触及到料位计的传感器时,对外能输出一个通或断的信号,用来控制外设电路,发出声、光信号以显示料位。
又可以直接控制供料输送设备的启停。
从而实现上料过程地自动化,是自动生产必不可少的理想器件。
在饲料和其他物料的加工、干燥、贮存等环节中,要想检测某处料位或使某处料位自动保持在某高度差之内,必须应用料位计和料位计控制的外设电路。
国内生产的料位计有压头电振子式、电容式和机械式等。
压头电振子式料位计的型号有TLWJ系列。
二·料位控制电路料位控制电路是以料位计发出的通断信号为控制信号,实现对料位显示和自动供料所搭接的电路。
搭接电路的原则是所用元件要尽量少,而工作又可靠。
控制所要达到的目的不同电路也不同。
现以玉米干燥塔上料自动化为例,介绍料位控制电路。
实现料位自动控制,在干塔上面必须有~个小料仓。
见图l。
卜单湖簖髟湖《。
酒2CL图(1)料仓图(2) 设单位时间进入料仓料的体积为V进;自动料仓流出的体积为v出。
V进应调整得稍大于 V&在料控制中,如果要求料仓的料位不得高于某点A,限制料位的上限高度称为上料位控制;料位不得低于某点B,料位有下限高度要求,称下料位控制。
自动化生产上料实训报告
一、前言随着科技的不断发展,自动化生产技术在我国各行各业中的应用越来越广泛。
为了提高生产效率,降低生产成本,自动化生产线已成为现代企业发展的必然趋势。
上料环节作为自动化生产线的重要组成部分,其稳定性和准确性直接影响到整个生产线的运行效果。
本次实训旨在通过实际操作,了解自动化生产上料系统的原理、组成及运行方式,掌握上料设备的操作方法,提高自身在实际生产中的动手能力和解决实际问题的能力。
二、实训目的1. 熟悉自动化生产上料系统的基本原理和组成;2. 掌握上料设备的操作方法,确保上料过程稳定、准确;3. 分析上料过程中可能出现的故障,提高故障排除能力;4. 了解自动化生产上料系统的维护与保养方法。
三、实训内容1. 自动化生产上料系统概述(1)上料系统的作用:上料系统是自动化生产线的重要组成部分,其主要作用是将原材料或半成品从仓库或输送带等输送设备输送到生产线上的指定位置。
(2)上料系统的组成:自动化生产上料系统主要由输送设备、上料装置、控制系统、传感器、执行机构等组成。
2. 上料设备的操作方法(1)输送设备的操作:根据生产需要,调整输送速度和输送方向,确保原材料或半成品能够顺利输送到指定位置。
(2)上料装置的操作:根据生产需求,调整上料装置的参数,如上料量、上料速度等,确保上料过程稳定、准确。
(3)控制系统的操作:通过操作控制面板,调整生产线各设备的运行状态,实现生产线的自动化控制。
3. 上料过程中的故障分析与排除(1)上料量不稳定:检查上料装置的参数设置是否合理,调整上料速度,确保上料量稳定。
(2)上料不准确:检查输送设备的运行状态,确保原材料或半成品能够顺利输送到指定位置。
(3)设备故障:根据故障现象,分析可能的原因,采取相应的措施进行排除。
4. 自动化生产上料系统的维护与保养(1)定期检查设备运行状态,确保设备正常运行。
(2)定期清洁设备,防止灰尘、油污等杂质进入设备内部,影响设备性能。
(3)定期更换易损件,如输送带、链条等,确保设备使用寿命。
数控加工中心自动上下料机器人结构设计
数控加工中心自动上下料机器人结构设计第一章结论 (3)Ll引言 (3)1.2选题目的和意义 (3)1.2.1选题目的 (3)122选题意义 (4)1.3课题的研究现状和发展趋势 (4)1.3.1数控加工中心自动上下料机器人的发展 (4)1.3.2数控加工中心自动上下料机器人的国内现状 (4)1.3.3数控加工中心自动上下料机器人的国外现状 (5)第二章数控加工中心自动上下料机器人结构设计 (6)2.2机器人的技术参数 (6)2.3结构设计原则和方法 (7)2.3.1结构设计原则 (7)2.1任务与性能分析 (8)2.3.2结构设计方法 (8)2.4整体结构结构设计 (9)2.4.1结构类型的选择 (9)2.4.2机器人关键部件材料选择 (13)2.4.3机器人底座结构设计 (14)2.4.4驱动臂座的设计 (14)2.4.5机器人手臂结构设计 (15)2.4.6机器人的腕部结构设计 (15)2.4.7机器人末端执行器的选择 (17)2.5机器人驱动系统设计 (18)2.5.1反动方式的选择 (18)2.5.2速器选型 (18)2.5.3机选型 (19)2.6传动部件设计及其选择 (21)2.7基于solidworks软件建模方法 (22)2.8三维模型的建立 (22)2.8.1模型静态干涉检查 (25)2.9本章小结 (26)第三章关键部件强度校验 (26)3.1装配分析 (26)3.2机械大臂强度校验 (27)3.3驱动臂座强度校验 (28)3.4机器人底座强度校验 (29)3.5本章小结 (30)第四章总结 (31)参考文献 (31)第一章绪论Ll引言近年来,随着我国工业领域的发展,数控机床广泛应用于工业领域,大大提高了工业生产效率。
同时,集成数控机床、工业机器人、立体仓库、RFlD技术、检测技术等现代信息技术,应用于工件的自动装卸,可以有效替代传统的人工装卸方式,从而大大节约成本同时也满足了大规模生产和快速加工的需要。
汽车制造工艺基础第二章-车身冲压课件
三、典型零件的冲压工艺流程 卷材经过开卷、校平、落料后进入冲压生产线(如图)
。冲压车间置备的大小不一的模具,就是用来压制轿车上各 种冲压件的。复杂的冲压件往往需要几副模具,经过几道工 序才能完成。
1.发动机盖外板冲压工艺流程
发动机盖外板其冲压工艺流程采用五道工序: (1)上拉延油,如图。
4)将压好的废料块由专用运输车送出。
第三节 冲压工艺流程
一、冷冲模的基本结构
冷冲模的基本结构分为上,下两 部分,上半部分有模柄,上模座, 上模垫板,上模固定板,凸模,卸 料板,卸料橡皮(弹簧),推料杆,内 六角螺栓,圆柱销,(圆锥销)等;下 半部分有下模座,下模垫板,凹模 ,定位板以及导柱导套等。如图
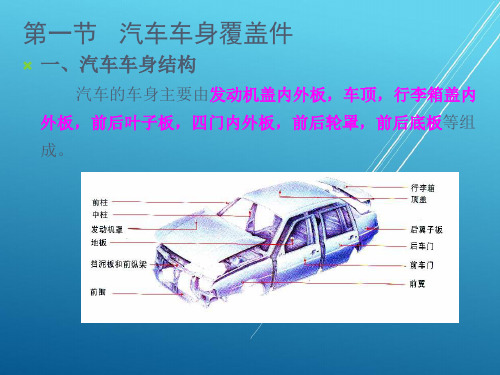
第一节 汽车车身覆盖件
一、汽车车身结构
汽车的车身主要由发动机盖内外板,车顶,行李箱盖内 外板,前后叶子板,四门内外板,前后轮罩,前后底板等组 成。
轿车的车身通常是由覆盖件和一般冲压件构成的。
覆盖件按作用和要求可分为三类:内覆盖件、外覆盖件和骨 架件。
冲压件所用的材料均为冷轧薄钢板,按冲压级别可分:最复 杂拉深级(用ZF表示)、很复杂拉深级(HF)、复杂拉深 级(F)、最拉深级(Z)、深拉深级(S)、普通拉深级(P )。
翻转、输送、工序件的质量检测等全部由程序控制或电脑控制,全生产线
实现无人化生产。
1.压力机单机机械化和自动化 自动化的压力机安装了自动上、下料装置。最常用的自
动下(卸)料装置是各种类型的机械手或接触器。它们大多 数安装在压力机上,也有的是单独安装。
2.冲压自动线的机械装置 冲压自动生产线的机械化装置由上料、下料、翻转和传送等
双动压力机有分别运动的内、外两个滑块,内滑块提供拉深成形 力,外滑块提供很大而稳定的压力边,有利于拉深过程中压边力的控制。 因此,汽车覆盖件的拉深工序广泛采用(10000~20000)kN的双动压力 机。
机械制造自动化技术-物料供输自动化 ppt课件
各种自动上下料实例
PPT课件
41
机床自动供料典型装置实例
机械手冲床自动送料
PPT课件
将在料斗中未能完成定向的工件(例如一些外形复 杂的工件)在料斗外的输料槽中实现二次定向 。
钩 子
工件
适用于重心偏置的工件,只有当 工件较重端朝下才能落入输料槽
适用于一端开口的套类工件,只 有开口向左的工件才能被钩子改 变方向落入输料槽,开口向右的 工件推开钩子自行落入输料槽
PPT课件
32
二次定向机构
结构比较简单,工作可靠性较强, 需要拱形消除机构:仓壁振动器或搅拌机;防止料
斗中的工件形成拱形面而阻塞
PPT课件
18 18
料仓的结构形式
由于工件的重量和形状尺寸变化较大,因此料仓结构设 计没有固定模式。一般我们把料仓分成自重式和外力作用式 两种结构。
自重式
螺旋式
料斗式
外力式
重锤垂直压送式
PPT课件
d回转运动连续式供料与隔离机构 用于短轴、环、小球类工件。
PPT课件
36
机床自动供料典型装置实例
案例一 螺纹机床的自动供料
上料机械手顺时针摆动触发到挡 块2时,机械手上的夹持器9张开 ,机械手继续顺时针摆动一定角 度,机械手上的摆杆1压下碰杆4 ,隔料器5转动,工件滚入机械手 夹持器中。 与此同时,下料机械手转至机床 加工位置,夹持已完成的工件。
PPT课件
12
零库存也就是追求一种无库存,或库存达到最小的 生产系统。具体而言,在这种管理方式下,由最后 一道工序开始,依次向上一道工序传递信息、领取 零部件,而每一道工序只生产补充下道工序所领取 的相同数量的零部件。 每道工序不能出现废品
零库存生产方式以准时生产为出发点,首先暴露 出生产过量和其他方面的浪费,然后对设备、人 员等进行淘汰、调整,达到降低成本、简化计划 和提高控制的目的。
自动化上下料系统的设计
专题描导自动化上下料系统的设计*□林建兵眉山职业技术学院四川眉山620010摘要:针对某企业数控机床加工法兰产品,设计了自动化上下料系统。
介绍了这一自动化上下料系统的供料装置、传输系统、装夹系统,给出了工作流程,并进行了生产验证。
这一自动化上下料系统可靠性好,实现了机床的连续加工,并在一定程度上提高了生产效率与产品稳定性,为中小微制造企业实施升级提供了参考。
关键词:自动化上料下料系统设计中图分类号:TH165 文献标志码:A文章编号=1000-4998(2021)01 -0001 -04Abstract :An automatic loading and unloading system was designed in a company for processing of the flange product by CNC machine tool.The feeding device,transmission system,and clamping system of this automatic loading and unloading system were introduced,the work flow was given,and the production verification was carried out.This automatic loading and unloading system,featuring good reliability,realizes continuous processing of machine tools,improves production efficiency and product stability to a certain extent, and providing a reference for small,medium and micro manufacturing enterprises to implement upgrades.Keywords : Automation Loading Unloading System Design1设计背景“中国制造2025”提出智能制造是五大核心工程之一,装备制造企业要紧密围绕制造领域关键环节,充分集成信息技术,开发智能产品和自主可控的智能装置,紧扣关键工序智能化、关键岗位机器换人、生产过程智能优化控制,建设智能工厂与数字化车间,实现产业升级,技术进步。
上料自动化系统(二)

上料自动化系统(二)引言概述:上料自动化系统是现代工业生产中的重要组成部分,其主要作用是实现对原材料的快速、准确的上料和供给。
本文将从五个大点阐述上料自动化系统的相关内容,包括系统组成、工作原理、关键技术、应用领域和未来发展趋势。
正文内容:一、系统组成1. 上料机械装置:包括上料输送带、上料机械臂等;2. 控制系统:用于控制上料机械装置的运行,包括传感器、PLC等设备;3. 数据管理系统:用于记录和管理上料过程中产生的数据,包括数据库、监控软件等;4. 供给系统:负责供给上料机械装置所需的原材料,包括储料仓、输送管道等;5. 安全系统:保证上料过程中的安全进行,包括急停装置、防护装置等。
二、工作原理1. 接收指令:系统接收上位机下发的指令,包括上料的种类、数量等信息;2. 检测物料:采用传感器等设备对要上料的物料进行检测,确保物料的质量和数量符合要求;3. 选择上料机械装置:根据上位机指令以及物料检测结果,自动选择合适的上料机械装置进行上料;4. 上料动作:上料机械装置按照预定程序进行上料动作,将物料准确供给到指定位置;5. 反馈信息:系统将上料过程中产生的数据反馈给上位机,实现对上料过程的监控和管理。
三、关键技术1. 传感技术:采用各种传感器对物料的质量、数量等进行检测;2. 控制技术:运用PLC等控制设备实现对上料机械装置的精确控制;3. 数据管理技术:通过数据库和监控软件实现对上料过程中产生的数据的记录和管理;4. 自动识别技术:使用条码或RFID等技术对物料进行识别和追踪;5. 通信技术:实现上位机和下位机之间的数据传输和指令下发。
四、应用领域1. 制造业:上料自动化系统广泛应用于各类制造业中,如汽车制造、电子制造等;2. 物流仓储:在物流仓储领域,上料自动化系统能够提高货物的处理效率和准确性;3. 食品加工:在食品加工行业,上料自动化系统可实现对原料的自动供给,减少人工操作;4. 化工行业:上料自动化系统可确保化学原料的准确供给,提高生产安全性;5. 其他领域:此外,上料自动化系统还可应用于纺织、医药等多个领域。
上料自动化系统(一)

上料自动化系统(一)引言概述:上料自动化系统是一种自动化设备,用于快速、准确地将原材料或半成品投入生产线或加工设备中。
该系统的设计目的是提高生产效率、降低人工成本以及减少人为错误。
本文将从五个方面深入介绍上料自动化系统的原理和应用。
正文内容:1. 系统构成- 上料机械臂:用于搬运原材料或半成品,并将其放置在指定位置。
- 传感器:用于检测物料的位置、形状和重量,确保准确上料。
- 控制器:负责指挥机械臂的动作和与其他设备的通信。
- 输送系统:将原材料从仓库或其他区域输送到生产线或加工设备。
2. 工作原理- 传感器检测:通过对原材料进行扫描、称重或其他方式的检测,确定其位置和状态。
- 数据处理:控制器接收传感器的反馈并根据预设的参数进行判断与计算,确定机械臂的动作。
- 机械臂操作:根据控制器的指令,机械臂将原材料或半成品从指定位置取出并放置在指定位置。
- 输送系统协调:输送系统根据机械臂的动作,实现原材料的顺利输送,保证上料效率。
3. 应用领域- 制造业:上料自动化系统广泛应用于汽车制造、电子产品制造和食品加工等行业,提高生产效率和质量。
- 仓储物流:上料自动化系统可以实现进出库物料的自动化处理,减少人工操作和时间成本。
- 包装行业:通过自动上料系统,可以快速将产品投放到包装线并进行包装,提高包装速度和准确性。
4. 优势与挑战- 优势:上料自动化系统可以提高生产效率、减少人为错误、降低人工成本,提高产品质量。
- 挑战:系统设计和维护成本较高,需要专业知识和技能;不同类型的原材料需要适应不同的机械臂和传感器。
5. 技术发展趋势- 人工智能:通过引入人工智能技术,上料自动化系统可以更加灵活智能地处理各种类型的原材料。
- 机械臂创新:随着机械臂技术的发展,更多功能更强大的机械臂将应用于上料自动化系统中。
- 数据分析:利用大数据分析技术,可以对系统运行情况进行监控和优化,提高系统的稳定性和效率。
总结:上料自动化系统是一种能提高生产效率、降低成本、提高质量的重要设备。
超长工件免示教焊接工作站研究

Electric Welding MachineVol.53 No.5May 2023第 53 卷 第 5 期2023 年5 月超长工件免示教焊接工作站研究王琳, 赵金东, 潘艳飞, 刘新江苏长江智能制造研究院有限责任公司,江苏 常州 213000摘 要:在机器人自动焊接的应用中,采用示教或者离线编程的方式具有一定的局限性。
基于长工件的焊接要求,研制了一套超长工件自动化焊接工作站,包括实现工件自动传输、焊接、下料的自动化一体输送机和超长工件焊接分离式压紧工装,解决收缩变形工件不易取出的问题;研究了免示教六轴焊接机器人在超长钢结构、多点数、小角度焊接中的应用。
该工作站主要利用自动化流水线、焊接机器人、视觉检测等,将视觉、力、触角等传感器与机器人融合,根据传感器的信息反馈,实时调整机器人的运动决策从而实现自动化免示教焊接。
关键词:自动焊接; 超长工件; 免示教; 焊缝跟踪中图分类号:TG409 文献标识码:A 文章编号:1001-2303(2023)05-0134-06Research on Teaching Free Welding Workstation for Overlength WorkpieceWANG Lin, ZHAO Jindong, PAN Yanfei, LIU XinJiangsu Changjiang Intelligent Manufacturing Research Institute Co., Ltd., Changzhou 213000, ChinaAbstract: In the application of automatic robot welding, certain limitations exist in teaching and off-line programming. Based on the welding requirements of overlength workpiece, an automatic integrated conveyor for overlength workpiece is studied to realized the automatic transmission, welding, and unloading of workpieces; A separate pressing fixture for welding overlength workpiece is studied to solve the problem of taking out the shrinkage deformed workpieces; The application of teaching-free six-axis welding robot in overlength steel structure, multi-point and small angle welding is also studied to form a set of automatic welding workstation. This workstation integrates the vision, force, antenna and other sensors of the robot with the help of the automatic assembly line, welding robot, visual inspection, etc. Then, according to the information feed ‐back of the sensors, the motion decision of the robot can be adjusted in real time to achieve automatic teaching-free welding.Keywords: automatic welding; overlength workpiece; teaching free; weld seam tracking引用格式:王琳,赵金东,潘艳飞,等.超长工件免示教焊接工作站研究[J ].电焊机,2023,53(5):134-139.Citation:WANG Lin, ZHAO Jindong, PAN Yanfei, et al.Research on Teaching Free Welding Workstation for Overlength Workpiece[J].Electric Welding Machine, 2023, 53(5): 134-139.0 前言目前在机器人自动焊接的应用中,大多数属于示教再现的工作模式,也有少量用到离线编程。
畜牧养殖自动化上料技术的应用
吉林畜牧兽医,2021,42(2):90. [2] 马朝宇.牛羊规模养殖场自动化管理技术应用探讨[J].当代
畜禽养殖业,2018(1):37-38. [3] 申遇兴.科学饲养 推进畜牧业现代化:务川打造全国首家使
用自动化投料系统种羊场[J].当代贵州,2017(25):57.
2022.02·
109
Copyright©博看网. All Rights Reserved.
Abstract:When the number of livestock is increasing gradually,the traditional farming method is not suitable for large-scale production.Only by realizing modern farming can the work pressure of livestock farmers be reduced,the working environment be improved,and the health status of livestock be improved.Automatic feeding is a very efficient technology in modern breeding.This paper mainly discusses the present situation of feeding methods,the design of automatic feeding facilities and the core technology of automatic feeding. Keywords:animal husbandry,automatic feeding,equipment,design
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、自动上料装置的类型和特点 二、料仓式上料装置 三、料斗式装置 四、振动上料装置 五、上料机械手
2016/6/15
武汉理工大学机电学院
1/40
人工上下料
劳动强度大 ; 容易产生工伤事故 ; 效率低 ; 不能满足大批量生产的需求 。 使用自动上下料系统可以解决以上问题。
特点 适用 范围
2016/6/15
武汉理工大学机电学院
4/40
2016/6/15
武汉理工大学机电学院
5/40
料仓与料斗
2016/6/15
武汉理工大学机电学院
6/40
2016/6/15
武汉理工大学机电学院
7/40
2016/6/15
武汉理工大学机电学院
8/40
自动上料装置的组成
表2-2
名称 1、装料容器 2、抓取定向机构 3、二次定向机构 4、料槽 5、料仓 6、上料机构 7、隔料器 8、搅拌器 9、剔除器 10、驱动机构 11、检测机构 存储散乱的坯件
22/40
料仓的容量
料仓的贮料量应根据机床加工节拍及一次装料 保证机床连续工作的时间来决定。
一般对于大型坯件 一次装料应至少保证机床连续工作10~20 分钟。 对于中、小型坯件 约为 30~60 分钟。
2016/6/15
武汉理工大学机电学院
23/40
料仓的截形
槽式料仓
坯件与料仓壁间有 合适的间隙δ 对于工作条件欠清洁的料仓
S
g
—— 坯件自由落下的高度(通常等于坯件的直径或长度),m; —— 重力加速度,m/s2; —— 坯件自由落下的时间,s。
t
2016/6/15
武汉理工大学机电学院
28/40
送料机构
作用:把坯件从料仓送到机床加工位置。
直线往复式送料器 摆动式送料器
回转式送料器
连续式送料器
2016/6/15
min
min min
取 IT7~IT13
对于工作条件清洁的料仓 取 IT7~IT8
2016/6/15
武汉理工大学机电学院
24/40
最大间隙应满足条件:
min
—— 坯件在料仓中转动的 极限位置角度 —— 摩擦角。
cos
l l d
2 2
2016/6/15
武汉理工大学机电学院
武汉理工大学机电学院
29/40
直线往复式送料器
结构特点: 兼作隔料器,结 构简单,坯件输送可 夹紧或不夹紧。上料 速度较低。 适用场合: 适用于单工位机 床,中小型轴类坯件 上料。
2016/6/15
武汉理工大学机电学院
30/40
摆动式送料器
结构特点: 兼作隔料器,坯 件夹紧输送。上料速 度较高。占地少
2016/6/15
武汉理工大学机电学院
19/40
斗式料仓
工件在斗式料仓中整齐排列堆积时,常常会在内部相互挤压而形成拱 桥,使下面的工件送出后,上部的工件被卡住不能下落。 ——设置搅拌器,破坏拱桥。 齿形搅拌器 杠杆式搅拌器 菱形搅拌器 凸块搅拌器 电磁振动器
2016/6/15
武汉理工大学机电学院
20/40
25/40
在极限情况下:
2 2 l d l 2 d 2 cos l l 2 1
d
—— 坯件直径(mm) —— 坯件长度(mm) —— 坯件与料仓壁间 的摩擦系数。
l
2016/6/15
武汉理工大学机电学院
26/40
考虑到料仓宽度公差 B l 对δ 和坯件长度公差 的影响,应用下式校核:
• BZF+ZFB+TZF+L ZF仓壁振动器料 仓防闭塞装置
• 防止和消除料仓,料罐或 料门内物料起拱,管壮通 道,粘仓等闭塞现象的专 用设备,以保证流料畅通
2016/6/15
武汉理工大学机电学院
21/40
料仓的设计
1.料仓的容量 2.料仓的截形 3.料仓的生产率
2016/6/15
武汉理工大学机电学院
2016/6/15
武汉理工大学机电学院
2/40
一、自动上料装置的类型和特点 卷料自动上料装置、棒料自动上料装置、 板料自动上料装置、件料自动上料装置(本课 程仅研究件料) 料仓式上料装置 两大类 料斗式上料装置
2016/6/15
武汉理工大学机电学院
3/40
件料自动上料装置的类型
料仓式 定义 料斗式
2016/6/15
武汉理工大学机电学院
13/40
槽式料仓
2016/6/15
武汉理工大学机电学院
14/40
多杆式料仓
2016/6/15
武汉理工大学机电学院
15/40
单杆式料仓
2016/6/15
武汉理工大学机电学院
16/40
转盘式料仓
工件存放于圆盘或端面上,圆盘作周期性间歇回转, 与送料动作相配合
隔料器
隔料器的作用兼由送料器完成
2016/6/15
武汉理工大学机电学院
39/40
料仓式上料装置应用例
—— 转塔自动车床料仓式上料装置 1 料仓
4 卸料杆 5 弹簧
3 上料杆
2 上料器
2016/6/15
武汉理工大学机电学院
40/40
适用场合: 适用于单工位机 床,盘、环、以及短 轴类坯件上料。
2016/6/15
武汉理工大学机电学院Leabharlann 31/40回转式送料器
图示上料器中的圆盘朝一个 方向连续旋转,毛坯从料仓送入 圆盘的孔中,由圆盘带到加工位 置。加工完毕后工件又被推出。 圆盘式上料器的生产率较前两种 高,广泛地应用于磨床上料, 例如磨滚子或轴承环的端面。
将人工整理好的零件(已定向状态)贮 将零件杂乱地(未定向状态)贮存于 存于贮料器后进行供料的装置 贮料器后,能使零件自动定向进行供 料的装置 工件靠人工定向排列,然后靠机构自动 工件成批地倒入料斗,从定向排列到 送装到夹具 送装至夹具地点全部自动完成 用于产量大,但因重量、尺寸及几何形 形状简单、重量不大、批量很大、生 状特点难于自动定向排列的工件 产率很高、工序时间很短的工件 曲轴、连杆或单件工序时间长工件 紧固件、轴承、仪表、五金等
l B min
2016/6/15
武汉理工大学机电学院
27/40
料仓的生产率
重力料仓的最大供料生产率 Qmax 受人工给料仓料装能力(一般一 个中等劳动力每分钟能供料60 件)和坯件自由落入上料器时间的限制。 如不计坯件与料仓壁间的摩擦,重力料仓的最大生产率为:
1 g Qmax t 2S
2016/6/15
武汉理工大学机电学院
32/40
连续式送料器
2016/6/15
武汉理工大学机电学院
33/40
输料器
作用:将工件从料仓输送到上料机构中
直线型 曲线型 螺旋型
外部形状
工件运动 状态
滚道式输送 滑道式输送
输料器的具体型式和结构,与工件的形状、尺寸以及上料 装置在机床上的配置情况有关。 隔离式料槽——避免齿轮互相啮 合而卡在料槽中。 设计时,主要是确定料槽的宽度、侧 壁高度和倾斜角度。 倾斜角度一般为5-15°
36/40
隔料器
作用:控制从输料槽进入送料器的工件数量。
在比较简单的上料装置中,其作用由送料器完成。
形式
利用直线往复式送料器的表面进行隔料 气缸和弹簧传动的隔料器 机械传动的销式隔料器 旋转运动的隔料器
2016/6/15
武汉理工大学机电学院
37/40
隔料器
2016/6/15
武汉理工大学机电学院
38/40
2016/6/15
要求及加工时间。
3. 机床布局及加工方法。
武汉理工大学机电学院
11/40
二、料仓式上料装置
根据坯件在料仓中输送的方式,料仓分为: 自重输送料仓 料仓式上料装置的组成: 料仓 输料器 隔料器 上料机构 卸料机构
强制输送料仓
2016/6/15
武汉理工大学机电学院
12/40
管式料仓
2016/6/15
武汉理工大学机电学院
34/40
输料器
滑道式输送 V形输料槽 管形输料槽 轨道式输料槽
2016/6/15
武汉理工大学机电学院
35/40
滑动输送时,为了克服摩擦阻力,保证可靠输送,应有较大的倾 斜角,一般不小于25°。如结构不允许,可采用辊道式输送。
2016/6/15
武汉理工大学机电学院
使散乱的坯件定向排列 发生故障或供料过多时自动停车或消除堵塞
12、安全机构
2016/6/15
武汉理工大学机电学院
9/40
改进坯件自动上料的结构工艺性
决定自动上料装置设计方案的主要因素 1.生产规模及自动化程度。 2.坯件特点:坯件的形状、尺寸、重量、性质、 表面质量 4. 加工节拍 5. 工件品种调整 6. 上料装置服务机床的数量 7. 经济合理
2016/6/15
武汉理工大学机电学院
17/40
斗式料仓
贮存量大,适应于圆柱、圆盘、圆 环类零件
武汉理工大学机电学院
2016/6/15
18/40
斗式料仓
工件在斗式料仓中整齐排列堆积时,常常会在内部相互挤压而形成拱 桥,使下面的工件送出后,上部的工件被卡住不能下落。 ——设置搅拌器,破坏拱桥。
齿形搅拌器 杠杆式搅拌器 菱形搅拌器 凸块搅拌器 电磁振动器
自动上料装置的组成
主要作用 料仓式 无 无 无 有 有 有 有 可能有 无 有 可能有 可能有 料斗式 有 有 可能有 有 可能有 有 有 有 可能有 有 可能有 有