炼油恶臭污染治理技术在中国石化天津分公司的应用实例
生物法除臭技术在石化企业污水处理厂的运用
生物法除臭技术在石化企业污水处理厂的运用发表时间:2019-06-05T14:59:27.223Z 来源:《中国西部科技》2019年第5期作者:刘海川[导读] 石化企业污水处理中,污染物的种类有很多,其中包括挥发性有机化合物、硫化氢和有机硫化物等,对人们的身体健康和社会环境有着较大的影响。
为了对恶臭气体进行有效控制,避免其排放到大气中,则需要及时将污水中的气味去除,这就需要应用有效的除臭技术。
生物法除臭技术的应用效果比较好,主要是运用微生物、微生物活性等对气味进行分解,不但可以消除恶臭,也不会对污水造成进一步污染,应用优势较为明显,在石化企业污水处理厂中中石油云南石化有限公司石化废水对企业工作人员和周围居民的健康有着非常大的影响,石化企业在发展的过程中需要将解决这一问题作为当前阶段的主要目标。
对恶臭刺激性污染气体的处理方法有很多,比较常用的有吸附法、紫外光解法和生物法等。
前两种方法在应用的过程中,效率无法保障,还会对污水造成进一步的影响,而生物法的应用可以改善以上情况,降低投入成本,保证除臭效果,需要实现生物法除臭技术的合理应用,实现对污水气味进行有效处理。
一、恶臭气体的主要构成进入到处理厂的各种污水基本是炼油化工污水,在水中一般都有很多容易挥发的有毒污染物质,并且水温还比较高。
经过取样分析后,发现在臭气当中所含有的成分是乙苯、甲苯、苯、苯乙烯、二甲苯、氮氧化物以及有机硫气体等。
这一些气体的挥发性都比较大,而且在大气当中非常容易扩散,并且有一部分的气体当中还有毒,刺激性气味也较重。
二、生物除臭技术的应用工艺流程1、气体的收集与运输应用收集与输送系统主要是将臭气进行收集再运送至除臭处理装置当中,以此确保处理空间当中的换气量以及处理装置当中的压力损耗。
气体收集一般对两组浮选池封闭加盖,将污泥脱水机房当中的所有设备有进行简单封闭以及收集。
针对浮选池来说,因为池面上有溶气设备、刮泥机设备、电机以及各种阀门,所以在进行包封的时候必须要对设备的应用以及维护进行考虑,要留下一个空间可以让人进入,以此确保有足够的维修空间,不仅如此在观测地点还需要设置观察孔。
炼油企业含恶臭物质的VOCs治理技术及应用
炼油企业含恶臭物质的VOCs治理技术及应用炼油企业含恶臭物质的VOCs治理技术及应用概述:挥发性有机化合物(Volatile Organic Compounds,VOCs)是石油加工过程中常见的一类污染物,具有挥发性强、易溶于水和毒性高等特点。
由于其挥发性,VOCs释放到大气中不仅对环境造成污染,同时也对人体健康产生潜在风险。
炼油企业是VOCs的主要排放源之一,其含恶臭物质的特点使得治理技术更具挑战性。
本文将介绍炼油企业常用的VOCs治理技术以及其在实际应用中的成效。
一、VOCs的来源与危害1. 炼油厂中的VOCs来源炼油厂是一种典型的VOCs排放源,主要排放源包括储存罐、裂化装置、蒸馏塔和废气处理设备等。
这些设备在常规操作以及事故情况下都会产生大量的VOCs。
2. VOCs的危害VOCs是一类有毒的化合物,其挥发性使得它们易进入人体。
长期接触高浓度的VOCs会导致人体多种器官受损,如呼吸系统、肝脏和神经系统等。
此外,VOCs还是臭氧生成的主要原料之一,臭氧是大气污染的主要成分之一,对人体的健康和环境的质量都有严重影响。
二、VOCs治理技术1. 吸附技术(1)活性炭吸附活性炭吸附是一种常见的VOCs治理技术。
利用活性炭的吸附性能,将空气中的VOCs吸附到活性炭表面,从而达到净化空气的目的。
这种技术具有投资成本较低、操作稳定等优势。
然而,在高温和高湿度环境下,活性炭吸附效果会受到影响。
(2)分子筛吸附分子筛吸附是一种新型的VOCs治理技术。
分子筛通过其孔隙结构和吸附选择性,能够高效地去除VOCs。
该技术对不同类型的VOCs有较高的去除效果,且在高温和高湿度环境下依然具有良好的吸附性能。
然而,分子筛的制备过程比较复杂,成本较高。
2. 氧化技术(1)热氧化热氧化是一种常用的VOCs治理技术,通过加热VOCs产生化学反应,将其转化为无害物质。
热氧化具有高效、全面氧化的优点,适用于高浓度和多种类型的VOCs处理。
炼厂污水处理场恶臭气体治理技术应用

技术协作信息2023(4)总第1485期引言炼油化工单位污水处理场主要负责接收并处置各生产单元所产生的含油类污水、含硫类污水和含盐类污水等。
隔油处置单元、浮选处置单元、污泥处置单元以及生化单元排放的恶臭类物质主要由硫化氢、氨、有机硫化物以及非甲烷总烃类物质组成,此类物质对周边的环境和现场操作人员的身体健康造成了比较大的污染影响。
中海石油舟山石化有限公司加工部分流花油及胜利油,污水水质相对其他炼厂水质更差,异味更大。
针对该污水处理场特点,创新地采用了“预处理+组合生物处理+高温焚烧”的联合治理工艺来处置污水处理场恶臭源,获得了很好的预期效果。
一、污水处理场恶臭类物质排放现状污水处理场运行过程中产生的恶臭异味是一种成分较为复杂的气体,它主要来自污水处理和污泥处理的过程。
污水处理场含油类污水缓冲沉降罐、油类切水罐、含油类污水吸水池、油水分离器、油泥浮渣池、涡凹气浮、加压溶气气浮等单元产生的废气主要是含有挥发烃类、硫化物和氨类;其他单元排放出的废气主要是由硫化氢、甲硫醇、苯系物质组成。
现有污水处理场恶臭气体除臭净化技术主要有:废气催化燃烧处理技术、活性炭吸附处理技术、微生物处理技术、化学反应除臭技术等。
但这些方法都有各自的局限性,比如治理难度大、投入成本高、处理效果差等。
污水处理场系统废气恶臭严重,亟须治理。
二、污水处理场恶臭气体改造思路及治理技术(一)收集及预处理通过加盖密闭措施,把污水处理场含油类污水缓冲沉降罐、油类切水罐、含油类污水吸水池、油水分离器、油泥浮渣池、涡凹气浮机、加压溶气气浮以及A/O 池等设施,将其所排放出的恶臭气体进行收集并经缓冲设施隔油。
(二)组合生物处理恶臭气体经引风管道首先引入生物除臭装置预处理段进行隔油,然后进入生物除臭主体设备,废气中的污染物被微生物降解、氧化,并将污染物分解成为无害的H 2O 和CO 2,较难降解的化合物经过离子氧二次氧化转化成无害的气体,所产生的硝酸、硫酸等无机物再一次被硝酸菌、硫杆菌分解氧化成为无害的物质,这样的无害气体通过风机输送直接就地排放。
炼化企业含油污水处理与回用技术分析尝试
炼化企业含油污水处理与回用技术分析尝试发布时间:2021-06-17T10:46:57.967Z 来源:《科学与技术》2021年第29卷6期作者:刘煕年[导读] 人口压力时世界性难题,人口增长意味着能源消耗增加,尤其是石油资源。
在炼制石油过程中刘煕年中国石化天津分公司炼油部联合二车间天津市 300270摘要:人口压力时世界性难题,人口增长意味着能源消耗增加,尤其是石油资源。
在炼制石油过程中,产生的污水对当地自然环境造成了破坏,进而影响人们正常生活。
所以研发新技术,不断对炼油工艺进行改进,创新含油污水处理方式是实现炼油工艺绿色发展的重要环节。
基于此,本文研究了炼化企业含油污水处理与回收利用技术的策略。
关键词:炼化企业;含油污水;处理;回收石油化工行业是一个国家经济命脉,关系着民众衣食住行质量。
近年来,国际贸易往来密切,由此导致各国对石油的需求量增加,所以越来越多的石化工企业出现,各项炼油生产工艺也在进步,从石油中获得的产品也在变多。
但是,石油生产过程中含油废水处理成了新难题,含油废水中污染物质较多,而且很难讲解,一旦进入到土壤、水体中,将出现扩散现象,导致污染区域生态结构被破坏,所以解决含油废水处理问题十分关键。
一、含油废水成因及特点石油化工生产活动离不开石油资源,将石油经过躲到处理工序能够得到多个行业生产所需的原料。
例如,化纤、塑料、化肥、橡胶。
可以说石油与百姓衣食住行的联系十分紧密。
在炼油时,会产生含油废水,如果含油废水处理标准低或者未经处理直接排放,则会使得地区生态被破坏。
本节将对含油废水成因与特点进行分析。
(一)含油废水成因在进行炼油时,需要将石油进行脱水处理,脱水后的成分根据密度、沸点、熔点等差异被送至收集装置中,进行后续处理,才能被用于工业生产中。
在这个过程中,各种含油原料油库的脱水、脱盐工序会产生废水,这些废水中含油浓度较高的烃类污染物。
其次,在进行原料深加工时也需要用到水,加工后也会产生废水。
国内炼油厂恶臭污染源及治理技术

统 均为 敞开 式冷却 , 水 温较 高 , 臭气 体 从 敞 开 且 恶
的焦池 、 水罐 和 凉水塔 等挥 发到 大 气 中 , 而 造 成 从 周 围环境 的污染 。
维普资讯 http://www.cqv石 油化 工 安 全 环 保 技 术
20 0 8年 第 2 4卷 第 4期
P O H MIA A E Y A D E VR N N A R T C I N T C O O Y EF C E C IS F T N N I O ME T LP O E TO E HN L G R
有 尾 气处理 设 施 , 气 中未 焚 烧 完 全 的 H: 成 尾 S造
恶 臭 污染 ;
为 炼油 厂 主要 污 染 源 之 一 , 众 有 关 炼 油 厂 恶 臭 公
的投诉 也 不 断 增 加 。 近 年 来 , 臭 治 理 已成 为 各 恶 大 炼油 厂环 保工作 的重点 之一 。
关 键词 : 油厂 ; 臭污 染源 ; 炼 恶 治理
随着人 们 生 活 水 平 的提 高 , 众 环 保 意 识 的 公
1 3 粗汽 油 、 . 污油罐 尾 气
日益增 强 , 臭 污染 问 题 受 到 了越 来 越 多 的关 注 。 恶
石 油炼 制 是 产 生 恶 臭 污 染 的重 点 行 业 之 一 , 油 石 炼 制过 程 中的 恶 臭 物 质 主 要 来 自于 原 油 中 的 硫 、
20 0 8年 第 2 4卷 第 4期
油 产 品采 用碱 洗 方 式 精 制 也 会 产 生 碱 渣 , 中含 其 有 大量 的硫化 钠 和 硫 醇钠 。 南于 碱 渣直 接 排 人 污 水 处理场 难 以处 理 , 此 需 要 进 行 预 处 理 。 目前 因
天津石化挥发性有机物排放控制和治理

178科技论文与案例交流天津石化挥发性有机物排放控制和治理齐湘毅(中国石油化丁股份有限公司天津分公司安全环保部天津300271)摘要:本文介绍了挥发性有机化合物(VOCs)装车 过程、污水储存及运输过程等有组织排放治理技术及应用效果,介绍了无组织排放泄露检测(LDAR),包括建档、检测、修复及泄露量核算等过程,提出近2年挥发性有机物治理计划。
关键词:挥发性有机物;控制;治理1引言天津石化是隶属于中国石化的国家特大型炼油、乙烯、化 工、化纤联合企业,成立于1983年。
目前主要生产装置包括炼油 26套,化丁 24套,化纤3套。
原油综合加丁能力1250 x10V a,乙婦生产能力120x 10Va。
年销售收人超过1100亿元,为华北地区 最大的炼油基地、国内最大的乙烯生产基地之一。
近年来,国家不断加大挥发性有机物(VOCs)的综合整治力 度,国务院《大气污染防治行动计划》和《京津冀及周边地区落实 大气污染防治行动计划实施细则》相继出台;2014年7月天津市 发布了非常严格的地方标准:有组织排放源VOCs最髙允许排放 浓度2016年1月1日起执行80 年厂区无组织控制要完成一轮所有装置、罐区泄漏检测与修复。
为助推美丽天津建 设、展现央企责任担当,天津石化提出加大无组织排放和有组织 排放治理力度,力争2 ~ 3年时间,实现“无异味”工厂目标。
2挥发性有机物的有组织排放治理近些年来,天津石化投资上亿元,针对油品装车过程、含挥发 性有机物污水储存和处理过程及装置停工吹扫过程,建设了 10 多套挥发性有机物废气治理装置,厂区空气质量相比以往有了较 大改善。
一是针对轻质油装卸过程中产生的挥发性有机物,采用 密闭定量装车及油气回收设施进行治理,油气回收技术主要采用 膜分离法、冷凝+活性炭吸附法,建设了炼油部汽油装车桟台、化 T.部混苯装车栈台和乙烯轻质油装车栈台等油气回收项目,挥发 性有机物回收率可达95%以上。
二是针对污水处理场、污水收集 储罐(池)等排放点源,首先对露天污水池增加盖板进行密闭,然 后根据废气的种类和组成特点,将密闭收集的废气采用低温柴油 吸收法、冷凝+等离子净化法、生物催化氧化法等技术进行治理。
炼油厂脱硫装置恶臭气体治理技术论文

浅谈炼油厂脱硫装置恶臭气体治理技术摘要:由于炼油厂550万吨炼量扩建工程的完成,脱硫装置的生产能力逐渐扩大,装置区受到的硫化氢等污染将有增无减,恶臭气体对装置的操作人员身体健康和周边环境有较大的危害,威胁着安全生产。
针对这一现象,本文通过对现有脱硫装置进行改造,采用水洗吸收及干法催化氧化组合脱臭技术,治理酸性水罐区域的恶臭气体,添加蒸汽、氮气、净化水及新鲜水进行一级洗涤,经一级水洗后尾气中98%以上的氨及20%的硫化氢被去除,再经固定床脱臭罐脱臭剂的作用,去除硫化氢、硫醇、硫醚等恶臭物质,完成脱臭反应,满足厂界处主要污染物排放达到国家标准《恶臭污染物排放标准》(gb14554-93)中的规定。
关键词:脱硫装置恶臭气体水洗吸收及干法催化氧化组合脱臭技术一、引言辽阳石化分公司炼油厂脱硫装置酸性水汽提单元现有四个酸性水罐,当罐内液体的液位在发生不稳定波动的时候,液位上升,罐顶呼吸阀排放的尾气中存在挥发的硫化氢、有机硫和氨气,这些气体散发到环境中,硫化氢、氨气体的检测值严重超标,对操作人员健康及环境造成极大污染,威胁生产安全。
二、工艺原理及特点1.水洗吸收及干法催化氧化组合脱臭技术特点1.1脱臭效率高、速度快、操作周期长可在常温下将硫化氢直接转化为元素硫,硫醇、硫醚转化为无毒无味的大分子化合物,单程硫容达30%以上,是普通脱臭剂和活性炭的1~3倍,有机物吸附容量高,使用寿命长,不需在反应器内反复再生,避免了频繁换剂带来的安全隐患。
1.2床层阻力小、不设引风机采用大颗粒高强度活性炭载体,脱臭剂经过70余小时的900℃高温水蒸汽活化,遇水不粉化、不板结,强度高,压降低,不需设置引风或抽真空系统即可保证尾气顺利进入脱臭系统,不会出现酸性水储罐憋压情况。
1.3脱臭过程安全环保脱臭剂不含铁,不会生成硫化亚铁产生自燃,保证了脱臭剂的本质安全。
脱臭过程清洁环保,操作环境友好,没有废碱渣排放,不产生二次污染。
自燃点超过350℃,在正常操作条件下及卸剂过程中不会发生自燃。
炼化企业恶臭气体污染的治理(1)

炼化企业恶臭污染的治理措施王伟杨胜松崔柳华(中国石油大港石化公司)摘要:分析了炼化企业恶臭污染的原因,提出治理措施。
关键词:炼化;恶臭;污染由于人们对生活环境质量的要求越来越高,对影响人们生活舒适、产生不快和厌恶感的恶臭的防治便被提到日程上来了。
近年来针对炼化企业恶臭污染投诉量大增,尤其是一些位于大、中城市的炼化企业,其恶臭污染已经影响到自身的生存和发展,因此炼化企业的恶臭气体污染的治理已经刻不容缓。
1恶臭污染物炼化企业恶臭污染物主要有硫类、氨类、烃类、酚类等,其中最主要的恶臭物质是硫化氢,各种低分子(C1-C3)的硫醇、硫醚、二甲基二硫化物等。
主要分布在硫磺回收装置、脱硫装置、加氢精制装置、焦化装置、加氢裂化反应和分馏部分、碱洗装置、碱渣处理装置、污水汽提、污水处理场以及含硫污水、酸性气、含硫干气、含硫液化气系统,各种油品贮罐等系统中。
以及无机氮,主要分布在常减压、催化裂化、加氢裂化、加氢精制、焦化等装置的汽提塔部分、反应部分、含硫污水系统以及污水汽提装置和污水处理场。
2炼化企业恶臭污染环境原因2.1密封泄漏炼化装置有大量的阀门、法兰、泵等泄漏点位,产生的跑、冒、滴、漏,都释放出难以收集、易于消散的恶臭污染。
2.2储罐挥发在炼化企业,有许多油罐,原油、汽油和苯类产品等含有易挥发的烃类,如果用拱顶罐存储,则液面上部空间是达到气-液平衡的饱和油蒸气,通过罐顶的呼吸阀将大量的油气排入大气会造成污染。
此外还有含硫污水罐、氨水罐、碱渣罐等,造成恶臭污染。
2.3污水集输和处理系统污水集输系统的污水明沟和隔油池散发恶臭。
污水处理场包括污水调节池、隔油池、浮选池、生化处理单元、污泥处理单元等。
易造成含有高浓度VOC和一定量的H2S和氨的恶臭气体污染。
2.4停工检修炼化企业停工检修时,设备、管线内残留大量工艺物料,在检修前须尽量放完装置内的工艺介质,然后将设备、管线内的残留固体和液体吹扫干净。
要完全放尽残液是不可能的,当热蒸汽在短时间内将装置里的残余物吹出时,形成了恶臭物短时间内的集中排放。
炼油企业含恶臭物质的VOCs治理技术与应用探究
44当前,石化企业飞速发展,化学污染物的排放量显著提升,尤其是VOCs有机物占总排放量的9.7%。
VOCs具有较强的挥发性,可对大气环境、水环境等造成极大影响,如若人体长期解除或吸收,容易导致肝功能损伤,使神经系统与造血器官受到损害,晚期可导致再生性贫血,甚至引发白血病。
对此,急需采取先进有效的技术治理和回收。
一、含恶臭物质的VOCs治理技术VOCs主要源于自然环境与人为操作,前者主要包括自然界动植物排放,属于客观现象,不以人的意志为转移;后者主要是汽车尾气、制药、石油化工业、喷漆等进行排放。
在环保型社会背景下,应采取积极、有效的治理技术进行消除和回收,具体措施如下。
1.燃烧治理技术。
该技术分为直接与间接两种形式,前者可将带有恶臭物质的VOCs以蒸汽隐射的方式注入负压操作的燃烧炉之中,炉膛温度保持在500-700℃之前。
在高温状态下,与氧气一同将污染物中的VOCs转变为CO2、SO2与H2O等废气进行高空排放,通常采用工厂中现有装置,如工艺炉等,有效降低投资成本。
上述方案的应用应满足以下条件:一是VOCs与燃烧炉之间的距离应适宜,如若过远小增设真空泵输送,以此节约运行成本;二是输送废气管线因液袋导致夜液封现象产生,影响管线的通畅度,不利于该项技术的高效应用。
2.液体吸收技术。
该技术采用有机物相容理念,将VOCs从气相转移到液相之中,再对吸收液进行解吸,对内部的VOCs进行回收,使吸收液得以再生。
在液剂选择方面,应满足三个条件,即应选择无挥发性或低挥发性的吸收剂,同时还要具备高沸点的特点;废气中有害物质在吸收剂中的化学作用应与规定要求相符合;还应具有较低的再生成本,不会对吸收剂的质量产生不良影响。
当前,该技术主要采用水、灯油、轻柴油等作为吸收溶剂。
为促进污染物的快速高效溶解,还可加入适量的表面活性剂。
3.固体吸附技术。
该技术的机理在于利用多孔吸附剂对流体混合物进行处理,混合物为一种或者多种组分浓缩在固体表面,实现分离目标。
石油化工废气处理案例

石油化工废气处理案例
石油化工行业是重要的工业领域之一,但其生产过程中会产生大量的废气污染物。
为了减少对环境的影响,保护员工的健康,石油化工企业必须实施废气处理措施。
某石油化工公司位于城市工业园区,其废气处理设施主要包括VOCs催化燃烧设备、高效除尘器和烟气脱硫装置。
VOCs催化燃烧设备采用先进的催化转化技术,将挥发性有机物质转化为二氧化碳和水,从而降低有害气体的排放量。
高效除尘器通过电收尘等技术将废气中的颗粒物捕获,大大提高了除尘效率。
烟气脱硫装置采用湿法脱硫工艺,利用吸收剂将烟气中的二氧化硫进行吸收和反应,从而减少了二氧化硫的排放。
为了确保废气处理设施的正常运行,该公司采取了多项措施。
首先,对所有的废气处理设施进行定期维护和检修,保证设备的稳定性和可靠性。
其次,加强员工的安全培训,提高其意识和技能,确保操作规范和安全生产。
此外,该公司还建立了严格的废气监测系统,并密切关注废气排放情况,及时调整和完善废气处理方案。
通过以上的废气处理措施,该石油化工公司有效减少了废气排放对环境的污染,并提高了工作环境的质量。
该案例证明,石油化工废气处理技术的应用在减少环境风险和维护员工健康方面具有重要的作用。
炼油企业检修恶臭治理综述

2 . 1 . 3 在大修前期 制定装置 密闭吹扫措施 ,挑选 出做 得较好 的装 置进行桌 面演练 ,得 到认 可后做成课 件 以班组 小课堂的形式在全厂推广。 2 . 2 制 定大 修期 间环保管理制 度及 方案 2 . 2 . I 提前制定 《 炼油部2 0 1 2 年装置停 开工检修 环保 管理 方案 》,包 括废水 、废 气 、固废 的处理 原则 、排放标
2 0 1 3 年第2 6 期
( 总 第 2 6 9 期)
中 l C H 1 高 ^ H I 熟鸶 G h T £ C # £ H # ^ 1 S l {
( C
u mu l a t i v e t y N O. 2 6 9)
N o . 2 6 . 2 0 1 3
气治 理检修恶臭 ,保证吹扫废气 无异味 ,实现清洁大 修是
环保工作 的重心 ,也是企业 的责任 。
2 . 2 . 3 制定 《 大修停 工管理流程 》,对装 置大修所产 生的 “ 三废 ”落实专人 专管 ,对废水 、废气 、固废每天跟
4 91 - 50 0.
[ J ] .燃烧科学与技术 ,2 0 0 2 ,( 2):1 5 9 - 1 6 2 . [ 5 】 谭铁 鹏.城 市固体废弃物及 下水污泥的 焚烧 处理与废
重 点 ,不 断增 加投 入 、加 强管 理 ,增 上 了一 系列 除臭设 施 。大项 目建 成投产 以后 ,炼油部从低硫 原油改为炼 制高
硫 Байду номын сангаас油 ,原料油 中硫含量高达2 . 8 9 2 %,使原油储 运和炼制 过 程 中所产生 的污染物更加 复杂 ,对 生产及环保处 理设施 造 成很大压力 ,恶臭污染 的影响也越来越 严重 。2 0 1 2 年装 置停工大检修 是炼油部 大项 目运行后 的第一个检 修年 ,由
石化企业停工吹扫汽的恶臭治理
从大港石化公司恶臭处理装置投用后的数据分析显示看,停工装置吹扫汽进恶臭 治理装置实施密闭脱臭后,大幅度降低了恶臭气体的含量,大大改善了厂区及周边 的大气环境质量,具有显著的环境效益、社会效益和经济效益(停工装置可不再另 投除臭剂),解决了历次停工吹扫恶臭扰民难题。该套装置不仅能治理停工吹扫汽, 而且还能治理生产期间产生的各种放火炬恶臭气体,实现公司停工期间提出的“油 不落地,气不上天”的承诺,公众普遍反应良好。
1 前言
随着原油劣质化、含硫原油比例增大,石化企业生产异常以及停工吹扫汽会夹带 大量含硫、含氨的恶臭气体,所散发出来的臭气涉及范围广、影响大,不仅污染环 境而且直接影响人们的身体健康,问题日益突出,是困扰石化企业的老大难问题, 恶臭污染控制和治理已成为石化企业环境保护的重中之重。
2 停工吹扫汽情况介绍
石化企业装置停工吹扫汽主要成份是蒸汽,约占 99%以上,其余是残存在塔、容 器、管线中的含硫、含氨、烃类等恶臭污染物。吹扫汽中恶臭气量约 500-1000m3/h, 主要恶臭成分:硫化氢(H2S)50-500 mg/m3;甲硫醇(CH3SH)20-100 mg/m3;甲 硫醚(CH3SCH3)10-100 mg/m3;二甲二硫(CH3SSCH3)10-30 mg/m3,氨 50-150 mg/m3; 烃类 1-3%。
2
H2S+2NaOH CH3SH+NaOH (CH3)S+3NaOCl (CH3)2S2+5NaOCl
Na2S+2H2O CH3SNa2+H2O
(CH3)2SO3+NaOCl 2CH3SO3H+5NaCl
高效吸收剂
吹扫汽
冷却器
吸
吸
收
中石化股份天津分公司水务部水净化一车间主要负责炼油部新

中石化股份天津分公司水务部水净化一车间主要负责炼油部新、老装置的污水处理、达标排放和污水回用,同时对炼油部多种碱渣、中沙石化苯酚丙酮废水、烯烃部乙烯碱渣、四个污水处理厂活性污泥等多种危险废物进行无害减量化处置,薄层污泥干化装置为车间重要的污泥处理装置。
污泥的组成和产生●污泥的主要成分来自污水处理产生的污泥,包括活性污泥,以及高含油污泥(池底和罐底底泥、浮选浮渣等);●污泥的产生量根据处理水量和水质不同而区别;脱水污泥的特性●污泥一般经离心脱水处理后含水率约83-87%,有机质含量(干基)一般能达到70%以上;●污泥含油,一般活性污泥中含油率小于3%(湿基),高含油污泥含油率10-30%;处置目标降低污泥水分,减少污泥体积,实现污泥减量化处置,节约整体处理成本;处理后污泥性质稳定,为实现稳定化和无害化最终处置提供条件;严格控制处置系统安全性,确保达到在石化企业现场长期安全运行要求;运行氧含量低于2.5%。
项目背景:企业对污水厂脱水污泥的处理承受了很大的压力,已经成为限制企业进一步发展的瓶颈;项目需要处理的污泥有三种不同来源(乙烯、化工和炼厂污泥),三种污泥的物理性质差异较大,含水率、粘性和失水性质迥异,因无法控制污泥来源比例,进泥条件变化很大,干化设备必须具有很强的适应能力;综合考虑,2010年11月中石化股份天津分公司活性污泥处置项目确定主工艺采用涡轮薄层干化系统。
综合以上要求,选择了意大利Vomm公司的涡轮薄层污泥干化系统,2011年9月1日开始项目设备安装,2011年12月26日首次进泥调试,一次性获得成功,生产出含固率70-80%的干泥颗粒,为中石化国内首例。
Vomm 公司创建于1969年;•专注于先进的物料形态转换与干燥处理的技术和系统开发与应用;•全面的客户服务:针对客户定制完整工艺方案、基础设计和详细设计、处理效果保证、核心设备设计与制作、系统设备提供、安装、调试、运行指导等服务;•全球超过600家客户的系统应用,包括食品、化工、环境、能源、制药等领域;•工业环境污染物处理经验超过30年。
炼油恶臭污染治理技术在中国石化天津分公司的应用实例

万方数据
化 ENVIRONMENTAL
工
环
保
20 1
PROTECTION OF CHEMICAL INDUSTRY
4年第34卷
装置区恶臭污染源调查。经过技术研究和采样分
法,取得了明显效果。
3.1吸收法析,确定了焦化装置、酸l生水汽提装置原料水罐区、汽柴油罐区、焦化液态烃脱硫醇装置区、汽油 氧化脱硫醇装置区、气体分馏装置区、石脑油罐、 污油罐区和渣油罐区等部位为炼油装置区恶臭重点
m3。文献[4]中引入恶臭指数(OI值)来表征不同 恶臭物质对人体感官的差异,其中,硫化物在炼油 装置区的OI值最高,是造成恶臭污染的主要物质, 甲硫醇和二甲基二硫是硫化物中的特征恶臭组分。 受储罐进出物料问断操作的影响,恶臭气体
该装置于2006年1 2月投用使用,装置运行平 稳,大部分恶臭物质被去除。降膜吸收装置的去 除效果见表1。由表1可见:降膜吸收工艺对硫化 氢去除率较高,处理效果好;但对苯系物和烃类 去除率较小,出口排放气体对人体仍存在危害和 安全隐患。
16297--1996《大气污染物综合排放标准》№1规
定的小于120 mg/m3的要求。
表2低温柴油吸收装置的去除效果
3.2燃烧法
和部分硫化物;在生化塔内,恶臭物质与填料表面 生长的特定的微生物接触,分解氧化转化为二氧化 碳、水和硫酸根等无机物,完成净化。 该装置于20 1 3年4月建成投入实验,设计处理
Application of Refining Odor Pollution Control Technologies in SINOPEC
Tianjin Company
Gang
Wang
(S1NOPEC Tanjin Company,Tianjin 30027 1。China)
关于恶臭污染治理的工艺研究实例
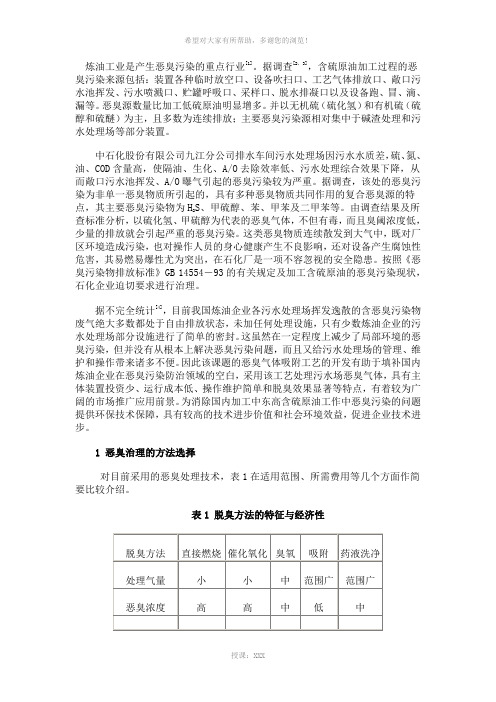
炼油工业是产生恶臭污染的重点行业[1]。
据调查[2,3],含硫原油加工过程的恶臭污染来源包括:装置各种临时放空口、设备吹扫口、工艺气体排放口、敞口污水池挥发、污水喷溅口、贮罐呼吸口、采样口、脱水排凝口以及设备跑、冒、滴、漏等。
恶臭源数量比加工低硫原油明显增多。
并以无机硫(硫化氢)和有机硫(硫醇和硫醚)为主,且多数为连续排放;主要恶臭污染源相对集中于碱渣处理和污水处理场等部分装置。
中石化股份有限公司九江分公司排水车间污水处理场因污水水质差,硫、氮、油、COD含量高,使隔油、生化、A/O去除效率低、污水处理综合效果下降,从而敞口污水池挥发、A/O曝气引起的恶臭污染较为严重。
据调查,该处的恶臭污染为非单一恶臭物质所引起的,具有多种恶臭物质共同作用的复合恶臭源的特S、甲硫醇、苯、甲苯及二甲苯等。
由调查结果及所点,其主要恶臭污染物为H2查标准分析,以硫化氢、甲硫醇为代表的恶臭气体,不但有毒,而且臭阈浓度低,少量的排放就会引起严重的恶臭污染。
这类恶臭物质连续散发到大气中,既对厂区环境造成污染,也对操作人员的身心健康产生不良影响,还对设备产生腐蚀性危害,其易燃易爆性尤为突出,在石化厂是一项不容忽视的安全隐患。
按照《恶臭污染物排放标准》GB 14554-93的有关规定及加工含硫原油的恶臭污染现状,石化企业迫切要求进行治理。
据不完全统计[4],目前我国炼油企业各污水处理场挥发逸散的含恶臭污染物废气绝大多数都处于自由排放状态,未加任何处理设施,只有少数炼油企业的污水处理场部分设施进行了简单的密封。
这虽然在一定程度上减少了局部环境的恶臭污染,但并没有从根本上解决恶臭污染问题,而且又给污水处理场的管理、维护和操作带来诸多不便。
因此该课题的恶臭气体吸附工艺的开发有助于填补国内炼油企业在恶臭污染防治领域的空白,采用该工艺处理污水场恶臭气体,具有主体装置投资少、运行成本低、操作维护简单和脱臭效果显著等特点,有着较为广阔的市场推广应用前景。
天津分公司炼油部VOCs治理效果分析

天津分公司炼油部VOCs治理效果分析Abstract:According to the relevant national and local environmental regulations,the VOCs emission from oil refining and chemical enterprises is strictly limited,the VOCs is not higher than 80 mg/m3. The refinery department has conducted an investigation into the VOCs emissions from the production units,which are mainly concentrated in the oil product tank areas,acid water tanks,loading platforms. Aiming at different parts,different processes,different media,corresponding measures and governance program were formulated. After the safety assessment,the project was completed and put into operation in October 2017,VOCs emissions were significant reduced,the concentration and removal rate of VOCs met the requirements of national laws and regulations,and the environment of the plant site was improved,it also met the environmental protection requirements of Beijing-Tianjin-Hebei regionKey words:Environment protection; VOCs; Exhaust gas from heating furnace; Closed recovery在我國VOCs是挥发性有机物(volatile organic compounds)的英文缩写,是指常温下饱和蒸气压大于133.32 Pa、标准大气压(101.3 kPa)下沸点在50~260 ℃以下的有机化合物,或在常温常压下任何能挥发的有机固体或液体。
BAF法处理高浓度含盐炼油污水

生产与环境BAF法处理高浓度含盐炼油污水王刚袁仲全(中国石化天津分公司,天津300271)摘要:阐述了BAF法处理高浓度含盐炼油污水的原理和启动运行过程,分析了运行中出现的问题,并提出改进建议。
关键词:高浓度含盐污水;炼油污水;BAF法中国石化天津分公司炼油污水处理场采用的流程是隔油、气浮、鼓风曝气“老三套”工艺。
脱硫净化污水、电脱盐污水、碱渣污水和含油污水等在污水处理场采用合流处理。
根据清污分流、分质处理的原则,2007年实施了污水处理场改造工程,将炼油污水系统重新划分为高浓度含盐污水系统和低浓度含油污水系统。
将高浓度含盐污水经过新建生化预处理后,排至动力部纯氧曝气池进一步处理合格后达标排放。
1高浓度含盐污水处理工艺流程及BAF法原理1.1高浓度含盐污水处理工艺流程(见图1)电脱盐污气分碱渣环烷酸废气分碱性图1高浓度含盐污水处理工艺流程污水首先进入中和罐进行酸碱中和,然后进人调节罐,罐内设有收油堰,对含盐污水进行初步隔油。
调节罐出水通过泵提升进人油水分离器,油@2009年第9卷第10期水分离器内设有旋流分离器和波纹板填料。
油水分离器出水进入微电解池。
池内设有铁屑层,并根据需要投加硫酸亚铁,同时鼓风曝气,反应生成硫化亚铁及氢氧化铁等。
微电解池出水通过自流进入气浮设备,气浮出水进入BAF生化池,进行好氧处理,去除水中有机物及氨氮。
生化出水后的污水达到设计出水水质要求,经泵提升后排至动力部纯氧曝气池Ⅲ进一步处理,处理合格后达标排放。
1.2高浓度含盐污水处理系统进、出水水质及处理规模设计进水指标:COD。
≤2300mg/L,挥发酚≤80mg/L,硫化物≤80mg/L,油≤500mg/L,氨氮≤65mg/L,pH6-9。
处理出水要求:出水水质达到以下指标COD。
≤500mg/L,挥发酚≤0.5mg/L,硫化物≤1.0mg/L,油≤10mg/L,氨氮≤15mg/L,pH6~9。
处理出水排至动力部纯氧曝气池Ⅲ进一步处理,处理合格后达标排放。
石油石化装置除臭味钝化清洗方案

某石油炼化石油化工单位2019年脱硫装置除臭钝化技术方案编制:审核:批准:欣格瑞环境2019年 11月 13 日目录1. 装置除臭、钝化编制说明 (2)2. 装置除臭、钝化工程概况 (3)3. 装置除臭、钝化施工部署和施工方法......................... 错误!未定义书签。
4. 装置除臭、钝化清洗系统设计 (6)5. 装置除臭、钝化化学清洗工艺流程 (7)6. 装置除臭、钝化废液处理: (9)7. 装置除臭、钝化施工进度计划 (10)附件2、装置化学清洗验收报告................................ 错误!未定义书签。
附件3、装置化学清洗工艺流程示意图.......................... 错误!未定义书签。
1.装置除臭、钝化编制说明本施工方案为某石油炼化化工单位2019年检修脱硫装置除臭钝化项目专项设计。
编制依据为国家、行业现行有效的与本工程有关的标准、规范及甲方要求,依据如下:1)《HG/T2387-2007 工业设备清洗质量标准》2)《SHT 3547-2011 石油化工设备和管道化学清洗施工及验收规范》3)《GB 50184-2011 工业金属管道工程施工质量验收规范》4)《GB8978-2002 污水综合排放标准》5)GB 3836-2000《爆炸性气体环境用电气设备》6)SH 3063-1999《石油化工企业可燃气体和有毒气体检测报警设计规范》7)GBZ 2-2002《工作场所有害因素职业接触限值》8)GB 50058-1992《爆炸和火灾危险环境电力装置设计规范》9)SH 3093-1999《石油化工企业卫生防护距离》10)甲方单位提供的图纸、数据等技术文件2.装置除臭、钝化工程概况1)工程名称:某石油炼化化工2019年检修脱硫装置除臭钝化项目。
2)作业地点:某石油炼化化工3)计划工期:2019年03月-06月4)工作范围:合计约合500立方米(含相关管线)➢循环氢压缩机入口分液罐V1117:14.6立方米;➢循环氢脱硫塔入口分液罐V1118:20.02立方米;➢循环氢脱硫塔T1103:36.9立方米。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Application of Refining Odor Pollution Control Technologies in SINOPEC
Tianjin Company
Gang
Wang
(S1NOPEC Tanjin Company,Tianjin 30027 1。China)
Abstract:The distribution of odor emission
会对催化燃烧工艺的效果产生一定影响。
3.3生物法
大气污染物排放标准》¨叩规定的要求,但无法达到
GB
生物法是利用微生物的新陈代谢作用,将恶 臭气体分解氧化为二氧化碳和水等无机物质。由于 该工艺设备简单、操作管理方便、能耗少、运行费 用低、去除率高且无二次污染,得到广泛的应用。 炼油污水处理场空曝池、A/O池和高含盐BAF池等 生化池恶臭污染物的治理采用生化法。 炼油污水处理场空曝池、A/O池和高含盐BAF 池增设玻璃钢集气罩,废气在引风机作用下进入处 理装置。在洗涤塔内,废气与循环液(由新鲜水和 碱液配置而成)接触加湿、去除废气中粉尘、油污
2|。
而脱硫醇装置尾气和气分碱渣罐尾气,其硫 化物含量高、烃类含量较低、气量小,考虑除臭问 题,可选择“碱液吸收一活性炭吸附”工艺。 对于污水处理场隔油、浮选和油泥池等挥发
气,其硫化物含量低、烃类含量较高、气量较小,
污染源。 2
吸收法是比较常用的恶臭污染治理方法,是 指利用水、酸、碱、有机溶剂等吸收液对恶臭气体 进行脱臭。该方法适用于气量大、含量高、温度低 和压力高的气源,具有处理效率高、反应速率快、 反应温度低、安全高效和工艺成熟等特点Ho。 3.1.1降膜吸收法 该方法先通过液膜吸收、溶解以及酸碱中和 反应除去大部分恶臭物质,再通过与吸收剂旋流逆 流接触,使恶臭气体发生化学反应旧1。 在污油罐区,应用该方法对富含硫化氢的扫 线气进行了恶臭治理。扫线气先经冷却器冷却到 70℃以下,然后进入循环水罐以循环水为介质吸 收氨;在降膜吸收塔和旋流吸收塔,扫线气与吸 收液接触,强化吸收后排放。该装置处理能力为
表1降膜吸收装置的去除效果
排放也存在问断|生,排放浓度呈现不规律的波动。
另外,随季节变化,恶臭物质排放浓度一般呈夏、 秋季高,冬、春季低的特性;当水温低于1
8℃
时,污水中恶臭物质的排放浓度接近零bj。目前, 我国执行的排放标准是1993年颁布的GB 14554—
1993《恶臭污染物排放标准》u1和GB 16297--1996
16297--1996《大气污染物综合排放标准》№1规
定的小于120 mg/m3的要求。
表2低温柴油吸收装置的去除效果
3.2燃烧法
和部分硫化物;在生化塔内,恶臭物质与填料表面 生长的特定的微生物接触,分解氧化转化为二氧化 碳、水和硫酸根等无机物,完成净化。 该装置于20 1 3年4月建成投入实验,设计处理
去除效果见表3。
表3催化燃烧装置的去除效果
000
Nm3/h。催化燃烧装置的 生化法对进气浓度波动适应性较差。若进气 污染物浓度较低,微生物代谢效果差,导致活性降 低;当再遇到高浓度废气时,易造成冲击,因而需 更换填料。另外,循环液pH、循环水量、反应温度 和填料含水率等指标的控制和调整是否及时准确, 也影响生物处理装置的运行和效果。王亚娟¨u应 用生物法时发现,去除的恶臭物质须具有一定的水
下,从而保证催化剂不中毒失效。但实际应用中, 受加工油种的影响,总有机硫含量有时会超出控制
指标,对催化剂产生冲击。 另外,进口废气中非甲烷总烃含量的波动也
收装置的去除效果见表2。由表2可见,低温柴油吸
收装置对甲硫醇、总有机硫、非甲烷总烃的去除效 果均较好,但非甲烷总烃的出口质量浓度只能控
制在25 g/m3以下,符合GB 20950பைடு நூலகம்-2007《储油库
溶性和可生化性,不含抑制微生物的有害物质,且
由表3可见,催化燃烧工艺对总有机硫、苯系 物、非甲烷总烃的去除率均在95%以上,处理后 气体非甲烷总烃浓度达到GB 16297--1996《大气 污染物综合排放标准》嘲的排放标准。使用脱硫剂 时,可将该工艺进口总有机硫控制在20
mg/m3以
恶臭气体温度应低于50℃。 3.4吸附法
万方数据
化 ENVIRONMENTAL
工
环
保
20 1
PROTECTION OF CHEMICAL INDUSTRY
4年第34卷
装置区恶臭污染源调查。经过技术研究和采样分
法,取得了明显效果。
3.1吸收法
析,确定了焦化装置区、酸l生水汽提装置原料水罐
区、汽柴油罐区、焦化液态烃脱硫醇装置区、汽油 氧化脱硫醇装置区、气体分馏装置区、石脑油罐、 污油罐区和渣油罐区等部位为炼油装置区恶臭重点
吸附法是利用吸附剂所具有的较大比表面积 来吸附恶臭物质。常用的吸附剂包括活性炭、沸
石、分子筛、硅胶等。吸附法可处理浓度较低、组
万方数据
化
工
环
保 2014年第34卷
ENVIRONMENTAL PROTECTION OF CHEMICAL INDUSTRY
分复杂的废气,且维护方便,但运行费用较高u 活性炭是目前应用最广的吸附剂。
表4生物处理装置的去除效果
炼油污水场沉水井、隔油池、浮选池等处先 加装玻璃钢罩棚封闭。收集的废气先进人均化罐, 在脱硫剂的作用下脱除大部分硫化氢和有机硫,然 后在催化剂的作用下,废气中的有机物通过催化燃 烧发生氧化反应,处理后的废气可直接排人大气。 该装置于2004年1 2月正式运转,装置运行稳 定,废气处理能力为3
500~800 Nm3/h。
恶臭污染源的排放情况
恶臭污染源排放的气体组成为非甲烷总烃、
苯系物(苯、甲苯、乙苯、对二甲苯、邻二甲苯和 间二甲苯)、硫化氢和硫醇、硫醚、二甲基二硫等
有机物。其中,苯系物质量浓度高达3
000~8 000 mg/m3, mg/
mg/m3,非甲烷总烃质量浓度可达2×105
硫化氢和有机硫化物的质量浓度约为10~103
m3。文献[4]中引入恶臭指数(OI值)来表征不同 恶臭物质对人体感官的差异,其中,硫化物在炼油 装置区的OI值最高,是造成恶臭污染的主要物质, 甲硫醇和二甲基二硫是硫化物中的特征恶臭组分。 受储罐进出物料问断操作的影响,恶臭气体
该装置于2006年1 2月投用使用,装置运行平 稳,大部分恶臭物质被去除。降膜吸收装置的去 除效果见表1。由表1可见:降膜吸收工艺对硫化 氢去除率较高,处理效果好;但对苯系物和烃类 去除率较小,出口排放气体对人体仍存在危害和 安全隐患。
气量2
000
燃烧法是利用高温热解废气,包括直接燃烧 法、热力燃烧法和催化燃烧法。天津分公司炼油污 水场采用催化燃烧法处理污水场废气。由于污水场 废气中含有有机硫化物,为避免催化剂中毒,治理 工艺选择“脱硫及总烃均化—催化燃烧”组合处理
工艺。
Nm3/h。生物处理装置的去除效果见表
4。由表4可见,处理后出口尾气各污染物含量均较 低,符合国家和天津市要求的排放标准。
are
put forward.
waste gas;control plan
Key words:odor pollution;refinery
随着加工原油中硫含量的逐渐增加,炼油装
治理,取得了较好的效果。
本文介绍了中国石化天津分公司炼油装置区恶
置区内工艺尾气和各种储罐呼吸气中硫化物、油气 等恶臭组分含量越来越高。这些气体的直接排放污 染周边环境,也对人体健康造成危害。随着环保形 势的日益严峻,炼化企业恶臭污染治理工作愈发重
《大气污染物综合排放标准》№J。地方根据自身环 保要求,还会制定更加严格的标准,如1995年天津 市颁布实施了DB 12/一059—1995《恶臭污染物排放 标准》‘2|。 近年来,天津分公司实施了多项恶臭污染源
治理措施,如酸陛水汽提装置原料水罐区、汽柴油
罐区和污油罐区增设了降膜吸收除臭装置,焦化装 置区冷焦水罐呼吸气配备了碱洗设备,渣油罐区扫 线气安装了碱液吸收装置,在34污水汽提装置已有 恶臭治理装置的前端增设了低温柴油吸收装置,炼 油污水场建设了催化燃烧装置和生物脱臭装置等, 恶臭污染治理工作取得较好效果。
as
advantages and disadvantages of common odor pollution control technologies,such
absorption process,
combustion process,biological process and adsorption process,are analyzed.And some suggestions for the selection of odor control plans
生产单元排放的污染物存在差异b J。在炼油生产 装置内,从各类油品储罐、含硫污水储罐和碱渣水 罐的水封罐或呼吸阀溢出的富含硫、苯系物、油气 等物质的恶臭气体是恶臭污染物的重要来源。201 1 年,天津分公司与抚顺石化研究院共同开展了炼油
[收稿日期]2013—12—12;[修订日期]2014—02—18。 [作者简介]王刚(1969一),男,河北省玉田县人,硕士,高级 工程师,主要从事炼化企业环保技术管理工作。电话022— 63804682,电邮wanggan94.tjsh@sinopec.corn。
要。GB 14554--1993《恶臭污染物排放标准》u o和
DB
臭污染源治理技术的应用情况,并分析了其优势和相 对不足,据此提出同类污染源治理技术的合理建议。
1
炼油装置区主要恶臭污染源的分布
石化企业生产工艺复杂,原料的性质导致各
12/一059—1995《恶臭污染物排放标准》比。中均
对硫化氢、氨、硫醇类和硫醚类等恶臭气体的排放 浓度及排放速率有严格规定。2013年9月12日,国 务院《关于印发大气污染物防治行动计划的通知》 中明确提出,在石化、有机化工等行业要实施挥发 性有机物污染综合治理,在石化行业开展“泄漏检 测与修复”技术改造。几年来,中国石化天津分公 司通过开展炼油装置区恶臭污染源调查,分析恶臭 气体的组成和特性,针对不同的恶臭污染源采用了 吸收法、燃烧法、生物法等处理技术,实施了综合