炼油装置仪表与控制系统
自动化技术在石油工业中的应用
自动化技术在石油工业中的应用自动化技术是现代工业领域中的关键技术之一,它在各个行业中都扮演着重要角色。
特别是在石油工业中,自动化技术的应用无疑为生产过程的优化和效率提升带来了巨大的推动力。
本文将探讨自动化技术在石油工业中的应用,并分析其带来的益处。
一、自动化生产系统自动化技术在石油工业中最为常见的应用就是建立自动化生产系统。
这些系统通过使用各种传感器、控制器和执行器,实现对生产过程中的各个环节的实时监测和控制。
例如,自动化生产系统可以监测油井的产量和压力,调整钻井设备的工作参数,实现钻探作业的高效完成。
此外,自动化技术还可以提供实时数据反馈和报警功能,及时发现和解决潜在的问题,降低生产风险。
二、仪表与控制系统自动化技术在石油工业中的另一个重要应用领域是仪表与控制系统。
这些系统通过使用各类仪表和传感器,对生产过程中的各个参数进行测量和监测,然后通过控制器对参数进行实时调整和控制。
例如,自动控制系统可以根据储罐液位的变化,实现对原油流量的调节,确保生产线的平稳运行。
这样的自动化系统具有高精度、高可靠性和高响应速度,大大提升了生产效率。
三、远程监控与管理自动化技术还可以实现石油工业中的远程监控与管理。
通过使用传感器网络和远程监控系统,生产人员可以随时随地对油田、炼油厂和储油设施等进行远程监测和管理。
例如,他们可以通过网页或手机应用程序实时查看设备状态、生产情况和环境指标等,及时做出决策。
这不仅提高了生产的灵活性和效率,而且减少了人力成本和交通时间。
四、安全监测与控制自动化技术在石油工业中的应用还包括安全监测与控制系统。
由于石油工业的生产环境存在着诸多的安全隐患和风险,自动化技术的应用可以有效地提高生产过程的安全性。
例如,通过使用火焰传感器和气体检测器,自动化系统可以及时发现和报警油井、炼油设施或储罐等发生泄漏、爆炸或火灾等危险情况,从而及时采取措施进行控制和应对。
总结:自动化技术在石油工业中的应用非常广泛,并带来了巨大的益处。
炼油厂自动化控制系统的研究与应用
炼油厂自动化控制系统的研究与应用随着科技的不断进步和现代化的快速发展,炼油厂自动化控制系统越来越受到人们的关注和重视。
自动化控制技术能够提高炼油生产效率,降低能源消耗,保证生产质量与安全性。
本文将从自动化控制系统的概念和发展历史、控制方式和结构、控制方法和技术、应用前景和挑战等角度进行分析和阐述,以期为读者提供一定的参考与启示。
一、概念和发展历史自动化控制系统是指利用先进的计算机技术、传感器技术、控制算法等,将系统的各种物理量转化为数字信号,进行实时控制、监测和优化,以达到系统高效、智能、精密和可靠的控制和管理。
它是生产自动化的重要组成部分,广泛应用于各种工业领域,包括石油化工、制药、冶金、航空航天、能源等。
自动化控制系统的发展历史可以追溯到19世纪。
当时,人们利用机械设备和水力、风力等自然能源,进行工业生产和输送。
工业机械的发明和普及,使得人们能够将机械、电气、电子等领域的技术结合起来,逐渐实现了自动化控制的初步应用。
20世纪以来,随着计算机技术和通讯技术的革新和不断进步,自动化控制逐渐发展成为一门系统性的科学。
现代化的炼油厂自动化控制系统已经具备了高速数据采集、实时监测、故障诊断、智能控制、数据处理和管理等功能。
二、控制方式和结构自动化控制系统的控制方式可以分为开环控制和闭环控制。
开环控制是指控制对象与控制器之间没有反馈环路,只通过设定控制器输出信号的数值,来控制被控对象的状态。
开环控制的优点在于简单易用、响应速度快,但是它无法感知和补偿被控对象的误差,容易出现明显的控制偏差和不稳定性。
闭环控制是指通过反馈环路将被控对象的状态信息返回控制器,通过计算误差信号和设定目标值,来实现自动化调节和控制。
闭环控制的优点在于能够根据实际需求和环境条件,自动适应和调整系统的运行状态,使得控制精度和稳定性更加高效和可靠。
炼油厂自动化控制系统的结构可以分为三个层次:感知层、控制层和管理层。
感知层是系统的数据采集和传输层,包括传感器、信号放大器、AD转换器等设备,负责对炼厂中液位、压力、温度、流量等各种物理量进行实时监测和数据采集,输出数字信号。
仪表控制系统DCS和PLC最大的区别在哪

仪表控制系统DCS和PLC最大的区别在哪一、PLe系统1.从开关量控制发展到顺序控制、运送处理,是从下往上的连续 PlD 控制等多功能,PlD在中断站中。
2.可用一台PC机为主站,多台同型PLC为从站。
3.也可一台PLC为主站,多台同型PLC为从站,构成PLC网络。
这比用PC机作主站方便之处是:有用户编程时,不必知道通信协议,只要按说明书格式写就行。
4. PLC网格既作为独立DCS,也可作为DCS的子系统。
5. PLC主要用于工业过程中的顺序控制,新型PLC也兼有闭环控制功能。
二、DCS系统1.分散式控制系统 DCS 集 4C (Communication, Computer, Control, CRT)技术于一身的监控技术。
2.从上到下的树状拓扑大系统,其中通信是关键。
3. PID在中断站中,中断站联接计算机与现场仪器仪表与控制装置是树状拓扑和并行连续的链路结构,也有大量电缆从中断站并行到现场仪器仪表。
4.模拟信号,A/D-—D/A、带微处理器的混合。
5. 一台仪表一对线接到I/O,由控制站挂到局域网LAN6. DCS是控制(工程师站)、操作(操作员站)、现场仪表(现场测控站)的3级结构。
用于大规模的连续过程控制,如石化等。
三、如何抉择PLC和DCS系统在可编程逻辑控制器(PLC)和分散式控制系统(DCS)之间如何抉择,要具体情况具体分析,因为应用场合不同,对控制系统的要求也各不相同。
控制系统平台,对自动化系统满足优化生产、维持可用性和获取数据等需求的方式,会有一定的影响。
在选择控制系统方面缺乏远见,也可能会影响未来的扩展、流程优化、用户满意度和公司利润。
除了一些基本准则之外(比如如何控制过程),设计团队还必须考虑安装、可扩展性、维护、保养等方面的各种因素。
目前,虽然对小设备来讲,PLe系统可能是最划算的,但DCS系统则提供了更具经济性的可扩展能力,更可能获得较高的初始投资回报。
PLC是一种工业计算机,用于控制生产制造过程,如机器人、高速包装、装瓶和运动控制等。
石油化工仪表自控系统应用手册
石油化工仪表自控系统应用手册石油化工仪表自控系统应用手册1. 引言:石油化工行业对于自控系统的需求日益增长,因为这些系统在过程控制和安全性方面发挥着关键作用。
本手册将介绍石油化工仪表自控系统的基本原理、常用组件和应用案例,以便读者全面了解该系统的设计、操作和维护。
2. 仪表自控系统的基本原理:仪表自控系统是一个由传感器、执行器、控制器和人机界面等组成的网络,用于监测和控制石油化工过程中的参数和操作。
其中,传感器负责采集数据,例如温度、压力和流量等;执行器用于控制操作,如阀门的开启和关闭;控制器通过处理传感器数据并发送指令给执行器来实现自动化控制;人机界面为工程师和操作员提供参数设置、状态监测和故障诊断等功能。
3. 仪表自控系统的常用组件:- 传感器:温度传感器、压力传感器和流量传感器等,用于采集过程中的各种参数。
- 控制器:可分为PLC(可编程逻辑控制器)和DCS(分散控制系统),负责处理传感器数据并发送相应的控制指令。
- 执行器:通常包括电动阀、调节阀和电机等,用于实现对过程的控制。
- 人机界面:例如SCADA(监控和数据采集)系统和HMI(人机界面)等,用于监控和操作自控系统。
4. 石油化工仪表自控系统的应用案例:- 温度控制:在炼油过程中,温度是控制转化反应速率和产物选择性的重要参数。
通过实时监测和控制温度变化,可以提高产品质量和生产效率。
- 压力控制:压力是决定许多石化过程中物质相态和反应速率的关键因素。
通过自动调节阀门和泵的运行状态,可以确保设备在安全范围内稳定运行。
- 流量控制:在石油化工过程中,流量是改善反应速率和物质传递的关键参数。
通过合理的流量调节,可以提高产品质量、减少能耗和降低生产成本。
5. 对石油化工仪表自控系统的个人观点和理解:仪表自控系统在石油化工行业中的应用至关重要,它不仅能提高生产效率和产品质量,还能增加操作的安全性和可靠性。
借助现代化的传感器、控制器和执行器,工程师和操作员可以实时监测和控制过程中的参数,并及时采取措施以应对各种问题。
化工仪表及自动化解读

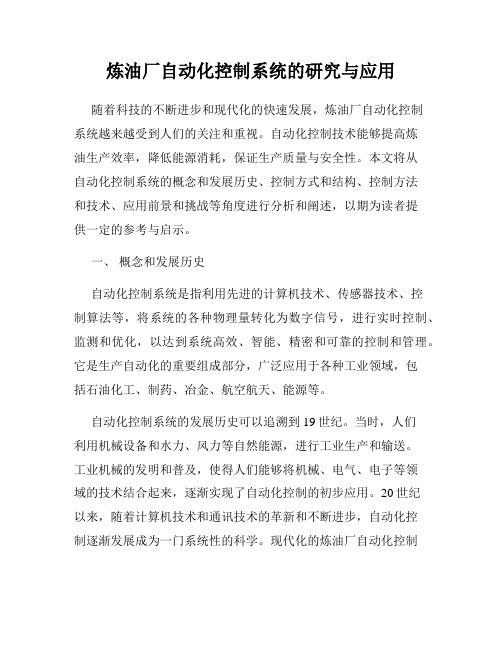
控制器
控制阀
对象
测量元件变送器
2. 检测仪表与传感器
2.1概述 在工业生产中,为了正确的指导生产操作,对过程进行控制,一项必不可少的工作是准确而及时地检测出生产过程中的各个有关参数,例如压力、流量、物位、温度等。用来检测这些参数的技术工具称为检测仪表。用来将这些参数转换为一定的便于传送的信号(例如电信号或气压信号)的仪表通常称为传感器。当传感器的输出为规定的标准信号时,通常称为变送器。 2.1.1测量误差 在测量过程中,由于所使用的测量工具本身不够准确,观测者的主观性和周围环境的影响等等,使得测量的结果不可能绝对准确。由仪表读得的被测值与被测量真值之间,总是存在一定的差距,这一差距就称为测量误差。误差的分类方法多种多样,按误差出现的规律可分为系统误差、偶然误差和疏忽误差;按仪表使用的条件分为基本误差和附加误差;按被测变量随时间变化的关系分为静态误差和动态误差;按与被测变量的关系分为定值误差、累计误差;按误差的数值表示分为绝对误差、相对误差和引用误差。 测量误差通常有两种表示方法,即绝对误差和相对误差。 绝对误差是指仪表指示值和被测量的真值之间的差值。在实际应用中真实值指得是标准表的读数。 ∆=X-X0 相对误差等于某一点的绝对误差∆与标准表在这一点的指示值X0之比。 Y= ∆/X0= (X-X0)/X0
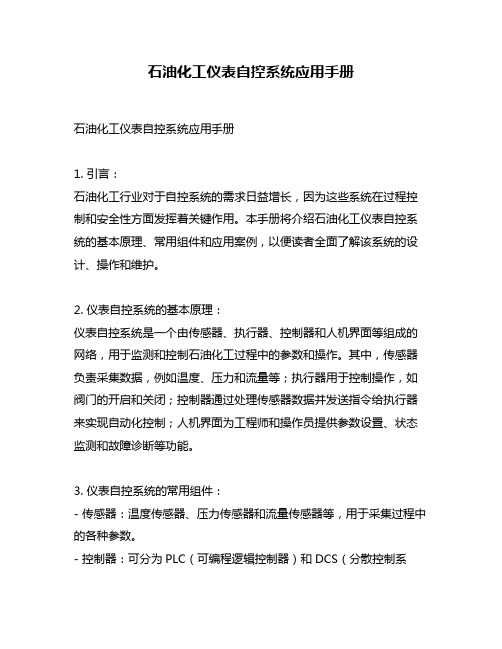
冷液
热液
压力表
蒸汽
TT-101
流量计
冷凝水
TV-101
1. 自动控制系统基本概念
1.1.3自动信号和联锁保护系统 生产过程中,有时由于一些偶然因素的影响,导致工艺参数超出允许的变化范围而出现不正常情况时,就有引起事故的可能。为此,常对某些关键性参数设有自动信号联锁装置,防止事故的发生和扩大。如下图:
温度
浅析炼油化工装置自动化检测仪表的安装与维护

浅析炼油化工装置自动化检测仪表的安装与维护发布时间:2023-03-10T05:51:36.338Z 来源:《中国科技信息》2022年10月20期作者:宁鹏[导读] 石油化工设备的自动化测试仪器包括压力仪表、温度仪表、液位仪表、流量仪表四大部分。
在日常生产中,炼油化工设备的自动化测试仪器难免会出产生不同程度的故障,因此,在实际生产中,维护和检查自动化仪表的故障,对炼油化工企业的正常经营具有重要地位。
石油化工企业的要确保设备的安全和稳定性。
宁鹏中国石化股份有限公司茂名分公司广东省茂名市 525011摘要:石油化工设备的自动化测试仪器包括压力仪表、温度仪表、液位仪表、流量仪表四大部分。
在日常生产中,炼油化工设备的自动化测试仪器难免会出产生不同程度的故障,因此,在实际生产中,维护和检查自动化仪表的故障,对炼油化工企业的正常经营具有重要地位。
石油化工企业的要确保设备的安全和稳定性。
基于此,本文主要讨论了炼油化工装置自动化检测仪表的安装与维护,以供相关人士交流参考。
关键词:炼油化工装置;自动化检测仪表;安装维护引言:石油化工是国民经济的基础,为了保证石油行业的持续发展,有关企业部门应该大力引进先进的石油化工设备,并对其进行科学的安装和维修。
同时,对目前的化学自动化测试仪器的安装和维修方法进行分析,以期达到改善相关人员炼油化工设备的操作水平。
一、炼油化工装置中常用的检测仪表分析(一)压力仪表压力是炼油化工生产过程测量中的一个重要的参数,因此需要引起人们的重视。
压力仪表包括特殊压力计、压力传感器、变送器等部分,其工作原理多样,适用于脉动、高温、易结晶以及粉料介质等的压力测量。
(二)温度仪表炼油化工温度计是指热电阻、双金属温度计、温度巡检仪、温度显示调节仪,温度变送器等。
由于炼油温度范围大多在200至1800摄氏度之间,因此,石油企业的设备和管道温度需要根据指令来进行合理的调节,大多数的温度测量,通常是用双金属温度计以保证温度的合理。
炼油化工装置自动化检测仪表的安装与维护

・1 பைடு நூலகம்・
炼油化工装置 自动化检测仪表的安装与维护
徐 红 芳
( 大庆炼化公 司设计院, 黑龙江 大庆 1 6 3 4 1 1 )
摘 要: 在 平时的生产 当中仪表难免会 出现 故障 , 但是故 障的原 因是 多样化 的 , 所 以对于故 障的原 因进行判 断和修 理都是非 常重要 的, 因为石化企 业的安全和稳定是排在首要位置的 , 仪表 的好坏还 能决定产量和质量 。 仪表的维护人 员的技能、 经验和处理 突发事件的能 力都是他们 自身职业素养的体现 。本 文主要探讨 炼油化 工装置 自动化检测仪表的安装与维护。
关键词 : 炼油化 工; 自动化检 测仪表 ; 安装 ; 维护 根据石油炼化装置 自动化检测仪 表的实际情况 , 主要包 括 4个 要事前 和该 岗位 的主要操作人 员进 行沟通 , 两边 相互 确定好安全措 相互配合 。 一些重要 的步骤或是高危步骤 , 需要做好和车间的调 方面 , 即温度仪表 、 流量仪表 、 物流仪表及压力仪表 。新 型炼 厂的 自 施 , 动化程度更是 紧跟甚至赶超 国际水平 , 自 动化仪表 已成 为推进 信息 度联系工作 。( 3 )对 于 自动控制系统 , 一般都会有连锁控制功能 , 那 化带动工业化 、 高新技术改造传 统产业最重要 的技术装备 。 么对这类 系统进行检修或 维护就需要 由操 作员将 自动档位切 换至 1炼油化工装置 自动化检测 执行仪表 手动档位 , 然后把 变送器运算单元 、 记 录仪 和警报单 元进行 断电处 理, 需要保 留控制器 的通 电, 这样手动工作才能正常发挥作用。 ( 4 ) 若 1 . 1温度仪表 石化现场设备或管道 内界质温度一般 都需 要指示控制 , 温 度范 确定故 障是 出 自控制器或执行 机构本身 , 按前项 规定的程序处理完 即让操作工进行现场手动操作 , 然后 进行故障排除 。( 5 ) 参与维 围为 一 2 0 0 o C 到1 8 0 0 o C 。 大多数采用接触式测量 。 在现场指示的水银 毕 , 玻璃温度计多被双金属温度计取代 , 最常用 的是热 电阻 、 热电偶 。 特 修的工作人 员不能对工艺 流程 、系统 和检 测的过程 和结构都 不清 殊热 电阻有油罐平均温度计等特殊热 电偶 和耐磨热 电偶 、 表面热电 楚 ,这样不能完 成检修工作还 可能对正常运行的设备造成损坏 , 检 偶、 多点式热电偶 、 防爆热 电偶等 。热 电阻 、 热 电偶信 号多直接进入 修时要确认 好端子号 和图纸是否一样 。检 修不能 没有前期准 备工 对 于故 障比较严重 的, 需要 和车间值班人员进行共 同商讨之后 , D C S或其它温度采 集仪表 , 一体化 的温度变送器( 两线制) 等 因现场 作 , 总线技术兴起而逐渐普及 。 确定方 案再 进行 。( 6 ) 维修和进入控制盘 的时候 , 动作不宜过大 , 需 1 . 2压力仪表 要小心谨 慎 , 提放物 品都要轻柔 , 推拉也是不易大力度 , 要 保证线路 压力仪表肩负设备工程安全 的重 任 ,所以必须对于高度重视 。 和插头 、 仪表 的完整 。正常开车时严禁 敲击 , 防止连锁 、 按钮或继 电 压力 范围为到 3 0 0 MP a ( 高压聚 乙烯反应器) 。压力传感器 、 变送 器和 器接点动作 发生故障。( 7 )对仪表进行拆卸 的时候 , 需要先将带压 、 特种压力仪表采用 多种原理 , 而且可用于高温介质 、 脉动介质 、 粘稠 带料 的管道 和阀 门进行前 期处理 , 像 是卸掉压 力和物料等 等 , 并且 现场所有的管道在处 理时都要视为有压管道 。 ( 8 ) 状、 粉状 、 易结晶介质 的压力 测量 , 精度可达 0 1 级 。压 力表分 液柱 在侧面进行 装卸。 式、 弹性式 、 活塞式 ( 压力校验仪) 三类。 对于检修过程中的仪 表如果是 在还没有寻找到异常原 因的状况下 , 其 自动恢 复正常 的 ,必须在找到原 因之后 才能拍 出其故 障的可能 1 . 3物位仪表 否则不 能进行使用 。如果仪表 出现 故障导致无法生产并且不能 石化行业一般 以液位测量 为主 , 由于测量过程 与被测 物料特性 性 , 关系密切 , 所 以除浮力式仪表外 , 物料仪表没有通用产品 。 按测量方 进行停表处理 , 那么就需要和生产总调度联 系。( 9 ) 检修仪表要做好 防止仪表管线冻坏造成事故 。( 1 O )如果需要从 电炉 式分 为直读式 、 浮力式 、 静 电式( 差压 、 压力) 、 电接触式 、 电容式 、 超声 仪表防冻工作 , 波式 、 雷达式 、 重锤 式 、 辐射式 、 激 光式 、 磁致伸缩式 、 矩阵涡流式等 , 内取 出物品 , 需要 先进行停 电这一步骤 , 而且用来 进行照 明的电压 6伏 。 ( 1 1 )检修 过程需要注 意安 全 , 蒸汽系统 、 排放有毒 其 中雷达式 、 磁致 伸缩式 以及矩 阵涡流式液位计精 度高 , 在石 化行 要小 于 3 气体系统 、 缺氧 环境 以及禁止烟火 的场所 , 都要注意操作安全准则 。 业正在逐步普及。 2 . 2自动化检测仪表 的防腐 1 . 4 流量仪 表 流量仪表是 石化行业温 、 压、 液( 位) 、 流 四大参 数 中内容最 丰富 ( 1 ) 采用 隔离液 , 是 防止腐蚀性 介质与仪表直接接 触。这种方法 流量 、 液位等测 量。 隔离液必须 既不 与 的一个门类。从控制的角度 看稳定和优化是两大永恒 的主题 , 都要 主要用于腐蚀性介质的压力 、 也不能对仪表测量部件有腐蚀性 。隔 用流量来考核 。 而流量本身与流体及管道的关系又很大。我们今天 被测介质互溶和起化学作用 , 并在环境 温 说 的流量 , 不是 一般 的流速 , 而是单 位时间 内流体 有效面截 的流体 离液 的密度应不 同于被测介质和仪表工作介 质的密度 , 其 密度和黏度 均不应发生 显著变化 , 隔离液应 具有 良好 的体积和温度及压力补偿 , 还需要求 知管道 中一定时间 内流过 的累 度 变化时 , 的流动性 。常用 的隔离液有磷苯二 甲酸二丁酯 、 乙醇 、 四氯化碳 、 甲 积的流体体积和质量( 流量积算仪) 。 基硅油等 。 ( 2 ) 采用 吹气法 , 是用 吹人 的空气( 或氮气等惰性气体) 来 隔 1 . 5分析仪器和在线 过程分析仪 从而达到防止腐蚀 的作用 。吹入法 一 生产过程 中以及生产 出来 的产 品质量是 和生产 工艺相联系的 , 离被测介质 和仪表测量部件 , 流量或压力测量系统 中。吹入氮气 等惰性气 体 生产 工艺需要对生产 过程 中的温度 、 压力 、 流 量和液位等 等参数进 般用 于低压 的液位 、 ( 3 ) 采用保护套管来 防腐 。 测温仪表的检测元件一 行综合 的管理 。 所 以要得到高质量 的生产产品就需要仪表来对 这些 还具有 防爆作用 。 再插入工艺 管道或设备 内 , 其防腐措施 主 数据进行监测 。 而现在提倡环保 , 特别是工业生产 , 排放出来的物质 般 都是装在保 护套管 内, 用于抵抗腐蚀介质 的侵蚀 。保 护管的材 成分也需要进行分析和监测 。 所 以分析仪器 以及在线过程分析仪器 要 是选用相应耐腐蚀材料 , 质可用合适 的耐腐蚀性能好 的金属 、 合 金或非金属。 都是生产 中需要 的设备 。
安全仪表(联锁)系统管理规定
安全仪表(联锁)系统管理规定第一章总则第一条为贯彻中国石油炼油与化工分公司相关制度和规定,满足HSE管理体系要求,加强装置工艺、设备的安全仪表(联锁保护)系统管理,使装置在受控状态下运行,保证安全生产,制定本管理办法。
第二条安全仪表(联锁保护)系统(SIS,以下简称联锁系统)属于控制计算机系统的一种,通过仪表自动控制系统实现装置工艺和设备的自动联锁保护系统。
第三条本管理办法适用于锦西石化分公司,包括原来的紧急停车系统(ESD)、机组控制系统(ITCC)以及过程控制系统(DCS、PLC)中的联锁系统部分。
第二章职责第四条机械动力处是联锁系统的归口管理部门;从联锁系统的设计阶段到调试、验收、投用阶段的监督、检查,系统运行的管理;负责组织联锁系统台帐的建立、管理;负责组织联锁级别的划分;负责有关设备联锁变更的审核,对其它联锁变更申请确认、会签,并组织实施联锁变更。
第五条生产运行处负责对有关装置工艺联锁变更的审核,对其它联锁变更申请确认、会签,并协调联锁变更实施时的生产工作;对联锁级别划分进行审核。
第六条规划计划处负责确认与设计相关的联锁变更申请,以及对联锁级别划分进行审核。
第七条安全环保处负责对安全环保相关的联锁变更的审核,对其它联锁变更申请确认、会签;对联锁级别划分进行审核。
第八条生产车间负责提出联锁变更申请、联锁级别划分申请;负责建立健全本单位的联锁管理台帐。
第九条仪表车间负责联锁系统的维护,临时联锁切除的申请,联锁变更的具体实施;负责联锁系统资料的归档管理,仪表联锁台帐的建立和维护。
第三章基础管理第十条联锁系统仪表设备完好率要求100%,包括备用机组;联锁保护投用率要求100%。
第十一条根据联锁动作影响程度分为以下二级,实行应分级管理。
一级联锁机械动力处管理,二级联锁由所属车间和仪表车间管理。
联锁分级如果生产单位申请变更,机械动力处组织审核划分。
(一)一级联锁:联锁动作造成单套或多套装置停工的联锁。
自动化仪表在石油化工行业的应用案例

自动化仪表在石油化工行业的应用案例随着科技的不断发展,自动化技术在各个行业中得到了广泛应用。
在石油化工行业中,自动化仪表的应用起到了至关重要的作用。
它不仅提高了生产效率,降低了生产成本,还保障了生产安全和环境保护。
本文将通过介绍一些典型的自动化仪表在石油化工行业的应用案例,来说明其重要性和优势。
一、压力传感器在油气生产过程中的应用案例在油气生产过程中,准确测量和控制压力是至关重要的。
传统的压力测量方法需要人工操作,不仅耗时耗力,而且容易受到人为误差的影响。
而采用压力传感器可以实现对压力的实时监测和精确控制,提高了生产效率和精度。
以一个油田开采作为案例,通过安装压力传感器和相应的自动控制系统,可以实现对井口压力的实时监测和控制。
当井口压力超过设定值时,自动控制系统会自动调整油井的开采参数,调节油井开采量,从而避免了油井背压、井眼坍塌等现象的发生,确保了油井的正常运行。
二、液位计在储罐管理中的应用案例在石油化工行业中,储罐是存放原油、石油化工产品和化学品的重要设备。
准确测量液位对于保障储罐的正常运行和安全管理至关重要。
传统的液位测量方法需要人工操作,不仅费时费力,而且容易受到人为误差的影响。
而采用液位计可以实现对液位的自动测量和监控,提高了测量精度和安全性。
以一个化工储罐为例,通过安装液位计和相应的自动控制系统,可以实现对储罐内物料的液位实时监测和报警。
当液位超过或低于设定范围时,自动控制系统会发出报警信号,并采取相应的措施,如启动报警装置、自动停止进料等,以避免液位过高或过低对储罐和生产线的安全造成影响。
同时,也通过对液位变化的监测和记录,优化了储罐管理和生产计划。
三、温度控制器在炼油过程中的应用案例在石油炼制过程中,温度是一个重要的控制参数。
传统的温度控制方法需要人工操作,不仅反应迟缓,而且容易受到环境和操作人员的影响。
而采用温度控制器可以实现对温度的自动测量和控制,提高了温度控制的稳定性和精度。
石化公司仪表及自动控制系统管理规定

xx公司仪表及自动控制系统管理规定第一章总则第一条为加强公司仪表及自动控制系统(以下简称“仪表设备”)管理工作,提高仪表设备管理水平,保障仪表设备安全经济运行,依据国家有关法律法规及股份公司《炼化企业仪表及自动控制系统管理规定》,结合公司实际,制定本规定。
第二条本规定所称仪表设备是指在生产、运营过程中所使用的各类检测仪表、控制监视仪表、执行器、计量仪表、过程控制计算机系统(包括DCS、SIS、PLC、ITCC等)、在线分析仪表、可燃(有毒)气体检测报警器、工业视频监视系统、火灾报警监测系统、扩音对讲系统、化验分析仪器及其辅属单元等。
第三条仪表设备管理的主要目标是对仪表设备从规划、设计、制造、选型、购置、安装、使用、维护、修理、改造、更新直至报废的全过程进行科学的管理。
第四条本规定适用公司所属各单位和为公司服务的维护检修等关联单位。
第二章管理机构和职责第五条机动设备处职责(一)贯彻执行国家和股份公司有关仪表设备的方针、政策和法规,组织制定公司仪表设备管理制度、规定。
(二)负责组织公司仪表设备事故调查与分析,审核仪表设备的事故报告,形成考核意见。
(三)参与新建装置、重大更新和技措、安措、环措等项目中仪表设备的选型、设计方案审查、签订技术协议和竣工验收工作。
(四)负责审批仪表设备零购、更新、报废及检修计划,参与重要仪表项目验收工作。
(五)负责自动化仪表设备采购资源市场的审核,检维修承包商的准入资质审查和招投标工作。
(六)负责组织仪表设备新产品、新材料、新技术的交流及先进管理经验的交流及推广应用。
第六条生产部职责(一)负责公司各项仪表设备管理制度的执行和落实。
(二)负责本单位仪表设备运行管理。
(三)负责本单位仪表设备的日常维护工作,解决生产运行中仪表设备的问题及隐患,提高仪表“四率”(四)负责本单位仪表设备检修计划、备件计划、更新计划的编制。
(五)负责本单位仪表设备检维修界面的交出和验收。
(六)负责本单位仪表专业的检查和考核。
炼油装置首次开工全面大检查方案

炼油装置首次开工全面大检查方案一、背景和目的炼油装置是石油化工行业中的重要设施之一,对于保障石油化工生产的安全和稳定运行具有至关重要的作用。
作为炼油装置首次开工,进行全面大检查,旨在确保炼油装置在最佳状态下开工,消除安全隐患,并为后续生产提供稳定的工艺条件。
二、检查内容和范围1.设备检查:对炼油装置内的各类设备进行检查,包括压力容器、换热设备、塔器、反应器等。
主要检查设备的完整性、安全性、密封性等,以确保设备在启动过程中不会发生故障。
2.管道检查:对炼油装置内的各类管道进行检查,包括输油管道、回流管道、冷却水管道等。
主要检查管道的安全性、密封性以及是否存在泄漏等问题。
3.安全装置检查:对炼油装置内的安全装置进行检查,包括火警报警系统、泄漏报警系统、紧急停车装置等。
主要检查安全装置的可靠性和有效性。
4.工艺设施检查:对炼油装置内的各类工艺设施进行检查,包括控制系统、仪表设备、电气设备等。
主要检查工艺设施的正常运行和工艺参数的准确性。
5.操作程序检查:对炼油装置的操作程序进行检查,包括启动、停车、紧急情况处理等。
主要检查操作程序的合理性和操作人员的熟练程度。
三、检查方法和流程1.准备工作:收集炼油装置的相关资料和图纸,确定检查的范围和重点,制定详细的检查计划。
2.检查前准备:组织专业人员,制定检查小组,明确各个成员的职责和任务。
3.检查过程:按照计划,对各个检查内容逐一进行检查。
采用目视检查、仪器检测、抽样检验等方式,确保检查的全面性和准确性。
4.数据分析:对检查过程中获得的数据进行分析和评估,找出存在的问题和隐患。
5.整改措施:根据分析结果,制定相应的整改措施和计划,并明确责任部门和责任人。
6.整改跟踪:监督和跟踪整改措施的执行情况,确保问题得到及时解决和整改。
四、检查结果和评估1.检查结果:根据检查过程中获得的数据和分析结果,形成检查报告。
报告详细列出了设备、管道、安全装置、工艺设施等方面存在的问题和隐患,并给出相应的整改措施和建议。
中国石化仪表设备管理规定
中国石化仪表设备管理规定中国石油化工集团公司文件中国石化生〔2011〕62号关于印发《中国石化仪表设备管理规定》的通知各企事业单位、股份公司各分(子)公司:现将《中国石化仪表设备管理规定》印发给你们,请认真遵照执行。
二O一一年一月三十日—1——2—1仪表设备管理基本要求1.1本规定所称仪表设备是指中国石油化工集团公司、中国石油化工股份有限公司(以下统称中国石化)所属各企业(以下简称企业)在生产运营过程中所使用的各类检测仪表、控制监视仪表、执行器、过程控制计算机系统、报警仪表、联锁保护系统、在线分析仪表、化验室分析仪器、可燃(有毒)气体检测报警仪及辅助单元等。
1.2仪表设备管理是对仪表设备从规划、设计、选型、购置、安装、投运、使用、维护、修理、改造、更新直至报废的全过程管理,保障仪表设备处于良好状态。
1.3各企业应制定各类仪表设备的管理细则。
1.4仪表设备管理实行总部与企业分级管理,坚持规划、设计与选型相结合,运行、维护与检修相结合,改造、更新与科研相结合,专业管理与全厂管理相结合的原则。
2职责分工2.1总部有关部门按照《中国石油化工集团公司设备管理办法》(以下简称《设备管理办法》)的规定,依据其职责,负责企涉及的相关制度 《石油化工设备维护检修规程》 业务类别 炼油业务/生产运行/设备运维 所属层级 通用业务制度-执行类业仪表设备管理,指导企业不断改进和加强仪表设备管理工作,全面提高全系统仪表设备管理水平;负责仪表培训工作。
2.2企业应建立健全仪表的管理体系,明确相关部门与单位的职责。
依据《设备管理办法》的管理要求和职责,制定本企业各类仪表设备的管理细则。
全面负责企业仪表管理工作。
2.2.1设备管理部门是仪表设备的主管部门,应设相应仪表—3—管理岗位和仪表专职技术管理人员。
2.2.2设备管理部门在分管设备领导的领导下,负责本企业仪表设备的管理。
2.2.3大型炼油化工企业可根据需要设置专管仪表管理工作的副总工程师。
智能仪表温控系统在炼油厂的应用

智能仪表温控系统在炼油厂的应用摘要:智能仪表温控系统在大庆石化公司炼油厂应用非常广泛,如炼油厂控制锅炉、换热器、加氢精致等。
该系统具有稳定度高、精度高和抗干扰能力强的优点,并且可以在工业生产过程中进行实时监控,具有将监控数据远程传输给控制终端的能力。
关键词:智能仪表;恒温;pid控制1 引言大庆石化公司炼油厂于1960年筹建,是大庆石油会战重要组成部分。
拥有生产装置29套,辅助生产装置27套,原油加工能力1000万吨。
随着现代信息技术和计算机的迅速发展,以网络为主体的自动控制系统已成为化工行业的行业趋势,炼油厂也如此,随着炼化企业自动化和过程自动化的提高,现场实现了数字和模拟输入/输出等组成的信息技术,提高了炼化企业的生产效率。
在信息时代,炼油化工行业也紧随时代的步伐,大量应用自动控制系统,其中温度控制就是其中一个重要项目,而且要求同时监测和控制多个实时温度参数,并且将数据通过远程计算机传输到控制终端,是操作人员实时掌握现场生产情况,以确保装置稳定平稳的生产。
随着智能温控仪表的普及以及工业现场总线集中控制技术的不断完善,大庆石化公司炼油厂的生产能力大大提高,同时降低了生产成本,为国家创造了更高的收益。
2 系统总体设计采用分散控制系统(dcs),通过dcs对工艺过程进行集中控制、监测、记录和报警,并且在dcs系统上设置了网络接口。
装置的主要操作参数均引入控制室,由dcs进行实时控制,完成数据采集、信息处理、过程控制、安全报警等系统功能,对影响装置正常操作或产品质量的工艺参数在中央控制室内均设置越线报警。
本系统主要由单片机ht461t232、dcs、温度传感器ad590、信号输入、信号输出以及串口通信组成。
该dcs系统采用横河-西仪公司centum cs-3000技术,包括10各操作站,1个工程师站,4个控制站,1个供电分配柜,11个安全栅,继电器柜、端子柜、火炬系统机柜共8个,3台打印机,共38台设备。
仪表及自动控制系统管理规定
仪表及自动控制系统管理规定第一章总则第一条为加强仪表及自控系统管理工作,保障仪表及自控系统安全运行,依据国家法律、法规,集团公司、股份公司相关制度和规定,特制定本规定。
第二条本规定适用于炼油与化工分公司归口管理的炼化企业。
第三条仪表及自动控制系统是指在炼化生产过程中所使用的各类检测仪表、控制监视仪表、计量仪表、过程控制计算机系统、先进过程控制系统、安全仪表系统、在线分析仪表、可燃气及有毒气体检测报警仪表、执行器、工业视频监视系统、火灾报警监测系统、化验分析仪器及其附属单元等。
第二章管理职责第四条炼油与化工分公司按照《炼化企业设备管理制度》的规定,依据其职责,全面管理各地区公司仪表及自控系统工作,指导各地区公司不断改进和加强仪表及自控系统管理工作,提高仪表及自控系统技术和管理水平。
第五条地区公司仪表及自动控制系统管理职责(一)负责贯彻上级部门仪表及自动控制系统管理的有关规定、制度,组织制定仪表及自动控制系统管理规章、制度、发展规划和实施细则,并监督执行。
(二)负责编制审批的仪表及自动控制系统年度大修、更新及日常检修计划,并组织实施。
(三)负责组织仪表及自动控制系统故障分析和处理,制定防范措施,提高仪表及自动控制系统保障能力。
(四)掌握仪表及自动控制系统的运行情况,每年定期组织对本企业仪表及自动控制系统管理工作的检查及考核,保证公司仪表及自动控制系统的完好。
(五)了解国内外仪表及自动控制的新技术、新设备发展动态,组织交流推广先进技术和管理经验,不断提高生产装置的自动化水平。
(六)组织基建、技改、技措、安措、环措等项目中仪表及自动控制系统选型、设计方案审查、签订技术协议和竣工验收工作。
1第三章基础管理第六条各地区公司应建立如下仪表及自动控制系统管理制度:(一)仪表及自动控制系统管理安全岗位责任制度。
(二)仪表及自动控制系统管理岗位巡检制度。
(三)仪表及自动控制系统管理维护保养制度。
(四)仪表及自动控制系统管理岗位交接班制度。
炼油仪表车间仪表专业复习题及答案

炼油仪表车间仪表专业复习题一、填空题1、LEL指的是可燃气体(爆炸下限浓度值)。
2、Pt100型热电阻,温度为0℃时,电阻值为(100)Ω。
3、安全栅是因为采取了(隔离)和(限能)的措施,才使其具有安全型防爆功能。
4、安装圆缺孔板时,当测量含有气体的液体流量时,圆缺孔板的开孔位于(上部)。
5、按照国家标准GB3836-83规定,II类防爆电气设备根据其最高表面温度划分为(6)个组别,其中最高一级的组别为(T1)。
6、本特利轴位移检测系统包括(探头)、(延长电缆)、(前置放大器)三部分。
7、不同测量范围的1151差压变送器是由于测量膜片的(厚度)不同。
8、标准节流装置有孔板、喷嘴和文丘里管。
差压相同时,(孔板)压损最大,(文丘里管)最小。
9、测量液位用的差压变送器,其差压量程由介质密度决定,与封液密度(无)关。
10、超声波液位计换能器下面一段仪表不能检测到的距离叫(盲区)11、电动执行机构有(直行程)、(角行程)和(多转式)三种类型。
12、调节阀经常在小开度工作应选用(等百分比特性)。
13、调节阀实际工作流量特性取决于(阀芯结构)和(配管状况)。
14、调整1151系列变送器的零点和量程旋钮时,顺时针转动,输出(增大);如若增加阻尼时间,则需按(顺时针)方向转动阻尼调节电位器。
15、阀门定位器运行中出现有信号而无输出时,可能的原因有(放大器恒节流孔阻塞)、(喷嘴及背压管阻塞)。
16、高压调节阀常见的结构有(多级阀芯)和(单级阀芯)两种。
17、简单控制系统由(控制器)、(控制阀)、(测量与变送器)和(被控对象)组成。
18、节流孔板前的直管段一般要求(10)D,孔板后的直管段一般要求(5)D。
为了正确测量,孔板前的直管段最好为(30~50)D,特别是孔板前有泵或调节阀时,更应如此。
19、看错刻度造成的误差属于(疏忽误差),仪表安装不当造成的误差属于(系统误差)。
20、雷达液位计是通过天线向(被测介质物位)发射微波,然后测出微波发射和反射回来的(时间)而得容器内液位的一种仪表。
石油化工仪表自控系统应用手册说明书

图书基本信息书名:《石油化工仪表自控系统应用手册》13位ISBN编号:9787122204731出版时间:2014-10-1作者:解怀仁,王成林,中国石油和石化工程研究会页数:471版权说明:本站所提供下载的PDF图书仅提供预览和简介以及在线试读,请支持正版图书。
更多资源请访问:内容概要本书介绍了石油化工行业自动控制最新的理念、技术和产品,代表着应用的很高水平;同时,对不同生产过程和装置(如催化裂化、乙烯裂解、聚乙烯、ITCC等)的自动控制分别进行介绍,丰富了相关从业人员的知识,有利用提高从业人员的总体水平。
本书亮点:一,包括了最新技术:最新仪表技术;最新DCS与FCS技术及应用;先进控制及ERP-MES新技术;油气长输管线控制新技术等。
二,介绍了安全仪表系统功能安全、SIL确定以及自控设备新型管理模式---仪表保护伞方式。
三,介绍了现代化大型炼油催化裂化、乙烯裂解、聚乙烯等装置的控制及油田、煤化工、海洋石油等装置的仪表控制与应用经验;书籍目录第1篇 仪表与控制系统001第1章 温度测量仪表0021.1 温度测量仪表原理0021.2 温度测量仪表选型原则0031.3 温度测量仪表的应用003第2章 压力测量仪表0062.1 压力测量仪表的分类0062.2 压力测量仪表的选用原则008第3章 物位测量仪表0103.1 物位测量仪表选型0103.1.1 物位仪表选型原则0103.1.2 物位仪表的分类及技术指标0103.2 伺服式液位计0123.2.1 工作原理0123.2.2 伺服式液位计特点0123.2.3 伺服液位计在原油储罐中的应用0133.2.4 如何使用好伺服液位计0143.3 磁致伸缩液位计0143.3.1 工作原理0153.3.2 技术参数0153.3.3 仪表的安装0153.4 雷达液位计0183.4.1 工作原理0183.4.2 雷达液位计组成0183.4.3 应用的介质0183.4.4 主要技术指标0183.5 矩阵式液位测量仪0193.5.1 工作原理0193.5.2 性能参数0193.5.3 应用范围0203.6 自动油罐切水器0203.6.1 工作原理0203.6.2 油罐自动切水器的使用022第4章 流量测量仪表0254.1 流量测量仪表特点0254.2 流量仪表的选用原则0264.2.1 流量仪表的选用0264.2.2 节流装置的选用0264.3 智能型一体化孔板流量计0284.3.1 工作原理0284.3.2 一体化孔板流量计特点0294.3.3 智能演算器的特点0294.3.4 应用范围0294.3.5 孔板计算应注意的问题0294.4 楔形流量计0314.4.1 工作原理0314.4.2 结构和基本特点0324.5 平衡流量计0334.5.1 工作原理0334.5.2 平衡流量计的计算公式0344.5.3 平衡流量计特点0354.6 锥形流量计0374.6.1 工作原理0374.6.2 锥形流量计特点0384.7 气体超声流量计0394.7.1 工作原理0394.7.2 影响测量准确度的因素0404.7.3 现场应用0414.7.4 在线检定与核查0424.8 涡街流量计0434.8.1 工作原理0434.8.2 防振措施0444.8.3 测量液体时压损及能耗计算0454.8.4 测量气体时压损及能耗分析计算0454.8.5 举例计算0464.9 质量流量仪表0464.9.1 工作原理与结构0464.9.2 技术特性和技术参数0474.9.3 安装要求0484.9.4 质量流量计用于腐蚀介质0484.10 双向体积管检定设备0494.10.1 工作原理0504.10.2 双向体积管的特点0504.10.3 双向体积管检定系统051第5章 在线分析仪表0535.1 在线质量分析仪0535.1.1 炼化在线质量分析仪表0535.1.2 在线近红外线分析仪0545.1.3 工业核磁共振仪0555.2 在线全馏程分析仪0565.2.1 工作原理和系统结构0565.2.2 主要技术指标和工作条件0585.3 在线倾点分析仪0595.3.1 工作原理0595.3.2 仪表特点0615.3.3 主要技术指标0615.4 在线闪点分析仪0615.4.1 工作原理0615.4.2 电路结构0625.4.3 有关防爆问题0625.4.4 分析仪主要特点0635.4.5 技术指标0635.5 氧化锆氧分析仪0635.5.1 工作原理0635.5.2 仪表结构及种类0645.5.3 直插检测式氧探头0645.6 在线气相色谱分析仪0655.6.1 色谱分析仪的定义0655.6.2 设计选型要点0655.6.3 全新在线气相色谱仪0665.7 石化在线水质分析仪0675.7.1 在线水质分析仪选型的原则0675.7.2 污水处理与监测0695.8 常规电化学分析仪0705.8.1 pH/ORP分析仪0705.8.2 电导率分析仪0775.8.3 钠离子分析仪0805.9 溶解氧分析仪0815.9.1 电化学式溶解氧测量原理0815.9.2 荧光淬灭式溶解氧测量原理0825.9.3 一些特殊样品的溶解氧检测0845.10 浊度分析仪0845.10.1 浊度测量原理与影响因素0845.10.2 浊度/悬浮物浓度单位0855.10.3 浊度/悬浮物浓度分析仪0865.10.4 污染密度指数SDI分析仪0885.11 在线总有机碳分析仪(TOC)0895.11.1 TOC的定义与测定原理0895.11.2 在线TOC的分析流程0915.11.3 主要的TOC分析方法0925.11.4 总有机碳(TOC)分析的应用0945.12 在线化学需氧量分析仪0955.12.1 COD的分析方法0955.12.2 在线COD分析仪的应用0975.12.3 其他在线COD检测方法0975.13 水中油分析仪0985.13.1 水中油存在的重要形式0985.13.2 水中油测量方法0995.13.3 在线水中油分析仪选择1015.13.4 水面油膜监测仪介绍1025.14 水中污染物分析仪1035.14.1 氨氮/硝氮/总氮分析仪1035.14.2 磷酸根/总磷分析仪1065.14.3 在线总氮/总磷/COD分析仪1085.15 水中消毒剂和联氨分析仪1105.15.1 在线水中余氯分析仪1105.15.2 在线水中臭氧分析仪1135.15.3 在线联氨分析仪115第6章 调节阀1176.1 调节阀的选用1176.2 调节阀的应用1226.2.1 直通单双座调节阀1226.2.2 角形和三通调节阀1226.2.3 隔膜调节阀和软管阀1236.2.4 蝶阀与球阀等调节阀1236.2.5 其他阀1256.3 各种调节阀及参数1256.3.1 直通阀1256.3.2 套筒阀1256.3.3 角形阀1266.3.4 高压阀1266.3.5 高压差阀1266.3.6 球阀1276.3.7 执行机构1276.4 智能电气阀门定位器1296.4.1 工作原理1296.4.2 通信和互操作性能1306.4.3 组态功能1306.4.4 诊断功能131第7章 安全仪表系统(SIS)1327.1 石化安全仪表系统设计1327.1.1 功能安全标准体系1327.1.2 安全仪表系统设计原则1337.1.3 安全仪表系统设备选用1347.1.4 工程实施时可参考的经验1357.2 成品油管道安全仪表系统1357.2.1 安全仪表系统的设计原则1357.2.2 系统整体介绍1367.2.3 安全仪表系统实现的功能1387.3 ICS安全系统在焦化的应用1397.3.1 ICS系统配置1397.3.2 主要控制回路1397.3.3 维护经验1417.3.4 关键仪表应用1417.4 DeltaV安全仪表系统应用1427.4.1 DeltaV安全仪表系统简介1427.4.2 SIS系统在苯乙烯装置的应用1427.5 乙烯压缩机油系统联锁控制1447.5.1 停车故障分析及解决措施1457.5.2 油系统联锁仪表三取二1457.6 石化工艺危险性分析1467.6.1 PHA概念及分析方法1467.6.2 多晶硅项目PHA工作描述1477.6.3 PHA仪表设计实施策略1487.7 可燃气检测仪1497.7.1 火灾报警系统组成1497.7.2 可燃气探头类型1507.7.3 可燃气探头选型152第8章 工业控制网络与无线网络1538.1 工业控制网络安全1538.1.1 工业控制系统1538.1.2 工业控制系统安全分析1548.1.3 工业控制系统安全防护策略1578.2 油田网络安全设计案例1608.2.1 油田网络系统1608.2.2 安全风险分析1618.2.3 解决方案1618.2.4 可行性评估1628.2.5 应用设备1628.3 PIMS隔离网关应用1628.3.1 应用背景1628.3.2 系统说明1638.3.3 解决方案1638.4 多协议网关的应用1648.4.1 应用软件的设计1648.4.2 软件工作流程1668.5 工业无线国际标准和应用1688.5.1 无线网技术介绍1688.5.2 应用介绍169第9章 集散控制系统1719.1 DCS的选用1719.1.1 DCS软硬件技术特点1719.1.2 DCS的选用1739.1.3 石化对DCS的要求1769.2 LN2000控制系统1769.2.1 LN2000 DCS特点1769.2.2 LN2000 DCS 技术指标1779.2.3 LN2000系统的应用1789.3 PKS过程知识系统1801819.3.2 Experion PKS组态工具1849.3.3 控制策略组态1859.3.4 用户画面组态1859.3.5 全局数据库1859.4 PKS在硝酸装置中的应用1869.4.1 PKS系统概述1869.4.2 系统组态1869.4.3 安装调试1899.5 PCS7系统在锅炉的应用1899.5.1 控制系统介绍1899.5.2 人机界面开发1929.5.3 主要控制功能1939.5.4 存在问题及解决方法1949.6 MACS在石化的应用1969.6.1 工艺装置简介1969.6.2 项目特点1969.6.3 项目的设计197第10章 可编程序控制器19810.1 PLC的选型原则19810.2 PLC在高压聚乙烯上的应用20010.2.1 LDPE装置简介20010.2.2 控制系统配置20110.3 站控系统PLC设计20410.3.1 站控系统PLC设计步骤10.3.2 PLC系统设计204第11章 现场总线控制系统20611.1 现场总线技术特点及产品20611.2 FCS体系结构20811.2.1 系统层20811.2.2 网络层20811.2.3 网关桥路控制器和I/O层20911.2.4 软件21011.3 FCS的设计21111.3.1 系统设计注意事项21111.3.2 现场总线网络的建立21311.3.3 现场总线拓扑结构21611.3.4 系统投运注意事项21611.4 System302控制系统设计实例21811.4.1 系统规划21811.4.2 H1总线设计和设备选型21811.4.3 安装施工设计22011.4.4 组态编程22011.4.5 对FFFCS的评价22111.4.6 FCS怎样将控制下放到现场221第12章 监督控制和数据采集系统22412.1 SCADA的选型22412.1.1 SCADA系统的主要功能22412.1.2 SCADA选型要点22422512.2.1 长输管道的特点22512.2.2 长输管道SCADA系统的构成22512.2.3 调度控制中心功能22512.2.4 站控制系统的功能22712.2.5 阀室控制系统功能22912.3 长输天然气管线SCADA系统22912.3.1 输气管线主要流程22912.3.2 输气管线自动化系统23012.3.3 SCADA系统的配置23212.3.4 仪表设备选型23512.4 原油管线SCADA系统23612.4.1 工艺简介23612.4.2 原油管线SCADA系统组成23712.4.3 SCADA系统结构23712.4.4 硬件配置239第13章 先进过程控制24013.1 催化裂化装置先进控制24013.1.1 系统构成24013.1.2 优化控制要求24113.1.3 目标函数与优化变量24113.1.4 优化方法和优化软件24213.1.5 优化协调先进控制系统24313.1.6 应用效果24413.2 常减压装置先进控制13.2.1 工艺装置简介24613.2.2 先进控制系统的设计24613.2.3 系统硬件、软件环境24713.2.4 关键技术24713.2.5 应用效果24813.3 汽油调和控制与优化24813.3.1 汽油调和自动控制24813.3.2 管道调和优化技术25013.3.3 优化系统总体设计25113.3.4 Invensys调和优化系统25413.4 丙烯腈装置先进控制25713.4.1 优化方案25713.4.2 先进控制与优化软件应用25813.4.3 DeltaV 系统组态26013.5 蜡系统的优化控制技术26113.5.1 相关积分方法简介26113.5.2 酮苯脱蜡优化控制263第14章 企业综合管理系统26514.1 企业资源计划系统26514.1.1 ERP基本概念26514.1.2 ERP系统的主要功能26614.1.3 石油化工ERP方案26714.2 MES技术及应用27014.2.1 MES简介27027014.2.3 系统功能27214.2.4 发展趋势——智能工厂27514.3 ERP和MES应用集成27614.3.1 炼化企业信息化总体架构27714.3.2 ERP和MES应用的集成27814.3.3 炼化信息化对自动化的要求27914.4 设备管理系统(HAMS)27914.4.1 HAMS简介27914.4.2 HAMS系统结构27914.4.3 系统功能28014.5 数字油田生产管理系统28214.5.1 基本概念28314.5.2 建设数字油田的目标28314.5.3 建设数字油田的原则28414.5.4 数字油田建设的系统方案28414.5.5 数字化生产管理系统开发284第15章 防爆电气设备的选用28815.1 防爆电气设备的概念28815.2 防爆电气设备种类29115.3 防爆电气设备正确的选用29215.4 防爆电气产品的鉴别29315.5 对供应商和产品资质的要求29415.6 电气设备正确安装和维修29415.7 电气设备正确检查和维护15.8 电气设备的合理检修29615.9 专业机构科学公正的鉴定296第16章 自控工程设计软件(INTOOLS)29816.1 自控工程设计软件29816.1.1 对INTOOLS的需求29816.1.2 INTOOLS种子文件29916.1.3 INTOOLS的DB文件29916.1.4 采用INTOOLS的要求30016.1.5 INTOOLS软件的功能与应用30016.1.6 创建网络数据共享的平台30316.2 简化INTOOLS(SPI)软件操作30416.2.1 开发外挂数据库导入软件30416.2.2 解决工程设计多次修改的问题30416.2.3 开发工程设计报表系统软件30416.2.4 开发升级中国标准模块数据库30416.2.5 建立外挂HOOK-UP数据库304第2篇 典型炼化装置仪表与控制应用307第1章 炼油厂自动化仪表应用3081.1 炼油厂简介3081.2 仪表选型原则3091.2.1 基本原则3091.2.2 温度测量仪表3091.2.3 压力测量仪表3101.2.4 流量测量仪表1.2.5 液位测量仪表3101.2.6 控制阀3111.2.7 在线分析仪3111.2.8 防雷浪涌保护器3111.2.9 其他仪器的选用3111.3 主要生产装置仪表选型3121.3.1 常减压装置3121.3.2 催化裂化装置3121.3.3 加氢装置3121.3.4 重整装置3131.3.5 储运设施3131.3.6 公用工程3141.4 进口仪表设备314第2章 常减压装置仪表控制系统3162.1 工艺简介3162.2 控制系统配置3162.3 主要控制回路317第3章 催化裂化DCS控制3253.1 工艺简介3253.2 DeltaV DCS系统方案3253.3 主要控制回路3263.4 维护经验330第4章 催化裂化电液滑阀的控制3324.1 工艺简介3323324.3 主要控制回路3334.4 电液滑阀的应用336第5章 加氢裂化装置仪表控制3385.1 工艺简介3385.2 控制系统配置3385.3 主要控制回路3405.4 装置仪表使用情况341第6章 连续重整装置仪表控制3446.1 工艺简介3446.2 控制系统配置3446.2.1 DCS控制系统3446.2.2 其他控制系统3456.3 主要控制回路3456.4 控制方案3466.4.1 反应系统的温度控制3466.4.2 再接触压力的分程-超驰控制3466.4.3 催化剂再生系统中氮气的压力控制3476.4.4 连续重整装置中充氮的分程控制3476.4.5 锅炉三冲量控制3486.4.6 催化剂再生闭锁料斗循环控制系统3486.4.7 催化剂再生隔离系统349第7章 气体分馏装置仪表控制3507.1 工艺简介3507.2 控制系统配置7.3 主要控制回路3517.3.1 精馏塔压力控制3517.3.2 精馏塔温度控制352第8章 延迟焦化装置仪表控制3538.1 工艺简介3538.2 控制系统配置3538.2.1 装置过程控制系统3538.2.2 装置机组控制系统3548.2.3 装置联锁控制系统3548.2.4 装置水力除焦控制系统3548.3 主要控制回路3548.3.1 延迟焦化装置主要控制方案3548.3.2 复杂控制回路介绍及组态3558.4 机组控制方案3588.4.1 TS-3000控制器组成3588.4.2 机组的基本控制方案3588.5 水力除焦系统控制方案3628.5.1 焦炭塔工艺简介3628.5.2 自动顶盖机介绍3628.5.3 水力除焦联锁控制方案3628.5.4 塔顶隔断阀控制方案3638.5.5 钻机绞车控制方案3638.5.6 自动顶盖机允许开盖联锁方案363第9章 加氢装置控制系统3653659.2 控制系统组成及特点3659.3 典型控制回路3659.3.1 加氢高分液面自控回路3659.3.2 加热炉出口温度自控回路3669.3.3 加氢总瓦斯压控回路3669.3.4 加热炉分支进料控制回路367第10章 制硫装置的控制系统36810.1 工艺简介36810.2 DCS系统配置36810.3 主要控制回路36910.3.1 酸性气燃烧炉燃烧器燃烧控制36910.3.2 硫黄回收焚烧炉工段主要控制方案37110.4 维护经验372第11章 乙烯裂解装置仪表控制37411.1 控制部分37411.2 安全联锁部分37611.3 塔的关键控制回路37611.4 压缩机关键控制回路37811.5 反应器系统关键控制回路37911.6 干燥器系统的顺序控制380第12章 乙烯扩建装置仪表控制38212.1 工艺简介38212.2 控制系统配置38212.3 其他控制系统38512.4 主要控制回路38512.4.1 KTI裂解炉控制方案38512.4.2 裂解炉进料量和燃烧控制38512.4.3 汽包液位控制38612.5 LUMMUS裂解炉控制方案38612.5.1 裂解气压缩机的防喘振控制38712.5.2 碳二加氢反应器控制38712.5.3 制冷系统控制方案38712.5.4 典型精馏塔联锁控制38712.5.5 装置主要分程控制38912.5.6 APC控制38912.6 仪表伴热在线实时监控39012.7 装置仪表使用情况39112.7.1 仪表及自控的实施特点39112.7.2 检测、控制技术的应用392第13章 乙烯装置裂解气压缩机的控制39313.1 工艺简述39313.2 裂解气压缩机的控制系统393第14章 低压聚乙烯装置仪表控制39714.1 工艺简介39714.2 控制系统配置39714.3 主要控制回路39914.3.1 反应釜H2/C2H4控制回路39914.3.2 离心机转矩联锁控制回路39914.3.3 袋式过滤器控制400第15章 高压聚乙烯SIS-DCS控制40215.1 工艺简介40215.2 控制系统配置40215.3 主要控制回路404第16章 聚乙烯装置的控制40716.1 工艺简介40716.2 DCS系统配置40716.2.1 硬件配置40816.2.2 软件配置40816.2.3 电源和接地40816.3 主要控制回路40816.3.1 串级回路5206T15、5211P1 40816.3.2 选择回路4001F98A、4001F98B 40916.3.3 复杂控制回路41016.4 维护经验41116.5 关键仪表应用与维护412第17章 聚丙烯装置仪表控制41517.1 工艺简介41517.2 控制系统配置41517.3 主要控制回路415第18章 聚丙烯SIS-DCS控制41818.1 工艺简介41818.2 控制系统配置41818.3 主要控制回路419第19章 丙烯腈装置控制系统42119.1 工艺简介42119.2 控制系统组成及特点42119.3 典型控制回路422第20章 顺丁橡胶装置控制系统42520.1 工艺简介42520.2 控制系统组成及特点42520.3 典型控制回路427第21章 制苯装置仪表控制42921.1 工艺简介42921.2 控制系统配置42921.2.1 DCS介绍42921.2.2 PLC介绍43021.3 主要控制回路43121.3.1 制苯装置回路统计43121.3.2 串级回路43121.3.3 分程控制回路43121.3.4 T-601塔进料比值的控制43221.4 装置仪表使用情况432第22章 化肥自动化仪表控制43422.1 工艺简介43422.2 控制系统的配置43522.2.1 控制水平43522.2.2 控制系统的配置43522.3 典型控制回路43522.3.1 主蒸汽压力前馈-燃料/空气负荷控制系统(一段转化炉转化管加热燃烧热负荷)43522.3.2 主蒸汽压力前馈-辅助锅炉炉膛压力与燃料气压力保护控制系统43622.3.3 F-101汽包液位-汽包给水流量和蒸汽流量三冲量控制系统43722.4 装置仪表控制系统选用43822.4.1 装置控制系统的选用43822.4.2 装置的仪表选用439第23章 海洋石油自动化仪表控制44023.1 控制系统的配置44023.2 控制系统功能(PCS)44123.3 应急关断系统(ESD)44223.4 火气监控系统(FGS)44323.5 典型控制回路44323.6 仪表及控制系统应用44423.6.1 热介质系统的组成44523.6.2 热介质系统的控制及保护44523.6.3 热介质系统报警及保护装置44623.7 管控一体化计算机系统应用446第24章 油气田自动化仪表控制44824.1 计量及流量测量仪表44824.1.1 油井单井计量方式的选用44824.1.2 气井计量45024.1.3 原油流量测量仪表的选用45024.1.4 天然气流量测量仪表的选用45124.1.5 水流量测量仪表的选用45124.2 液位测量仪表45124.3 油气生产过程分析仪表45224.4 控制阀452第25章 油气水井的数据采集系统45325.1 井场分类及数据采集45325.1.1 油井45325.1.2 注入井45425.1.3 水源井45525.1.4 气井45525.2 井场主要设施45625.2.1 抽油机井45625.2.2 丛式井场45725.2.3 电泵井45725.2.4 螺杆泵井45725.2.5 天然气井45825.2.6 水源井45825.2.7 注水井45825.3 井场采集控制平台功能45925.3.1 总貌图45925.3.2 导航图45925.3.3 电子巡井45925.3.4 功图数据回放45925.3.5 水井管理45925.3.6 功图计产与量油459第26章 石化电站锅炉的控制46026.1 工艺简介46026.2 系统配置46026.2.1 系统网络结构46026.2.2 系统硬件46026.3 系统组态46326.4 主要控制回路464第27章 热电站锅炉烟气脱硫的控制46727.1 工艺简介46727.2 和利时MACSV系统46727.2.1 网络配置46727.2.2 硬件配置46827.2.3 系统软件配置46927.3 主要控制系统46927.3.1 脱硫系统46927.3.2 布袋除尘器系统470参考文献472版权说明本站所提供下载的PDF图书仅提供预览和简介,请支持正版图书。
炼油厂原油蒸馏装置软仪表技术的研究与应用
o ea r n o e1 i r cs aa tr, p rtr a ’ o eaec n e inl n cuaeyj s b s g p rt s ot es mera. mepo es rmees o eao nt p rt o v ne t a dac rtl t yui o t u t p c y u n
原油经原 油泵输 送到到装 置 内经 过两路换 热 , 电 到 脱盐罐 经过脱 盐 、脱 后原 油 经过 四路 换热 后进 入 初馏
本 思想是 采集过程 中比较容 易测量 的辅助 变量 , 过构 通 造推 断估 计器 来估 计 并 克服扰 动 和 测量 噪声 对 主导 变 量 的影响 。软仪 表要具有实现数 据的预处理 、实时在 线
自 化 术 应用 21年 第6 动 技 与 01 第3卷 期 0
仪 器 仪 表 与 检 测 技 术
I s r m e t t n e su me t n tu n a i a d M a r n on
在 线分析仪损 坏时 , 软仪表也 可 以作为 该设备 的临时替 换, 同时使 用实验 室分 析数据来 保证软 测量预测 模型 的
Ab t a t AS src : TM o l g p i t r s a l s d a r d c u lt n e fc u e o l i t l to n t 1 b d t sa k y t o o b ii o n sa e u u l u e s p o u t a iy i d x o r d i d s i a i n u i. a a a i e o l r n y q l f
lb d t. a a a On i e a a y e a a e t i e t rt a a a a b t h o t o n i e a a y e sv r x e s v n e y l n l z rc n m k h sb te h n l b d t , u e c s ro ln n l z ri e y e p n i e a d v r n t f d f c l t a n a n An e a a y i a a a o n i e a a y e tl h ss me d l y a o i u t o m i t i . d t n l t l t f l n l z ri si a o e a sc mp r d wi r c i a r c s i h c d o n s l a e t p a tc l o e s h p d t , tc n t e u e o l s d l o o to . n t i a e , p c a e h o o y o h r s u e c mp n a e e a a i a ’ b s d f rc o e —o p c n r 1 I h sp p r a s e i l c n l g ft e p e s r o t e s t d t mp r — ea t r a e n us d f rt e s f e s rd v l p u e h sb e e o h o s n o e e o me to r d i d sil t n u i. h s t c n o y c n m a e t e c l u a t n fc u e o l itlai n t T i e h ol g a k h ac l — o to e u t f s f s n o r c u a e wi o t e a S me u me s r d v ra l sc n b o t r d on i e a d mu t— i n r s l o o t e s rmo e a c r t t u l y. o n h d a u e a i b e a e m ni e ln n li o v ra l r d c i e c n r l a e i l me t d t o to r d c u lt sb sn h ss f e s r I e y i o t n a i b e p e i t o to n b mp e n e c n r l o u tq a ii y u i g t i o s n o . ti v r mp r t v c o p e t s a
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1 炼厂简介
1.2 炼厂种类 燃料型炼油厂:目的产品燃料油,如汽油、煤油、
柴油、液化气。 润滑油型炼油厂:目的产品润滑油,燃料油。 国内情况:多数为燃料型炼油厂,老厂有部分润滑
理性能好,压力高。 仪表特点:多点热电偶,高压调节阀,高压浮筒液
位计,高压磁浮子。
1 炼厂简介
1.7.4 重整装置 工艺流程:中间原料罐区——加热炉——反应器——
脱硫塔——第一加热炉——第一反应器——第二加热 炉——第二反应器——第三加热炉——第三反应器— —第四加热炉——第四反应器——分离器——分馏 塔——产品罐区。 重要机组:循环氢压缩机 特殊控制:催化剂再生系统CRCS 介质特点:工艺介质物理性能好。催化剂固体料位 测量。 仪表特点:放射性料位计,球阀。
量。 仪表特点:容积式流量计,质量流量计,数字多段
阀,批量控制器,PLC,DCS。
1 炼厂简介
(3)油品调和 调和方式:罐内调和,管道调和 控制需求:比例控制,优化控制 仪表特点:流量计,调节阀,在线组分分析仪(近
红外分析仪,核磁共振分析仪),DCS
1 炼厂简介
(4)油品移动 基本概念:油品按预案程序有序流动。程 卸车台、原油管道末站、码头——原油罐区——一
次加工装置(常减压装置)——二次加工装置(催 化、加氢等装置)——成品油罐区——装车台、成 品油管道首站、码头。
1 炼厂简介
1.7 生产设施
1.7.1 常减压装置 工艺流程:原油罐区—→电脱盐——初馏塔——常压
1 炼厂简介
1.7.5 硫磺回收装置 工艺流程:
尾气——焚烧炉——烟囱 硫化氢——燃烧炉——反应器——
硫磺——包装——装车
介质特点:温度高,有腐蚀 仪表特点:高温防腐热电偶,红外温度计,H2S/SO2比
值分析仪,V型锥流量计
1 炼厂简介
1.7.6 油品储运设施 (1)罐区 控制要求:液位测量,流量测量 仪表特点:雷达液位计,伺服液位计,遥控阀,平
高。含催化剂,易堵塞导压管,磨损仪表。 仪表特点:耐磨热电偶,耐磨调节阀,楔式流量计,
双法兰液位计,放射性液位计,冲洗油系统。
1 炼厂简介
1.7.3 加氢装置 工艺流程:中间原料罐区——加热炉——反应器——
高压分离器——分馏塔——产品罐区。 重要机组:循环氢压缩机,新氢压缩机。 介质特点:除渣油裂化外,基本为中质油,介质物
炼油装置仪表与控制系统
目的
了解炼厂 服务炼厂 发展自己 实现多赢
目录
1 炼厂简介 2 企业特点 3 控制系统设置原则 4 管控系统 5 控制系统存在问题 6 控制系统需求趋势 7 现场仪表需求趋势 8 仪表材料需求趋势
1 炼厂简介
1.1 基本特点 炼厂特点:大宗物料加工,大宗物料移动。 厂址选择:市场集中,交通便利,临海临江。
出塔; 液体向下,从塔底出塔。由于塔内温度自下向 上逐渐降低,其结果是沸点最低的从塔顶出来,沸点 较低的从中间出来,沸点高的从下部出来。 分离罐:根据不相容原理,把气、油、水分离。 各种泵:液体介质输送。 压缩机:气体介质升压、输送。 储油罐:原料、中间物料、产品的储存。
1 炼厂简介
1.5 炼厂组成 生产装置,储运设施(罐区、装车),公用工程
腐蚀、有毒、污染
2 行业特点
行业特点:年轻行业,重视新技术 易燃易爆,重视可靠性 连续流程,重视可用性 物性污染,重视环保性 规模效益,重视挖潜性 随行就市,重视灵活性 产品指标,间接控制性 流程模拟,具有可优化性
服务原则:服务商、供应商应围绕以上特点,研发、 生产、配置、服务
3 控制系统设置原则
3.1 设计理念 自动控制设计理念:安全、环保、效益 信息工程设计理念:集成、共享、高效
3 控制系统设置原则
3.2 设计原则
炉——常压塔——减压炉——减压塔——产品罐区。 介质特点:油粘度高,易凝,易堵塞导压管。 仪表特点:靶式流量计,楔式流量计,双法兰液位
计,放射性料位计,冲洗油系统
1 炼厂简介
1.7.2 催化裂化装置 工艺流程:中间原料罐区——反应、再生系统——
分馏塔——富气压缩机——吸收稳定塔——产品罐区。 重要机组:主风机、气压机 介质特点:油粘度高,易凝,易堵塞导压管。温度
用途:用空气制氮气,主要用于隔离、保护、吹扫。
1 炼厂简介
1.6 控制室 控制室类型:中央控制室、现场控制室、现场机柜
室。 中央控制室布置操作站,现场机柜室布置控制器。
1.7 工艺介质 主要工艺介质:沥青、原油、渣油、汽油、煤油、
柴油、液化气、干气、氢气、空气、蒸汽 介质特点:易燃、易爆、易凝、易冻、高温、高压、
定时、定量、优化、防污染。 工作特点:预案编制 仪表特点:DCS,上位机,控制网络,控制阀,机
泵控制。
1 炼厂简介
1.7.7 公用工程 (1)循环水场
用途:提供冷却水 (2)污水处理场
用途:处理炼厂产生的污水 (3)锅炉
用途:提供蒸汽,用于汽轮机动力、介质加热、吹扫。 (4)空压站
用途:提供净化风和非净化风 (5)空分站
油生产装置。
1 炼厂简介
1.3 炼油方法
分馏:通过沸点不同,通过蒸馏原理把不同组份分开
化学反应:通过化学反应把分子链断裂、变换分子结 构式、置换分子中的原子,从而产生新的目的产品。 化学反应一般在催化剂的帮助下,催化剂价格较贵。
1 炼厂简介
1.4 工艺设备 加热炉:加热工艺介质,为分馏和反应做准备。 分馏塔:气液两相进料,简单说:气体向上,从塔顶
均温度计。 原油、柴油、煤油、汽油罐用雷达液位计,LPG罐
用伺服液位计。遥控阀采用总线控制电动阀。平均 温度计用于计量罐。
1 炼厂简介
(2)油品装卸 运输工具:汽车、火车、轮船、管道。 装车形式:上装与下装,对应敞口与密闭。发展趋
势:下装。 控制需求:定量装车,贸易计量,管控一体化。 计量工具:以流量计做控制信号,以衡器做贸易计