塑料高频焊接技术
超声波焊接原理和应用
超声波焊接原理:超声波焊接是熔接热塑性塑料制品的高科技技术,各种热塑性胶件均可使用超声波熔接处理,而不需加溶剂,粘接剂或其它辅助品。
其优点是增加多倍生产率,降低成本,提高产品质量及安全生产 。
超声波塑胶焊接原理是由发生器产生20KHz(或15KHz)的高压、高频信号,通过换能系统,把信号转换为高频机械振动,加于塑料制品工件上,通过工件表面及在分子间的磨擦而使传递到接口的温度升高,当温度达到此工件本身的熔点时,使工件接口迅速熔化,继而填充于接口间的空隙,当震动停止,工件同时在一定的压力下冷却定形,便达成完美的焊接。
新型的15KHz 超声波塑胶焊接机,对焊接较软的PE 、PP 材料,以及直径超大,长度超长塑胶焊件,具有独特的效果,能满足各种产品的需要,能为用户生产效率以及产品档次贡献。
超声波焊接工艺: 一、超声波焊接:以超声波超高频率振动的焊头在适度压力下,使二块塑胶的结合面产生磨擦热而瞬间熔融接合,采用合适的工件和合理的接口设计,可达到水密及气密,并免除采用辅助品带来的不便,实现高效清洁的焊接焊接强度可与本体媲美。
二、铆焊法:将超声波超高频率振动的焊头,压着塑胶品突出的梢头,使其瞬间发热融成为铆钉形状,使不同材质的材料机械铆合在一起。
三、埋植:借着焊头之传导及适当压力,瞬间将金属零件(如螺母、螺杆等)挤入预留的塑胶孔内,固定在一定深度,完成后无论拉力、扭力均可媲美传统模具内成型之强度,可免除射出模受损及射出缓慢之缺点。
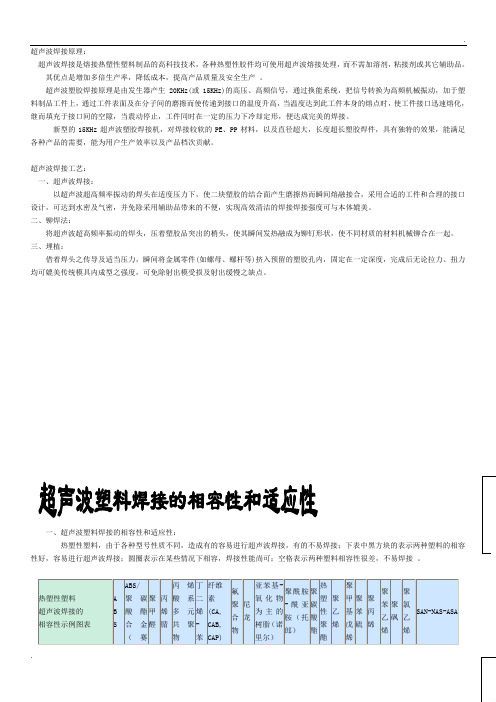
一、超声波塑料焊接的相容性和适应性:热塑性塑料,由于各种型号性质不同,造成有的容易进行超声波焊接,有的不易焊接;下表中黑方块的表示两种塑料的相容性好,容易进行超声波焊接;圆圈表示在某些情况下相容,焊接性能尚可;空格表示两种塑料相容性很差,不易焊接 。
热塑性塑料 超声波焊接的 相容性示例图表A B S ABS/聚碳 酸酯 合金 (赛聚 甲 醛 丙 烯 腈 丙烯酸系多元共聚物丁 二 烯-苯 纤维素(CA, CAB, CAP) 氟聚 合 物 尼 龙 亚苯基-氧化物为主的树脂(诺里尔) 聚酰胺-酰亚胺(托郎) 聚碳酸酯热塑 性 聚 酯聚乙烯聚 甲 基 戊 烯聚 苯 硫 聚 丙 烯 聚苯 乙 烯聚 砜 聚氯 乙 烯SAN-NAS-ASA注意:表中所列仅供参考,因为熟知的变化可导致结果略有差异.。
超声波焊接技术概述
超声波焊接技术概述超声波焊接是一种常用于塑料焊接的先进技术。
这种技术通过高频振动的超声波,将焊接部分的塑料材料加热至临界温度,然后使其迅速冷却固化,从而实现材料的焊接。
超声波焊接的原理是利用超声波振动产生的高频机械能,将其转化为热能。
具体来说,焊接部分的塑料材料放置在焊接头之间,然后施加一定的振动频率和振幅。
当超声波通过焊接头传递到塑料材料时,振动会使塑料分子摩擦碰撞,从而生成热量。
热量的积累会使温度升高,直至达到塑料的熔融温度。
此时,超声波停止振动,焊接头压力使熔化的塑料材料迅速冷却并固化,形成一个坚固的焊接接头。
超声波焊接技术具有许多优点。
首先,焊接速度快。
相比传统的热板焊接或热空气焊接,超声波焊接的热量传递更快,焊接时间更短,从而提高了生产效率。
其次,焊接过程中无需使用明火或显著增加材料温度,减少了焊接部分的变形和热损伤。
此外,超声波焊接具有良好的焊接强度和密封性,能够实现高质量的焊接效果。
超声波焊接技术广泛应用于各种塑料制品的生产过程中。
例如,塑料容器、电子产品外壳、汽车零部件等。
此外,超声波焊接还可以用于不同材料的焊接,例如塑料与金属的焊接。
这种多功能性使得超声波焊接成为许多行业的首选焊接方法。
然而,超声波焊接技术也存在一些限制和挑战。
首先,焊接部分的形状和尺寸对焊接质量有较大影响。
较复杂的形状和较大的尺寸可能会导致焊接接头不均匀或焊接强度不足。
其次,不同塑料材料的焊接特性不同,需要根据具体材料进行合适的超声波焊接参数设置。
最后,由于超声波焊接设备和工艺的高成本,适用于小批量或高要求产品的生产。
总体而言,超声波焊接技术凭借其高效、高强度和高质量的优点,在各个领域得到广泛应用。
随着科技的不断进步和发展,超声波焊接技术有望进一步改进和完善,以满足不同产业对于焊接质量和效率的需求。
塑料焊接方法

塑料焊接方法塑料焊接是一种将塑料材料通过热熔或者化学溶解的方式进行连接的方法。
在工业生产和日常生活中,我们经常会遇到需要对塑料制品进行修补或者连接的情况,而塑料焊接就是一种非常有效的方法。
本文将介绍几种常见的塑料焊接方法,希望能够为大家提供一些帮助。
首先,我们来介绍热熔焊接。
热熔焊接是将需要连接的塑料材料加热至熔点,然后使其相互融合,最终形成一个坚固的连接。
这种方法适用于大多数热塑性塑料,如聚乙烯、聚丙烯、聚氯乙烯等。
在进行热熔焊接时,我们需要使用专门的热熔焊接设备,如热风枪或者热熔焊接铁。
首先,将需要连接的塑料材料对齐,并加热至熔点,然后迅速将它们压合在一起,等待冷却后即可得到坚固的连接。
其次,化学溶解焊接是另一种常见的塑料焊接方法。
这种方法适用于一些特定的塑料材料,如聚氨酯、聚苯乙烯等。
在进行化学溶解焊接时,我们需要使用特制的溶剂或者粘合剂。
首先,将需要连接的塑料材料涂抹上溶剂或者粘合剂,然后迅速将它们压合在一起,等待溶剂或者粘合剂挥发后即可得到坚固的连接。
除了以上介绍的两种方法外,还有一种叫做超声波焊接的塑料焊接方法。
这种方法利用超声波的高频振动来加热和软化塑料材料,然后使其相互融合。
超声波焊接适用于一些特殊形状的塑料制品,如塑料管道、塑料薄膜等。
在进行超声波焊接时,我们需要使用专门的超声波焊接设备,如超声波焊接机。
将需要连接的塑料材料放置在超声波焊接机的工作台上,开启超声波振动后,塑料材料会在瞬间软化并相互融合,形成坚固的连接。
总的来说,塑料焊接是一种非常有效的连接塑料材料的方法,它可以帮助我们在工业生产和日常生活中进行塑料制品的修补和连接。
不同的塑料材料和形状适用于不同的焊接方法,因此在进行塑料焊接时,我们需要根据具体情况选择合适的焊接方法。
希望本文介绍的几种常见的塑料焊接方法能够为大家提供一些帮助,谢谢阅读!。
塑料超声波焊接结构

塑料超声波焊接结构塑料超声波焊接结构1. 引言在现代工业中,塑料材料广泛应用于各种领域,如汽车、电子、包装等。
而为了将塑料部件连接在一起,我们通常使用焊接技术。
在众多的焊接技术中,超声波焊接因其高效、可靠和环保等特点而备受关注。
本文将深入探讨塑料超声波焊接的结构和原理,以及它在工业领域的应用。
2. 塑料超声波焊接的结构塑料超声波焊接是一种通过在塑料接头处施加超声波振动来实现焊接的技术。
它主要由以下几个部分组成:2.1 超声波振动系统超声波振动系统是塑料超声波焊接的核心组成部分。
它通常包括一个振动源和一个共振回路。
振动源产生高频振动,并通过共振回路将振动传递到焊接头部。
超声波振动系统必须具备稳定的振动频率和合适的振幅,以确保焊接的质量和效率。
2.2 可调式焊接头可调式焊接头是用来传导超声波振动到塑料接头的部件。
它通常由一个焊接头和一个压力传感器组成。
焊接头的设计可以根据不同的焊接要求进行调整,以确保焊接头与被焊接件之间的接触面积最大化,从而提高焊接的效果。
压力传感器用于监测焊接头对被焊接件的施加压力,以确保焊接的一致性和可靠性。
2.3 焊接基座焊接基座提供了一个稳定的支撑平台,用于固定被焊接件和焊接头。
它通常由金属材料制成,以确保足够的结构强度和耐久性。
焊接基座还可以通过可调节的夹具来确保被焊接件的准确定位和固定,从而提高焊接的精度和稳定性。
3. 塑料超声波焊接的原理塑料超声波焊接的原理基于超声波在塑料中传播时的特性。
当超声波通过塑料时,它会产生机械能,从而使塑料分子振动。
这种振动会导致塑料接头表面的摩擦和热量的产生,进而使塑料接头部分熔化。
当振动源停止振动时,熔融的塑料冷却和固化,从而形成坚固的焊点。
4. 塑料超声波焊接的应用塑料超声波焊接广泛应用于各个行业和领域,其中一些应用包括:4.1 汽车工业在汽车制造过程中,塑料超声波焊接被用于连接汽车零部件,如车灯、仪表板等。
由于超声波焊接可以快速、可靠地连接塑料部件,因此它在汽车工业中发挥着重要的作用。
塑料超音波焊接工艺
塑料超音波焊接工艺
塑料超音波焊接工艺是一种高科技技术,利用每秒15000次或20000次或更高频率的振动将两个塑料工件的接触面在短时间内熔合在一起,从而形成一个坚固的分子链,实现焊接的目的。
超音波熔接法是熔接热塑性塑料制品的高科技技术,各种热塑性胶件均可使用超声波熔接处理,而不需加溶剂、粘接剂或其它辅助品。
应用这种工艺时,焊头以超音波超高频率振动的焊头在适度压力下,使二块塑胶的接合面产生磨擦热而瞬间熔融接合,焊接强度可与本体媲美。
超声波塑料焊接的好坏取决于换能器焊头的振幅、所加压力及焊接时间等三个因素。
其中,焊接时间和焊头压力是可以调节的,振幅由换能器和变幅杆决定。
当超声波作用于热塑性的塑料接触面时,会产生每秒几万次的高频振动,这种达到一定振幅的高频振动,通过上焊件把超声能量传送到焊区。
由于焊区即两个焊接的交界面处声阻大,因此会产生局部高温。
又由于塑料导热性差,一时还不能及时散发,聚集在焊区,致使两个塑料的接触面迅速熔化,加上一定压力后,使其融合成一体。
当超声波停止作用后,让压力持续几秒钟,使其凝固成型,这样就形成一个坚固的分子链,达到焊接的目的。
此外,还有铆焊法和埋植法等应用方法。
如需了解更多关于塑料超音波焊接工艺的信息,建议查阅相关资料或咨询专业技术人员。
影响塑料焊接的因素及塑料焊接技术的种类

影响塑料焊接的因素及塑料焊接技术的种类随着工业生产的迅速发展,塑料以其重量轻、比强度高、耐腐蚀、易加工等优点广泛用于国民经济和人民生活的各个领域。
在工程上塑料焊条要求材料的成分与被焊接材料的成分相同,但材料的强度标号要比被焊接材料的强度高一个等级,这样才能保证焊接强度。
你可以将断开的塑料件,直接把断开的两半用焊枪吹熔、然后压接上去。
缺点是外形尺寸会比原来的要小。
那么塑料焊接究竟有哪些因素影响因素,有哪些种类的焊接方式?一、影响焊接质量的因素在进行焊接时,压力、时间、吸热量(熔融量)是确保焊接质量的三要素。
1.压力对焊接表面施加适当的压力,焊接材料将由弹性向塑性过渡,还可以促进了分子相互扩散并挤去焊缝中的残余空气,从而增加焊接面密封性能。
2.时间要有适当的热熔时间和足够的冷却时间。
当热功率一定时,时间不够会出现虚焊,时间过长会造成焊件变形,熔渣溢出,有时还会在非焊接部位出现热斑(变色)。
必须保证焊接面吸收足够的热量达到充分熔融的状态,才能保证分子间充分扩散熔合,同时必须保证足够的冷却时间使焊缝达到足够的强度。
3.熔融量热熔时间和热功率协调调整才会得到最恰当的熔融量,保证足够的分子间融合,消除虚焊的现象。
除了焊接设备和操作人员技能水平外,来之于塑料内部或外部的各种因素,对焊接质量有一定的影响,应当引起重视。
二、其他影响焊接质量的因素1.塑料的吸湿性如果焊接潮湿的塑料制品,内含的水分会在受热后化为蒸气跑出而在焊面上出现气泡,使焊接面密封性能减弱。
吸湿较为严重的材料有PA、ABS、PMMA等。
用这些材料做的制品,焊前必须进行干燥处理。
2.塑料中的填充物如玻璃纤维、滑石粉、云母等,它们改变了材料的物理特性。
塑料中填充料的含量同塑料的可焊性和焊接质量有很大的关系。
填充物含量低于20%的塑料可以正常进行焊接,不需要进行特殊的处理。
填充物含量超过30%时,由于表面塑料比例不足,分子间融合的不够,会降低密封性。
3.焊接面的清洁焊接表面必须清洁没有杂质,才能保证足够的焊接强度和气密性。
塑胶件产品高频诱导焊结构设计
塑胶件产品高频诱导焊结构设计## Induction Welding for Plastic Components: Design Considerations for High-Frequency Applications.### Factors Influencing Induction Welding Design for Plastic Components:Material Selection:The type of plastic used for the component is crucial. Thermoplastics, such as ABS, PE, and PP, are commonly used for induction welding due to their ability to melt at relatively low temperatures.The weldability of the plastic also depends on its thermal conductivity, viscosity, and moisture content.Joint Design:A proper joint design ensures efficient heat transferand strong weld bonds.The joint should be designed with minimal gaps and an appropriate overlap area for the induction coil to heat the material uniformly.Overlap joints, butt joints, and T-joints are commonly used for induction welding of plastic parts.Coil Design:The induction coil generates the electromagnetic field that heats the plastic.The coil's shape, size, and number of turns determine the heating pattern and efficiency.The coil should be designed to conform to the joint geometry and provide uniform heating throughout the joint area.Welding Parameters:The frequency of the electromagnetic field influences the depth of heating within the plastic.Higher frequencies result in shallower heating depths, while lower frequencies penetrate deeper.Other welding parameters, such as power input, welding time, and pressure, also affect the weld quality and strength.### Design Guidelines for High-Frequency Induction Welding:Frequency Selection:For thin-walled components or small parts, higher frequencies (typically in the MHz range) are preferred.This enables localized heating without overheating the bulk of the plastic.Coil Geometry:For complex joint geometries, multiple coils or a properly shaped coil is required to ensure uniform heating.The coil should closely match the contours of the joint to maximize heat concentration.Joint Design:Overlap joints with a minimum overlap ratio of 2:1 are recommended for high-frequency welding.Butt joints or T-joints may require special coil designs or additional support structures to prevent deformation.Welding Parameters:The power input should be carefully controlled to avoid excessive heating and potential degradation of the plastic.Shorter welding times at higher frequencies minimize heat-induced damage while ensuring sufficient weld strength.### 中文回答:塑料部件高频感应焊接结构设计。
高频焊接原理

高频焊接原理1.介绍高频焊接是一种利用高频电流来对材料进行焊接的技术。
高频焊接技术在工业生产中广泛应用,特别是在管道、金属制品、汽车零部件等领域具有重要的地位。
本文将介绍高频焊接的原理、工作过程以及其在工业生产中的应用。
2.原理高频焊接是利用电磁感应原理实现的。
当高频电流通过塑料或金属材料时,将产生感应电流。
这些感应电流会在材料内部形成热量,使材料表面达到熔点,并实现焊接。
高频电流通过一对电极传递到工件上,产生的电流会在焊接接头附近形成热量。
这种焊接方法可以在短时间内产生高温,实现高效率的焊接过程。
3.工作过程高频焊接过程主要包括以下几个步骤:步骤一:准备工作在进行高频焊接之前,需要准备好焊接设备和材料。
焊接设备包括高频发生器、电极、夹具等。
材料可以是塑料、金属或其它可导电材料。
步骤二:焊接准备首先,将需要焊接的材料固定在夹具上,并调整电极的位置,使其接触到材料表面。
步骤三:高频焊接接通高频发生器的电源,产生高频电流。
高频电流经电极传递到材料上,形成感应电流,在材料表面产生热量。
热量使材料达到熔点,实现焊接。
步骤四:冷却在焊接完成后,需要对焊接接头进行冷却。
冷却过程可以采用自然冷却或者冷却设备辅助。
4.应用高频焊接技术在工业生产中有广泛的应用。
以下是高频焊接在一些领域的具体应用情况:4.1 管道焊接高频焊接技术可以用于对金属管道进行焊接。
这种焊接方法能够快速、高效地焊接管道,提高生产效率。
4.2 金属制品焊接高频焊接可以用于焊接金属制品,如金属家具、金属盒子等。
这种焊接方法能够使焊接接头更牢固,提高产品质量。
4.3 汽车零部件焊接高频焊接技术在汽车制造中有重要的应用。
它可以用于焊接汽车零部件,如汽车座椅框架、发动机支架等。
高频焊接能够使汽车零部件更加牢固,提高汽车的安全性和可靠性。
5.总结高频焊接是一种利用高频电流进行焊接的技术。
它通过电磁感应原理,在短时间内实现材料的快速高温焊接。
高频焊接技术在管道焊接、金属制品焊接和汽车零部件焊接等领域有广泛应用。
高频诱导塑料焊接原理
针 对 焊 接 面积 大 而复 杂 ,焊 接 要 求 高 的产 品 ,焊接 效 果 优 越 。 数字 式 焊 接 参数 设 定 ,直 观准 确 。 焊接 过 程 中 电流和 时间精 密控 制 ,提 高焊 接 质 量 。 全套 优 质 进 口元 器 件 组 装性 能稳 定 。
匿 而
i 9 i
以 电 磁 感 应 原 理 工 作 的 晶
体式高 频感应加热技 术 , 穿 透 塑 料 制 品 以 非 接 触 形 式 瞬 间 对 埋 植 于 塑 料 制 品 的感 应 物 产 生 感 应 加 热 ,
使 工 件 接 口 迅 速 熔 化 ,继 而 填 充 于 接 口 问 空 隙 ,并
新 的 解 决 方 案 更 简单 :一 种 复 合 材 料 。 不 同 的材 料 不 只是 嵌 在 一 起 或 黏 结在 一 起 ,还 可 以一 个 特 殊 的 加 工过 程
z 0刃王 Tl 8 0 o1cz一Y● oz 【 - - I _
产 品集锦 I 高频诱 导塑料焊接原理 ,塑料金属复合技术 实现 导 电塑料设 计梦想等
Z
高频诱导塑 料焊接原理
高 频 诱 导 焊 接 是 利 用
工 作 步 骤 中很 快 地 生 产 元 件 ,生产 成 本 和 所 需 材料 的质 量 可 以大 幅度 减 少 。 汽 车和 飞机 制 造商将 特 别受 益于这 一 发展 。例 如 汽车上
新领 域 之 中。总 部 位 于 法 国
的 汽车 工 业 固化 系 统 的 国 际
供 应 商 A Ra mo d 公 司 y n
目前 正 在 使 用 来 自巴斯 夫 公
司 ( AS 的特 种 化 学 品 ( A6 6 用 于 燃 油 管 的快 速 连 接 B F) P / T)
超声波塑料焊接的原理和理论
超声波塑料焊接的原理和理论超声波塑料焊接机的原理和理论随着材料工业的迅速民展,其中以重量轻、摩擦力小、耐腐蚀、易加工的塑料及其金属的复合材料的应用受到人们的重视。
塑料的各种制品,已渗透到人们日常生活的各个领域,同时也被广泛应用到航空、船舶、汽车、电器、包装、玩具、电子、纺织等行业。
然而,由于注塑工艺等因素的限制,在相当一部分形状复杂的塑料制品不能一次注塑成型,这就需要粘接,而沿用多年的塑料粘接和热合工艺又相当落后,不仅效率低,且粘接剂还有一定的毒性,引起环境污染和劳动保护等问题。
传统的这种工艺已不能适用现代塑料工业的发展需要,于是一种新颖的塑料加工技术——超声波塑料焊接以其高效、优质、美观、节能等优越性脱颖而出。
超声波塑料焊接机在焊接塑料制品时,即不要填加任何粘接剂、填料或溶剂,也不消耗大量热源,具有操作简便、焊接速度快、焊接强度高、生产效率高等优点。
因此,超声波焊接技术越来越广泛地获得应用。
一.超声波塑料焊接机的工作原理。
超声波塑胶焊接原理:由发生器产生20KHZ,(或15KHZ)的高压,高频信号,通过换能系统,把信号转换为高频机械振动,加于塑料制品工件上,通过工作表面及内在分子间的磨擦而使传导到接口的温度升高,当温度达到此工件本身的熔点时,使工件焊接口迅速溶化,继而填充于接口间的空隙,当振动停止,工件同时在一定的压力下冷却定型,便达成完美的焊接.二.超声波焊接是如何工作的。
超声波焊接原理是通过超声波发生器将50/60赫兹电流转换成15、20、30或40千赫兹电能。
被转换的高频电能通过换能器再次被转换成为同等频率的机械运动,随后机械运动通过一套可以改变振幅的调幅器装置传递到焊头。
焊头将接收到的振动能量传递到待焊接工件的接合部,在该区域,振动能量被通过摩擦方式转换成热能,将塑料熔化。
超声波不仅可以被用来焊接硬热塑性塑料,还可以加工织物和薄膜。
一套超声波焊接系统的主要组件包括超声波发生器,换能器/调幅器/焊头三联组,模具和机架。
超声焊接原理

超声焊接原理
超声焊接是一种利用超声波产生的高频振动来实现金属或塑料零件的焊接的技术。
其原理是通过将超声波能量转化成机械振动能量,使接触表面产生相对位移和摩擦热,从而实现材料的熔融和焊接。
超声焊接的原理主要包括以下几个方面:
1.超声波的产生:超声焊接机通过压电晶体或磁致伸缩材料产生高频振动,将电能转化为机械能,产生超声波。
2.超声波的传播:超声波通过焊接头(sonotrode)传播到焊接界面,焊接头的振动频率通常在20kHz至70kHz之间,可根据焊接材料的类型和厚度进行调节。
3.接触表面的摩擦:焊接头对接触表面施加振动,使接触表面产生相对位移和摩擦热。
在金属焊接中,摩擦热可以导致材料表面的塑性变形和局部的熔化;在塑料焊接中,摩擦热可以使塑料材料表面软化。
4.焊接压力的施加:在超声振动的作用下,通过施加一定的焊接压力,将材料的表面紧密接触,以促进熔融和焊接。
5.焊接质量的控制:通过控制超声振动的参数,如频率、振幅、焊接时间等,以及控制焊接压力和温度,可以实现对焊接过程和焊接质量的精确控制。
超声焊接适用于金属和塑料等材料的焊接,具有焊接速度快、无需焊接辅料、无污染等优点,广泛应用于汽车、电子、医疗器械、包装等行业中。
petg超声波焊接工艺

petg超声波焊接工艺
PETG(聚对苯二甲酸乙二醇酯)是一种常见的塑料材料,通
常用于制造瓶子、包装材料、水泥等。
超声波焊接是一种常见的塑料焊接方法,可以用于连接PETG材料。
超声波焊接的原理是利用超声波的振动来产生热量,使接触的塑料材料快速熔化并结合在一起。
具体的PETG超声波焊接工艺步骤如下:
1. 准备焊接部件:在进行超声波焊接之前,需要准备好待焊接的PETG部件。
确保部件表面光洁,没有杂质或油脂。
2. 设定焊接参数:根据焊接材料和尺寸,设定适当的焊接参数,包括焊接时间、压力和超声波功率。
3. 定位部件:将待焊接的PETG部件正确放置在焊接夹具或工作台上,保持加工表面平整。
4. 进行焊接:将超声波焊接头安置在待焊接部件的接触面上,并施加足够的压力。
同时启动超声波发生器,使其产生超声波振动。
振动产生的热量将使PETG材料熔化并结合在一起。
5. 完成焊接:等待一定的焊接时间,使焊接部件充分结合。
然后停止超声波发生器和移除焊接头。
6. 冷却和固化:在焊接完成后,将焊接部件保持静止,让其冷却和固化。
这样可以确保焊接部分的强度和稳定性。
需要注意的是,超声波焊接的焊接效果受到多种因素的影响,如焊接参数、表面处理、部件形状等。
因此在进行PETG超声波焊接时,需要进行实验和调整,以获得最佳的焊接效果。
高频熔接机原理

高频熔接机原理全文共四篇示例,供读者参考第一篇示例:高频熔接机是一种常见的热塑性材料焊接设备,它通过高频电流在焊接界面产生热量,使塑料材料加热融化,再加压冷却成型,实现塑料材料的连接和焊接。
高频熔接机主要由高频发生器、焊接头、冷却系统和控制系统等组成,通过这些部件协同工作,实现对塑料材料的高效焊接。
高频熔接机的工作原理主要是利用高频电流产生的热量加热塑料材料,使其在瞬间熔化,然后通过施加一定的压力使焊接件粘接在一起,待冷却后形成牢固的焊接接头。
高频发生器是高频熔接机的核心部件之一,它将普通的电能转换为高频电能,通过电磁感应的方式传递到焊接头上,产生高温。
焊接头是高频熔接机的焊接部件,主要由铜头、电极和压力机构组成。
铜头是导电性能良好的金属,能够快速传导高频电流,使焊接部位迅速升温并熔化。
电极是用来导电的零件,与铜头组合使用,通过高频电流传递热量给待焊接的部件。
压力机构则能够施加一定的压力,确保焊接时焊接部件能够密实粘接在一起。
高频熔接机的冷却系统也是十分重要的组成部分,主要用于降低焊接部位的温度,迅速冷却焊接接头。
冷却系统通常采用水冷方式,通过冷却水循环流经焊接头部位,将热量带走,达到快速冷却的目的。
冷却系统的良好运行能够确保焊接部件的质量和稳定性。
控制系统是高频熔接机的智能部分,它通过控制各个部件的工作状态和参数,实现对焊接过程的精密控制。
控制系统通常采用PLC程序控制,能够预设焊接温度、时间、压力等参数,并监控焊接过程中的各项指标,在出现异常情况时及时报警并停机保护,确保设备和操作人员的安全。
第二篇示例:高频熔接机是一种常用于塑料制品生产中的熔接设备,通过高频振动将塑料材料加热至熔化温度,然后再将两个或多个塑料制品件熔接在一起,实现塑料制品的生产加工。
高频熔接机的原理主要是利用高频电磁场的加热效应和压力的作用,将塑料材料瞬间加热熔化,然后加压使其熔接在一起,形成牢固的接头。
高频熔接机的主要部件包括高频发生器、振荡电路、压力传感器、温度控制器、压力系统等。
塑料 红外线焊接技术

塑料红外线焊接技术
塑料红外线焊接技术是一种利用红外线辐射加热塑料表面以实现焊接的技术。
该技术通常适用于无法传统方式焊接的塑料材料,如热敏塑料或者难以焊接的材料。
塑料红外线焊接技术的基本原理是利用红外线辐射的热能,将塑料表面加热到熔点以上,使其融化并与另一块塑料材料相互融合,从而实现焊接。
通过控制红外线的辐射强度和时间,可以实现精确的焊接控制。
与传统的热板焊接相比,塑料红外线焊接技术具有以下优势:1. 快速焊接速度:由于使用红外线辐射加热,加热速度快,焊接速度也较快。
2. 精确焊接控制:红外线加热可以实现对焊接区域的精确加热控制,避免过热或过冷现象的发生。
3. 无需接触:塑料红外线焊接技术不需要接触焊接,避免了传统焊接方式中可能引起污染或破坏的问题。
4. 适用性广泛:塑料红外线焊接技术适用于许多不同类型的塑料材料,包括热敏塑料和难以焊接的材料。
然而,塑料红外线焊接技术也存在一些局限性,如对材料的透明性要求较高、光源寿命较短等。
同时,操作人员需要具备一定的专业知识和技能,以确保焊接的质量和安全性。
总的来说,塑料红外线焊接技术是一种快速、精确的焊接方法,可以应用于许多特殊要求的塑料材料焊接,具有很大的应用前景。
塑料焊接技术3篇
塑料焊接技术一、塑料焊接技术概述塑料焊接技术是指利用热能,将塑料零件的表面局部溶融并相互压紧,熔合后冷却成型的技术,它是塑料加工的重要一环。
该技术能够将塑料零部件紧密连接在一起,具有熔合强度高、密封性好、成型灵活等优点。
塑料焊接技术主要应用于汽车、机械制造、电子电器等领域。
目前常用的塑料焊接技术有以下几种:1. 热板焊接:利用热板对塑料零件进行加热,使其表面部分熔化,再施加一定压力,使两个塑料零件熔融在一起。
2. 高频振动摩擦焊接:通过高频振动摩擦产生热量,使塑料零件表面部分熔化,再施加一定压力,使两个零件熔融在一起。
3. 超声波焊接:利用超声波振动引起塑料零件表面部分熔化,再施加一定压力,使两个塑料零件熔融在一起。
4. 热空气焊接:利用热空气加热塑料零件表面部分,使其熔化,再施加一定压力,使两个塑料零件熔融在一起。
二、热板焊接热板焊接是常用的塑料焊接技术之一,其主要原理是利用热板对塑料零件进行加热,使其表面部分熔化,并施加一定的压力,使两个零件熔融在一起。
热板焊接的主要步骤包括:1. 准备工作:准备好焊接机、热板、塑料零件、加热温度计等设备和工具。
2. 加热热板:将热板加热到所需的温度,不同种类的塑料需要不同的加热温度。
加热时要保持热板的温度均匀。
3. 准备塑料零件:将需要焊接的塑料零件清洁干净,将其对接并放置在热板的底部。
4. 熔化塑料:将加热温度计插入塑料中心位置,待塑料表面熔化后,再施加一定的压力,使两个塑料零件熔化在一起。
5. 冷却成型:焊接完成后,将其冷却到室温进行成型,不要过早操纵焊接部位,以避免影响焊接质量。
热板焊接适用于大部分热塑性塑料,如聚乙烯、聚丙烯、聚碳酸酯等。
该技术具有焊接强度高、密封性好、成型灵活等优点。
但是其缺点是焊接速度慢,且不同种类的塑料需要不同的加热温度,操作过程较为复杂。
三、高频振动摩擦焊接高频振动摩擦焊接是一种利用高频振动摩擦热原理进行塑料焊接的技术。
其主要原理是利用高频振动器产生的高频振动,把能量传递给塑料零件的表面,摩擦产生热量并熔化表面,再施加一定的压力将两个塑料零件熔融在一起。
超声波塑料焊接工艺
超声波塑料焊接工艺超声波塑料焊接工艺是一种高效并且环保的塑料连接工艺,它能够将两个或多个塑料件快速地、牢固地连接在一起。
本文将详细介绍超声波塑料焊接工艺的原理、应用、优点以及局限性。
一、超声波塑料焊接工艺的原理超声波塑料焊接工艺是利用超声波产生的高频振动来摩擦、加热和融化塑料,在外力的作用下将塑料件连接在一起的技术。
具体来说,超声波发生器会将电能转化成机械能,通过换能器将超声波传递到塑料件焊点。
当超声波遇到塑料面时,会产生剪切力和热量,使塑料面快速摩擦、热化并融化,再由外力压合,使塑料接头得以牢固地连接起来。
二、超声波塑料焊接工艺的应用超声波塑料焊接工艺可以应用于各种塑料产品的制造,如汽车、电子、医疗设备等。
特别是在电子行业中,超声波塑料焊接工艺被广泛应用于连接小型电子元件,因为它可以快速而精准地进行塑料连接,连接质量高且不损坏电子元件。
此外,超声波塑料焊接工艺也可应用于食品包装行业,如酸奶杯、密封袋等。
三、超声波塑料焊接工艺的优点1.快速精准:超声波塑料焊接工艺能够在短时间内完成连接工作,且连接质量高,不产生塑料渣和其他杂质。
2.无毒环保:超声波塑料焊接工艺没有采用粘合剂或其他有害化学物质,不会对环境造成污染。
3.节能省电:超声波塑料焊接工艺没有热损失,不需要额外的加热设备或大量的电能,具有节能省电的优点。
4.设计自由度高:由于超声波可以穿透一个物体,因此可以实现复杂的连接形状和各种不同的体积大小。
四、超声波塑料焊接工艺的局限性1.对焊接材料要求高:超声波塑料焊接工艺对焊接材料有一定的要求,只有符合材料特性才能保障连接质量。
2.焊接深度受限:由于超声波的穿透能力有限,因此对于较厚的材料,超声波可能会造成局部无法接触的情况。
3.受限于材料性质:超声波的焊接效果受材料性质的影响,如硬度、粘度等,在处理不同种类的塑料时可能收到一定程度的限制。
综上所述,超声波塑料焊接工艺是一种高效、快速、精准、环保的连接工艺,被广泛应用于各种塑料产品的制造。
超声波焊接塑料原理
超声波焊接塑料原理
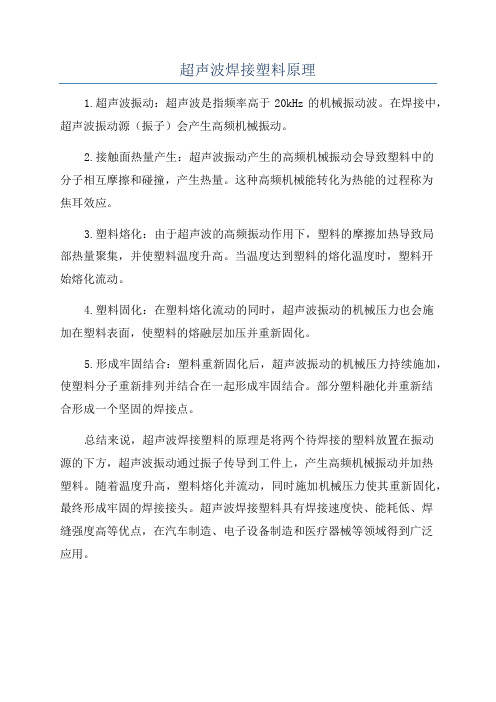
1.超声波振动:超声波是指频率高于20kHz的机械振动波。
在焊接中,超声波振动源(振子)会产生高频机械振动。
2.接触面热量产生:超声波振动产生的高频机械振动会导致塑料中的
分子相互摩擦和碰撞,产生热量。
这种高频机械能转化为热能的过程称为
焦耳效应。
3.塑料熔化:由于超声波的高频振动作用下,塑料的摩擦加热导致局
部热量聚集,并使塑料温度升高。
当温度达到塑料的熔化温度时,塑料开
始熔化流动。
4.塑料固化:在塑料熔化流动的同时,超声波振动的机械压力也会施
加在塑料表面,使塑料的熔融层加压并重新固化。
5.形成牢固结合:塑料重新固化后,超声波振动的机械压力持续施加,使塑料分子重新排列并结合在一起形成牢固结合。
部分塑料融化并重新结
合形成一个坚固的焊接点。
总结来说,超声波焊接塑料的原理是将两个待焊接的塑料放置在振动
源的下方,超声波振动通过振子传导到工件上,产生高频机械振动并加热
塑料。
随着温度升高,塑料熔化并流动,同时施加机械压力使其重新固化,最终形成牢固的焊接接头。
超声波焊接塑料具有焊接速度快、能耗低、焊
缝强度高等优点,在汽车制造、电子设备制造和医疗器械等领域得到广泛
应用。
塑料_红外线焊接技术_概述及解释说明

塑料红外线焊接技术概述及解释说明1. 引言1.1 概述塑料红外线焊接技术是一种应用于塑料加工领域的热成型技术,通过利用红外线辐射产生的热能来实现塑料的连接。
该技术被广泛应用于汽车制造、电子产品生产、医疗器械制造等领域。
本文旨在对塑料红外线焊接技术进行全面概述,并深入解释其原理和工作方式,分析其优缺点,并结合实际应用案例进行分析。
最后,我们将总结该技术的发展趋势并提出未来研究方向。
1.2 文章结构本文共分为五个部分。
引言部分主要介绍了文章的背景和目的;第二部分将详细介绍塑料的基本特性,包括物理特性、化学性质以及广泛应用领域;第三部分将对红外线焊接技术进行简要介绍,包括其原理、工作方式以及所需设备和材料;第四部分则通过具体案例来展示塑料红外线焊接技术在汽车工业、电子产品和医疗器械中的应用;最后一部分将对整篇文章进行总结,并展望塑料红外线焊接技术的发展趋势和未来研究方向。
1.3 目的本文旨在全面介绍塑料红外线焊接技术,包括其原理、工作方式、设备和材料需求以及应用案例。
通过深入剖析该技术的优缺点,可以为相关行业提供参考,同时为今后的研究提供指导。
此外,我们将探讨该技术的发展趋势,并提出未来可能的研究方向,以促进该领域的进一步发展和应用。
2. 塑料的基本特性2.1 物理特性塑料是一种具有多种物理特性的合成材料。
它们通常具有低密度、柔韧性和可塑性等特点。
塑料可以通过加热和冷却的方式进行成型,并且可以根据需要制成各种形状和尺寸。
另外,塑料还具有阻燃、耐腐蚀、绝缘和透明等特性。
2.2 化学性质塑料在化学环境中通常表现出优异的耐腐蚀性能,对酸、碱、溶剂等多种化学物质具有较强的抵抗能力。
然而,不同类型的塑料对不同化学品的抵抗能力有所差异,因此在实际应用中需要选择适合特定环境的塑料材料。
2.3 应用领域由于其多样化的物理和化学特性,塑料广泛应用于许多领域。
在家居生活中,我们可以看到塑料制品如家具、玩具、容器等;在工业制造中,汽车零部件、电子产品外壳以及医疗器械等也大量采用了塑料材料。
高周波熔接机操作方法
高周波熔接机操作方法高频熔接是一种常见的塑料焊接方法,其原理是利用高频电场使塑料发生摩擦热,从而实现塑料的熔接。
高频熔接机是实施这种焊接方法的专用设备。
以下是高频熔接机的操作方法。
1. 准备工作:a. 确保高频熔接机已经接通电源,并且电压、频率等参数已经设置正确。
b. 确保高频熔接机的工作台面、上下模具等零件是干净的,并且处于良好的工作状态。
c. 准备好需要进行熔接的塑料零件,确保其表面没有明显的污渍或损伤。
2. 调整设备参数:a. 根据所要焊接的塑料材料和其厚度,调整高频熔接机的能量输出,一般可以通过调整输出功率来实现。
例如,较薄的塑料材料可能需要较低的功率,而较厚的材料则需要较高的功率。
b. 根据需要,确定熔接时间。
熔接时间是指在高频电场作用下,塑料发生熔融的时间。
不同的塑料材料和厚度会需要不同的熔接时间。
3. 放置塑料零件:a. 将需要焊接的塑料零件放置在高频熔接机的工作台面上。
b. 确保塑料零件与上下模具的接触面是干净的,并且没有任何异物。
4. 开始熔接:a. 关闭熔接机的安全保护装置(如门、开关等),确保操作安全。
b. 按下启动按钮,高频熔接机开始工作。
c. 在设定的熔接时间内,高频电场会通过上下模具作用在塑料零件上,使其发生摩擦热,从而实现熔融。
d. 在熔接过程中,不得随意打开熔接机的安全装置,以免发生意外事故。
5. 检查焊接质量:a. 在熔接完成后,关闭高频熔接机。
b. 将焊接好的塑料零件取出,检查焊接接头的质量。
接头应该均匀且牢固,没有翘曲、裂纹等现象。
c. 根据需要,可以使用其他检测方法(如拉力测试、压力测试等)对焊接接头进行更详细的检查。
6. 清理和保养:a. 在使用完高频熔接机后,应当及时清理其工作台面、上下模具等零件。
可以使用吸尘器或刷子清除表面上的塑料渣滓。
b. 定期检查和维护高频熔接机的各个部件,确保其正常工作。
总之,高频熔接机的操作方法主要包括准备工作、设备参数调整、放置塑料零件、开始熔接、检查焊接质量和清理保养等步骤。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
在 医疗 、 汽车 、 包装 、 文 具 等 行 业 获 得 了 愈 来 愈 广 泛
的应 用 。
1 高频 焊原 理
具有一定偶 极矩 ( 通常 0 . 5德 拜 以 上 ) 的 聚 合 物 在 高 频 电场 的作 用 下 , 极 性 分 子 按 照 与 电 场 相 反 的 方 向排 列 , 产 生取 向极 化 ( 偶极极 化 d i p o l e p o l a r — i z a t i o n ) , 即分 子 中 的 正 电 荷 转 向 负 极 , 负 电 荷 转 向 正极 。如 电场 方 向 发 生 改 变 , 则 电 荷 的 移 动 方 向也 随 之 改 变 。 当外 加 电 场 频 率 增 加 时 , 取 向极 化 会 滞 后 于 电场 变 化 而 有 相 位 差 产 生 。 相 位 滞 后 ( p h a s e l a g ) 表明 : 完 成 偶 极 取 向 极 化 时 需 要 克 服 分 子 作 用 所产生 的阻力 , 而 克 服 阻力 需 要 消 耗 能 量 。这 种 能 量 的消 耗 , 通 常 以一 部 分 电 场 能 转 化 为 热 能 的 形 式
关键 词 高频 焊 ;电介 质滞后 损耗 ; 介 质加 热 ;介 电常数 ; 介 电损耗 系数 ;电极
中图分类 号 : TQ 3 2 0 . 6 文献标志码 : A 文章编号 : 1 0 0 9 — 5 9 9 3 ( 2 0 1 3 ) 0 3 — 0 0 2 8 — 0 7
Th e Te c hni qu e f o r Ra d i o Fr e qu e nc y We l d i ng o f Pl a s t i c s
l O S S f a c t or ;e l e c t r o de
0 前 言
高频 焊 ( r a d i o f r e q u e n c y we l d i n g ) , 也 称 介 电 焊( d i e l e c t r i c we l d i n g ) , 是 一 种 利 用 极 性 塑 料 在 高 频 电 场 作 用 下 的 介 质 滞 后 损 耗 产 生 内 部 发 热 进 行 焊 接 的方 法 。在 快 速 交 变 电场 中 , 极 性 基 团 试 图 与 电 场 方 向取 向 一 致 造 成 分 子 间 摩 擦 和 发 热 。 高 频 焊具有焊接 速率快 、 易 于 自动化 、 焊缝强度 高 、 外 观 质量优 、 可重 复性 好等 优点 , 尤 其 适 用 于 焊 接 塑 料
塑料 高频 焊接 技 术
《 上 海 塑料 》2 0 1 3年 第 3 期( 总第 1 6 3期 )
塑 料 高 频 焊 接 技 术 Nhomakorabea张 胜 玉
( 广 州 市 特 种设 备行 业 协会 , 广东 广州 5 1 0 3 8 0 )
摘要 高频 焊是 一种依 靠极 性 塑料 的介 质 滞后损 耗产 生 内部 发 热的焊接 方法 。由 于具 有焊接 速 率 快 、 焊缝 强度 高和外观 质 量好等 优 点 , 高频 焊在 医疗 、 包装 、 汽 车等行 业得到 了广泛 的应 用。介 绍 了高频 焊 的原 理 、 焊 接过 程 、 焊接 设备 、 工艺参 数 、 接 头形 式 、 焊接 性 、 特点 、 应 用和最 新进展 。
p l e ,we l d i n g p r o c e s s , we l d i n g e q u i p me n t s , p r o c e s s p a r a me t e r s ,j o i n t t y p e s ,we l d a b i l i t y ,c h a r a c t e r i s t i c s
Ab s t r a c t : Ra d i o f r e qu e n c y we l di ng i s a p r o c e s s t h a t r e l i e s o n i n t e r na l h e a t g e n e r a t i on b y di e l e c t r i c h y s t e r — e s i s l o s s e s o f p o l a r p l a s t i c s . The p r o c e s s i s wi d e l y u s e d i n me d i c a l ,p a c ka gi ng,a ut o mo t i v e i n dus t r i e s d u e t O i t s a b i l i t y t o p r o du c e e x c e l l e n t we l d s t r e n g t h a n d g o o d c o s me t i c s u r f a c e i n a s ho r t t i me . Th e pr i nc i —
,a p pl i c a t i o n s a n d l a t e s t d e v e l o pm e nt s o f r a d i o f r e q ue nc y we l d i ng a r e i n t r o d uc e d . Ke y wo r ds: r a d i o f r e q u e n c y we l d i n g;d i e l e c t r i c hy s t e r e s i s l o s s ;d i e l e c t r i c he a t i n g;p e r mi t t i v i t y;d i e l e c t r i c
ZH A N G S he n g - y u
( Gu a n g z h o u As s o c i a t i o n f o r S p e c i a l E q u i p me n t , Gu a n g z h o u 5 1 0 3 8 0 ,C h i n a )