微型断路器自动装配检测生产线
微型断路器工艺流程

微型断路器⼯艺流程The manufacturing process of miniature circuit breakers begins with precision machining of metal components,followed by assembly of these parts.The assembly includes installation of contacts,trip mechanisms,and arc chambers.Quality control checks ensure reliable trip characteristics and electrical safety.Final testing verifies the circuit breaker's performance under various fault conditions.微型断路器是电⼒系统中重要的保护设备,⽤于隔离和保护电路免受过载、短路等故障的影响。
其⼯艺流程的严谨性和精细度直接决定了断路器的质量和性能。
下⾯将详细介绍微型断路器的⼯艺流程。
⼀、准备阶段1.材料选择:微型断路器的主要材料包括绝缘材料、导电材料、⾦属外壳等。
这些材料的选择必须符合国家或⾏业标准,以保证断路器的性能和安全。
2.设备准备:准备好⽣产所需的各种设备,如注塑机、冲床、焊接设备、测试设备等,确保这些设备状态良好,能够满⾜⽣产要求。
⼆、加⼯阶段1.注塑成型:将绝缘材料通过注塑机加⼯成断路器的基本结构,如基座、⽀架等。
注塑过程中要严格控制温度、压⼒和时间,确保产品尺⼨精度和表⾯质量。
2.冲压成型:利⽤冲床将导电材料冲压成所需的形状,如触头、导电⽚等。
冲压过程中要注意材料的厚度、硬度以及冲压深度,确保成品符合设计要求。
3.焊接组装:将冲压好的导电⽚与基座等部件进⾏焊接组装。
焊接过程中要控制焊接温度和时间,避免焊接缺陷,保证焊接质量。
自动化生产线安装与调试
自动化生产线安装与调试第一篇项目开篇:典型自动化生产线介绍自动化生产线安装与调试竞赛主要内容:自动线的装配和自动线的运行与调试。
本次自动线安装与调试大赛融合了机械工程与电子工程的核心技术,主要包括:机械机构及气动部件安装;控制线路布线、气动电磁阀及气管安装;PLC应用与编程;变频器控制技术应用;运动控制技术应用;机电安装、连接、故障诊断与调试等。
任务一:了解自动线及其应用图1-3所示是应用于正泰电器股份有限公司的塑壳式断路器自动生产线,包括自动上料、自动铆接、5次通电检查、瞬时特性检查、延时特性检查、自动打标等工序,采用可编程控制器控制,每个单元都有独立的控制、声光报警等功能,采用网络技术将生产线构成一个完善的网络系统。
图1-4所示是某汽车配件厂的制动器自动化装配线,该生产线考虑到设备性能、生产节拍、总体布局、物流传输等因素,采用标准化、模块化设计,选用各种机械手及可编程自动化装置,实现零件的自动供料、自动装配、自动检测、自动打标、自动包装等装配过程自动化,采用网络通信监控、数据管理实现控制与管理。
图1-5所示是某饮料厂的自动灌装线,主要完成上料、灌装、封口、检测、打标、包装、码垛等几个生产过程,实现集约化大规模生产的要求。
1、什么是自动线自动线是在流水线的基础上逐渐发展起来的。
它不仅要求线体上各种机械加工装置能自动地完成预定的各道工序及工艺过程,使产品成为合格的制品,而且要求在装卸工件、定位夹紧、工件在工序间的输送、工件的分拣甚至包装等都能自动地进行。
使其按照规定的程序自动地进行工作。
人们把这种自动工作的机械电气一体化装置系统称为自动生产线(简称自动线)。
自动线的任务就是为了实现自动生产,怎样才能达到这一要求呢?自动线综合应用机械技术、控制技术、传感技术、驱动技术、网络技术等,通过一些辅助装置按工艺将各种机械加工装置连成一体,并控制夜、气压系统和电气控制系统将各个部分动作联系起来,完成预定的生产加工任务。
施耐德电气 Resi9系列 家用微型断路器 产品手册
施耐德电气Resi9系列家用微型断路器产品目录施耐德电气是全球能效管理和自动化领域的专家,致力于为客户提供安全、可靠、高效、经济以及环保的能源和过程管理。
集团2017财年销售额为247亿欧元,在全球100多个国家拥有超过14.2万名员工。
从简单的开关产品到复杂的运营系统,我们的技术、软件和服务帮助客户管理和优化运营,通过互联互通的科技助力产业优化,改善城市生态,丰富人们的生活。
在施耐德电气,我们称之为:Life Is On施耐德电气中国•中国已经成为集团在全球第二大市场•在中国拥有超过17000名员工•3个主要研发中心和1个施耐德电气研修学院•23家工厂、8个物流中心、9个分公司和37个办事处遍布全国目录Resi9Resi9产品展示概要 (2)产品号规则 (6)保护类产品小型断路器小型断路器概览 (7)Resi9微型断路器 (8)Resi9高额定电流断路器 (12)Resi9“相线+中性线”微型断路器 (14)漏电保护断路器预拼装式漏电保护断路器的选择 (16)预拼装式漏电保护断路器概览 (17)预拼装式漏电保护断路器 (18)电涌保护器Resi9 电涌保护器 (25)电气和机械附件iCNV自恢复过欠压保护器 (27)安装类产品新型梳状母排 (30)天朗系列终端配电箱 (31)技术参考资料脱扣曲线 (45)限流 (48)断路器的储存和运输注意事项 (49)12100%在苛刻环境下保证人员和设备的绝对安全。
家庭用电的更佳选择更苛刻的环境下确保用电安全Resi9系统可以给您、您的客户、以及他们的设备提供目前可达到的更高级别的保护。
其众多的国际认证和保护创新意味着Resi9系统甚至超过了苛刻的要求,确保您的终端配电系统100%的绝对安全。
保证维护过程中的安全VisiSafe ‘看得见的安全’在任何环境和条件下,VisiSafe 都可确保下级电路的绝对可靠安全。
● VisiSafe 绿色指示条,可靠指示触点的断开位置。
小型断路器总装过程检验录
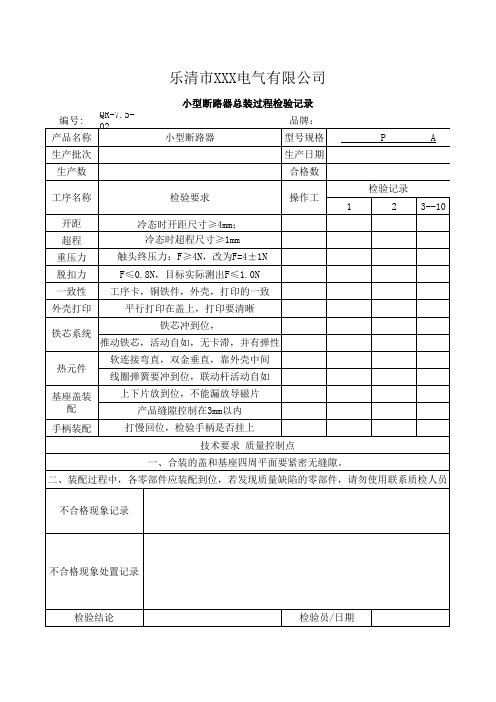
小型断路器总装过程检验记录 编号: 产品名称 生产批次 生产数 工序名称 开距 超程 重压力 脱扣力 一致性 外壳打印 铁芯系统 热元件 基座盖装配 手柄装配 检验要求 冷态时开距尺寸≥4mm; 冷态时超程尺寸≥1mm 触头终压力:F≥4N,改为F=4±1N F≤0.8N,目标实际测出F≤1.0N 工序卡,铜铁件,外壳,打印的一致 平行打印在盖上,打印要清晰 铁芯冲到位, 推动铁芯,活动自如,无卡滞,并有弹性 软连接弯直,双金垂直,靠外壳中间 线圈弹簧要冲到位,联动杆活动自如 上下片放到位,不能漏放导磁片 产品缝隙控制在3mm以内 打慢回位,检验手柄是否挂上 技术要求 质量控制点 一、合装的盖和基座四周平面要紧密无缝隙。 二、装配过程中,各零部件应装配到位,若发现质量缺陷的零部件,请勿使用联系质检人员 不合格现象记录 QR-7.5-02 小型断路器 品牌: 型号规格 生产日期 合格数 操作工 检验记录 1 2 3--10 P A
德力西电气 CDB9小型断路器产品样本2019年第5版 产品说明书

产品简介概述产品简介概述系列介绍德力西电气生产的低压断路器产品在国内具有广泛的影响CDB9系列低压终端电气产品,代表了当今国内低压终端配电的最高水平CDB9系列低压终端电气产品,可以广泛应用于工业,民用住宅,商业建筑等领域,对所在电路进行短路保护,过载保护,漏电保护;同时还能起到隔离及控制作用产品外观介绍左视图绿色;表示触头断开 状态位置红色:表示触头闭合 安装孔,用于安装 电气附件正视图右视图热塑外壳强抗冲击性 可回收 有弹性 自熄性 脱扣曲线和额定电流 分断能力和限流等级触头位置状态手柄指示"I-ON"表示触头闭合状态位置 "O-OFF"表示触头断开状态位置 紧固螺钉安装孔,用于 安装漏电模块 安装孔,用于 安装漏电模块拔线指示拔线指示顶视图工作频率额定电压符合标准认证标志12In±20%产品简介产品简介额定电流 1,2,4,6,10,16,20,25,32,40,50,63A 额定工作电压 230/400V AC 极数 1/2/3/4P 最大工作电压 440 V AC 分断能力 6 kA / 10kA 冲击耐受电压 4 kV 限流等级 3隔离功能 切实分断指示快速闭合 保证冲击性负载的可靠工作,延长断路器的电气寿命机械寿命 20000次 电气寿命 10000次环境: 使用环境温度: -30°C 至 +70°C抗湿热性: 2类 (温度55°C 时,相对湿度95%)参考重量 (克)重量121242363484接线 隧道式接线端子可采用上进线下出线方式或下进线上出线方式且无需降容 端子接线面积2及以下导线安装 模块化结构,可方便地安装在DIN 标准导轨上 可垂直、水平或背部安装,特性不受影响 额定扭矩 附件 OF 辅助触头,SD 报警触头,MX+OF 分励脱扣器,过、欠压脱扣器符合标准 IEC/EN 60898-1,GB10963.1 符合认证 CCC 、KEMA 、CE 、CB 、RoSH脱扣特性B 型曲线保护短路电流较小的负载(如电源、长电缆等)脱扣特性: 瞬时脱扣范围 (3~5) In C 型曲线保护常规负载和配电线缆脱扣特性: 瞬时脱扣范围 (5~10) In D 型曲线保护起动电流大的冲击性负荷脱扣特性: 瞬时脱扣范围 (10~14) In短路保护过载保护 控制隔离CDB9断路器适用于工业、民用建筑、能源及基础设施等领域低压终端配电。
良信电器毕业实习报告
就是体积比普通断路器的体积小很多;
设备用断路器的过载延时保护的设计中取消了普通断路器里面双金属发热元件,采用油的粘稠性对铁芯的阻碍作用达到过载延时的效果。当电路工作在额定状态下时,油对铁芯的阻力等于铁芯受到的吸力,从而铁芯静止不动。磁路中磁阻过大衔铁不会吸和。当电路过载时,油对铁芯的阻力大于铁芯受到的吸力,铁芯运动,磁阻减小,电磁吸力增大,最终衔铁克服反力弹簧的阻碍吸和跳闸分断短路,起到过载延时保护。当电路短路时,巨大的短路电流产生巨大的电磁吸力,瞬间即吸和衔铁跳闸分断电路,达到短路保护。
第一个星期是在良信电器终端产品生产车间实习,良信电器终端产品生产车间主要生产NDM1-63断路器、NDM1-125断路器、NDB1(L)-32断路器、NDB2-63断路器等电路终端断路器,第一天我是在A1生产线进行实习,在流水线上面我做的位置上是在NDM1-125型断路器上面安装4个零部件,即触点系统、灭弧室、灭弧片和手柄,现将介绍如下:
实习时间:3月12日至3月16日指导教师:林友杰老师
实习地点:良信电器装配产品生产车间
配电车间流水线的实习过程中,我被分配到NDB2小型断路器的装配工作。刚进入车间,面对摆放在眼前的小零件感到有些陌生,在指导师傅的简单解释后发现这些小零件在平时上课中都有接触到,只是没见到实物而已,顿时对这些小零件非常熟悉也倍感亲切。在师傅的指导后我们开始进行独立装配。这项工作学会简单,但也非常需要我们细心的对待。因为部分零件是非常小的,比如飞丝、弹簧、调焦螺丝。而且有些零件多,在安装的过程中稍不注意就有可能漏放零件或者将零件安错方向。我们没有安装经验,刚开始对于那些细小的零件很是头疼,飞丝细如发丝,刚开始每次安装到这一部总要在吸铁石上捏好一阵子才能将飞丝拿稳,再费眼力和手上的巧劲将飞丝拴在手柄处的滚针上并绕在锁扣上。有些零件好拿捏却难安放,像调焦螺丝,其体积小,捏在手上几乎被拇指和食指指腹淹没还要将其安装在固定的槽内,起初总是要试过很多次才侥幸放进去,后来习惯了就会借着手指的灵活度加上巧劲轻而易举的完成。几天的实习下来,我们一组成员慢慢适应了,每天的工作大同小异、枯燥但不乏味。毕竟是难得的机会接触实物,大家都很热情的对着手上的断路器研究其构成和原理。但实物与理论有很大的区别,刚开始大家都根据自己课堂上面学到的理论知识开始分析,经常会出现实物与理论向违背的现象,然后相互之间互相讨论,一边操作断路器一边进行理论分析,一番琢磨后对断路器的结构有了大概的了解,现介绍如下:
新颖的开关电器自动检测生产线

可编程电子交流恒流源利用电力电子技术, 采用AC- DC- AC的结构形式,通过逆变实现电流 正弦输出,解决了部分低压电器生产厂家厂内供 电电压不稳、供电系统谐波含量高而导致的测试 电流不稳和波形失真严重等问题。该恒流源是最 新研发、生产的替代原有电工法测试电源的电力 电子产品。
恒流源是低压电器行业自动化测试生产线的 核心设备,恒流源技术提 供了高性能的自动化测 试设备,高效、完善的自 动化测试及调校解决方 案。恒流源控制系统由模拟控制发展为数字控 制,由调压器式发展为基 于电力电子技术的逆变 电源。恒流源与当前微型计算机应用技术、电力 电子技术及控制的结合,提供了更为安全、稳定、 节能、环保、使用方便和更为人性化。数字式恒流 源可 以通过4 8 5总 线与上位 机进行通 信,具有 控 制方便、适应能力强、控制精度高、维护量小等特 点。应用的主要产品有:
低压电器(2010NQ22)
·测试技术·
新 颖的 开 关 电器东泰开电工电器有限公司,山东泰安271000)
摘要:介绍了电器产品自动检验生产线的先进技术与特点,叙述了塑壳式断路 器、万能式断路器在线自动检测的顺序及工序内容,为企业选用自动检测生产线提供选 择。
关键词:自动检测生 产线;恒流源;激光测曼;自动摄像装 置;相位角控制; 监控网络化
( 1) 电 子式 延时 恒流 源。 ①SATE一 300.EP. AC:输出电流范围20一250 A,电流输出精度 ±0.5%,响应时间10 ms;②SATE- 600一EPAC:输 出电流范围200~250 A,电流输出精 度±0.5%, 响应时 间10 ms 。
CH1、CH2系列微型断路器

CMeeratsifuicraetmeeOn ft CMoannfaogremmiteynFt oSrystems
Postdocto ral Programm e
公司简介 Introduction
常熟开关制造有限公司是国有资产参股的电器制造企业、“国家重点高新技术企 业”,占地约300亩,员工1685人。主要生产中低压电器元件、工控产品、太阳能光伏 逆变器、成套装置等,可以为您提供“智能配电系统三位一体完整的解决方案”。
OMcacnuapgaetmioennatl SHyesateltmh CAenrdtiSfiacfaettey
National Enterprise Technology Center
Postdoctoral Technical Innovat ion Centre
Nation al Inno vative Pilot Enterprise
CE1系列 智能型电力仪表
C I1系列 远程智 能I/O 模块
CN 1DP-M P CN 1DP-M D CN 1DP-M C 通信 适配器
CN1 EG以太网 适配器
FDM3 短消 息通知 模块
FWB1温 度报警模块
பைடு நூலகம்
●Riyear-Pow erNe t配电监控系统
● FCX3 智能 配电 监控器
目录
1
CH series modulus terminal electrical appliance contains: CH1 & CH2 series MCB, CH2Z series DC MCB, CH1L & CH2L series leakage circuit-breaker, CH1G series switch-disconnector, CH1A series modulus socket and their accessories. They are widely used in industry, business and civil fields etc. Overcurrent protective device CH1 & CH2 series MCBs comply with GB 10963.1 and IEC 60898-1. The MCBs which have several kinds of pole numbers of single pole + neutral pole, single pole, two poles, three poles and four poles, with a rated current
ZW32断路器装配工程流程

ZW32断路器装配工程流程一、绝缘拉杆装配1.调节螺栓上拧上M12螺母(不拧紧)、弹垫。
将调节螺栓拧到调节套管上(螺母不拧紧,最后以此为基准调节行程)安装位置如图1-12.弹簧压套与绝缘拉杆装好,再用专用工具把弹簧压到调节套管的销轴可以装上的位置,然后装上销轴,松开专用工具。
技术要求:个零件装配前清洗干净。
二、灭弧室装配1.在灭弧室胶套口的三分之一处均匀涂抹硅橡胶一圈,将灭弧室静端套入胶套内压紧,使其接触密合。
2.将调解螺柱的削边一侧套上M10螺母、弹垫拧到灭弧室动端,然后将螺母拧紧。
3.将导电块、导电带套到灭弧室动端用M8×45螺栓(2个)、螺母(2个)、弹垫(4个)拧紧4.在导电带内侧,由内向外装上导电带压套,然后依次按压套、导电带、下出线、防滑垫圈、M20薄螺母的顺序安装,拧紧。
【导电带与下出线接触面在同一方向】5.在调解拉杆的另一侧套上M10螺母、弹垫,然后将装好的绝缘拉杆顶端拧到调解螺柱上,将M10螺母、弹垫压紧到绝缘拉杆顶端。
6.取绝缘外罩(上),在灭弧室胶套外侧径向涂抹硅橡胶三到四圈,并在顶端涂抹少量硅橡胶一圈。
然后将灭弧室放进绝缘外罩(上)内【放入时,将下出线与绝缘外罩(上)的下出线预留口对齐,孔位置对正】。
在绝缘外罩(上)的上方,用M24薄螺母、垫圈拧紧。
最后将进线导电块旋拧到灭弧室静端,用M8×20螺杆、弹垫、平垫将进线导电块拧紧。
【进线导电块伸出方向为下出线的反向】7.取绝缘外罩(下),在下出线加密封圈,然后将绝缘外罩(下)的对称线上的孔对准下出线的反向,用M8×50螺杆(5)、弹垫(5)、平垫(5)拧紧。
三、箱体装配图2-1【如图,为箱体在安装平台上倒放俯视图,上方为箱体正面,从左往右依次为分合手柄,储能指示指针,储能手柄,分合指示指针。
下方为背面。
】1.将分合手柄、储能手柄、分合指示指针三个孔的位置,用铜套加Φ23密封圈,用M4×10螺钉(3个)、弹垫(3个)、平垫(3个)拧紧到箱体上。
小型断路器检验实验指导

小型断路器检验实训项目:小型断路器检验一、实训目的《小型断路器检验实训》是在《电器结构与装配》课程中进行的,是对所学内容的总结与应用。
其主要任务是通过DZ47小型断路器、TZL18漏电断路器的特性试验,提高学生的试验能力、查阅和使用国家标准的能力以及分析问题与解决问题的能力。
学生能够达到以下教学目标:应知部分:1、掌握DZ47断路器的两段式保护特性、规格和主要技术参数;2、掌握TZL18漏电断路器的规格和主要技术参数;3、熟悉DZ47断路器、TZL18漏电断路器相关的国家标准;4、了解DZ47断路器、TZL18漏电断路器相关的理论知识;应会部分:1、具备DZ47断路器的延时特性和瞬时特性的试验能力;会定性描绘两段式保护特性的曲线;2、具备TZL18漏电断路器动作值的试验能力;3、具备应用国家标准GB10963的选用能力;4、具备对试验设备的使用技能。
5、会对试品给出判断。
二、实训线路及原理1.GDS-2-63(SGDX-60-2)瞬时特性试验台介绍1.1设备慨述GDS-2-63瞬时特性试验台是根据GB10963.1—2005《家用及类似场所用过电流保护断路器》有关标准和用户特殊要求而研制的一种专业为小型断路器瞬时动作特性校验的智能试验台。
它由智能控制器、升流器、稳流器、计时器、显示仪表等组成。
该设备采用高速DSP数据处理器,通用软件PID原理进行调整,‘采用标准通讯接口,可通过电脑传送或接收数据进行分析处理,又可单独进行设定,是对断路器进行瞬时动作特性试验的专用设备。
1.2设备功能该设备能完成GB10963.1-2005中9.10.2断路器瞬时脱扣和触头正确断开试验;即从冷态开始,对所有极通以等于5IN的电流,断开时间应不小于0.1S;然后再从冷态开始对所有极通以10IN的电流,断开时间应该在不小于0.1S的时间内脱扣。
1.3设备参数1.3.1输入电能参数电压:AC380(1±10%)V;频率:50HZ±1HZ;试验台容量:3KVA1.3.2输出电能参数输出电流:25A、50A、150A、300A、750A、1500A分档连续可调,直接显示电流有效值。
军用小型塑料外壳式断路器装配CAPP系统的研究

研究与分析低压电器(2008№21)通用低压电器篇朱永庆(1965—),男,高级工程师,博士研究生,从事电器产品设计、可靠性和CAD 技术研究。
军用小型塑料外壳式断路器装配CAPP 系统的研究朱永庆, 陆俭国(河北工业大学电器研究所,天津 300130)摘 要:在分析军用小型塑料外壳式断路器(M CCB )装配工艺特点的基础上,研究开发了军用小型MCCB 装配CAPP 系统。
该系统是以MDT 和3DS MAX 为支撑软件,以VC ++为开发工具。
应用该CAPP 系统,可提高军用小型MCCB 的工艺设计能力,缩短工艺设计周期,更好地适应多品种、小批量生产的要求。
关键词:军用;小型;塑料外壳式断路器;装配工艺中图分类号:T M 561 文献标识码:A 文章编号:100125531(2008)1720009203S tudy on Asse m b ly CAPP Syste m for M i n i a tur e M ilitar y M oulded Ca se C i r cu it Br ea kerZHU Yongqing, LU J ia nguo(Electrical Appa r a tus I nstitute,Hebei University of Technol ogy,Tianjin 300130,China ) Abstr ac t:B ased on ana lyzi ng a ssembly p r ocess cha racte ristic of m iniature m ilitarymoul ded case c ircuit break 2e r (MCCB ),an asse m bly C APP system for m iniature m ilitaryMCCB wa s devel oped .The syste m ,which take sMDT and 3DS MAX soft wa re a s susta iner and take s Visual C ++a s deve l opment t ool .U sing t he CAPP system can en 2hance technologi ca l de sign ability of m iniature m ilitaryMCCB and reduce de sign cycle,mee ting demand of s ma ll batch and m ulti 2v a riety producti on .Key word s:m ili ta r y ;m i n i a tur e;m ou l ded ca se c i r cu it br eaker (M C C B);a sse m bly pr ocess陆俭国(36—),男,教授,博士生导师,研究方向为电器可靠性与电接触、检测技术。
中压断路器自动装配检测生产线

0 引言
随 着 我 国 经 济 的高 速 发 展 , 电 力需 求 也 迅 猛 增 长 。2 0 1 2 年 我 国全社 会 用 电量 达 到 了4 9 5 9 1 亿 千 瓦 时 ,同 比增 长5 . 5 %【 l 】 。根 据 电力工 业 发展 预测 和
“ 十 二 五 ”高 压 开 关 行 业 发 展 规 划 , “ 十二五 ”
国 内 中压 开 关 设 备 的 生产 必 将 向规 模 化 生 产 、数
形 或 回转 形 布 局 ,各 装配 、检 测工 位 在 线体 两 侧 对 称 布 置 。 断路 器 放 置 在工 装板 上 自动 输 送 到 生
产 线 各 工位 进 行 装配 及 检 测操 作 。 生 产 线 由积 放 式 输 送 线 、 各 装配 检 测 工位 及 辅 助 工 装 、 助 力起
期 间,我 国发 电装机容 量将 以每年 6 0 0 0 -  ̄8 0 0 0 万k W 的 速 度 递 增 ,到 2 0 1 5 年 , 全 国 装 机 容 量 将
达约1 4 . 3 7 亿k W , 由此 计 算 , “ 十 二 五 ” 期 间 我 国 对 各 类 、 各 电 压 等 级 中 压 开 关 需 要 量 分 别 为 :1 2 , '  ̄4 0 . 5 k V中压 成 套 开 关 设 备 3 6 0 1 0 0 0 台; 1 2  ̄4 0 . 5 k V中压 断路 器3 3 9 4 0 0 0 台 。与之 相 对 应 ,
务l
訇 似
中压 断路器 自动装配检测 生产线
M edi um vol t ag e ci r cui t br eaker aut om at i c as sem bl y t es t i n g pr oduct i on l i ne
电柜智能装配生产线
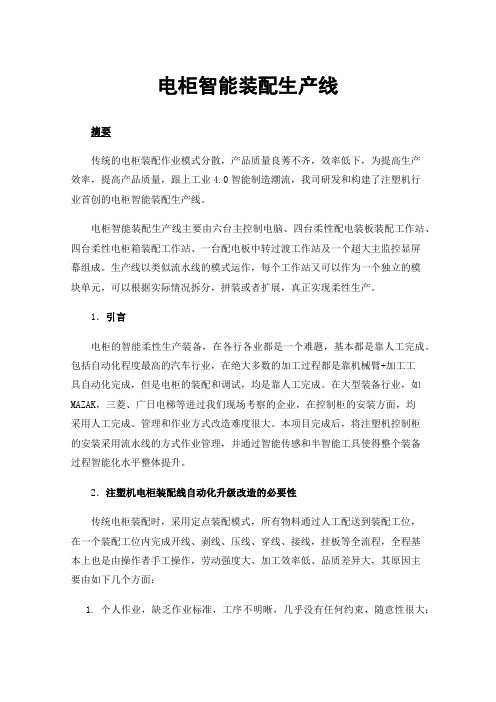
电柜智能装配生产线摘要传统的电柜装配作业模式分散,产品质量良莠不齐,效率低下,为提高生产效率,提高产品质量,跟上工业4.0智能制造潮流,我司研发和构建了注塑机行业首创的电柜智能装配生产线。
电柜智能装配生产线主要由六台主控制电脑、四台柔性配电装板装配工作站、四台柔性电柜箱装配工作站、一台配电板中转过渡工作站及一个超大主监控显屏幕组成。
生产线以类似流水线的模式运作,每个工作站又可以作为一个独立的模块单元,可以根据实际情况拆分,拼装或者扩展,真正实现柔性生产。
1.引言电柜的智能柔性生产装备,在各行各业都是一个难题,基本都是靠人工完成。
包括自动化程度最高的汽车行业,在绝大多数的加工过程都是靠机械臂+加工工具自动化完成,但是电柜的装配和调试,均是靠人工完成。
在大型装备行业,如MAZAK,三菱、广日电梯等进过我们现场考察的企业,在控制柜的安装方面,均采用人工完成。
管理和作业方式改造难度很大。
本项目完成后,将注塑机控制柜的安装采用流水线的方式作业管理,并通过智能传感和半智能工具使得整个装备过程智能化水平整体提升。
2.注塑机电柜装配线自动化升级改造的必要性传统电柜装配时,采用定点装配模式,所有物料通过人工配送到装配工位,在一个装配工位内完成开线、剥线、压线、穿线、接线,挂板等全流程,全程基本上也是由操作者手工操作,劳动强度大、加工效率低、品质差异大,其原因主要由如下几个方面:1.个人作业,缺乏作业标准,工序不明晰,几乎没有任何约束,随意性很大;2.特工多,作业工作内容变化多,很容易出错,而且参照作业的标准只有电气原理图,对作业人员专业技能要求很高,操作人员技能高低与熟练度对装配的效率和质量影响非常大;3.现场管理混乱,物料随意放置,没有标准化的供料储料系统,也没有标准的装配作业动作指引,严重影响效率;4.目前仅做配电板部件组装,在外线机台处挂到电柜里,运输过程容易出现碰撞损坏,增加不稳定因素;5.没有数据管理系统,没有详细的可追溯的生产数据,不便于统筹管理针对注塑机电柜生产要求,对传统电柜生产线进行自动化升级改造,并与相应的信息化系统互联互通,提升电柜电气系统的稳定性,对提升注塑机功能性能和工厂的信息化自动化水平具有重要意义。
采用结构光视觉检测技术进行断路器装配完整性的检测

示 。它采 用线 光源 由光投 射器在 空 间投 射 出一 个光
平 面 ,当光平 面与被 测物体 表 面相交时 便在物 体表
制 编 码 、灰 度 编 码 及 彩 色 编 码 方 法 等 。确 定 结 构
光 的 光 源 及 照射 方 式 ,进 行 结构 光 图像 的处 理 和
面产 生一 亮线 型的条 型光 。条型 光 由于 物体表 面深 度 的变化 以及 存在 的间隙而 受到调 制 ,表现在 图像
ci cui ea r t br ker ass em bl y
杜 婷婷
DU T n . n ig t g i
( 北京机械 工业 自动化研究所 ,北京 1 0 2 ) 0 1 0
摘
要 : 结构光视 觉测量技术作 为新的检测技 术已经成功应用 于现代工业中 ,本文以结构 光视 觉传感 器在 电器 器件检测的应用 实例充分展示 了应用结构光检测 替代传统检测 方法来解决检 测存在
误 检 、漏 检 的 风 险 。 图 4为 在 暗场 使 用 结构 光 拍 摄 的效 果 图。 图 5则是 装配 正 确 的 断路 器 使 用 结构 光 拍 摄 的局 部 暗 场 效 果 图 。其 中 ,线 条 1是工 件 的基 准
硬 件结构
图 2 断 路 器 装 配 完 整 性在 线检 测 系统 原 理 图
用两 台 C D 相机 来 分别 检测 1 、4和 3 、6 C 、2 、5 ,
/ 外 按 I 光 构 部钮 , O
J㈣
蜀与
』 f
, I L
/
待 测工作
-
_一
检测结 果界 面显 示 I 控 制输 出 O
声 光报警
这 样 可 避 免 因光 束 形 成 的 图 像线 比较 短 的 造 成 的
断路器生产工艺流程

断路器生产工艺流程
断路器是一种用于保护电力系统和电气设备的电气设备。
它可以在电路中自动断开电流,以防止过载和电路故障引起的损坏。
断路器的生产过程通常包括以下几个主要步骤:
1. 原材料准备:断路器的主要原材料包括铜、铝、钢材等。
这些材料需要根据产品规格和要求进行准备,包括切割和加工。
2. 金属加工:断路器的外壳和接线端子等金属部件需要经过冲压、折弯、焊接等加工工艺,以制作出合适的形状和尺寸。
3. 电器元件的组装:断路器包括电器元件和机械部件两部分。
电器元件主要包括触头、线圈、磁铁等。
这些元件需要进行组装,以确保其正常工作。
4. 绝缘材料安装:为了保证断路器的安全性能,需要在金属部件上安装绝缘材料,如橡胶、塑料等。
这些材料需要与金属部件紧密结合,并经过适当的固定。
5. 控制系统调试:断路器的控制系统包括电子控制器、传感器等。
在生产过程中,需要对这些系统进行调试和测试,以确保其正常运行。
6. 整机组装与测试:在完成各个部件的制造和安装后,需要对断路器进行整机组装。
这包括将各个部件组装在一起,并进行必要的测试,以确保断路器的性能和质量符合要求。
7. 包装和质量检验:最后,需要对已经组装和测试完毕的断路器进行包装,以保护其免受外界环境的影响,并进行出厂质量检验。
这包括对断路器进行外观检查、功能测试等。
断路器的生产工艺流程通常比较复杂,需要涉及到多个环节和工序。
每个环节都需要严格控制质量,并按照标准操作规程进行操作,以确保断路器的性能和质量符合要求。
同时,生产过程中还需要注意安全和环保要求,确保工作场所的安全和环境的保护。
小型断路器生产工艺

小型断路器生产工艺
小型断路器是一种用于控制和保护电气设备的电器装置,广泛应用于家庭、商业和工业用电领域。
其主要功能是在电路发生过载或短路时能够迅速切断电路,以防止设备损坏和人身安全事故的发生。
小型断路器的生产工艺主要包括以下几个环节:材料准备、加工成型、组装和测试。
首先,在材料准备阶段,需要准备断路器的主要材料,包括金属外壳、触点、弹簧、导线等。
这些材料都需要经过严格的检验和筛选,确保其质量合格。
此外,还需要准备生产所需的模具和工装。
接下来是加工成型阶段。
首先,将金属外壳经过冲压、折弯等工艺加工,使其成为符合设计要求的形状。
然后,将触点和弹簧等配件加工成所需的形状。
随后是组装阶段。
将加工好的金属外壳和配件进行组装,使用螺钉等固定件将各部件连接在一起。
同时,需要安装好导线和连接器,以便与电路的接通。
最后是测试阶段。
通过专业的测试设备对已组装好的断路器进行功能和安全性能的测试。
测试内容主要包括过载保护能力、短路保护能力、额定电流和额定电压的检测等。
只有经过严格的测试合格后,才能进行下一步的包装和出厂。
总的来说,小型断路器的生产工艺需要经过材料准备、加工成型、组装和测试等环节,每个环节都需要严格的质量控制和检验,以确保生产出的断路器具有良好的性能和可靠的安全性,能够有效地保护电气设备和用户的安全。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘
要 :文章介绍 了北京机械工业自动化研究所为客户定制研发 的微型断路器自动检测生产线的特点和 优 势 ,对微型 断路器的特性检测进 行了简要的 阐述 。面向低 压电器的企业 ,自动装 配检测技
术的应用势必将提高企业的装备水平并给企业带来经济效益。
关键词 :检测生产线 ;短路特性 ;过载特性 中图分类号 :T 2 8 P 7 文献标识码 :A 文章编号 :1 0 —03 ( 0 )( 一 0 5 2 9 14 2 1 7 上) 0 3—0 0 1
12 五次通 断 . 工 位 构 成 : 工 作 台 、传 送 带 、分 开 器 、 阻挡
器 、 产 品 顶 起 机 构 、 电极 导 通 机 构 、 拨 手 柄 机
构 、返修 架等 。
功 能 简 介 :产 品流 至 此 工 位 时 ,分 开 器 将 产 品依 次 放 行 , 流 至 阻ቤተ መጻሕፍቲ ባይዱ挡 器 时 , 阻 挡 器 将 产 品 挡
效 率 的 检 测装 备 ,为 生 产企 业 的大 批量 的高 速 生 产 提供 了有利保 证 。
功 能 简 介 :产 品流 至 此工 位 时 ,分 开 器 将 产
【6 第3 卷 3】 3 第7 期 21— ( ) 0 1 7上
工位 构 成 :工作 台 、传 送 带 、 分开 器 、阻 挡 器 , 产 品顶 起 机 构 , 电极 导 通 机 构 ,拨 手 柄 机 构 ,返 修架 等 。
整线 的各 测试 台既 可 单 独使 用 ,也 可作 为一 套具 有标 准 接 口的设 备 接 入 生 产 线 中 ,具 有很 强 的 可
架。
1 翻转清 洗 . 6
工 位 构 成 :工作 台 、传 送 带 、分 开 器 、阻 挡
器 、擦 拭布轮 等元件 。
功 能 简介 :产 品流 经 此 工 位 时 ,分 开 器 将 产 品依次 放 行 , 翻转 机 构 将 产 品 由卧 式变 为 立 式 , 并旋 转 9 。 ,阻 挡器 将 产 品 定位 ,擦拭 步 轮 将 需 0
证 人 员、设备 、产 品的安 全 ; 4 )设 备 的可编 程 控制 器 、监控 计算 机 、机 器 人 等 均 采 用标 准 的总 线 接 口,方 便 组 网 。这 使得
继 续 流 向下 一 工位 ;若 产 品不 合 格 ,另一 套 阻 挡 器 、顶起机构 将产 品顶入 返修架 。 1 工频 耐压 。 5
扩展性 。
功 能 简介 :产 品 流 至此 工 位 时 ,分 开 器 将 产
品依 次 放 行 , 流 至 阻 挡 器 时 , 阻 挡 器 将 产 品 挡 住 ,顶起 机 构 将产 品顶 离 传送 带 进 入 检 测位 置 , 在 产 品 通 、 断 的 种 状 态 下 , 分 别 对 手 柄 、 外
务l
甸 似
微型断路器 自动装配检测生产线
M i at e cicui eak t ni ur r tbr erau om atc as em bl e i i i s y t stng l ne
杜婷婷
DU T n - n ig t g i
( 北京机械 : 自动 化研究所 ,北京 1 0 2 ) 业 0 10
D i1 .9 9 Jis .09 0 .0 1 7上 ) 1 o: 3 6 / . n 1 0 - 14 21 .( .1 0 s 3
0 引言
随 着我 国 经济 建 设 的全 面 发 展, 场 对 低压 电 市
器 的需 求 迅猛 增 长 , 低 压 电器 厂 家对 高 产量 、高 各 效 率 、高 稳 定 性 的全 自动 生 产 及 检 测设 备 j 切 迫 需 求 。为 此 ,北 京机 械 工 业 自动 化所 针 对 微 型 断
2 技术特点
1 )以基 于 条形 码 运行 的 完全 自动 的方 式实现 了断 路 器 性能 检 测及 装配 的全 部 过程 ,为 国 内生 产厂家提 供 了更为高 端 的装备选择 ;
2 )在 测试 电 源上 ,使 用 了国 际领先 的 电源 。 该 电源 工 作 可靠 ,精 度 高 ,体 积 小 ,可 串 、并联 使 用 ,并提 供数 字 、模 拟 、通讯 ( S 3 / 8 ,或 R 2 24 5 R 2 24 5 合 )等 多种控 制方 式 ; S 3 /8 混 3 )控 制 系统具 有 人性 化 的操作 界面 ,详 细 的 提 示 信 息 ,并 设 有 多项 连 锁保 护 功 能 ,可 有 效保
1 自动装配检测生产线 的介绍
整 个 检 测线 选 用 触 摸 屏 为人 机 界 面 ,并 且 采 用 可编 程 自动 控 制 系统 ,有 效 控 制产 品 的各 项 参 数 。通 过 条 码 识 别 不 同 规 格 产 品 , 进 行 分 类 检
住 , 顶起 机 构 将 产 品 顶 离传 送 带 进 入检 测位 置 ,
式 变 为 卧式 。若 产 品合 格 ,阻挡 器 放 行 ,产 品继
l 似 I 5
品 依 次 放 行 , 流 至 阻 挡 器 时 , 阻 挡 器 将 产 品挡
住 ,顶 起 机构 将 产 品顶 离传 送 带 进 入 印字 位 置 , 移 印机 印字 , 完毕 后 ,顶起 机 构 下 降 ,将 印完 字 的产 品放于传 送带 ,产 品继 续流 向下一 工位 。
续 流 向 下 一 工 位 ; 若 产 品 不 合 格 , 另 一 套 阻 挡
器 、顶起机 构将产 品顶入 返修架 。
18 人 工下 料 、包 装 .
工位 构成 :工作 台、包装器具 等 。 功 能简介 :人工 将产 品装于 纸盒 。
1 过载 特性 . 4
工位 构 成 :工 作 台 、传 送 带 、 分开 器 、阻 挡 器 ,机 器 人 上 下料 , 电极 导通 机 构 ,调 整预 调 螺
11 自动上料 .
工 位 构 成 : 两 工 位 变 位 机 构 、 料 箱 顶 起 机 构 、空 箱 顶 出机 构 、三 维移 动 平 台、 气动 手指 机
品 依 次 放 行 ,流 至 阻 挡 器 时 , 阻 挡 器 将 产 品 挡
住 ,顶起 机 构 将 产 品 顶 离传 送 带 进入 检 测位 置 , 电 极 导 通 机 构 将 电 极 与 产 品 的 接 线 端 子 侧 面 接
字一 > 人工下 线 包装
工位 ;若产 品 不合 格 ,另 一 套 阻挡 器 及 顶起 机
构 将产 品顶入返 修 架 。
13 短 路特性 . 工 位 构 成 :工 作 台 、传 送 带 、分 开器 、阻 挡
器 , 产 品 顶 起 机 构 , 电 极 导 通 机 构 , 拨 手 柄 机 构 ,返修 架等 。 功 能 简 介 :产 品流 至 此 工位 时 ,分 开 器 将 产
图 1微 型 断 路 器 自动 装配 检 测 线 全 景 图
3 结束语
北 京 机 械 工 业 自动 化 所 研 制 的微 型 断路 器 自 动 装 配 检 测 线 的 技 术 先 进 、 性 能 可 靠 、 操 作 便
要 印字 的 面 进行 清 洗 擦 拭 , 完成 后 使产 品继 续 流
向下一 工位 。
17 印字 -
工 位 构 成 :工 作 台 、传 送带 、分 开 器 、 阻 挡 器 、产 品顶起机 构 、移 印机 等 。
捷 、 自动 化程 度 高 、速 度快 、对 产 品适 应性 强 。
这 为 断 路 器生 产 企 业 提 供 了可 靠 的 、 高性 能 及 高
钉机 构、返修 机构 等 。 功能 简介 :产 品 流 至此 工 位 时 ,分 开 器 将 产 品依 次 放 行 , 流 至 阻 挡 器 时 , 阻 挡 器 将 产 品 挡
住 ,机 器 人 将 产 品 ( 次 抓 取5 )放 入 检 测 位 一 件 置 ,电极 导 通 机构 将 电极 与产 品的 接 线端 子 内侧 贴 实 ,在 通 电 的 同 时 转 动 预 调 改 锥 , 检 测 完 毕 后 ,机 器 人 将 检 测合 格 的 产 品放 于 传 送带 ,产 品
壳 、铆 钉 等 处 进行 耐 压 检 测 ,检 测 完 毕 后 ,顶 起
机 构下 降 ,将 检 测后 的 产 品放 于 传 送 带 ,若 产 品 合 格 , 阻挡 器 放行 ,产 品 继续 流 向下 一工 位 ;若
产 品 不 合 格 , 另 一 套 顶 起 机 构 将 产 品 顶 入 返 修
构等。
功 能 简 介 :在 变 位 机 构 的 两 个 位 置 上 , 分
别 放 有 8 料 箱 ( 品 手 柄 朝 上 ,便 于 码 放 及 抓 层 产
取 。 ) ,机 械 手 依 次将 各 层 料 箱 中 的产 品抓 起 , 放 于 传送 带 上 。产 品在 流 动 的 过程 中 ,需 将 立式 变 为 卧式 ( 柄 朝 后 ) ,以 改 善产 品流 动 的 稳定 手
一
测 。通 过 计 算机 远 程 通 讯 监 控 系 统 ,实 现 了对 全 线 设备 工 作 流程 及 工 艺 参 数 的 集 中监 测 ,可 任 意 检 索历 史 报 表 ,并 对 不 合 格 品进 行 打 印并 存 档 。
北京 机 械 工 业 自动 化 研 究所 研 制 的微 型 断 路 器 自 动装 配检 测生 产 线全景 图 ( 图 1 如 所示 )。检 测线 的 流程 : 自动 上 料 一 > 次通 断一 > 路 特 性~ > 五 短 过 载 特性 一> 工频 耐 压一 > 洗一 > 清 印红 字一 > 印蓝
收稿日期:2 1— 2 O 01 0一 7 I t者简介:杜婷婷 (9 8一),女,山东烟 台人 ,工程师 ,硕士,研究方 向为 自动化检测 。 17
第3卷 3 第7 期 2 1 ~ ( ) 【5 01 7上 3l
、 1
触 ,在通 电的 同 时拨 动 手 柄 ,检 测 完 毕 后 ,顶 起 机 构 下降 ,将 检 测后 的 产 品 放于 传 送 带 ,并 由立