YST 550-2006金属热喷涂层剪切强度的测定(GBT 13222-1991)
常规材料检测项目及相关标准一览表

28 / 1
《砌筑砂浆配合比设计 规范》JGJ/T 98-2010 《建筑砂浆基本性能试 验方法标准》JGJ/T 702009 《普通混凝土配合比设 计规程》 JGJ 55-2011 /
200元/组 250元/组 (掺外加剂) 20元/组 400元/组 500元/组 (掺外加剂) 1元/组/天
14
普通混凝土
普通混凝土配合比
/
28
/
15
混凝土试块养护
养护
/
/
/
(二)钢筋工程用材料见证和检测项目及相关标准、价格一览表 序号 产品名称 检测项目 组批 取样数量 检测周期 (天) 规范 检测标准 收费标准
1
钢筋应按批进行抽查和验收,每批 由同一牌号、同一炉罐号、同一规格 、同一交货状态的钢筋组成。每批重 钢筋混凝土用热轧 量通常不大于60t。超过60t的部分, 带肋钢筋 拉伸(屈服强度、抗拉 每增加40t(或不足40t的余数),增 重量偏差:(500mm)*5根 强度、断后伸长率、最 加一个拉伸试验试样和一个弯曲试验 拉伸:(5d+250mm)*2根 大力下总伸长率)、弯 试样 弯曲:(5d+150mm)*2根 曲、重量偏差 钢筋混凝土用热轧 光圆钢筋 同一牌号、同一炉罐号、同一规格 、同一交货状态,每60t为一检验 批,不足60t也按一批计 ⑴同一牌号、同一炉罐号、同一规 拉伸(屈服强度、 格、同一交货状态,每60t为一检验 抗拉强度、断后伸长 批,不足60t也按一批计; 率)、弯曲、重量偏差 ⑵在每盘中的任意一端截去500mm后 切取 同一牌号、同一炉罐号、同 一规格、同一交货状态,每60t为一 检验批,不足60t也按一批计
2 2
组批 使用单位应按砂的同产地同规格分批 验收。 ⑴采用大型工具(如火车、货船或汽 3 车)运输的,应以400m 或600t为一 验收批; ⑵采用小型工具(如拖拉机等)运输 3 时,应以200m 或300t为一验收批。 (3)当砂的质量比较稳定、进料量 又较大时,可以1000t为一验收批。
不锈钢相关规范名称

5
GB/T4227-1984
不锈钢热轧等边角钢
6
GB/T14975-2002代替GB/T14975-1994
结构用不锈钢无缝钢管
7
GB/T4232-1993
冷顶锻用不锈钢丝
8
GB/T4240-1993
不锈钢丝
9
GB9944-2002代替GB9944-98
不锈钢丝绳
10
GB/T2100-2002代替GB2100-1980
(五)不锈钢材料及其相关标准、规范
序号
标准号
标准名称
1
GB/T1220-2007代替GB/T1220-1992
不锈钢棒
2
GB/T4226-1984
不锈钢冷加工钢棒
3
GB/T3280-2007代替GB/T3280-1992、部分代替GB/T4239-1991
不锈钢冷轧钢板及钢带
4
GB/T4237-2007代替GB/T4237-1984
4
GB/T6987.1~32-200代替GB6987.1~24-1986(87-88)
铝及铝合金化学分析方法
5
GB/T3880.1-2006(代替GB3880/T-1997
GB/T16501-1996
GB/T8554-1997)
GB/T3880.2-2006
GB/T3880.3-2006
一般工业用铝及铝合金板、带材第1部分:一般要求
YS/T429.2-2000
铝幕墙板氟碳喷漆铝单板
26
YS/T437-2000
铝型材截面几何参数算法及计算机程序要求
27
YS/T459-2003
有色电泳涂漆铝合金建筑型材
钢铁表面处理标准及对比说明

钢铁表面主要表面处理标准GB8923-88 中国国家标准ISO8501-1:1988 国际标准化组织标准SIS055900-1967 瑞典标准SSPC-SP2,3,5,6,7和10 美国钢结构涂装协会表面处理标准BS4232 英国标准DIN55928 德国标准JSRA SPSS 日本造船研究协会标准国标GB8923-88 对除锈等级描述:喷射或抛射除锈以字母“Sa”表示。
本标准订有四个除锈等级:Sa1 轻度的喷射或抛射除锈钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮,铁锈和油漆涂层等附着物。
Sa2 彻底的喷射或抛射除锈钢材表面应无可见的油脂和污垢,并且氧化皮,铁锈和油漆涂层等附着物已基本清除,其残留物应该是附着牢固的。
Sa2.5 非常彻底的喷射或抛射除锈钢材表面应无可见的油脂,污垢,氧化皮,铁锈和油漆涂层等附着物,任何残留的痕迹应仅是点状或条纹状的轻微色斑。
Sa3 钢材表面外观洁净的喷射或抛射除锈钢材表面应无可见的油脂,污垢,氧化皮,铁锈和油漆涂层等附着物,该表面应显示均匀的金属色泽。
手工和动力工具除锈以字母“St”表示。
本标准订有二个除锈等级:St2 彻底的手工和动力工具除锈钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮、铁锈和油漆涂层等附着物。
St3 非常彻底的手工和动力工具除锈钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮、铁锈和油漆涂层等附着物。
除锈应比St2更为彻底,底材显露部分的表面应具有金属光泽。
我国的除锈标准与相当的国外除锈标准对照表:注:SSPC中的Sp6比Sa2.5 略为严格,Sp2为人工钢丝刷除锈,Sp3为动力除锈。
表面粗糙度及其评定喷砂、抛丸、手工和动力除锈,其目的除达到前述一定的表面清洁度外,还会对钢铁表面造成一定的微观不平整度,即表面粗糙度。
对于涂漆前钢铁表面的粗糙度通常以一些主要的波峰和波谷间的高度值来表示。
钢铁表面粗糙度对漆膜的附着力,防腐蚀性能和保护寿命有很大影响。
热喷涂国标

热喷涂自熔合金涂层(由GB/T 16744-2002代替)
GB/T 13222-91
金属热喷涂层剪切强度的测定
GB/T 12608-90
热喷涂涂层材料命名方法(由GB/T 12608-2003和GB/T 19356-2003代替)
GB/T 12607-90
热喷涂涂层设计命名方法(由GB/T 12607-2003代替)
热喷涂热喷涂结构的质量要求第4部分:基本的质量要求
GB/T 19355-2003
钢铁结构耐腐蚀防护锌和铝覆盖层指南(ISO 14713:1999,MOD)
GB/T 19356-2003
热喷涂粉末成分和供货技术条件(ISO 14232:2000,MOD)(代替GB/T 12608-1990)
GB/T 8642-2002
1991代替gb979388gb979488gb979588gb979688gbt167441997热喷涂自熔合金涂层由gbt167442002代替gbt1322291金属热喷涂层剪切强度的测定gbt1260890热喷涂涂层材料命名方法由gbt126082003和gbt193562003代替gbt1260790热喷涂涂层设计命名方法由gbt126072003代替gb1137489热喷涂涂层厚度的无损测量方法gb1137389热喷涂金属件表面预处理通则gb979688热喷涂铝及铝合金涂层试验方法iso2063由gbt97931997代替gb979488热喷涂锌及锌合金涂层试验方法iso2063由gbt97931997代替gb864288热喷涂层结合强度的测定由gbt86422002代替gb864188热喷涂层抗拉强度的测定gb864088金属热喷涂层表面洛氏硬度试验方法jbt41081999热喷涂设备分类及型号编制方法jbt842596铁基喷涂粉末中铬镍钼和钒的x射线荧光光谱分析标准试验方法jbt842796钢结构腐蚀防护热喷涂锌铝及其合金涂层选择与应用导则jbt770395热喷涂陶瓷涂层技术条件jbt750994热喷涂涂层孔隙率试验方法铁试剂法jbt697393热喷涂操作人员考核要求jbt697493线材喷涂碳钢及不锈钢jbt507091热喷涂常用术语ybt036131992冶金设备制造通用技术条件氧乙炔焰金属粉末喷涂yst5793热喷涂用fecrbsi系合金粉hgt20442003机械密封用喷涂氧化铬密封环技术条件代替hgt20441991yy03041998等离子喷涂羟基磷灰石涂层钛基牙种植体astm标准theamericansocietymaterialsastmb83301astandardspecificationzincalloywirethermalsprayingmetallizingastmb90704standardspecificationzinctincadmiumbasealloysusedthermalsprayingastmc63301standardtestmethodcohesionstrengththermalspraycoatingsastmd4541testmethodpulloffstrengthcoatingusingportableadhesiontestersast
探伤标准

GB/T 11259-2008
无损检测 超声检测用钢参考试块的制作与检验方法
GB/T 11260-2008
钢涡流探伤方法
GB/T 11343-2008
无损检测 接触式超声斜射检测方法
GB/T 11344-2008
无损检测 接触式超声脉冲回波法测厚方法
GB/T 15823-1995
氦泄漏检验 (eqv ASME)
GB/T 15830-2008
无损检测 钢制管道环向焊缝对接接头超声检测方法
GB 16357-1996
工业X射线探伤放射卫生防护标准
GB 16363-1996
X射线防护材料屏蔽性能及检验方法
GB/T 16544-2008
GB/T 18851.5-2005 无损检测 渗透检测 第5部分:验证方法 (ISO 3453:1984, IDT)
GB/T 18852-2002 无损检测 超声检验 测量接触探头声束特性的参考试块和方法 (ISO 12715:1999, IDT)
GB 18871-2002 电离辐射防护与辐射源安全基本标准
无损检测 应用导则
GB/T 5677-2007
铸钢件射线照相检测
GB/T 5777-2008
无缝钢管超声波探伤检验方法
GB/T 6402-2008
钢锻件超声检测方法
GB/T 6417.1-2005
金属熔化焊接头缺欠分类及说明
GB/T 6417.2-2005
GB/T 4956-2003
磁性基体上非磁性覆盖层 覆盖层厚度测量 磁性方法
GB/T 4957-2003
金属表面处理检验规范
金属表面处理检验规范1适用范围本规范适用于电镀、氧化、化学处理、喷塑、喷漆、喷砂、拉丝等金属表面处理的检验。
2术语和定义2.1 A级表面:在使用过程中总能被客户看见的部分(如:面壳的正面和顶面,后壳的顶面,手柄,透镜,按键及键盘正面,探头整个表面等)。
2.2 B级表面:在使用过程中常常被客户看见的部分(如:面壳的左右侧面,底壳或后壳的左右侧面及背面等)。
这些表面允许有轻微不良,但是不致引起挑剔客户不购买产品。
2.3 C级表面:在使用过程中很少被客户注意到的表面部分(如:面壳的底面,底壳或后壳的底面,内部零件表面)。
此表面的外观缺陷应合理而且不至于给客户觉得该产品质量不佳。
2.4 金属表面:包括电镀、氧化、钝化等表现为金属质感的表面,非喷涂表面。
2.5 基材花斑:电抛光、电镀或氧化前因基体材料腐蚀、或者材料中的杂质、材料微孔等原因所造成的、与周围材质表面不同光泽或粗糙度的斑块状花纹外观。
2.6 抛光区:对基材上的腐蚀、划伤、焊接区、铆接区等部位进行机械打磨抛光后表现出的局部高光泽、光亮区域。
2.7 浅划痕:镀(膜/塑/漆)层表面划伤,但未伤及底层(即底层未暴露);对其它无镀(膜/塑/漆)层表面则为:目测不明显、手指甲触摸无凹凸感、未伤及材料本体的伤痕。
数控冲床加工中机床台面对板材的摩擦产生的轻微痕迹属于此类划痕。
2.8 深划痕:镀(膜/塑/漆)层表面划伤,且已伤至底层(即底层已暴露出来);对其它无镀(膜/塑/漆)层表面则为:目测明显、手指甲触摸有凹凸感、伤及材料本体的伤痕。
2.9 凹坑:由于基体材料缺陷,或在加工过程中操作不当等原因而在材料表面留下的小坑状痕迹。
2.10 凹凸痕:因基材受撞击或校形不良等而呈现出的明显变形、凹凸不平的现象,手摸时有不平感觉。
2.11 烧伤:拉丝、电抛光、电镀处理时因操作不当、造成零件表面过热而留下的烧蚀痕迹。
2.12 水印:电镀、氧化或电抛光后因清洗水未及时干燥或干燥不彻底所形成的斑纹、印迹。
金属材料检测标准大汇总
金属材料化学成分分析GB/T 222—2006钢的成品化学成分允许偏差GB/T 系列钢铁及合金X含量的测定GB/T 4336—2002碳素钢和中低合金钢火花源原子发射光谱分析方法(常规法) GB/T 系列海绵钛、钛及钛合金化学分析方法X量的测定GB/T 系列铜及铜合金化学分析方法第X部分:X含量的测定GB/T 5678—1985铸造合金光谱分析取样方法GBT 系列铝及铝合金化学分析方法GB/T 7999—2007铝及铝合金光电直读发射光谱分析方法GB/T 11170—2008不锈钢多元素含量的测定火花放电原子发射光谱法(常规法) GB/T 11261—2006钢铁氧含量的测定脉冲加热惰气熔融-红外线测定方法GB/T 系列镁及镁合金化学分析方法第X部分X含量测定金属材料物理冶金试验方法GB/T 224—2008钢的脱碳层深度测定法GB/T 225—2006钢淬透性的末端淬火试验方法(Jominy 试验)GB/T 226—2015钢的低倍组织及缺陷酸蚀检验法GB/T 227—1991工具钢淬透性试验方法GB/T 1954—2008铬镍奥氏体不锈钢焊缝铁素体含量测量方法GB/T 1979—2001结构钢低倍组织缺陷评级图GB/T 1814—1979钢材断口检验法GB/T 2971—1982碳素钢和低合金钢断口检验方法GB/T —2012变形铝及铝合金制品组织检验方法第1部分显微组织检验方法GB/T —2012变形铝及铝合金制品组织检验方法第2部分低倍组织检验方法GB/T 3488—1983硬质合金显微组织的金相测定GB/T 3489—1983硬质合金孔隙度和非化合碳的金相测定GB/T 4236—1984钢的硫印检验方法GB/T 4296—2004变形镁合金显微组织检验方法GB/T 4297—2004变形镁合金低倍组织检验方法GB/T 4334—2008金属和合金的腐蚀不锈钢晶间腐蚀试验方法GBT 4335—2013低碳钢冷轧薄板铁素体晶粒度测定法GB/T —2015不锈钢5%硫酸腐蚀试验方法GB/T 4462—1984高速工具钢大块碳化物评级图GB/T 5058—1985钢的等温转变曲线图的测定方法(磁性法)GB/T 5168—2008α-β钛合金高低倍组织检验方法GB/T 5617—2005钢的感应淬火或火焰淬火后有效硬化层深度的测定GB/T 8359—1987高速钢中碳化物相的定量分析X射线衍射仪法GB/T 8362—1987钢中残余奥氏体定量测定X射线衍射仪法GB/T 9450—2005钢件渗碳淬火硬化层深度的测定和校核GB/T 9451—2005钢件薄表面总硬化层深度或有效硬化层深度的测定GB/T 10561—2005钢中非金属夹杂物含量的测定标准评级图显微检验法GB/T 10851—1989铸造铝合金针孔GB/T 10852—1989铸造铝铜合金晶粒度GB/T 11354—2005钢铁零件渗氮层深度测定和金相组织检验GB/T 13298—2015金属显微组织检验方法GB/T 13299—1991钢的显微组织检验方法GB/T 13302—1991钢中石墨碳显微评定方法GB/T 13305—2008不锈钢中α-相面积含量金相测定法GB/T 13320—2007钢质模锻件金相组织评级图及评定方法GB/T 13825—2008金属覆盖层黑色金属材料热镀锌单位面积称量法GB/T 13912—2002金属覆盖层钢铁制件热浸镀层技术要求及试验方法GB/T 14979—1994钢的共晶碳化物不均匀度评定法GB/T 15711—1995钢材塔形发纹酸浸检验方法GB/T 30823—2014测定工业淬火油冷却性能的镍合金探头试验方法GB/T —2012高温合金试验方法第1部分:纵向低倍组织及缺陷酸浸检验GB/T —2012高温合金试验方法第2部分:横向低倍组织及缺陷酸浸检验GB/T —2012高温合金试验方法第3部分:棒材纵向断口检验GB/T —2012高温合金试验方法第4部分:轧制高温合金条带晶粒组织和一次碳化物分布测定YB/T 4002—2013连铸钢方坯低倍组织缺陷评级图金属材料力学性能试验方法GB/T —2010金属材料拉伸试验第一部分:室温试验方法GB/T —2015金属材料拉伸试验第2部分:高温试验方法GB/T 229—2007金属材料夏比摆锤冲击试验方法GB/T —2009金属材料洛氏硬度试验第1部分:试验方法(A、B、C、D、E、F、G、H、K、N、T 标尺)GB/T —2009金属材料布氏硬度试验第1部分:试验方法GB/T 232—1999金属材料弯曲试验方法GB/T 235—2013金属材料薄板和薄带反复弯曲试验方法GB/T 238—2013金属材料线材反复弯曲试验方法GB/T —2012金属材料线材第1部分:单向扭转试验方法GB/T —2012金属材料线材第2部分:双向扭转试验方法GB/T 241—2007金属管液压试验方法GB/T 242—2007金属管扩口试验方法GB/T 244—2008金属管弯曲试验方法GB/T 245—2008金属管卷边试验方法GB/T 246—2007金属管压扁试验方法GB/T 1172—1999黑色金属硬度及强度换算值GB/T 2038—1991金属材料延性断裂韧度JIC试验方法GB/T 2039—2012金属材料单轴拉伸蠕变试验方法GB/T 2107—1980金属高温旋转弯曲疲劳试验方法GB/T 2358—1994金属材料裂纹尖端张开位移试验方法GB/T 2975—1998钢及钢产品力学性能试验取样位置及试样制备GB/T 3075—2008金属材料疲劳试验轴向力控制方法GB/T 3250—2007铝及铝合金铆钉线与铆钉剪切试验方法及铆钉线铆接试验方法GB/T 3251—2006铝及铝合金管材压缩试验方法GB/T 3252—1982铝及铝合金铆钉线与铆钉剪切试验方法GB/T 3771—1983铜合金硬度和强度换算值GB/T 4156—2007金属材料薄板和薄带埃里克森杯突试验GB/T 4160—2004钢的应变时效敏感性试验方法(夏比冲击法)GB/T 4161—2007金属材料平面应变断裂韧度KIC试验方法GB/T 4337—2008金属材料疲劳试验旋转弯曲方法GB/T 4338—2006金属材料高温拉伸试验方法GB/T —2009金属材料维氏硬度试验第1部分:试验方法GB/T —2012金属材料维氏硬度试验第2部分:硬度计的检验与校准GB/T —2012金属材料维氏硬度试验第3部分:标准硬度块的标定GB/T —2014金属材料肖氏硬度试验第1部分:试验方法GB/T 5027—2007金属材料薄板和薄带塑性应变比(r值)的测定GB/T 5028—2008金属材料薄板和薄带拉伸应变硬化指数(n值)的测定GB/T 5482—2007金属材料动态撕裂试验方法GB/T 6398—2000金属材料疲劳裂纹扩展速率试验方法GB/T 6400—2007金属材料线材和铆钉剪切试验方法GB/T 7314—2005金属材料室温压缩试验方法GB/T 7732—2008金属材料表面裂纹拉伸试样断裂韧度试验方法GB/T 7733—1987金属旋转弯曲腐蚀疲劳试验方法GB/T 10120—2013金属材料拉伸应力松弛试验方法GB/T 10128—2007金属材料室温扭转试验方法GB/T 10622—1989金属材料滚动接触疲劳试验方法GB/T 10623—2008金属材料力学性能试验术语GB/T 12347—2008钢丝绳弯曲疲劳试验方法GB/T 12443—2007金属材料扭应力疲劳试验方法GB/T 12444—2006金属材料磨损试验方法试环-试块滑动磨损试验GB/T 12778—2008金属夏比冲击断口测定方法GB/T 13239—2006金属材料低温拉伸试验方法GB/T 13329—2006金属材料低温拉伸试验方法GB/T 14452—1993金属弯曲力学性能试验方法GB/T 15248—2008金属材料轴向等幅低循环疲劳试验方法GB/T 15824—2008热作模具钢热疲劳试验方法GB/T 16865—2013 变形铝、镁及其合金加工制品拉伸试验用试样及方法GB/T 17104—1997金属管管环拉伸试验方法GB/T —2014金属材料里氏硬度试验第1部分试验方法GB/T —2012金属材料里氏硬度试验第2部分:硬度计的检验与校准GB/T —2012金属材料里氏硬度试验第3部分:标准硬度块的标定GB/T —2014金属材料里氏硬度试验第4部分硬度值换算表GB/T —1998钢的伸长率换算第1部分:碳素钢和低合金钢GB/T —1998钢的伸长率换算第2部分奥氏体钢GB/T 26077—2010金属材料疲劳试验轴向应变控制方法GB/T 22315—2008金属材料弹性模量和泊松比试验方法金属材料无损检测方法GB/T 1786—2008锻制圆饼超声波检验方法GB/T 2970—2004厚钢板超声波检验方法GB/T 3310—1999铜合金棒材超声波探伤方法GB/T 4162—2008锻轧钢棒超声检测方法GB/T 5097—2005无损检测渗透检测和磁粉检测观察条件GB/T 5126—2001铝及铝合金冷拉薄壁管材涡流探伤方法GB/T 5193—2007钛及钛合金加工产品超声波探伤方法GB/T 5248—2008铜及铜合金无缝管涡流探伤方法GB/T 5616—2014无损检测应用导则GB/T 5777—2008无缝钢管超声波探伤检验方法GB/T 6402—2008钢锻件超声检测方法GB/T 6519—2013变形铝、镁合金产品超声波检验方法GB/T —2009超声波检验第1部分:一般用途铸钢件GB/T —2010铸钢件超声检测第2部分:高承压铸钢件GB/T 7734—2004复合钢板超声波检验GB/T 7735—2004钢管涡流探伤检验方法GB/T 7736—2008钢的低倍缺陷超声波检验法GB/T 8361—2001冷拉圆钢表面超声波探伤方法GB/T 8651—2002金属板材超声波探伤方法GB/T 8652—1988变形高强度钢超声波检验方法GB/T 9443—2007铸钢件渗透检测GB/T 9445—2015无损检测人员资格鉴定与认证GB/T 10121—2008钢材塔形发纹磁粉检验方法GB/T 11259—2015无损检测超声检测用钢参考试块的制作和控制方法GB/T 11260—2008圆钢涡流探伤方法GB/T 11343—2008无损检测接触式超声斜射检测方法GB/T 11345—2013焊缝无损检测超声检测技术、检测等级和评定GB/T 11346—1989铝合金铸件X射线照相检验针孔(圆形)分级GB/T —2005无损检测术语超声检测GB/T —2005无损检测术语射线照相检测GB/T —2005无损检测术语渗透检测GB/T —2008无损检测术语磁粉检测GB/T —2008无损检测术语涡流检测GB/T —2014无损检测术语泄漏检测GB/T —1995无损检测术语中子检测GB/T —2008无损检测术语红外检测GB/T —2011无损检测术语磁记忆检测GB/T —2015无损检测术语X射线数字成像检测GB/T 12605—2007无损检测金属管道熔化焊环向对接接头射线照相检测GB/T 12966—2008铝合金电导率涡流测试方法GB/T —2007钛及钛合金管材超声波探伤方法GB/T —2007钛及钛合金管材涡流探伤方法GB/—2015无损检测仪器涡流检测设备第1部分:仪器性能和检验GB/T —2015无损检测仪器涡流检测设备第2部分:探头性能和检验GB/T —2008无损检测涡流检测设备第3部分系统性能和检验GB/T —2005无损检测磁粉检测第1部分:总则GB/T —2005无损检测磁粉检测第2部分检测介质GB/T —2005无损检测磁粉检测第3部分设备GB/T 18694—2002无损检测超声检验探头及其声场的表征GB/T —2005无损检测渗透检测第1部分总则GB/T —2008无损检测渗透检测第2部分:渗透材料的检验GB/T —2008无损检测渗透检测第3部分:参考试块GB/T —2005无损检测渗透检测第4部分设备GB/T —2005无损检测渗透检测第5部分验证方法GB/T —2005无损检测超声检测1号校准试块GB/T —2005无损检测超声检测2号校准试块GB/T 23911—2009无损检测渗透检测用试块金属材料腐蚀试验方法GB/T 1838—2008电镀锡钢板镀锡量试验方法GB/T 1839—2008钢产品镀锌层质量试验方法GB/T 10123—2001金属和合金的腐蚀基本术语和定义GB/T 13303—1991钢的抗氧化性能测定方法GBT 系列金属和合金的腐蚀应力腐蚀试验第X部分。
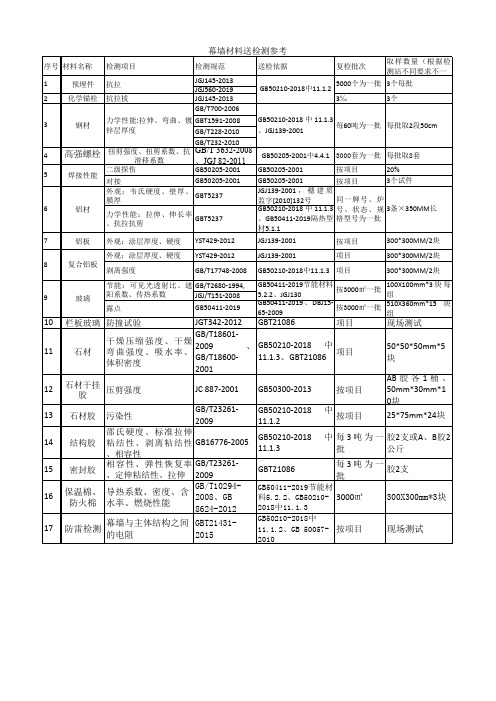
幕墙材料送检项目参考
按项目
300*300MM/2块
外观:涂层厚度、硬度 YST429-2012
JGJ139-2001
项目
8
复合铝板
剥离强度
GB/T17748-2008 GB50210-2018中11.1.3 项目
300*300MM/2块 300*300MM/2块
9
玻璃
节能:可见光透射比、遮 GB/T2680-1994,
水密、风压、气密、 平面变形
2007、 GBT18250-
2015
GB50210-2018中 11.1.2
幕墙面积大 于300m2 按施工图取最 时,或者处 不利荷载组 于临街、人 合,试件宽度 流比较密集 应至少包含三 的场所,不 个完整的分格 同型式、不 单元,竖向至 同构造或不 少包含一个完 同材质的幕 整的层高 墙
按项目
13 石材胶 污染性
GB/T232612009
GB50210-2018 11.1.2
中 按项目
50*50*50mm*5 块
AB 胶 各 1 桶 、 50mm*30mm*1 0块 25*75mm*24块
14
结构胶
邵氏硬度、标准拉伸 粘 结 性 、 剥 离 粘 结性 GB16776-2005 、相容性
GB50411-2019节能材 料5.2.2、GB50210- 3000㎡ 2018中11.1.3
300X300mm*3块
17
防雷检测
幕墙与主体结构之间 的电阻
GBT214312015
GB50210-2018中 11.1.2、GB 50057- 按项目 2010
现场测试
GBT15227-
18
四性试验
GB50205-2001中4.4.1 3000套为一批 每批取8套
热喷涂铝涂层质量要求

目录1工艺鉴定要求 (4)1.1总则 (4)1.2工艺过程要求 (4)1.3工艺鉴定程序 (4)1.4工艺鉴定试验及试样要求 (4)1.4.1试样要求 (4)1.4.2试验项目及试样数量 (5)1.5试验方法及质量指标 (5)1.5.1外观 (5)1.5.2铝涂层的表面粗糙度 (5)1.5.3铝涂层厚度 (6)1.5.4结合强度 (6)1.5.5耐蚀性 (6)1.6鉴定状态的保持 (6)2批生产中工件检验要求 (6)2.1外观 (6)2.2铝涂层的表面粗糙度 (7)2.3铝涂层厚度 (7)2.4结合强度 (7)2.5耐蚀性 (7)3参考文献 (7)表目录表1.鉴定试验项目及试样数量 (5)图目录图1 工艺鉴定用试样制作图形 (5)图2 过渡区示意图 (6)错误!未找到引用源。
范围本规范规定了热喷涂铝涂层的工艺和质量要求。
本规范适用于对钢板材料或铝材表面进行局部修复而进行的处理。
简介本规范对热喷涂铝的适用场合、基材对象、加工工艺流程及其后处理限制以及铝涂层的质量要求作出了明确规定。
其中质量要求包括外观、膜厚、表面粗糙度、耐蚀性、结合力等。
关键词热喷涂,铝,修复引用文件下列文件中的条款通过本规范的引用而成为本规范的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本规范,然而,鼓励根据本规范达成协议的各方研究是否可使用这些文件的最新版本。
凡是不术语和定义1工艺鉴定要求1.1总则热喷涂铝工艺只适用于对钢板基材或铝材所进行的局部修复处理、或者表面局部导电化处理。
生产者的工艺设备、工艺流程、质量保证措施应在其主要的工艺文件中加以说明。
生产者的工艺质量必须满足第1.2 至1.6节的要求。
1.2工艺过程要求1)热喷涂铝处理必须在工件喷涂有机涂层后进行。
2)热喷涂铝涂层进行化学转化的后处理,可以采用刷涂、喷涂或浸涂等各种方式。
1.3工艺鉴定程序被鉴定的工厂必须完成以下全部试验工作,这些试验必须在零件批生产所用的条件下完成:1)试样加工(注1)2)表面处理(注2)3)试样检查及测试(按1.4节)4)提供试验报告(注3)及试片给华为技术有限公司以便复验。
铝合金喷涂件检验规程
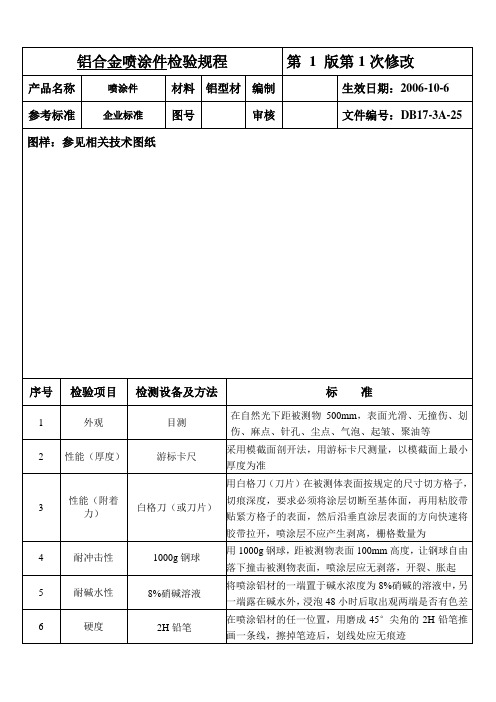
第1版第1次修改
产品名称
喷涂件
材料
铝型材
编制
生效日期:2006-Βιβλιοθήκη 0-6参考标准企业标准
图号
审核
文件编号:DB17-3A-25
图样:参见相关技术图纸
序号
检验项目
检测设备及方法
标准
1
外观
目测
在自然光下距被测物500mm,表面光滑、无撞伤、划伤、麻点、针孔、尘点、气泡、起皱、聚油等
2
1000g钢球
用1000g钢球,距被测物表面100mm高度,让钢球自由落下撞击被测物表面,喷涂层应无剥落,开裂、胀起
5
耐碱水性
8%硝碱溶液
将喷涂铝材的一端置于碱水浓度为8%硝碱的溶液中,另一端露在碱水外,浸泡48小时后取出观两端是否有色差
6
硬度
2H铅笔
在喷涂铝材的任一位置,用磨成45°尖角的2H铅笔推画一条线,擦掉笔迹后,划线处应无痕迹
性能(厚度)
游标卡尺
采用模截面剖开法,用游标卡尺测量,以模截面上最小厚度为准
3
性能(附着力)
白格刀(或刀片)
用白格刀(刀片)在被测体表面按规定的尺寸切方格子,切痕深度,要求必须将涂层切断至基体面,再用粘胶带贴紧方格子的表面,然后沿垂直涂层表面的方向快速将胶带拉开,喷涂层不应产生剥离,栅格数量为
4
耐冲击性
门窗幕墙型材粉末喷涂标准
门窗幕墙型材粉末喷涂标准粉末喷涂检验标准1范围本标准规定了XXXX铝业工程有限公司铝型材、铝板材及钢铁制件粉末喷涂的质量要求、检验方法、检验工具、检验规则及质量评定方法。
2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款,凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T5237.1 铝合金建筑型材第1部分:基材GB/T5237.4 铝合金建筑型材第4部分:粉末喷涂型材YS/T429.1 铝幕墙板板基GB/T8014 铝及合金铝阳极氧化、氧化膜厚度定义和有关测量厚度的规定GB/T1732 漆膜耐冲击性测定法GB/T6739 漆膜硬度铅笔测定法GB/T9761 色漆和清漆色漆的目视比色GB/T3199 铝及铝合金加工产品包装标志、运输、贮存GB/T 9753 色漆和清漆杯突试验GB/T9286 色漆和清漆漆膜的划格试验GB/T4957 非磁性金属基体上导电覆盖层厚度测量涡流方法GB/T3199 铝及铝合金加工产品包装标志、运输、贮存GB/T9286 色漆和清漆漆膜的划格试验3术语和定义3.1 基材基材是指表面未经处理的铝合金建筑型材。
3.2涂层涂层指涂覆在金属基体表面上,经固化的热固性饱和聚酯粉末层。
3.3 装饰面装饰面指喷漆型材加工成门窗、幕墙后,仍可看得见的表面。
它包括可开启窗、通风口、门或板等处于开启和关闭状态时,可以见到的表面。
3.4 光泽涂膜表面以反射光线的能力为特征的一种光学性质。
3.5 附着力涂层与基体间结合力的总和。
3.6气泡气泡指涂层因局部失去附着力而离开基底(底材或其下涂层)鼓起,使涂膜呈现似圆形的突起变形。
泡内可含液体、蒸汽、其它气体或结晶物。
3.7 局部厚度在型材装饰面上某个面积不大于1cm2的考察面内作若干次(不少于3次)涂层厚度测量所得到的测量值的平均值。
金属表面喷涂检验规范(涂装规范细则)

1.0目的规定了金属零部件喷涂标准的朮语﹑技朮要求﹑试验方法﹑检验规则等,其最终目的在于满足最终客户对视觉﹑触觉的要求2.0范围本文件适用于喷粉生产质量检验。
3.0定义3.1 A级表面:能直接正视的外部表面和全部需丝印的表面;3.2 B级表面:不明显的外部表面和开启门后能看见的内部表面;3.3 C级表面:不易察看的内部和外部表面;3.4 起泡:涂层局部粘附不良引起涂膜浮起;3.5 针孔:涂层表面上可看见类似针刺成的微小孔;3.6 桔皮:喷涂涂料产生的凸凹,象桔皮一样的斑点;3.7 异物:空气中灰尘,喷涂机污物等杂物;3.8 凹痕:喷涂前基材上的伤痕使涂装后该处出现凹陷;3.9 浅划痕:涂层表面有伤痕,但看不见底层表面;3.10 深划痕:涂层表面有伤痕,且伤及底层表面;3.11 厚边:喷涂时在产品边缘或内折弯角处的涂料堆积现象,包括因局部保护不良而产生的毛边;3.12 流挂:喷涂时涂层流动产生的堆积;3.13 露底:局部无涂层或涂料覆盖不严等现象,常见于内折弯角处/孔的边缘截面,基材切口边缘截面等部位;3.14 剥落:一道或多道涂层脱离上涂层,或涂层完全脱离基材的现象;3.15 缩孔:涂层干燥后滞留的若干大小不等,分布各异的图形小坑现象;3.16 开裂:涂层出现不连续的外观开裂变化,通常由于涂层老化而引起的;3.17 粉化:涂层表面由于一种或多种漆基的降解及颜料的分解而呈现出疏松附着细粉。
4.0 输入4.1 金属零(组)件的粉末喷涂技朮规范4.2 金属零(组)件的喷漆技术规范5.0 输出喷涂检验日报表6.0 工作程序6.1 主要检验工具6.1.1 色差仪。
6.1.2 涂层测厚仪。
6.1.3 本公司标准样板。
6.1.4 透明杂物判定表。
6.1.5 切刀及透明胶带(采用3M公司生产的 Scotch 250# 胶带)。
6.1.6 100%工业酒精。
6.1.7 白色棉质软布(或脱脂棉)和端面直径为6.3mm,长40mm的圆柱形木棒。
表面处理工艺标准
表面处理工艺标准(1)2007-03-30 11:24G1839《GB/T1839-2003 钢产品镀锌层质量试验方法》9.60G2973《GB/T2973-2004 镀锌钢丝锌层质量试验方法》12.00G4948《GB/T4948-2002 铝-锌-铟系合金牺牲阳极》15.60G4950《GB/T4950-2002 铝-锌-镉合金牺牲阳极》14.40G4955《GB/T 4955-2005 金属覆盖层覆盖层厚度测量阳极溶解库仑法》14.40 G4956《GB/T4956-2003 磁性基体上非磁性覆盖层厚度测量:磁性法》9.60G4957《GB/T4957-2003 非磁性金属基体上非导电覆盖层厚度测量:涡流法》9.60 G5270《GB/T 5270 金属基体上的金属覆盖层电沉积和化学沉积层附着强度试验方法评述》12.00G5617《GB/T 5617-2005 钢的感应淬火或火焰淬火后有效硬化层深度的测定》9.60G5776《GB/T 5776-2005 金属和合金的腐蚀金属和合金在表层海水中暴露和评定的导则》12.00G6462《GB/T 6462-2005 金属和氧化物覆盖层厚度测量显微镜法》14.40G6463《GB/T 6463-2005 金属和其它无机覆盖层厚度测量方法评述》12.00G6464《GB/T6464-1997 金属及其覆盖层大气腐蚀试验现场试验的一般要求》9.60 G6807《GB/T6807-2001 钢铁工件涂漆前磷化处理技术条件》9.60G7691《GB7691-2003 涂装作业安全规程:安全管理通则》18.00G7692《GB/T7692-1999 涂漆前处理工艺安全及其通风净化》12.00G7987《GB/T7987-2003 搪玻璃层耐温差急变性试验方法》9.60G7988《GB7988-2002 搪玻璃釉耐热氢氧化钠溶液的测定》9.60G7989《GB/T7989-2003 搪玻璃釉耐沸腾盐酸蒸气腐蚀性能的测定》12.00G7990《GB7990-2002 搪玻璃层耐机械冲击试验方法》9.60G7991《GB/T7991-2003 搪玻璃层厚度测量电磁法》9.60G7993《GB/T7993-2003 用在腐蚀条件下的搪玻璃设备的高电压试验方法》9.60 G7998《GB/T7998-2005 铝合金晶间腐蚀测定方法》9.60G8014.1《GB/T 8014.1-2005 铝及铝合金阳极氧化氧化膜厚度的测量方法:测量原则》9.60G8014.2《GB/T 8014.2-2005 铝及铝合金阳极氧化氧化膜厚度的测量方法:质量损失法》9.60G8014.3《GB/T 8014.3-2005 铝及铝合金阳极氧化氧化膜厚度的测量方法:分光束显微镜法》9.60G8184《GB/T8184-2004 铑电镀液》12.00G8642《GB/T8642-2002 热喷涂抗拉结合强度的测定》12.00G8753.1《GB/T 8753.1-2005 铝及铝合金阳极氧化氧化膜封孔质量的评定方法:无硝酸预浸的磷铬酸法》9.60G8753.2《GB/T 8753.2-2005 铝及铝合金阳极氧化氧化膜封孔质量的评定方法:硝酸预浸的磷铬酸法》9.60G8753.3《GB/T 8753.3-2005 铝及铝合金阳极氧化氧化膜封孔质量的评定方法:导纳法》9.60G8753.4《GB/T 8753.4-2005 铝及铝合金阳极氧化氧化膜封孔质量的评定方法:酸处理后的染色斑点法》9.60G8923《GB8923-1988 涂装前钢材表面锈蚀等级和除锈等级》18.00G9276《GB/T9276-1996 涂层自然气候嚗露试验方法》12.00G9791《GB/T9791-2003 锌、镉、铝-锌合金和锌-铝合金的铬酸盐转化膜试验方法》12.00G9792《GB/T9792-2003 金属材料上的转化膜:单位面积上膜层质量的测定》12.00G9793《GB/T9793-1997 金属和其它无机覆盖层热喷涂锌、铝及其它合金》9.60G9797《GB/T 9797-2005 金属覆盖层镍+铬和铜+镍+铬电镀层》15.60G9798《GB/T 9798-2005 金属覆盖层镍电沉积层》14.40G9799《GB/T9799-1997 金属覆盖层钢铁上的锌电镀层》9.60G9989《GB/T9989-2005 搪瓷耐室温柠檬酸性能试验方法》9.60G11164《GB/T11164-1999 真空镀膜设备通用技术条件》9.60G11375《GB11375-1999 金属和其它无机覆盖层热噴涂操作安全》14.40G11376《GB/T11376-1997 金属的磷酸盐转化膜》12.00G11378《GB/T 11378-2005 金属覆盖层覆盖层厚度测量轮廓仪法》12.00G12334《GB/T12334-2001 金属和其它非有机覆盖层关于厚度测量的定义和一般原则》9.60G12305.6《GB/T12305.6-1997 金属覆盖层金和金合金电镀层:残留盐的测定》7.20G12306《GB/T12306、12307.1~2-1990 金属覆盖层工程用银和银合金电镀层》14.40G12307.3《GB/T12307.3-1997 金属覆盖层银和银合金电镀层:残留盐的测定》7.20G12599《GB/T12599-2002 金属覆盖层锡电镀层技术规范和试验方法》14.40G12600《GB/T 12600-2005 金属覆盖层塑料上镍+铬电镀层》15.60G12607《GB/T12607-2003 热喷涂涂层命名方法》9.60G12608《GB/T12608-2003 热喷涂火焰和电弧喷涂用线材、棒材和芯材分类和供货技术条件》14.40G12609《GB/T 12609-2005 电沉积金属覆盖层和相关精饰计数检验抽样程序》14.40G12612《GB/T 12612-2005 多功能钢铁表面处理液通用技术条件》12.00G13912《GB/T13912-2002 金色覆盖层钢铁制品热镀锌层技术要求及试验方法》15.60G14907《GB/T14907-2002 钢结构防火涂料》14.40G15519《GB/T15519-2002 化学转化膜钢铁黑色氧化膜和试验方法》12.00G15970.2《GB/T15970.2-2000 金属和合金的腐蚀:弯梁试样的制备和应用》9.60G15970.4《GB/T15970.4-2000 金属和合金的腐蚀:单轴加载拉伸试样的制备》7.20G15970.5《GB/T15970.5-1998 金属和合金的腐蚀:C型环试样的制备和应用》12.00G15970.6《GB/T15970.6-1998 金属和合金的腐蚀:预裂纹试样的制备和应用》9.60G15970.7《GB/T15970.7-2000 金属和合金的腐蚀:慢应变速率试验》9.60G15970.8《GB/T 15970.8-2005 金属和合金的腐蚀应力腐蚀试验:焊接试样的制备和应用》15.60G16545《GB/T16545-1996 金属和合金腐蚀试样上腐蚀产物的清除》 7.20G16744《GB/T16744-1997 热喷涂自熔合金涂层》9.60G16744《GB/T16744-2002 热喷涂自熔合金喷涂与重熔》12.00G16745《GB/T16745-1997 金属覆盖层产品钎焊性的标准试验方法》7.20G16921《GB/T 16921-2005 金属覆盖层覆盖层厚度测量 X射线光谱法》15.60 G17460《GB/T17460-1998 化学转化膜铝及铝合金上漂洗和不漂洗铬酸盐转化膜》9.60G17461《GB/T17461-1998 金属覆盖层:锡-铅合金电镀层》9.60G17462《GB/T17462-1998 金属覆盖层:锡-镍合金电镀层》9.60G17720《GB/T17720-1999 金属覆盖层:孔隙率试验评述》19.20G17721《GB/T17721-1999 金属覆盖层:孔隙率试验铁试剂试验》7.20G17722《GB/T17722-1999 金属覆盖层厚度的扫描电镜测量方法》7.20G17723《GB/T17723-1999 黄金制品镀层成分的X射线能谱测量方法》7.20G17731《GB/T17731-1999 镁合金牺牲阳极》7.20G17750《GB17750-1999 涂装作业安全规程浸涂工艺安全》12.00G17754《GB/T17754-1999 摩擦学术语》72.00G17848《GB/T17848-1999 牺牲阳极电化学性能试验方法》9.60G17849《GB/T17849-1999 涂覆涂料前钢材表面处理喷射清理用非金属磨料的试验方法》9.60G17850.1《GB/T17850.1-2002 涂覆涂料前钢材表面处理喷射清理用非金属磨料的技术要求:导则和分类》9.60G17850.3《GB/T17850.3-1999 涂覆涂料前钢材表面处理喷射清理用非金属磨料技术要求:铜精炼渣》7.20G18179《GB/T18179-2000 金属覆盖层孔隙率试验:潮湿硫试验》9.60G18226《GB/T18226-2000 高速公路交通工程钢构件防腐技术条件》9.60G18570.2《GB/T18570.2-2001 涂覆涂料前钢材表面处理:清理过的表面上氯化物的实验室测定》9.60G18570.3《GB/T 18570.3-2005 涂覆涂料前钢材表面处理:涂覆涂料前钢材表面的灰尘评定(压敏粘带法)》12.00G18570.4《GB/T18570.4-2001 涂覆涂料前钢材表面处理:涂覆涂料前凝露可能性的评定导则》16.80G18570.5《GB/T 18570.5-2005 涂覆涂料前钢材表面处理:涂覆涂料前钢材表面的氯化物测定(离子探测管法)》9.60G18570.6《GB/T 18570.6-2005 涂覆涂料前钢材表面处理:可溶性杂质的取样Bresle法》12.00G18570.8《GB/T 18570.8-2005 涂覆涂料前钢材表面处理:湿气的现场折射测定法》12.00G18570.9《GB/T 18570.9-2005 涂覆涂料前钢材表面处理:水溶性盐的现场电导率测定法》9.60G18570.10《GB/T 18570.10-2005 涂覆涂料前钢材表面处理:水溶性氯化物的现场滴定测定法》9.60G18590《GB/T18590-2001 金属和合金的腐蚀点蚀评定方法》14.40G18592《GB/T18592-2001 金属覆盖层钢铁制品热浸镀铝技术条件》16.80G18593《GB/T18593-2001 熔融结合环氧粉末涂料的防腐蚀涂装》14.40G18681《GB/T18681-2002 热喷涂:低压等离子喷涂镍-钴-铬-铝-钇-钽合金涂层》12.00G18682《GB/T18682-2002 物理气相沉积TiN薄膜技术条件》18.00G18684《GB/T18684-2002 锌铬涂层技术要求》12.00G18719《GB/T18719-2002 热喷涂术语分类》15.60G18838.1《GB/T18838.1-2002 涂覆涂料前钢材表面处理:导则和分类》9.60G18839.1《GB/T18839.1-2002 涂覆涂料前钢材表面处理:表面处理方法总则》9.60G18839.2《GB/T18839.2-2002 涂覆涂料前钢材表面处理:磨料喷射清理》14.40G18839.3《GB/T18839.3-2002 涂覆涂料前钢材表面处理:手工和动力工具清理》9.60G18847《GB/T18847-2002 聚氯乙烯覆膜金属板》15.60G19291《GB/T19291-2003 金属和合金的腐蚀腐蚀试验一般原则》12.00G19292.1《GB/T19292.1-2003 金属和合金的腐蚀:大气腐蚀性分类》14.40G19292.2《GB/T19292.2-2003 金属和合金的腐蚀:大气腐蚀性腐蚀等级的指导值》9.60G19292.3《GB/T19292.3-2003 金属和合金的腐蚀:大气腐蚀性污染物的测量》14.40G19292.4《GB/T19292.4-2003 金属和合金的腐蚀:用于评估腐蚀性的标准试样的腐蚀速率的测定》9.60G19349《GB/T19349-2003 金属和其他无机覆盖层;为减少氢脆危险的钢铁预处理》9.60G19350《GB/T19350-2003 金属和其他无机覆盖层;为减少氢脆危险的涂覆后钢铁的处理》9.60G19351《GB/T19351-2003 金属基体覆盖层孔隙率的测定:硝酸蒸汽试验》12.00G19352.1《GB/T19352.1-2003 热喷涂热喷涂结构的质量要求第1部分:选择和使用指南》12.00 G19352.2《GB/T19352.2-2003 热喷涂热喷涂结构的质量要求第2部分:全面的质量要求》12.00G19352.3《GB/T19352.3-2003 热喷涂热喷涂结构的质量要求第2部分:标准的质量要求》12.00 G19352.4《GB/T19352.4-2003 热喷涂热喷涂结构的质量要求第2部分:基本的质量要求》12.00 G19353《GB/T19353-2003 搪玻璃釉密闭系统中的腐蚀试验》12.00G19354《GB/T19354-2003 铝搪瓷在电解液作用下铝上瓷层密着性的测定》9.60G19355《GB/T19355-2003 钢铁结构耐腐蚀防护:锌和铝覆盖层指南》20.40G19356《GB/T19356-2003 热喷涂:粉末成份和供货技术条件》15.60G19502《GB/T19502-2004 表面化学分析辉光放电发射光谱方法通则》12.00G19745《GB/T 19745-2005 人造低浓度污染气氛中的腐蚀试验》12.00G19746《GB/T 19746-2005 金属和合金的腐蚀盐溶液周浸试验》14.40G19747《GB/T 19747-2005 金属和合金的腐蚀双金属室外暴露腐蚀试验》14.40G19816.1《GB/T 19816.1-2005 涂覆涂料前钢材表面处理喷射清理用金属磨料的试验方法:抽样》12.00G19816.2《GB/T 19816.2-2005 涂覆涂料前钢材表面处理喷射清理用金属磨料:颗粒尺寸分布的测定》9.60G19816.3《GB/T 19816.3-2005 涂覆涂料前钢材表面处理喷射清理用金属磨料的试验方法:硬度的测定》9.60G19816.4《GB/T 19816.4-2005 涂覆涂料前钢材表面处理喷射清理用金属磨料的试验方法:表观密度的测定》9.60G19816.5《GB/T 19816.5-2005 涂覆涂料前钢材表面处理:缺陷颗粒百分比和微结构的测定》9.60 G199816.6《GB/T 19816.6-2005 涂覆涂料前钢材表面处理:外来杂质的测定》9.60G199816.7《GB/T 19816.7-2005 涂覆涂料前钢材表面处理:含水量的测定》9.60G19822《GB/T 19822-2005 铝及铝合金硬质阳极氧化膜规范》15.60G19823《GB/T 19823-2005 热喷涂工程零件热喷涂涂层的应用步骤》12.00G19824《GB/T 19824-2005 热喷涂热喷涂操作人员考核要求》16.80G20015《GB/T 20015-2005 电镀镍、自催化镀镍、电镀铬及最后精饰自动控制喷丸硬化前处理》20.40G20016《GB/T 20016-2005 金属和其它无机覆盖层不锈钢部件平整和钝化的电抛光法》12.00 G20017《GB/T 20017-2005 金属和其它无机覆盖层单位面积质量的测定重量法和化学分析法评述》15.60G20018《GB/T 20018-2005 金属与非金属覆盖层覆盖层厚度测量β射线背散射法》14.40G20019《GB/T 20019-2005 热喷涂热喷涂设备的验收检查》14.40GJ480A《GJB480A-1997 金属覆镀和化学覆盖工艺质量控制要求》9.60GJ594A《GJB594A-2000 金属覆盖层和化学覆盖层选择原则与厚度系列》30.00QJ450A《QJ 450A-1996 金属镀覆层厚度系列与选择原则》21.60QJ2842《QJ2842-1996 电解加工通用技术条件》7.20QJ2853《QJ2853-1996 钛合金阳极氧化膜层技术条件》7.20QJ2854《QJ2854-1996 钛合金阳极氧化工艺规范》9.60QJ2855《QJ2855-1996 锡锌合金镀层技术条件》7.20QJ2856《QJ2856-1996 锡锌合金镀层工艺规范》9.60QJ2857《QJ2857-1996 锡锌合金镀覆溶液分析方法》7.20QJ2907《QJ2907-1997 铝合金胶接前磷酸阳极氧化膜层技术条件》7.20 QJ2908《QJ2908-1997 铝合金胶接前磷酸阳极氧化膜层工艺规范》7.20 QJ2909《QJ2909-1997 铌合金化学酸洗技术条件》6.00QJ2910《QJ2910-1997 铌合金化学酸洗工艺规范》7.20QJ2921《QJ2921-1997 锌镀层、镉镀层抗腐蚀性技术要求》9.60QJ2973《QJ2973-1997 铝合金化学砂面处理工艺规范》9.60QJ3131《QJ 3131-2001 热处理常用槽液技术条件》10.80HB6-66《HB 6-66-2003 航空仪表涂层代号及选用》 14.40HB102《HB/Z 102-2000 机载设备“三防”涂层涂漆工艺》9.60H233《HB/Z233-1993 铝及铝合金硫酸阳极氧化工艺》12.00HB236《HB/Z236-1993 电镀铅锡合金工艺》9.60H237《HB/Z237-1993 铝及铝合金硬质阳极氧化工艺》12.00H265《HB/Z265-1994 钛合金紧固件离子镀铝工艺》7.20H294《HB/Z294-1996 干膜润滑剂涂覆工艺》7.20H314《HB/Z314-1998 钛合金电解加工》12.00H318《HB/Z318-1998 镀覆前削除应力和镀覆后除氢处理规范》7.20H335《HB/Z335-1999 紧固件二硫化钼干膜润滑剂涂覆工艺》7.20H337《HB/Z337-1999 铝合金化学转化溶液分析方法》7.20H338《HB/Z338.1~2-1999 铝合金绝缘阳极氧化溶液分析方法》9.60H339《HB/Z339.1~2-1999 铝合金铬酸阳极氧化溶液分析方法》9.60H344《HB/Z344-2001 钛合金酸洗工艺及质量检验》9.60H347《HB/Z347-2002 钛及钛合金阳极氧化工艺及质量检验》9.60H5005《HB/Z 5005-2004 铝合金零、部件涂漆工艺》9.60H5034《HB5034-1995 零(组)件镀覆前质量要求》7.20H5036《HB5036-1992 镉镀层质量检验》 7.20H5037《HB5037-1992 铜镀层质量检验》7.20H5039《HB5039-1992 黑镍镀层质量检验》9.60H5041《HB5041-1992 铬镀层质量检验》7.20H5042《HB5042-1992 装饰铬镀层质量检验》7.20H5043《HB5043-1992 涨圈松孔铬镀层质量检验》9.60H5044《HB5044-1992 汽缸松孔铬镀层质量检验》9.60H5045《HB5045-1992 黑铬镀层质量检验》9.60H5046《HB5046-1992 锡镀层质量检验》7.20H5049《HB5049-1993 铅锡合金镀层质量检验》9.60H5051《HB5051-1992 银镀层质量检验》7.20H5055《HB5055-1992 铝及铝合金硫酸阳极氧化膜层质量检验》9.60H5057《HB5057-1992 铝及铝合金硬质阳极氧化膜层质量检验》7.20H5062《HB5062-1996 钢铁零件化学氧化膜层质量检验》7.20H5063《HB5063-1996 钢铁零件磷化膜层质量检验》9.60H5068《HB/Z5068-1992 电镀锌、电镀镉工艺》14.40H5069《HB/Z5069-1992 电镀铜工艺》9.60H5071《HB/Z 5071-2004 化学镀镍工艺及质量检验》14.40H5073《HG5073-1993 电镀锡工艺》12.00H5074《HG5074-1993 电镀银工艺》14.40H5076《HG5076-1993 铝及铝合金绝缘阳极氧化工艺》9.60H5079《HB/Z5079-1996 钢铁零件化学氧化工艺》9.60H5080《HG5080-1996 钢铁零件磷化工艺》9.60H5083《HB/Z5083-2001 金属镀覆和化学覆盖溶液分析用试剂》21.60H5084《HB/Z 5084.1~6-2000 氰化电镀锌溶液分析方法》12.00H5085《HG5085.1~8-1999 氰化电镀镉溶液分析方法》18.00H5086《HB/Z 5086.1~9-2000 氰化电镀铜溶液分析方法》18.00H5087《HB/Z 5087.1~7-2004 酸性电镀铜溶液分析方法》30.00H5088《HG5088.1~6-1999 电镀镍溶液分析方法》14.40H5090《HB/Z5090.1~.3-2001 化学镀镍溶液分析方法》9.60H5091《HG5091.1~6-1999 电镀铬溶液分析方法》14.40H5092《HB/Z5092.1~4-2001 电镀黑铬溶液分析方法》9.60H5093《HB/Z 5093.1~7-2000 碱性电镀锡溶液分析方法》14.40H5094《HB/Z 5094.1~4-2004 酸性电镀锡溶液分析方法》14.40H5095《HB/Z 5095.13-2004 氰化电镀黄铜溶液分析方法》12.00H5096《HB/Z 5096.1~2-2004 电镀铅溶液分析方法》9.60H5099《HB/Z 5099.1~8-2000 电镀银溶液分析方法》18.00H5104《HG5104.1~3-1999 铝合金硫酸阳极氧化溶液分析方法》9.60H5105《HB/Z 5105.1~3-2000 电化学抛光溶液分析方法》9.60H5108《HG5108.1~3-1999 磷化溶液分析方法》9.60H5109《HB/Z5109.1~16-2001 钝化溶液分析方法》30.00H5110《HB/Z 5110.1~4-2000 电化学除油及化学除油溶液分析方法》12.00 HB5258《HB5258-2000 钢及高温合金的抗氧化性测定试验方法》12.00H5453《HB5453-2004 铝合金化学铣切保护涂料》9.60H5335《HB5335-1994 金属镀覆盖和化学覆盖工艺质量控制》9.60H7054《HB7054-1994 钛合金紧固件离子镀铝层质量检验》7.20H7056《HB 7056.1~4-2004 干膜润滑剂试验方法》19.20H7269《HB7269-1996 热喷涂涂层质量检验》6.00H7236《HB7236-1995 热喷涂封严涂层质量检验》9.60H7479《HB7479-1996 铝合金表面缺陷的修复》6.00H7627《HB7627-1997 爆炸喷涂碳化钨、碳化铬耐磨涂层质量检验》9.60H7740《HB 7740-2004 燃气热腐蚀试验方法》9.60H7751《HB 7751-2004 爆炸喷涂涂层结合强度试验方法》9.60WJ2607《WJ 2607-2003 兵器产品表面化学处理与电化学氧化处理膜层通用规范》12.00 WJ2610《WJ 2610-2003 兵器产品表面涂漆层通用规范》9.60YB9231《YB/T9231-1998 钢筋阻锈剂使用技术规程》12.00J3206《JB/T3206-1999 防锈油脂加速凝露腐蚀试验方法》6.00J3998《JB/T3998-1999 涂料流平性涂刮测定法》12.00J4050《JB/T4050.1~2-1999 气相防锈油》12.00J4051《JB/T4051.1~2-1999 气相防锈纸》12.00J4108《JB/T4108-1999 热喷涂设备分类及型号编制方法》12.00J4216《JB/T4216-1999 防锈油膜抗热流失性试验方法》6.00J4323.1《JB/T4323.1-1999 水基金属清洗剂技术条件》6.00J4323.2《JB/T4323.2-1999 水基金属清洗剂试验方法》12.00J6922《JB/T6922-2004 真空蒸发镀膜设备》 12.00J7501《JB/T7501-1994 湿热环境典型机械产品有机涂层技术条件》 9.60J7502《JB/T7502-1994 离子镀前零件表面质量控制技术要求》7.20J7504《JB/T7504-1994 静电喷涂装备技术条件》12.00J7505《JB/T7505-1994 离子镀术语》7.20J7507《JB/T7507-1994 刷镀通用技术规范》12.00J7508《JB/T7508-1994 光亮镀添加剂技术条件》12.00J7509《JB/T7509-1994 热喷涂涂层孔隙率试验方法铁试剂法》7.20J7558《JB/T7558-1994 摩擦学术语》72.00J7702《JB/T7702-1995 金属基体上金属和非有机覆盖层盐水滴腐蚀试验》7.20J7703《JB/T7703-1995 热喷涂陶瓷涂层技术条件》12.00J7704《JB/T7704.1~6-1995 电镀溶液试验方法》24.00J7706《JB/T7706-1995 有机涂料涂刷通用技术规范》9.60J7707《JB/T7707-1995 离子镀硬膜厚度试验方法球磨法》6.00J7708《JB/T7708-1995 金属热变形用保护润滑剂技术条件》12.00J8424《JB/T8424-1996 金属覆盖层和有机涂层天然海水腐蚀试验方法》6.00J8425《JB/T8425-1996 铁基喷涂粉末中铬、镍钼和钒的X射线荧光光谱分析方法》6.00 J8426《JB/T8426-1996 金属覆盖层镍-磷合金镀层X射线衍射试验方法》12.00J8427《JB/T8427-1996 钢结构腐蚀防护热喷涂锌铝及其合金涂层》12.00J8554《JB/T8554-1997 气相沉积薄膜与基体附着力的划痕试验法》6.00J8595《JB/T8595-1997 机械产品表面防护层分等分级》38.40J8695《JB/T8695-1998 无气喷涂机》12.00J8926《JB/T8926-1999 火焰喷钼涂层的检验方法》6.00J8927《JB/T8927-1999 铝及铝合金等离子体有机涂层》6.00J8928《JB/T8928-1999 钢铁制件机械镀锌》12.00J8945《JB/T8945-1999 真空溅射镀膜设备》6.00J8946《JB/T8946-1999 真空离子镀膜设备》6.00J9188《JB/T9188-1999 高压无气喷涂典型工艺》6.00J9480《JB/T9480-1999 铝及铝合金阳极氧化膜封闭质量的评定方法》9.60J10174《JB/T10174-1999 钢铁零件强化喷丸的质量检验方法》14.40J10240《JB/T10240-2001 静电粉末涂装设备》14.40J10241《JB/T10241-2001 金属覆盖层装饰性多色彩组合电镀层》12.00J10242《JB/T10242-2001 阴极电泳涂装通用技术规范》33.60J10339《JB/T10339-2002 光亮镀锌添加剂技术条件》14.40J10394.1《JB/T10394.1-2002 涂装设备通用技术条件第1部分:钣金件》14.40 J10394.2《JB/T10394.2-2002 涂装设备通用技术条件第2部分:焊接件》14.40 J10394.3《JB/T10394.3-2002 涂装设备通用技术条件第3部分:涂层》14.40J10394.4《JB/T10394.4-2002 涂装设备通用技术条件第4部分:安装》14.40J10413《JB/T 10413-2005 喷漆室》 12.00J10448《JB/T 10448-2005 钢铁构件固体渗铝工艺及质量检验》 18.00J10458《JB/T10458-2004 机械设备抗高温氧化涂层技术条件》 12.00J53021《JB/T53021-1999 真空镀膜设备产品质量分等》12.00SH3022《SH3022-1999 石油化工设备和管道涂料防腐蚀设计规范》48.00SJ10537《SJ/T10537-1994 涂料涂覆典型工艺》21.60SJ10674《SJ/T10674-1995 涂料涂覆通用技术条件》12.00SJ11131《SJ/T11131-1997 蒸发镀膜设备基本参数系列》7.20SJ11185《SJ/T11185-1998 蒸发镀膜设备通用规范》9.60SJ20129《SJ/T20129-1992 金属镀覆层厚度测量方法》24.00SJ20130《SJ/T20130-1992 金属镀覆层附着强度试验方法》9.60SJ20146《SJ/T20146-1992 银电镀层总规范》12.00SJ20147《SJ/T20147.1~2-1992 银和银合金镀覆层测试方法》12.00SJ20443《SJ/T20443-1994 铑电镀层规范》9.60SJ20515《SJ/T20515-1995 金电镀层薄层电阻测试方法》9.60SJ20516《SJ/T20516-1995 金电镀层纯度分析方法》9.60SJ20813《SJ20813-2002 铝和铝合金化学转化膜规范》14.40SJ20817《SJ20817-2002电子设备的涂饰》35.00SJ20818《SJ20818-2002电子设备的金属镀覆与化学处理》39.00SJ20846《SJ20846-2002 电镀用氰化亚金钾规范》12.00SJ20890《SJ 20890-2003 电子装备的处理与涂装》18.00SJ20891《SJ 20891-2003 化学镀镍磷合金层规范》12.00SJ20892《SJ 20892-2003 铝和铝合金阳极氧化膜规范》12.00SJ20893《SJ 20893-2003 不锈钢酸洗与钝化规范》12.00SJ20897《SJ 20897-2003 聚对二甲苯气相沉积涂敷工艺规范》12.00SJ20910《SJ20910-2004 粉末静电涂装通用规范》14.40SJ20912《SJ20912-2004 金属覆盖层低应力镍电镀层》12.00HG2471《HG/T2471、2951-2001 电解槽金属阳极涂层》19.20HG3679《HG/T3679-2000 电解槽金属阳极涂层用三氯化钌》9.60YS456《YS/T456-2003 铝电解槽用干式防渗料》12.00YS480《YS/T 480-2005 铝电解槽能量平衡测试与计算方法四点进电和两点进电预焙阳极铝电解槽》19.20YS481《YS/T 481-2005 铝电解槽能量平衡测试与计算方法五点进电和六点进电预焙阳极铝电解槽》18.00SY0319《SY/T0319-1998 钢制储罐液体环氧涂料内防腐层技术标准》14.40SY0320《SY/T0320-1998 钢质储罐氯磺代聚乙烯外防腐层技术标准》14.40CE01《CECS01:2004 呋喃树脂防腐蚀工程技术规程》18.00CE73《CECS73:1995 二甲苯型不饱和聚酯树脂防腐蚀工程技术规程》18.00Q1131《QB 1131-2005 首饰金覆盖层厚度的规定》12.00Q1132《QB 1132-2005 首饰银覆盖层厚度的规定》9.60A143《ASTM A143/A143M-2003 热浸镀锌结构钢制品防脆化的安全措施和探测脆化用的标准实用规程》(中文版)36.00G1《ASTM G1-2003 腐蚀试样的试样准备、清洁和评定用标准实用规程》(中文版)46.00AG48《ASTM G48-2003 使用三氯化铁溶液做不锈钢及其合金的耐麻点府蚀和抗裂口腐蚀性试验的标准方法》(中文版)57.50。
铝合金表面处理检验标准
喷塑喷漆检验标准:1.目的规范检验操作,发现、控制不良品,防止批不良品输入下道工序。
同时给检验工作提供引导及接收标准。
2.范围适用于进料、外协制品回厂、成品的检验接收及顾客退货的挑选检验。
3.术语和定义喷塑、喷漆件检验过程的参照标准。
4.职责a、质检部:负责不合格的发现、记录和标识,组织处理不合格品;b、采购部:负责进料中不合格品与供应商的联络。
5.工作程序外观:5.1喷涂种类(如:塑粉或漆)、颜色与图纸要求及我司、供应商确认的色板是否一致5.2一般情况下,产品喷涂表面外观在使用时要求100%进行检验,检验方式依据本标准。
进料、外协回厂或过程验收则采用抽检,抽检操作方式依据《抽检规范》。
特殊产品根据产品的具体要求检验。
5.3外观缺陷:有缩孔、针孔、杂质点、漏底、涂层厚度明显不均、流泪、预处理不良有锈、表面有污斑、不光滑、不平整、桔皮、花斑、凹坑等。
5.4外观和颜色检验的环境:5.4.1色板采用客户样件或经客户认可的签样;5.4.2应在标准光源对色灯箱CAC-600箱内(无设备条件时则要求在天然散射光线或光照度不低于2×40w光源环境下),以目视方法进行。
光照度通常在D65(特殊情况下用F/A,其次高标准要求时用CWF/TL84),背景颜色为中灰色;5.4.3检查距离:被测品与眼睛的距离为500mm,检验时在±15°范围内旋转5.5表面粗糙度应达到设计要求的表面粗糙度值。
涂膜附着力(划格实验)5.6涂膜附着力检验(基体金属为铁、钢、铝及铝合金):5.6.1 采用划格—胶带粘贴法测定漆膜附着力,每批次以一件或两件检验则可。
不合格时可用加严检验。
5.6.2 检验方法:使用锋利刃口的刀片(刃口宽要求0.05mm,刃口达到0.1mm时必须重新磨刃口),沿能确保得到直线切口的导向器,刃口在相对涂面35-45度角,均速划线。
划线位置距产品边缘最近距离不应小于2mm,切口要保证切到基体,在涂膜上,切出每个方向是6至11条切口的格子图形,切口以1mm间隔隔开,长度约20mm。
(燃气热水器-喷涂件)检验标准

附表 1) b) 用刀片将样板 划 60°夹角深透涂 层,盐雾试验后, 用刀片沿划叉部位
刮开涂层腐蚀部 分:两边涂层剥离 不超过 6mm。以划叉 线垂直方向测量为 准,检测部位如图 所示区域 A;交叉中 心部位涂层剥离不 超过直径 20mm 的圆 圈范围,检测部位 如图所示区域 B。焊 接部位允许轻微黄
GD Midea Kitchen & Bath Appliances Mfg. Co., Ltd.
(燃气热水器-喷涂件)产品评价规范
MCR/QP-17-03(RS-025) A-1
代替 MCR/QP-17-03(RS-025) A-0
1.0 内容及适用范围 1.1 本规范适用于热水器热水器产品所使用的喷涂件。 1.2 本规范规定了热水器所使用的喷涂件的验证项目、验证方法、不合格分类。
备 注: 1、 所有文件审批发布必须按照公司规定的审批流程组织审批(具体见《文件控制程序》要求进行),并 在此处写明审批流程:
编制(测试评价组)→ 审核(测试评价主任)→会审(研发/工艺)→审批 (品控经理)。 2、 此包括新编文件和文件修订之审批,对于文件修订必须说明原因及修订内容。
广东美的厨卫电器制造有限公司
大厚度为 120µm。一般情况
下,测量点的位置按下图所
示,点①在中心,点②~⑤
在四周,点⑥~⑨在中间部
位。测试点的平均值即为涂
层厚度,边缘 20mm 范围内
测试数据只作参考,不参与
数据平均,但不得低于
8
膜厚
δ=50~800µm 或符 合技术要求
附表500-600
目录500-600子分部工程质量验收记录(安全防范系统)------------------------------------------ 3 子分部工程质量验收记录(综合布线系统)------------------------------------------ 4 子分部工程质量验收记录(智能化系统集成)--------------------------------------- 5 子分部工程质量验收记录(电源与接地)--------------------------------------------- 6 子分部工程质量验收记录(环境) --------------------------------------------------- 7 子分部工程质量验收记录(住宅(小区)智能化) -------------------------------- 8 分部工程质量验收记录(智能建筑)----------------------------------------------------------- 9 制冷管道系统吹污试验记录 ---------------------------------------------------------------------------------- 10 制冷管道系统气密性试验记录 ------------------------------------------------------------------------------- 11 制冷管道系统真空试验记录 ---------------------------------------------------------------------------------- 12 制冷管道系统充注制冷剂检漏试验记录------------------------------------------------------------------- 13 制冷管道系统充注制冷剂记录 ------------------------------------------------------------------------------- 14 风管严密性(漏光法检测)检测记录---------------------------------------------------------------------- 15 风管严密性(漏风量测试)检测记录---------------------------------------------------------------------- 17 冷凝水管道系统充水试验记录 ------------------------------------------------------------------------------- 19 制冷设备运行调试记录 ---------------------------------------------------------------------------------------- 20 设备单机试运转记录-------------------------------------------------------------------------------------------- 21 风机盘管、吊顶式空调器水压试验、风机盘管单机试运转记录 ----------------------------------- 22 现场组装的空调机组漏风检测记录------------------------------------------------------------------------- 23 系统风量及风口风量调试记录 ------------------------------------------------------------------------------- 24 系统流量及空调机组流量调试记录------------------------------------------------------------------------- 25 空调房间温度、相对湿度及噪声测试记录 --------------------------------------------------------------- 26 消防防排烟系统调试记录 ------------------------------------------------------------------------------------- 28 风管与配件制作工程检验批质量验收记录(金属风管) ------------------------------------- 29 风管与配件制作工程检验批质量验收记录(非金属、复合材料风管) ------------------ 30 风管部件与消声器制作工程检验批质量验收记录 ------------------------------------------------------ 31 风管系统安装工程检验批质量验收记录(送、排风,防排烟,除尘系统) ------------ 32 风管系统安装工程检验批质量验收记录(空调系统)----------------------------------------- 33 风管系统安装工程检验批质量验收记录(净化空调系统) ---------------------------------- 34 通风机安装工程检验批质量验收记录---------------------------------------------------------------------- 35 通风与空调设备安装工程检验批质量验收记录(通风系统) ------------------------------ 36 通风与空调设备安装工程检验批质量验收记录(空调系统) ------------------------------ 37 通风与空调设备安装工程检验批质量验收记录(净化空调系统)------------------------ 38 空调制冷系统安装工程检验批质量验收记录 ------------------------------------------------------------ 39 空调水系统安装工程检验批质量验收记录(金属管道) ------------------------------------- 40 空调水系统安装工程检验批质量验收记录(非金属管道) ---------------------------------- 41 空调水系统安装工程检验批质量验收记录(设备) ---------------------------------------- 42 防腐与绝热工程检验批质量验收记录(风管系统) -------------------------------------------- 43 防腐与绝热工程检验批质量验收记录(管道系统) -------------------------------------------- 44 通风与空调工程系统调试验收记录------------------------------------------------------------------------- 45 子分部工程质量验收记录(送、排风系统)----------------------------------------- 46 子分部工程质量验收记录(防、排烟系统)----------------------------------------- 47子分部工程质量验收记录(除尘系统)----------------------------------------------- 48 子分部工程质量验收记录(空调系统)----------------------------------------------- 49 子分部工程质量验收记录(净化空调系统)----------------------------------------- 50 子分部工程质量验收记录(制冷系统)----------------------------------------------- 51 子分部工程质量验收记录(空调水系统)-------------------------------------------- 52 分部工程质量验收记录(通风与空调)------------------------------------------------------- 53 电梯设备进场验收记录 ---------------------------------------------------------------------------------------- 54 隐蔽工程验收记录(承重梁)----------------------------------------------------------------- 55 隐蔽工程验收记录(钢丝绳头灌注) ------------------------------------------------------- 56 隐蔽工程验收记录----------------------------------------------------------------------------------------------- 58 接地电阻测试验收记录曳引式或强制式电梯、液压电梯、自动扶梯人行道)----- 59 绝缘电阻测试验收记录(曳引式或强制式电梯、液压电梯、自动扶梯人行道)-- 60 负荷试验、安全装置检查记录电力驱动的曳引式或强制式电梯) ------------------------ 61 负荷试验、安全装置检查记录(液压电梯)----------------------------------------------------- 62 负荷试验、安全装置检查记录(自动扶梯、自动人行道)---------------------------------- 63 电梯安装工程设备进场质量验收记录---------------------------------------------------------------------- 64 电梯安装土建交接质量验收记录 ---------------------------------------------------------------------------- 65 电梯机房、井道土建交接检验记录------------------------------------------------------------------------- 66 电力驱动主机安装工程质量验收记录(曳引式或强制式)----------------------------------- 67 电梯导轨安装工程质量验收记录 ---------------------------------------------------------------------------- 68 电梯门系统安装质量验收记录 ------------------------------------------------------------------------------- 69 电梯轿厢及对重安装工程质量验收记录------------------------------------------------------------------- 70 电梯安全部件安装工程质量验收记录---------------------------------------------------------------------- 71 电梯悬挂装置、随行电缆、补偿装置安装工程质量验收记录 -------------------------------------- 72 电梯电气装置安装工程质量验收记录---------------------------------------------------------------------- 74 电梯整机安装工程质量验收记录 ---------------------------------------------------------------------------- 75 电梯液压系统安装工程质量验收记录---------------------------------------------------------------------- 76 液压电梯悬挂装置、随行电缆安装质量验收记录 ------------------------------------------------------ 77 液压电梯整机安装质量验收记录 ---------------------------------------------------------------------------- 78 自动扶梯、自动人行道设备进场质量验收记录 --------------------------------------------------------- 79 自动扶梯、自动人行道土建交接检验质量验收记录 --------------------------------------------------- 80 自动扶梯、自动人行道土建交接检验记录 --------------------------------------------------------------- 81 自动扶梯、自动人行道整机安装工程质量验收记录 --------------------------------------------------- 82 电梯子分部工程质量验收记录 ------------------------------------------------------------------------------- 83 电梯分部工程质量验收记录 ---------------------------------------------------------------------------------- 84 屋面淋水(蓄水)试验记录 ---------------------------------------------------------------------------------- 85 地下室防水效果检查记录 ------------------------------------------------------------------------------------- 86 有防水要求的地面蓄水试验记录 ---------------------------------------------------------------------------- 87 建筑物垂直度测量记录 ---------------------------------------------------------------------------------------- 88 建筑物标高测量记录-------------------------------------------------------------------------------------------- 89 建筑物全高测量记录-------------------------------------------------------------------------------------------- 91 抽气(风)道检查记录 ---------------------------------------------------------------------------------------- 92 建筑幕墙检测报告----------------------------------------------------------------------------------------------- 93 检验(建)表5.1.6.1 共页第页 ---------------------- 93建筑外墙金属、塑窗检测报告 ------------------------------------------------------------------------------- 97建筑物沉降观测测量汇总表 -------------------------------------------------------------------------------- 101建筑物沉降观测测量记录 ----------------------------------------------------------------------------------- 102节能测试记录 --------------------------------------------------------------------------------------------------- 103保温测试记录 --------------------------------------------------------------------------------------------------- 104室内环境污染物浓度检测报告 ----------------------------------------------------------------------------- 106给水管道通水试验记录 -------------------------------------------------------------------------------------- 107卫生器具满水试验记录--------------------------------------------------------------------------------- 109消火栓系统试射试验记录 ----------------------------------------------------------------------------------- 110电气照明系统通电测试检验记录 -------------------------------------------------------------------------- 111电气照明系统全负荷试运行记录 -------------------------------------------------------------------------- 112大型灯具牢固性试验记录 ----------------------------------------------------------------------------------- 113电气线路接地检验记录 -------------------------------------------------------------------------------------- 114子分部工程质量验收记录(安全防范系统)质控(智)表 4.4.8- 5 0705□□工程名称结构类型验收部位层数施工单位技术部门负责人质量部门负责人分包单位分包单位负责人分包技术负责人序号分项工程名称检验批数施工单位检查评定意见监理(建设)单位验收结论1 综合防范功能2 视频安防监控系统3 入侵报警系统4 出入口控制(门禁)系统5 巡更管理系统6 停车场(库)管理系统7 安全防范综合管理系统8质量控制资料安全和功能检验(检测)报告观感质量验收验收意见验收单位分包单位项目经理:年月日施工单位项目经理:年月日设计单位项目负责人:年月日监理(建设)单位总监理工程师:(建设单位项目专业负责人)年月日子分部工程质量验收记录(综合布线系统)质控(智)表 4.4.8- 6 0706□□工程名称结构类型验收部位层数施工单位技术部门负责人质量部门负责人分包单位分包单位负责人分包技术负责人序号分项工程名称检验批数施工单位检查评定意见监理(建设)单位验收结论1 系统安装2 系统性能3质量控制资料安全和功能检验(检测)报告观感质量验收验收意见验收单位分包单位项目经理:年月日施工单位项目经理:年月日设计单位项目负责人:年月日监理(建设)单位总监理工程师:(建设单位项目专业负责人)年月日子分部工程质量验收记录(智能化系统集成)质控(智)表 4.4.8-7 0707□□工程名称结构类型验收部位层数施工单位技术部门负责人质量部门负责人分包单位分包单位负责人分包技术负责人序号分项工程名称检验批数施工单位检查评定意见监理(建设)单位验收结论1 系统集成网络连接2 系统数据集成3 系统集成整体协调4 系统集成综合管理及冗余功能5 系统集成可维护性和安全性6质量控制资料安全和功能检验(检测)报告观感质量验收验收意见验收单位分包单位项目经理:年月日施工单位项目经理:年月日设计单位项目负责人:年月日监理(建设)单位总监理工程师:(建设单位项目专业负责人)年月日子分部工程质量验收记录(电源与接地)质控(智)表 4.4.8-8 0708□□工程名称结构类型验收部位层数施工单位技术部门负责人质量部门负责人分包单位分包单位负责人分包技术负责人序号分项工程名称检验批数施工单位检查评定意见监理(建设)单位验收结论1 电源系统2 防雷与接地系统3质量控制资料安全和功能检验(检测)报告观感质量验收验收意见验收单位分包单位项目经理:年月日施工单位项目经理:年月日设计单位项目负责人:年月日监理(建设)单位总监理工程师:(建设单位项目专业负责人)年月日子分部工程质量验收记录(环境)质控(智)表 4.4.8-9 0709□□工程名称结构类型验收部位层数施工单位技术部门负责人质量部门负责人分包单位分包单位负责人分包技术负责人序号分项工程名称检验批数施工单位检查评定意见监理(建设)单位验收结论1 环境234质量控制资料安全和功能检验(检测)报告观感质量验收验收意见验收单位分包单位项目经理:年月日施工单位项目经理:年月日设计单位项目负责人:年月日监理(建设)单位总监理工程师:(建设单位项目专业负责人)年月日子分部工程质量验收记录(住宅(小区)智能化)质控(智)表 4.4.8-10 0710□□工程名称结构类型验收部位层数施工单位技术部门负责人质量部门负责人分包单位分包单位负责人分包技术负责人序号分项工程名称检验批数施工单位检查评定意见监理(建设)单位验收结论1 火灾自动报警及消防联动系统2 安全防范系统3 监控与管理系统4 家庭控制器5 室外设备及管网678质量控制资料安全和功能检验(检测)报告观感质量验收验收意见验收单位分包单位项目经理:年月日施工单位项目经理:年月日设计单位项目负责人:年月日监理(建设)单位总监理工程师:(建设单位项目专业负责人)年月日分部工程质量验收记录(智能建筑)质控(智)表 4.4.8-11 07□□工程名称结构质式验收部位层数建筑面积施工日期验收日期施工单位技术部门负责人质量部门负责人分包单位分包单位负责人分包技术负责人序号项目验收记录验收结论1子分部通信网络系统□共子分部,经查子分部,符合规范及设计要求子分部信息网络系统□建筑设备监控系统□工程名称火灾自动报警及消防联动系统□安全防范系统□综合布线系统□智能化系统集成□电源与接地□环境□住宅(小区)智能化□2 质量控制资料共项,经核查符合要求项,经核定符合规范要求项3 安全和功能检验(检测)报告共抽查项,符合要求项,经返工处理符合要求项4 观感质量共抽查项,符合要求项,不符合要求项综合验收意见验收单位分包单位项目经理:年月日施工单位项目经理:年月日设计单位项目负责人:年月日监理(建设)单位总监理工程师:(建设单位项目负责人)年月日制冷管道系统吹污试验记录质控(通)表 4.5.3-1 共页第页单位(子单位)工程名称分部(子分部)工程名称系统名称施工单位分包单位试验用压力表型号规格出厂编号检定单位检定有效期检定证书编号管道编号管段长度(m)试验介质试验压力(MPa)吹污次数(次)5min内有否污物试验日期结论专业监理工程师(建设单位项目专业技术负责人)施工单位质检员施工员试验员制冷管道系统气密性试验记录质控(通)表 4.5.3-2 共页第页单位(子单位)工程名称分部(子分部)工程名称系统名称施工单位分包单位试验用压型号规格出厂编号检定单位检定有效期检定证书编号力表管道编号试验介质试验压力(MPa)试验情况试验日期结论专业监理工程师(建设单位项目专业技术负责人)施工单位质检员施工员试验员制冷管道系统真空试验记录质控(通)表 4.5.3-3 共页第页单位(子单位)工程名称分部(子分部)工程名称系统名称施工单位分包单位试验用压力表型号规格出厂编号检定单位检定有效期检定证书编号管道编号设计或规定真空度(kPa)试验真空度(kPa)试验时间(h)绝对压力在试验过程变化情况试验日期结论专业监理工程师(建设单位项目专业技术负责人)施工单位质检员施工员试验员制冷管道系统充注制冷剂检漏试验记录质控(通)表 4.5.3-4 共页第页单位(子单位)工程名称分部(子分部)工程名称系统名称施工单位分包单位试验用压力表型号规格出厂编号检定单位检定有效期检定证书编号管道编号试验压力(MPa)24h后压力下降情况(kPa)检漏试验情况补漏位置试验日期结论专业监理工程师(建设单位项目专业技术负责人)施工单位质检员施工员试验员制冷管道系统充注制冷剂记录质控(通)表 4.5.3-5 共页第页单位(子单位)工程名称分部(子分部)工程名称系统名称制冷剂名称施工单位分包单位管道编号管段长度(m)管道规格(mm)制冷剂充注量(kg)充注日期专业监理工程师(建设单位项目专业技术负责人)施工单位质检员施工员试验员风管严密性(漏光法检测)检测记录质控(通)表 4.5.3-6 共页第页单位(子单位)工程名称分部(子分部)工程名称分项工程系统名称施工单位分包单位工作压力风管级别风管总接缝长度(m)允许漏光点测试光源测试日期序号风管接缝长度(m)实测漏光点检测区段图示及说明存在问题处理情况结论专业监理工程师(建设单位项目专业技术负责人)施工单位质检员施工员试验员风管严密性(漏风量测试)检测记录质控(通)表 4.5.3-7 共页第页单位(子单位)工程名称分部(子分部)工程名称分项工程系统名称施工单位分包单位风管系统类别试验压力(Pa)系统总面积(㎡)试验总面积(㎡)允许漏风量〔m3/(㎡.h)〕实测漏风量〔m3/(㎡.h)〕测试仪表名称测试日期序号分段表面积(㎡)实测漏风量〔m3/(㎡.h)〕检测区段图示及说明存在问题与处理情况结论专业监理工程师(建设单位项目施工单位质检员专业技术负责人)施工员试验员管道系统冲洗记录质控(通)表 4.5.3-8 共页第页单位(子单位)工程名称分部(子分部)工程名称施工单位分包单位安装前清除污垢杂物记录管道(设备)名称规格数量清污情况安装完毕冲洗除污记录管路系统名称始讫层次出现问题修复记录目测水质结论日期专业监理工程师(建设单位项目专业技术负责人)施工单位质检员施工员试验员冷凝水管道系统充水试验记录质控(通)表 4.5.3-9 共页第页单位(子单位)工程名称分部(子分部)工程名称施工单位分包单位冷凝水管道编号起始位置试验情况试验时间出现问题后修复情况结论专业监理工程师(建设单位项目专业技术负责人)施工单位质检员施工员试验员制冷设备运行调试记录质控(通)表 4.5.5 共页第页单位(子单位)工程名称分部(子分部)工程名称施工单位分包单位设备名称型号规格调试单位调试起始日期设备主要技术性能调试情况及结论:专业监理工程师(建设单位项目专业技术负责人)施工单位质检员施工员试验员设备单机试运转记录质控(通)表 4.5.6-1 共页第页单位(子单位)工程名称分部(子分部)工程名称施工单位分包单位设备名称型号规格连续运转时间(h)试运转日期主要技术性能电机绝缘电阻(MΩ)热继电器整定值(A)测试仪器仪表名称型号规格出厂编号检定单位检定有效期检定证书编号试运转情况电机单机设备单机噪声存在问题处理情况结论专业监理工程师(建设单位项目专业技术负责人)施工单位质检员施工员试验员风机盘管、吊顶式空调器水压试验、风机盘管单机试运转记录质控(通)表 4.5.6-2 共页第页单位(子单位)工程名称分部(子分部)工程名称施工单位分包单位设备名称型号规格工作压力主要技术性能试验用压力表型号规格出厂编号检定单位检定有效期检定证书编号出厂编号水压试验单机三速试运转试运转日期试验压力(MPa)保压时间(min)试验结果试验日期专业监理工程师(建设单位项目专业技术负责人)施工单位质检员施工员试验员现场组装的空调机组漏风检测记录质控(通)表4.5.6-3 共页第页单位(子单位)工程名称分部(子分部)工程名称施工单位分包单位设备名称型号规格主要技术参数允许漏风量(m3/h)测试压力(Pa)实测漏风量(m3/h)测试日期检测情况及附图说明:结论专业监理工程师(建设单位项目专业技术负责人)施工单位质检员施工员试验员系统风量及风口风量调试记录质控(通)表4.5.6-4 共页第页单位(子单位)工程名称分部(子分部)工程名称分项工程系统名称施工单位分包单位调试单位调试日期系统设计总风量(m3/h)实测总风量(m3/h)偏差(%)测试仪器仪表名称型号规格出厂编号检定单位检定有效期检定证书编号风口编号风口型号规格设计风量(m3/h)实测风量(m3/h)偏差(%)结论专业监理工程师(建设单位项目专业技术负责人)施工单位质检员施工员试验员系统流量及空调机组流量调试记录质控(通)表4.5.6-5 共页第页单位(子单位)工程名称分部(子分部)工程名称分项工程系统名称施工单位分包单位调试单位调试日期系统设计总流量(m3/h)实测总流量(m3/h)偏差(%)测试仪器仪表名称型号规格出厂编号检定单位检定有效期检定证书编号空调机组型号规格进水管径(mm)设计流量(m3/h)实测流量(m3/h)偏差(%)结论专业监理工程师(建设单位项目专业技术负责人)施工单位质检员施工员试验员空调房间温度、相对湿度及噪声测试记录质控(通)表4.5.6-6 共页第页单位(子单位)工程名称分部(子分部)工程名称分项工程系统名称施工单位分包单位调试单位调试日期测定仪器仪表名称型号规格出厂编号检定单位检定有效期检定证书编号房间编号设计温度实测温度设计相对湿度实测相对湿度设计噪声实测噪声结论专业监理工程师(建设单位项目专业技术负责人)施工单位施工员质检员试验员消防防排烟系统调试记录质控(通)表4.5.6-7 共页第页单位(子单位)工程名称施工单位分包单位调试单位调试日期测定仪器仪表名称型号规格出厂编号检定单位检定有效期检定证书编号调试记录:结论专业监理工程师(建设单位项目专业技术负责人)施工单位质检员施工员试验员风管与配件制作工程检验批质量验收记录(金属风管)080101□□080201□□080301□□080401□□080501□□单位(子单位)工程名称分部(子分部)工程名称验收部位施工单位项目经理分包单位分包项目经理施工执行标准名称及编号施工质量验收规范的规定施工单位检查评定记录监理(建设)单位验收记录主控项目1 材料种类、性能及厚度第4.2.1条2 防火风管材料及密封垫料第4.2.3条3风管强度及严密性、工艺性检测第4.2.5条4 风管的连接第4.2.6条5 风管的加固第4.2.10条6 矩形弯管制作及导流片第4.2.12条7 净化空调风管第4.2.13条一般项目1 圆形弯管制作第4.3.1-1条2 风管外观质量和外形尺寸第4.3.1-2.3条3 焊接风管第4.3.1-4条4 法兰风管制作第4.3.2条5 铝板或不锈钢板风管第4.3.2-4条6 无法兰圆形风管制作第4.3.3条7 无法兰矩形风管制作第4.3.3条8 风管的加固第4.3.4条9 净化空调风管第4.3.11条施工单位检查评定结果专业工长(施工员)施工班组长项目专业质量检查员:年月日监理(建设)单位验收结论专业监理工程师:(建设单位项目专业技术负责人)年月日风管与配件制作工程检验批质量验收记录(非金属、复合材料风管)080101□□080201□□080301□□080401□□080501□□单位(子单位)工程名称分部(子分部)工程名称验收部位施工单位项目经理分包单位分包项目经理施工执行标准名称及编号施工质量验收规范的规定施工单位检查评定记录监理(建设)单位验收记录主控项目1 材料种类、性能及厚度第4.2.2条2 复合材料风管的材料第4.2.4条3风管强度及严密性、工艺性检测第4.2.5条4 风管的连接第4.2.7条5 复合材料风管法兰连接第4.2.8条6 砖、混凝土风道的变形缝第4.2.9条7 风管的加固第4.2.11条8 矩形弯管制作及导流片第4.2.12条9 净化空调风管第4.2.13条一般项目1 风管制作第4.3.1条2 硬聚氯乙烯风管第4.3.5条3 有机玻璃钢风管第4.3.6条4 无机玻璃钢风管第4.3.7条5 砖、混凝土风管第4.3.8条6 双面铝箔绝热板风管第4.3.9条7 铝箔玻璃纤维板风管第4.3.10条8 净化空调风管第4.3.11条施工单位检查专业工长(施工员)施工班组长评定结果项目专业质量检查员:年月日监理(建设)单位验收结论专业监理工程师:(建设单位项目专业技术负责人)年月日风管部件与消声器制作工程检验批质量验收记录080105□□080405□□080505□□单位(子单位)工程名称分部(子分部)工程名称验收部位施工单位项目经理分包单位分包项目经理施工执行标准名称及编号施工质量验收规范的规定施工单位检查评定记录监理(建设)单位验收记录主控项目1 一般风阀第5.2.1条2 电动气动风阀第5.2.2条3 防火阀、排烟阀(口)第5.2.3条4 防爆风阀第5.2.4条5 净化空调希统风阀第5.2.5条6 特殊风阀第5.2.6条7 防排烟柔性短管第5.2.7条8 消声弯管、消声器第5.2.8条一般项目1 调节风阀第5.3.1条2 止回风阀第5.3.2条3 插板风阀第5.3.3条4 三通调节风阀第5.3.4条5 风量平衡阀第5.3.5条6 风罩第5.3.6条7 风帽第5.3.7条8 矩形弯管导流叶片第5.3.8条9 柔性短管第5.3.9条10 消声器第5.3.10条11 检查门第5.3.11条12 风口验收第5.3.12条施工单位检查专业工长(施工员)施工班组长评定结果项目专业质量检查员:年月日监理(建设)单位验收结论专业监理工程师:(建设单位项目专业技术负责人)年月日风管系统安装工程检验批质量验收记录(送、排风,防排烟,除尘系统)080103□□080203□□080303□□080403□□080503□□单位(子单位)工程名称分部(子分部)工程名称验收部位施工单位项目经理分包单位分包项目经理施工执行标准名称及编号施工质量验收规范的规定施工单位检查评定记录监理(建设)单位验收记录主控项目1 风管穿越防火、防爆墙第6.2.1条2 风管安装第6.2.2条3 高于80℃风管系统第6.2.3条4 风管部件安装第6.2.4条5 防火阀、排烟阀安装第6.2.5条6 手动密闭阀安装第6.2.9条7 风管严密性检验第6.2.8条一般项目1 风管系统安装第6.3.1条2 无法兰风管系统安装第6.3.2条3 风管连接的水平、垂直度第6.3.3条4 风管支、吊架安装第6.3.4条5 复合材料风管安装第6.3.6条6 非金属风管安装第6.3.5条7 风阀安装第6.3.8条8 风帽安装第6.3.9条9 吸、排风罩安装第6.3.10条10 风口安装第6.3.11条施工单位检查评定结果专业工长(施工员)施工班组长项目专业质量检查员:年月日监理(建设)单位验收结论专业监理工程师:(建设单位项目专业技术负责人)年月日风管系统安装工程检验批质量验收记录(空调系统)080403□□单位(子单位)工程名称分部(子分部)工程名称验收部位施工单位项目经理分包单位分包项目经理施工执行标准名称及编号施工质量验收规范的规定施工单位检查评定记录监理(建设)单位验收记录主控项目1风管穿越防火、防爆墙(楼板)第6.2.1条2 风管内严禁其他管线穿越第6.2.2-1条3 易燃、易爆环境风管第6.2.2-2条4 室外立管的固定拉索第6.2.2-3条5 高于80℃风管系统第6.2.3条6 风管部件安装第6.2.4条7 手动密闭阀安装第6.2.9条8 风管严密性检验第6.2.8条一般项目1 风管系统安装第6.3.1条2 无法兰风管系统安装第6.3.2条3 风管连接的水平、垂直质量第6.3.3条4 风管支、吊架安装第6.3.4条5 铝板、不锈钢板风管安装第6.3.1-8条6 非金属风管安装第6.3.5条7 复合材料风管安装第6.3.6条。