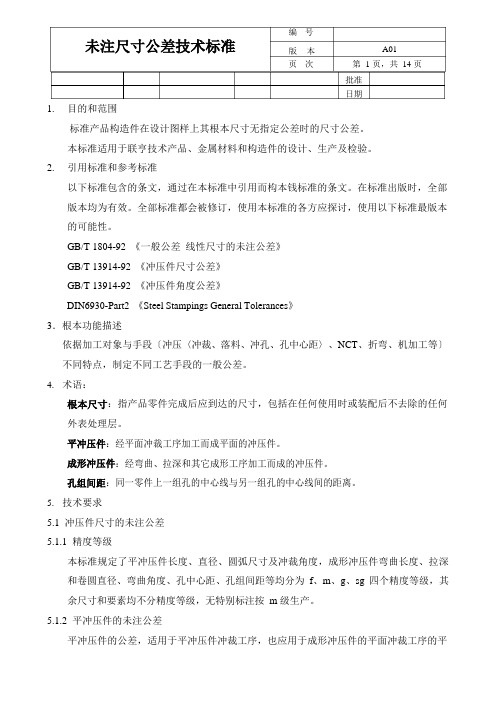
日本未注尺寸公差
未注尺寸、形位公差的公差值

4.基本尺寸小于1mm时,H14至H18、h14至h18和JS14(js14)至JS18(js18)均不采用。
未注形位公差的公差值(GB/T1184—1996)
圆柱度
遵守
必须在最大实体边界之内,可充满整个尺寸公差带。当处处都为最大实体尺寸时,圆柱度误差为0
不遵守
由圆度、素线的直线度未注公差控制(限于用两点法测量)
ቤተ መጻሕፍቲ ባይዱ平行度
遵守
必须在最大实体边界之内,其未注公差值等于给出的尺寸公差值或直线度和平面度未注公差值中的较大者
不遵守
由平面度、直线度未注公差值控制
垂直度
—
直线度、平面度
垂直度
对称度
圆跳动
基本长度
公差等级
基本长度
公差等级
基本长度
公差等级
公差等级
H
K
L
H
K
L
H
K
L
H
K
L
≤10
0.02
0.05
0.1
≤100
0.2
0.4
0.6
≤100
0.5
0.6
0.6
0.1
0.2
0.5
>10~30
0.05
0.1
0.2
>30~100
0.1
0.2
0.4
>100~300
0.2
0.4
0
-1.40
400
500
+1.55
0
±0.775
未注尺寸公差技术规范
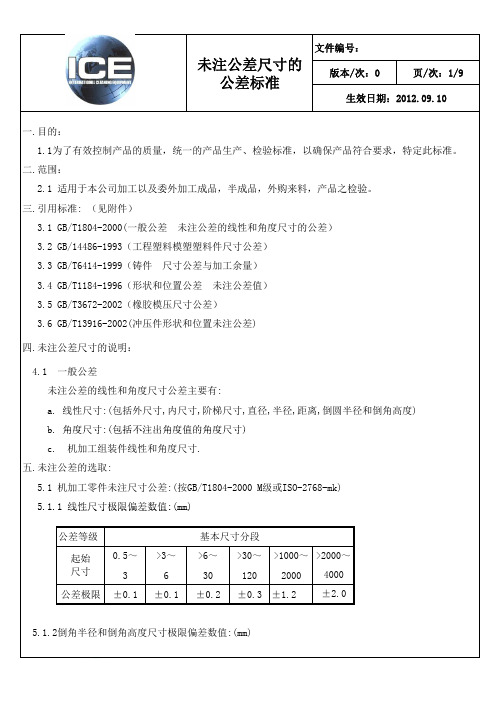
编号未注尺寸公差技术标准版本页次1.目的和范围A01第 1 页,共14 页批准日期标准产品构造件在设计图样上其根本尺寸无指定公差时的尺寸公差。
本标准适用于联亨技术产品、金属材料和构造件的设计、生产及检验。
2.引用标准和参考标准以下标准包含的条文,通过在本标准中引用而构本钱标准的条文。
在标准出版时,全部版本均为有效。
全部标准都会被修订,使用本标准的各方应探讨,使用以下标准最版本的可能性。
GB/T 1804-92 《一般公差线性尺寸的未注公差》GB/T 13914-92 《冲压件尺寸公差》GB/T 13914-92 《冲压件角度公差》DIN6930-Part2 《Steel Stampings General Tolerances》3.根本功能描述依据加工对象与手段〔冲压〈冲裁、落料、冲孔、孔中心距〉、NCT、折弯、机加工等〕不同特点,制定不同工艺手段的一般公差。
4.术语:根本尺寸:指产品零件完成后应到达的尺寸,包括在任何使用时或装配后不去除的任何外表处理层。
平冲压件:经平面冲裁工序加工而成平面的冲压件。
成形冲压件:经弯曲、拉深和其它成形工序加工而成的冲压件。
孔组间距:同一零件上一组孔的中心线与另一组孔的中心线间的距离。
5.技术要求5.1冲压件尺寸的未注公差5.1.1精度等级本标准规定了平冲压件长度、直径、圆弧尺寸及冲裁角度,成形冲压件弯曲长度、拉深和卷圆直径、弯曲角度、孔中心距、孔组间距等均分为f、m、g、sg 四个精度等级,其余尺寸和要素均不分精度等级,无特别标注按m 级生产。
5.1.2平冲压件的未注公差平冲压件的公差,适用于平冲压件冲裁工序,也应用于成形冲压件的平面冲裁工序的平根本尺寸公 差 厚度尺寸范围1~6>6~10>10~25>25~63>63~160>160~400>400~1000>1000~6300面尺寸。
5.1.2.1 平冲压件长度 L 、直径D 、d 尺寸(图 1)的极限偏差按表 1 规定。
未标注尺寸公差
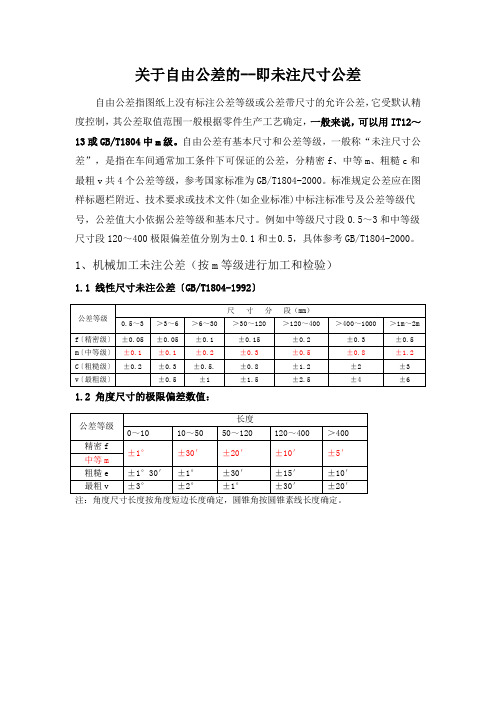
关于自由公差的--即未注尺寸公差自由公差指图纸上没有标注公差等级或公差带尺寸的允许公差,它受默认精度控制,其公差取值范围一般根据零件生产工艺确定,一般来说,可以用IT12~13或GB/T1804中m级。
自由公差有基本尺寸和公差等级,一般称“未注尺寸公差”,是指在车间通常加工条件下可保证的公差,分精密f、中等m、粗糙c和最粗v共4个公差等级,参考国家标准为GB/T1804-2000。
标准规定公差应在图样标题栏附近、技术要求或技术文件(如企业标准)中标注标准号及公差等级代号,公差值大小依据公差等级和基本尺寸。
例如中等级尺寸段0.5~3和中等级尺寸段120~400极限偏差值分别为±0.1和±0.5,具体参考GB/T1804-2000。
1、机械加工未注公差(按m等级进行加工和检验)1.1 线性尺寸未注公差〔GB/T1804-1992〕1.2 角度尺寸的极限偏差数值:注:角度尺寸长度按角度短边长度确定,圆锥角按圆锥素线长度确定。
1.3 倒圆半径与倒角高度尺寸的极限偏差数值:1.4 直线度和平面度未注公差〔GB/T1184-1996〕1.5 垂直度未注公差〔GB/T1184-1996〕1.6 对称度未注公差〔GB/T1184-1996〕注:取两要素中较长者为基准,另一要素为被测要素。
1.7 圆跳动未注公差〔GB/T1184-1996〕1.6 其他形状和位置未注公差(1)圆度未注公差值等于标准直径公差值,但不能大于上表圆跳动值;(2)圆柱度未注公差值不作规定。
它由圆度、直线度和相对素线平行度误差组成;(3)同轴度未注公差值未作规定。
其公差值可使用径向圆跳动值;(4)线轮廓度、面轮廓度、倾斜度、位置度和全跳动未注公差均由各要素注出或未注形位公差、线性尺寸公差或角度公差控制。
1.7 表面粗糙度零件表面都应注明粗糙度等级。
如果较多表面为相同表面粗糙度等级,则集中在图样右上角标注,并加“其余”字样。
尺寸公差配合及未注公差的一般要求
尺寸公差配合及未注公差一、什么是公差定义:公差是指允许尺寸,几何形状和相互位置误差变动的范围,用以限制加工误差。
规定公差的原则是在保证满足产品使用性能的前提下,给出尽可能大的公差。
(一)尺寸、偏差、公差配合的各基本术语和定义1、尺寸的术语:①尺寸:尺寸是以特定单位表示线性尺寸值的数值。
如:直径、半径、宽度、深度、中心距等。
常用mm、µm为特定单位。
②基本尺寸:基本尺寸是用来与上、下偏差计算出最大,最小极限尺寸的尺寸,是设计给定出的尺寸。
③实际尺寸:实际尺寸是通过测量获得的某一孔,轴的尺寸。
④极限尺寸:极限尺寸是一个孔或轴允许的尺寸变化的两个极端值。
2、偏差的术语①偏差:某一个尺寸(实际尺寸、极限尺寸等)减其基本尺寸所得的代数差称为偏差。
分为实际偏差和极限偏差。
a实际偏差:即实际尺寸减其基本尺寸所得的代数差。
b极限偏差:即极限尺寸减其基本尺寸所得的代数差最大极限尺寸减其基本尺寸所得的代数差称为上偏差。
最小极限尺寸减其基本尺寸所得的代数差称为下偏差。
3、尺寸公差(简称公差):指最大极限尺寸减最小极限尺寸之差或上偏差减下偏差之差。
公差是允许尺寸的变动量。
4、零线与公差带由于公差与偏差的数值与尺寸数值相比,差别很大,不便用同一比例表示,故采用公差与配合图解(简称公差带图)来表示:如图:以基本尺寸为零线(零偏差线),用适当的比例画出两极限偏差,以表示尺寸允许变动的界限及及范围,称为公差范围。
①零线:在极限等配合图解中,表示基本尺寸的一条直线,以其为基准确定偏差和公差。
②公差带:在公差带图中,由代表上偏差和下偏差,或最大极限尺寸和最小术限尺寸的两条直线所限定的区域,称公差带。
包括:公差带大小与公差带位置两个参数。
二、配合:基本尺寸相同的相互结合的孔和轴公差带之间的关系。
分三种:间隙配合、过盈配合、过渡配合。
(一) 间隙配合:保证具有间隙(包括最小间隙等于零)的配合。
此时孔的公差带在轴的公差带之上。
未注尺寸公差、未注形位公差及表面粗糙度

未注尺寸公差、未注形位公差及表面粗糙度一、未注尺寸公差按GB/T1804(1)线性尺寸的极限偏差数值(GB/T1804-2000)(mm)(2)倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm(3)角度尺寸的极限偏差数值(GB/T1804-2000)二、未注形位公差按GB/T1184(4)直线度和平面度未注公差值(GB/T1184-1996)(mm)(5)垂直度未注公差值(GB/T1184-1996)(mm)(6)对称度未注公差值(GB/T1184-1996)(mm)(7)圆跳动的未注公差值(GB/T1184-1996)(mm)三、选用原则(1)机械加工未注尺寸公差一般选用“m”级,未注形位公差一般选用“K”级。
(2)板金加工未注尺寸公差一般选用“c”级,未注形位公差一般选用“L”级。
四、表面粗糙度零件的表面都应该注明粗糙度的等级。
如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。
粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级。
(1)取样长度和评定长度的选用值(GB/T1031-1995)Ra(μm)Rz(μm)取样长度l(mm) 评定长度l n(mm)>0.003~0.02 >0.025~0.10 0.08 0.4>0.02~0.10 >0.1~0.50 0.25 1.25>0.1~2.0 >0.50~10.0 0.8 4.0>2.0~10.0 >10.0~50 2.5 12.5>10.0~80 >50~320 8.0 40.0(2)轮廓算术平均偏差Ra的数值(GB/T1031-1995)(μm)第1系列0.012, 0.025, 0.050, 0.10, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100第2系列0.008, 0.010, 0.016, 0.020, 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80注:尽量选择第1系列(3)轮廓最大高度Rz的数值(GB/T1031-1995)(μm)第1系列0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100,200,400,800,1600,第2系列0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80,125,160,250,320,500,630注:尽量选择第1系列。
常用的国内国际未注尺寸公差标准对照
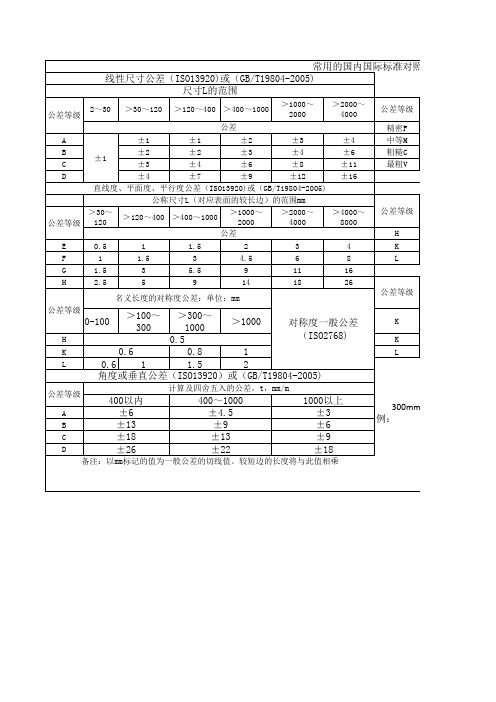
公差等级 A B C D 2~30 >30~120 >120~400 >400~1000 公差 ±1 ±1 ±2 ±3 ±4 ±2 ±2 ±3 ±4 ±6 ±1 ±3 ±4 ±6 ±8 ±11 ±4 ±7 ±9 ±12 ±16 直线度、平面度、平行度公差(ISO13920)或(GB/T19804-2005) 公称尺寸L(对应表面的较长边)的范围mm >30~ >1000~ >2000~ >4000~ >120~400 >400~1000 120 2000 4000 8000 公差等级 公差 E F G H 公差等级 H K L 0.5 1 1.5 2.5 1 1.5 2 1.5 3 4.5 3 5.5 9 5 9 14 名义长度的对称度公差:单位:mm 3 6 11 18 4 8 16 26 >1000~ 2000 >2000~ 4000 公差等级 精密F 中等M 粗糙C 最粗V
300mm
那么这个部位的垂直度就要这样计算:以短边的边 300mm换算成0.3x6(左侧的公差表)=1.8mm,那么 它的垂直度公差为1.8mm(其它尺寸以此类推)
例:
1200mm
>1000~20 直线度和平 公差等级 H K L
表2-垂直度一 公差等级 K K L
0-100
>300~ >1000 对称度一般公差 1000 0.5 (ISO2768) 0.6 0.8 1 0.6 1 1.5 2 角度或垂直公差(ISO13920)或(GB/T19804-2005)
计算及四舍五入的公差,t,mm/m
>100~ 300
公差等级 A B C D
400以内 ±6 ±13 ±18 ±26
未注尺寸公差国家标准
未注尺寸公差国家标准在工程设计和制造过程中,尺寸公差是一个非常重要的概念。
尺寸公差是指零件尺寸允许的最大偏差和最小偏差之间的差值范围。
在实际生产中,尺寸公差的合理设置对于保证零件的装配质量、使用性能和经济性都起着至关重要的作用。
然而,目前我国在尺寸公差标准方面存在着一些问题,其中之一就是未注尺寸公差国家标准。
未注尺寸公差国家标准的存在,给工程设计和制造带来了一定的困扰和不便。
因此,我们有必要对未注尺寸公差国家标准进行深入的研究和探讨。
首先,未注尺寸公差国家标准的问题主要表现在以下几个方面,一是在国家标准中未对某些特定的尺寸公差进行明确的规定和说明,导致在实际生产中存在着一定的混乱和不确定性;二是一些行业标准或企业标准与国家标准存在差异,这就需要在实际应用中进行一定的调整和处理;三是一些新材料、新工艺的应用,也需要及时更新和完善相应的尺寸公差标准。
针对以上问题,我们需要采取一系列的措施来解决。
首先,应当加强对尺寸公差标准的宣传和普及,提高设计和制造人员对尺寸公差标准的认识和理解,从而减少因为标准不清晰而引起的误解和错误。
其次,应当加强与行业协会和企业的沟通和合作,及时了解和分享行业标准和企业标准的最新动态,以便更好地统一标准,减少标准之间的差异。
最后,应当及时跟踪和研究新材料、新工艺的发展趋势,积极参与标准的修订和制定工作,确保尺寸公差标准能够与时俱进。
总的来说,未注尺寸公差国家标准是一个需要引起重视的问题,解决这个问题需要我们共同努力。
只有通过加强标准的宣传和普及,加强与行业和企业的合作,及时跟踪和研究新材料、新工艺的发展趋势,我们才能够更好地解决未注尺寸公差国家标准所带来的种种问题,推动我国尺寸公差标准的不断完善和提高。
未注公差的直径尺寸公差(IT10-14)

未注公差的直径尺寸公差(IT10-14)未注公差尺寸的极限偏差(GB/T1800.1-1997)公称尺寸公差等级公称尺寸公差等级IT10 IT11 IT12 IT13 IT14 IT10IT11IT12 IT13 IT14大于至单位:mm大于至单位:mm- 3 0.04 0.06 0.1 0.14 0.25 315 400 0.230.36 0.57 0.89 3.603 6 0.0480.0750.12 0.18 0.30 400 5000.250.4 0.63 0.97 4.006 10 0.0580.09 0.15 0.22 0.36 500 6300.280.44 0.7 1.1 4.410 18 0.07 0.11 0.18 0.27 0.43 630 800 0.320.5 0.8 1.25 5.018 30 0.0840.13 0.21 0.33 0.52 800 10000.360.56 0.9 1.4 5.630 50 0.1 0.16 0.25 0.39 0.62 1000 1250 0.420.66 1.05 1.65 6.650 80 0.12 0.19 0.3 0.46 0.74 1250 1600 0.5 0.78 1.25 1.95 7.8 80 120 0.14 0.22 0.35 0.54 0.87 1600 2000 0.6 0.92 1.5 2.3 9.2 120 180 0.16 0.25 0.4 0.63 1.00 2000 2500 0.7 1.1 1.75 2.8 11.0180 250 0.1850.29 0.46 0.72 1.15 2500 31500.861.352.13.3 13.5250 315 0.21 0.32 0.52 0.81 1.30 -----未注公差尺寸的极限中差值(或基本偏差JS\js的±值)未注公差尺寸的(h)-中差值及基本偏差JS\js的±值(GB/T1800.1-1997)公称尺寸公差等级IT10IT10/2IT11IT11/2IT12IT12/2IT13IT13/2IT14IT14/2大于至单位:mm- 3 0.98 0.02 0.97 0.03 0.95 0.05 0.93 0.07 0.875 0.125 3 6 0.976 0.024 0.963 0.037 0.94 0.06 0.91 0.09 0.85 0.15 6 10 0.971 0.029 0.955 0.045 0.925 0.075 0.89 0.11 0.82 0.18 10 18 0.965 0.035 0.945 0.055 0.91 0.09 0.865 0.135 0.785 0.215 18 30 0.958 0.042 0.935 0.065 0.895 0.105 0.835 0.165 0.74 0.2630 50 0.95 0.05 0.92 0.08 0.875 0.125 0.805 0.195 0.69 0.31 50 80 0.94 0.06 0.905 0.095 0.85 0.15 0.77 0.23 0.63 0.37 80 120 0.93 0.07 0.89 0.11 0.825 0.175 0.73 0.27 0.565 0.435 120 180 0.92 0.08 0.875 0.125 0.8 0.2 0.685 0.315 0.5 0.5 180 250 0.908 0.092 0.855 0.145 0.77 0.23 0.64 0.36 0.425 0.575 250 315 0.895 0.105 0.84 0.16 0.74 0.26 0.595 0.405 0.35 0.65 315 400 0.885 0.115 0.82 0.18 0.715 0.285 0.555 0.445 - 1.8 400 500 0.875 0.125 0.8 0.2 0.685 0.315 0.515 0.485 - 2 500 630 0.86 0.14 0.78 0.22 0.65 0.35 0.45 0.55 - 2.2 630 800 0.84 0.16 0.75 0.25 0.6 0.4 0.375 0.625 - 2.5 800 1000 0.82 0.18 0.72 0.28 0.55 0.45 0.3 0.7 - 2.8 1000 1250 0.79 0.21 0.67 0.33 0.475 0.525 0.175 0.825 - 3.3 1250 1600 0.75 0.25 0.61 0.39 0.375 0.625 0.025 0.975 - 3.9 1600 2000 0.7 0.3 0.54 0.46 0.25 0.75 - 1.15 - 4.6 2000 2500 0.65 0.35 0.45 0.55 0.125 0.875 - 1.4 - 5.5 2500 3150 0.57 0.43 0.325 0.675 - 1.05 - 1.65 - 6.75标准公差等级的选择公差等级应用条件说明应用举例IT10 应用条件与IT9相类似,但精度要求低于IT9 电子仪器仪表中支架上的配合,打字机中铆合件的配合尺寸,闹钟机构中的中心管与前夹板,轴套与轴,手表中尺寸小于18mm时要求一般的未注公差尺寸及大于18mm要求较高的未注公差尺寸,发动机中油封档圈孔与曲轴皮带轮毂IT11 配合精度要求较粗糙,机床上法兰盘止口与孔、滑块与滑移齿轮、凹槽等,农业装配后可能有较大的间隙,特别适用于要求间隙较大且有显著变动而不会引起危险的场合机械、机车车箱部件及冲压加工的配合零件,钟表制造中不重要的零件,手表制造用的工具及设备中的未注公差尺寸,纺织机械中较粗糙的活动配合,印染机械中要求较低的配合,医疗器械中手术刀片的配合,磨床制造中的螺纹连接及粗糙的动连接,不作测量基准用的齿轮顶圆直径公差IT12 配合精度要求很粗糙,装配后有很大的间隙非配合尺寸及工序间尺寸,发动机分离杆,手表制造中工艺装备的未注公差尺寸,计算机行业切削加工中未注公差尺寸的极限偏差,医疗器械中手术刀柄的配合,机床制造中扳手孔与扳手座的连接IT13 应用条件与ITl2相类似非配合尺寸及工序间尺寸,计算机、打字机中切削加工零件及圆片孔、二孔中心距的未注公差尺寸IT14 用于非配合尺寸及不包括在尺寸链中的尺寸机床、汽车、拖拉机、冶金矿山、石油化工、电机、电器、仪器、仪表、造船、航空、医疗器械、钟表、自行车、造纸、纺织机械等工业中未注公差尺寸的切削加工零件技术要求、技术文件(如企业标准)中注出标准号及公差等级代号。
未注公差尺寸标准
>63~ 160
0.5~1 ±0.36 1~3 ±0.5 3~6 ±0.64
±0.48 ±0.68 ±0.88
>6 ±0.78 ±1.00
0.5 ±0.36 ±0.42
160~ 400
0.5~1 ±0.5 1~3 ±0.7 3~6 ±0.9
±0.62 ±0.88 ±1.1
>6 ±1.1 ±1.4
文件编号:
0.5 ±0.48 ±0.62
400~ 0.5~1 ±0.66 ±0.88 1000 1~3 ±0.94 ±1.1
3~6 ±1.2 ±1.4
>6 ±1.4 ±1.6
0.5 ±0.7
1000~ 5300
0.5~1 ±0.98 1~3 ±1.4 3~6 ±1.6
>6 ±1.9
5.4.2 冲裁,成型圆角半径极限偏差数值(M级):(mm)
公差等级
起始 尺寸
公差极限
≤100 0.6
基本长度分段
>100~ >300~ >1000~
300 1000 3000
0.6
0.8
1
取两面要素中的较长的一边为基准,较短的一边作为被测要素. 5.2.6 同轴度,圆跳动和全跳动未注公差数值: (mm/um)
5.2.6.1 在极限情况下,同轴的未注公差可以和下表中规定的径向跳动的未注公差相等。 5.2.6.2.圆跳动的未注公差按下表选取: mm
1000~
2500 ±4°
公差 等级
2
≤10 ≤0.12
基本长度或测量要素(L-长,H-高,D-外径) 10~25 25~63 63~160 160~400 400~
1000 ≤0.20 ≤0.30 ≤0.50 ≤0.80 ≤1.20
日本图纸说明
日本图纸说明日本图纸说明一、图幅说明日本图纸图幅各部分功能如下:切削未注表面冲压材质原材热处图纸表面重量机型图号表面不加二、日本图纸视角日本采用的是第三视角法(在图纸图框右下角用“第3角法”标出),中国采用的是第一视角法。
第一视角法,也称第一象限法,俗称投影法;第三视角法,也称第三象限法,俗称镜面法。
第一角和第三角的区别:任何物体在空间位置都有八个位置,即所谓视角。
第一视角就是把物体放在座标系的第一象限;人在第一象限前方,人眼位置是光源,是人眼-物体-图形的顺序。
把物体向YZ平面投影得到主视图,向XY平面投影得到府视图,向XZ 平面投影得到右视图。
即物体放在图纸和你的眼睛中间,从眼睛方向投影到图纸上。
第三视角就是把物体放在座标系的第三象限,人还是在第一象限前方,用人眼透过座标平面去看物体,是人眼-图形-物体的顺序。
人眼所看到的物体在YZ平面留下的投影得到主视图,在XY平面留下的投影得到仰视图,在XZ平面留下的投影得到左视图。
第三视角是所见即所得,眼前看到什么就画下什么。
即图纸放在实物和你的眼睛中间,实物往你的眼睛方向投影到图纸上,简单说就是左视图在左边,右视图在右边。
三、表面粗糙度日本用倒三角符号表示粗糙度,如下表所示,一个▽表示粗糙度25,两个▽表示6.3,三个▽表示1.6,四个▽表示0.2,“~”表示不作表面粗糙度要求的表面(按原材料的精度控制)。
注:1、若表面粗糙度符号上有字母“G”,代表研磨、磨削加工。
四、尺寸公差日本图纸中很少标注尺寸公差,一般根据制作工艺的不同和孔、外形的类别加以区分。
注意:并不是尺寸要求不严格才不标注公差的,只有在一般未注公差不能满足要求情况下才在图纸上标注公差,有时候标注的公差要比一般未注公差宽松。
1、切削加工一般公差尺寸(mm)公差(中级)0.5-6 ±0.1>6-30 ±0.2>30-120 ±0.3>120-315±0.5>315-1000±0.8 2、钻头加工一般公差尺寸(mm)尺寸差(孔径)尺寸差(孔间)0.5-6 +0.1±0.1>6-30 +0.2±0.2>30-120 +0.3±0.3>120-315 / ±0.5 >315-1000 / ±0.8 >1000-2000 / ±1.23、冲压加工一般公差尺寸(mm) 尺寸差(孔径)尺寸差(孔间)尺寸差(外形)尺寸差(角度)0.5-30+0.1±0.2 ±0.4 ±1°>30-120+0.2±0.3 ±0.7 ±30′>120-315+0.4±0.5 ±1 ±20′>315-1000 / ±0.9 ±1.8 ±10′>1000-2000 / ±1.5 ±3 / 4、焊接加工一般公差尺寸(mm)尺寸差(孔间)尺寸差(外形)尺寸差(角度)0.5-30 ±0.2 ±1 ±1°>30-120 ±0.3 ±1.5 ±30′>120-315 ±0.5 ±2 ±20′>315-1000 ±0.8 ±3 ±10′>1000 ±1.5 ±4 /五、焊接符号说明日本的焊接符号与中国基本相同,存在以下几点差异:1、焊缝高度日本图纸中没有对焊缝尺寸进行标注,如下表所示,焊缝高度的确定是根据焊接板材的料厚和单侧、双侧焊接确定的。
未注尺寸公差等级表
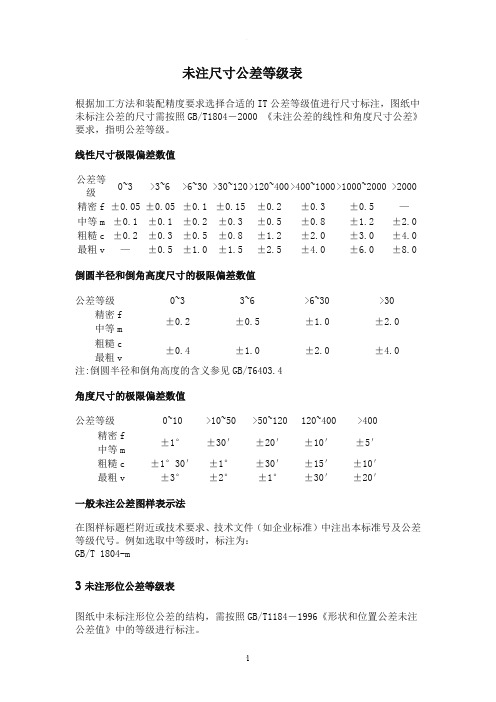
未注尺寸公差等级表根据加工方法和装配精度要求选择合适的IT公差等级值进行尺寸标注,图纸中未标注公差的尺寸需按照GB/T1804-2000 《未注公差的线性和角度尺寸公差》要求,指明公差等级。
线性尺寸极限偏差数值公差等0~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 >2000 级精密f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 —中等m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2.0 粗糙c ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2.0 ±3.0 ±4.0 最粗v —±0.5 ±1.0 ±1.5 ±2.5 ±4.0 ±6.0 ±8.0 倒圆半径和倒角高度尺寸的极限偏差数值公差等级0~3 3~6 >6~30 >30精密f±0.2 ±0.5 ±1.0 ±2.0 中等m粗糙c±0.4 ±1.0 ±2.0 ±4.0 最粗v注:倒圆半径和倒角高度的含义参见GB/T6403.4角度尺寸的极限偏差数值公差等级0~10 >10~50 >50~120 120~400 >400 精密f±1°±30′±20′±10′±5′中等m粗糙c ±1°30′±1°±30′±15′±10′最粗v ±3°±2°±1°±30′±20′一般未注公差图样表示法在图样标题栏附近或技术要求、技术文件(如企业标准)中注出本标准号及公差等级代号。
未注尺寸公差和形位公差

0.13mm(0.005″)
3.4mm-6.6mm(9/64″-1/4″)
0.03mm(0.001″)
0.15mm(0.006″)
6.6mm-11.3mm(17/64″-7/16″)
0.05mm(0.002″)
0.18mm(0.007″)
11.3mm-19.3mm(29/64″-3/4″)
键槽两侧面相对于它地中心线地平行度在0.025mm(0.001″)之内.
6.3.圆角半径
键槽上地圆角半径最大为0.25mm(0.010″).
7.倒圆角
在工程图纸上若注明倒圆角处也允许用倒棱角代替,例如:R0.050-0.070(可选择0.020-0.040X45º倒角),则落在半径极限区域内地任何轮廓线都是允许地.见图A1:齿根圆角处地允许倒角范围.
5.1.5.表1所列地孔公差,不可用于锥孔(锥孔公差参见相应地ASME标准).
5.1.6.钻孔-二种用途
所钻地孔有二种用途,例如所钻地油孔有螺纹通端,以便装上堵头或接头,这类孔应根据孔地结构分别给定相应地公差.
5.1.7.钻孔直径地测量
用于钻孔测量,塞规直径应确定为比名义钻孔直径小0.01mm(0.0005″)以内.所用塞规尺寸应在这个直径地基础上,选用适当地塞规制造厂公差.
5.1.2.5.1.2.钻底孔-锥螺纹
直螺纹底孔直径,应通过选择合适地螺纹底孔钻头和铰刀进行控制,使钻出地孔内径在ASME B1.20.3.定地极限以内.建议螺纹底孔钻头尺寸列在CES18161.
5.1.3.钻孔-螺栓孔和一般用途孔
5.1.4.除非另外指定,螺栓孔和一般用途孔地直径公差应符合表1:钻孔-螺栓孔和一般用途孔.一般用途孔是指那些用作液体和气体通道、减重孔以及无特殊间隙要求地孔.
未注公差的直径尺寸公差(IT10_14)

未注公差尺寸的极限偏差(GB/T1800.1-1997)公称尺寸公差等级公称尺寸公差等级IT10 IT11 IT12 IT13 IT14 IT10 IT11 IT12 IT13 IT14大于至单位:mm 大于至单位:mm- 3 0.04 0.06 0.1 0.14 0.25 315 400 0.23 0.36 0.57 0.89 3.603 60.048 0.0750.12 0.18 0.30 400 500 0.25 0.4 0.63 0.97 4.006 100.0580.09 0.15 0.22 0.36 500 630 0.28 0.44 0.7 1.1 4.4 10 18 0.07 0.11 0.18 0.27 0.43 630 800 0.32 0.5 0.8 1.25 5.0 18 300.0840.13 0.21 0.33 0.52 800 1000 0.36 0.56 0.9 1.4 5.6 30 50 0.1 0.16 0.25 0.39 0.62 1000 1250 0.42 0.66 1.05 1.65 6.6 50 80 0.12 0.19 0.3 0.46 0.74 1250 1600 0.5 0.78 1.25 1.95 7.8 80 120 0.14 0.22 0.35 0.54 0.87 1600 2000 0.6 0.92 1.5 2.3 9.2 120 180 0.16 0.25 0.4 0.63 1.00 2000 2500 0.7 1.1 1.75 2.8 11.0 180 2500.1850.29 0.46 0.72 1.15 2500 3150 0.86 1.35 2.1 3.3 13.5 250 315 0.21 0.32 0.52 0.81 1.30 -----公称尺寸公差等级公称尺寸公差等级IT10/2IT11/2IT12/2IT13/2IT14/2IT10/2IT11/2IT12/2IT13/2IT14/2大于至单位:mm 大于至单位:mm- 3 0.02 0.03 0.05 0.070.125 315 4000.1150.18 0.285 0.445 1.83 6 0.024 0.037 0.06 0.09 0.15 400 5000.1250.2 0.315 0.485 2.0 6 10 0.029 0.0450.0750.11 0.18 500 630 0.14 0.22 0.35 0.55 2.2 10 18 0.035 0.055 0.09 0.1350.215630 800 0.16 0.25 0.4 0.625 2.5 18 30 0.042 0.0650.1050.165 0.26 800 1000 0.18 0.28 0.45 0.7 2.8 30 50 0.05 0.080.1250.195 0.31 1000 1250 0.21 0.33 0.525 0.825 3.3 50 80 0.06 0.095 0.15 0.23 0.37 1250 1600 0.25 0.39 0.625 0.975 3.980 120 0.07 0.110.175 0.270.4351600 2000 0.30 0.46 0.75 1.15 4.6120 180 0.08 0.125 0.2 0.315 0.5 2000 2500 0.35 0.55 0.875 1.4 5.5未注公差尺寸的极限中差值(或基本偏差JS\js的±值)未注公差尺寸的(h)-中差值及基本偏差JS\js的±值(GB/T1800.1-1997)公称尺寸公差等级IT10IT10/2 IT11IT11/2IT12IT12/2IT13IT13/2IT14IT14/2大于至单位:mm- 3 0.98 0.02 0.97 0.03 0.95 0.05 0.93 0.07 0.875 0.1253 6 0.976 0.024 0.963 0.037 0.94 0.06 0.91 0.09 0.85 0.156 10 0.971 0.029 0.955 0.045 0.925 0.075 0.89 0.11 0.82 0.1810 18 0.965 0.035 0.945 0.055 0.91 0.09 0.865 0.135 0.785 0.21518 30 0.958 0.042 0.935 0.065 0.895 0.105 0.835 0.165 0.74 0.2630 50 0.95 0.05 0.92 0.08 0.875 0.125 0.805 0.195 0.69 0.3150 80 0.94 0.06 0.905 0.095 0.85 0.15 0.77 0.23 0.63 0.3780 120 0.93 0.07 0.89 0.11 0.825 0.175 0.73 0.27 0.565 0.435120 180 0.92 0.08 0.875 0.125 0.8 0.2 0.685 0.315 0.5 0.5 180 250 0.908 0.092 0.855 0.145 0.77 0.23 0.64 0.36 0.425 0.575 250 315 0.895 0.105 0.84 0.16 0.74 0.26 0.595 0.405 0.35 0.65 315 400 0.885 0.115 0.82 0.18 0.715 0.285 0.555 0.445 - 1.8 400 500 0.875 0.125 0.8 0.2 0.685 0.315 0.515 0.485 - 2500 630 0.86 0.14 0.78 0.22 0.65 0.35 0.45 0.55 - 2.2 630 800 0.84 0.16 0.75 0.25 0.6 0.4 0.375 0.625 - 2.5 250 315 0.105 0.16 0.26 0.405 0.65 -----800 1000 0.82 0.18 0.72 0.28 0.55 0.45 0.3 0.7 - 2.8 1000 1250 0.79 0.21 0.67 0.33 0.475 0.525 0.175 0.825 - 3.3 1250 1600 0.75 0.25 0.61 0.39 0.375 0.625 0.025 0.975 - 3.9 1600 2000 0.7 0.3 0.54 0.46 0.25 0.75 - 1.15 - 4.6 2000 2500 0.65 0.35 0.45 0.55 0.125 0.875 - 1.4 - 5.5 2500 3150 0.57 0.43 0.325 0.675 - 1.05 - 1.65 - 6.75标准公差等级的选择公差等级应用条件说明应用举例IT10 应用条件与IT9相类似,但精度要求低于IT9 电子仪器仪表中支架上的配合,打字机中铆合件的配合尺寸,闹钟机构中的中心管与前夹板,轴套与轴,手表中尺寸小于18mm时要求一般的未注公差尺寸及大于18mm要求较高的未注公差尺寸,发动机中油封档圈孔与曲轴皮带轮毂IT11 配合精度要求较粗糙,装配后可能有较大的间隙,特别适用于要求间隙较大且有显著变动而不会引起危险的场合机床上法兰盘止口与孔、滑块与滑移齿轮、凹槽等,农业机械、机车车箱部件及冲压加工的配合零件,钟表制造中不重要的零件,手表制造用的工具及设备中的未注公差尺寸,纺织机械中较粗糙的活动配合,印染机械中要求较低的配合,医疗器械中手术刀片的配合,磨床制造中的螺纹连接及粗糙的动连接,不作测量基准用的齿轮顶圆直径公差IT12 配合精度要求很粗糙,装配后有很大的间隙非配合尺寸及工序间尺寸,发动机分离杆,手表制造中工艺装备的未注公差尺寸,计算机行业切削加工中未注公差尺寸的极限偏差,医疗器械中手术刀柄的配合,机床制造中扳手孔与扳手座的连接IT13 应用条件与ITl2相类似非配合尺寸及工序间尺寸,计算机、打字机中切削加工零件及圆片孔、二孔中心距的未注公差尺寸IT14 用于非配合尺寸及不包括在尺寸链中的尺寸机床、汽车、拖拉机、冶金矿山、石油化工、电机、电器、仪器、仪表、造船、航空、医疗器械、钟表、自行车、造纸、纺织机械等工业中未注公差尺寸的切削加工零件说明:采用(GB/T1800.1-1997)规定尺寸的一般(未注)公差,应在图样标题栏附近或技术要求、技术文件(如企业标准)中注出标准号及公差等级代号。
未注尺寸、形位公差规定

上海沪工电焊机制造有限公司沪焊标[2010] 27号关于“未注尺寸、形位公差规定”的通知各位设计、工艺、加工、检验人员:为了保证产品质量、根据公司实际需要,标准化室对本公司半成品自制件、外购件和外协件(以下简称半成品)的尺寸、形位公差做如下规定:1 设计上对半成品的尺寸、形位公差有特殊要求的,应在图样中标注出尺寸公差,加工、检验应按图样上标出的公差执行。
2 设计上对半成品尺寸、形位公差无特殊要求的,图样上允许不标注公差,但应在技术要求中说明;对已归档的老产品的图样的未注公差;加工、检验均应按如下执行:1) 钣金件未注线性尺寸公差、角度尺寸公差、倒圆半径尺寸公差和倒角高度尺寸公差均应按GB/T 1804中中等m级的规定,钣金件未注直线度、平面度、垂直度和对称度公差均应按GB/T 1184中K级的规定;2) 金工件未注线性和角度尺寸公差应按GB/T 1804中精密f级的规定,金工件未注直线度、平面度、垂直度、对称度和圆跳动(或圆度)公差均应按GB/T 1184中H 级的规定;3) 焊接件未注线性尺寸公差应按GB/T 19804中A级执行,焊接件未注角度尺寸公差应按GB/T 19804中B级的规定,焊接件未注直线度、平面度和平行度公差应按GB/T 19804中F级的规定;4) 丝印件未注线性尺寸公差应按GB/T 1804中粗糙c级的规定;5) 线束件未注线性尺寸公差应按GB/T 1804中最粗v级的规定;6) 变压器线圈未注线性尺寸公差应按GB/T 1804中粗糙c级的规定;7) 变压器铁心片(硅钢片)未注线性尺寸、垂直度公差:a) 有定位孔的变压器铁心片(硅钢片)应按表1的规定表1 有定位孔的变压器铁心片的未注公差值单位为毫米线性尺寸值 ≤250 >250~400 >400线性尺寸公差值 ≤0.10 ≤0.15 ≤0.18垂直度公差值 ≤0.15 ≤0.20 ≤0.30注:垂直度检验应取形成直角的两边中较长的一边作为基准,较短的一边作为被测要素,若两边的长度相等则可取其中的任意一边作为基准。
日本几何偏差测试标准
JIS UDC 744.44:621.753-1B 0621几何偏差的定义及表示JIS B 0621-1984昭和59年2月1日修正日本工业标准调查协会审议(日本规格协会发行)引用规格:JIS B 0021 几何公差的图示方法JIS B 0022 几何公差的成因的标准日本工业规格 JIS几何偏差的定义及表示 B 0621-19841.适用范围这一规格是,关于对象物体的形状偏差,姿态偏差,位置偏差及振动(以下,这些总称为几何偏差。
)的定义及表示的规定。
备考关于取决于作为几何偏差的允许值的几何公差的记号的表示及这些的图示方法,根据JIS B 0021(几何公差的图示方法)。
2.用语的含义对于这一规格所用主要用语的含义,如下所示。
(1)形状几何偏差的对象也就是点,线,轴线,面或中心面。
(2)单独形状没有基准关联,而规定几何偏差的形状。
(3)关联形状有基准关联,而规定几何偏差的形状。
(4)基准对于规定形状的姿态偏差,位置偏差,偏斜等设定的理论上的准确的几何学基准。
例如,几何学的基准对于点,直线,轴直线(1),平面及中心平面的情况,即所谓各自的基准点,基准直线,基准轴直线,基准平面及基准中心平面。
注(1)所谓轴直线,没有形状偏差轴线,也就是,作为几何学的准确的直线叫轴线。
备考关于基准的详细说明,根据JIS B 0022(几何公差的原因的标准)。
(5)直线形状功能上作为直线那样指定的形状。
例如,在平面形状以其垂直平面切断时在切口出现的断面轮廓线,轴线,圆柱的母线,刀口的前端等。
(6)轴线直线形状的中间,在作为圆柱或长方体那样指定的对象物体的各横断面上的连结断面轮廓线的中心(2)的线。
注(2)所谓断面轮廓线的中心,如果作为圆柱那样指定的对象物体,即为在其断面轮廓线外切最小的几何学的准确的圆(轴的场合)或内接最大的几何学的准确的圆(孔的场合)的中心。
(7)平面形状功能上作为平面那样指定的形状。
(8)中心面平面形状的中间,包含连结作为相互面对称的应有的两个面上的对应的两个点的直线的中点的面。