三菱工业液晶屏最新产线图
三菱触摸屏(人机界面)常见问题解析(一)
三菱触摸屏(人机界面)常见问题解析(一)三菱触摸屏F940G0T-BWD-C有没代替型号?更换需要什么变动吗?三菱触摸屏F940G0T-BWD-C现在已经停产了,可以用GT1050-QBBD这款代替的,都是5.7寸,2色的。
两者软件不同,F940使用的是DU软件,GT1050使用的JT-DESIGN(设计)软件,需要用JT软件把DU软件导出来在转换就可以啦!GT10系列触摸屏相关GT1030三菱触摸屏如何使用USB进行数据传输?使用USB转232电缆+ QC30R2连接,注意要在软件中选择合适的COM口三菱触摸屏突然断电了,之后会怎么动作?瞬时掉电<5ms时,继续动作。
长时间停电、电压低的时候,触摸屏动作停止;恢复上电之后将会自动重启。
三菱触摸屏液晶屏有亮点、黑点,而且闪烁,是不是触摸屏不好?三菱触摸屏有亮点(一直点亮的点)和黑点(不点亮的点)发生是液晶屏的特性。
液晶屏中有非常多的显示元件,因此不能保证100%不出现亮点和黑点。
此外,根据显示色不同,可能有闪烁出现。
出现亮点、黑点或者闪烁,并不是产品不好或者故障,而是其特性。
如何在三菱触摸屏系统菜单当中进行通讯监视?可以通过同时触摸屏幕左右上角进入系统菜单,然后触摸‘通讯设置’,接着触摸‘通讯监视’,其中黑底白字部分表示不执行发送或者接收。
三菱触摸屏的触摸定位不准确,如何校准?进入触摸屏系统菜单设置界面,选择‘校准’菜单,精确点击[+]号直到返回菜单设置界面即可三菱触摸屏实用菜单功能的启动方式。
1.无工程数据时,上电之后,触摸OK键即可以显示实用菜单。
2.显示编写的画面时,默认出厂设置是触摸左上角,即可显示实用菜单。
3.在画面中设置扩展功能开关,选择实用菜单,即可显示实用菜单。
使用三菱触摸屏时如何让窗口自动弹出?为窗口切换软元件赋值,数值为指定弹出窗口的编号即可。
GT10系列三菱触摸屏可以仿真吗使用GT Simulator3新软件可以仿真,软件版本需要在1.22Y以上支持。
三菱FX2N-64MR-001 PLC的饮料灌装生产流水线硬件设计

三菱FX2N-64MR-001 PLC的饮料灌装生产流水线硬件设计张少波(湘西民族职业技术学院 湖南 湘西 416000)摘 要: 通过对三菱FX2N-64MR-001 PLC的饮料灌装生产流水线的控制系统的硬件优化设计,即三菱FX2N-64MR-001 PLC外部电路的设计与安装;利用PLC良好的自动控制性能,实现饮料罐装生产过程的无人控制。
关键词: 三菱FX2N-64MR-001 PLC;灌装;硬件;电路中图分类号:TP311 文献标识码:A 文章编号:1671-7597(2012)1110065-011 硬件方案设计饮料的灌装是采用了饮料灌装机,饮料灌装机将清洗、灌装以及封盖集合在一起,使饮料的灌装稳定、高效的完成,减少二次污染。
系统的工作原理:系统一旦上电,传送带驱动电动机运转,当进瓶光电开关检测到有瓶时,阻瓶阀打开,瓶子进入灌装机,先经洗瓶机消毒冲洗后再进入灌装缸下灌装,如果有瓶检测检测到瓶子,则放盖阀打开放盖,再经旋盖机旋紧盖子,灌装好的瓶子由出瓶输送链输送出去。
故障停机:1)当灌装缸液位较低时,灌装机停止并报警;2)当出瓶检测到堵瓶时,灌装机停止并报警;3)当盖槽低盖位处检测到无盖时,灌装机停止并报警;4)当电机过载图3 主控制电路图二时,灌装机停止并报警。
3 控制电路的设计2 系统的硬件电路实现根据工艺要求,PLC控制系统的输入信号有25个,且均为2.1 系统硬件结构框图开关量。
其中有手动/自动/点动操作按钮,急停按钮,故障复系统的硬件分为主电路、控制电路、辅助电路三大部分,位按钮开关6个,主机卡瓶控制行程开关1个,光电开关7个;液控制电路控制主电路,辅助电电路起辅助信号显示的作用,它位开关4个分别为灌装缸和回流缸的高、低液位检测。
们之间的关系如图1所示:PLC控制系统的输出信号有20个,分别用于控制主电机,进、出瓶电机,理盖、旋盖等电机和进液阀、清洗阀、阻瓶阀、放盖阀等电磁阀以及故障的声光报警。
各种PLC数据线自制图
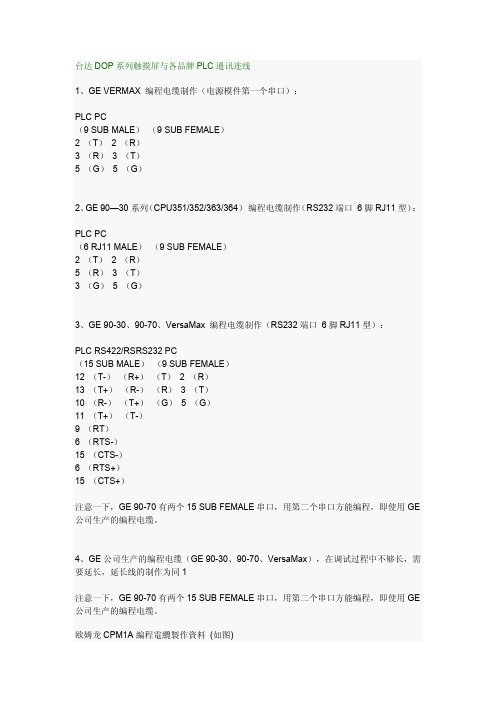
台达DOP系列触摸屏与各品牌PLC通讯连线1、GE VERMAX 编程电缆制作(电源模件第一个串口):PLC PC(9 SUB MALE)(9 SUB FEMALE)2 (T) 2 (R)3 (R) 3 (T)5 (G) 5 (G)2、GE 90—30系列(CPU351/352/363/364)编程电缆制作(RS232端口6脚RJ11型):PLC PC(6 RJ11 MALE)(9 SUB FEMALE)2 (T) 2 (R)5 (R) 3 (T)3 (G) 5 (G)3、GE 90-30、90-70、VersaMax 编程电缆制作(RS232端口6脚RJ11型):PLC RS422/RSRS232 PC(15 SUB MALE)(9 SUB FEMALE)12 (T-)(R+)(T) 2 (R)13 (T+)(R-)(R) 3 (T)10 (R-)(T+)(G) 5 (G)11 (T+)(T-)9 (RT)6 (RTS-)15 (CTS-)6 (RTS+)15 (CTS+)注意一下,GE 90-70有两个15 SUB FEMALE串口,用第二个串口方能编程,即使用GE 公司生产的编程电缆。
4、GE公司生产的编程电缆(GE 90-30、90-70、VersaMax),在调试过程中不够长,需要延长,延长线的制作为同1注意一下,GE 90-70有两个15 SUB FEMALE串口,用第二个串口方能编程,即使用GE 公司生产的编程电缆。
欧姆龙CPM1A編程電纜製作資料(如图)西门子s7-200和300编程电缆制作方法西门子s7-200和300编程电缆制作方法引用 | 回复| 2010-06-19 21:34:17 4楼工控网论坛管理员自制PLC编程电缆摘要:由于品牌不同的PLC其编程电缆不能通用,而原装编程电缆又价格不菲,给学习和使用PLC带来了不便。
本文通过分析PLC编程口的几种通信接口标准和物理结构,详细说明了各种不同接口形式的PLC编程电缆的制作方法,自制编程电缆成本低制作方便,可以实现原装电缆的所有功能。
基于ETH001的三菱FX2N自动线远程控制系统
5E H 0 的参数设定 T 0 1
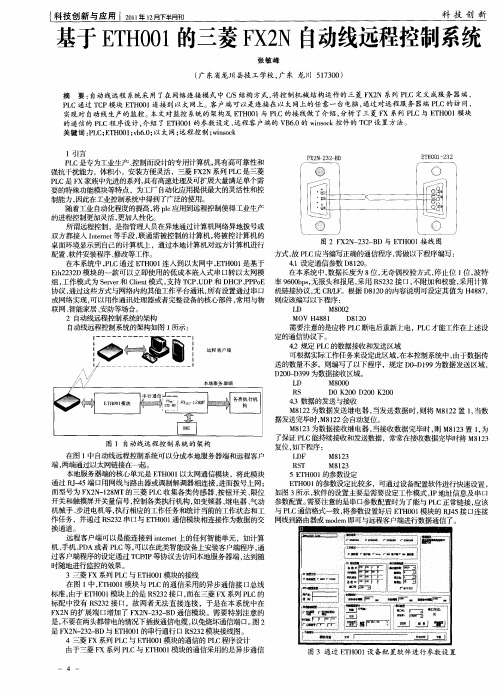
E H 0 的参数设定比较多,可通过设备配置软件进行快速设置 , T 01 如图 3 所示 , 软件的设置主要是需要设定工作模式 , I P地址信息及串口 参 数配置 。 要注意 的是 串 口 数配置 时为了能与 P C正常链接 , 需 参 L 应该 与 P C通信格式一致, L 将参数设置好后 E H 0 模块的 R 4 接V连接 T 01 J5 I 网线到路 由器或 m dm即可与远程客户 端进行数据通 信了 。 oe
图 2 F 2 一 3 一 D与 E H 0 接 线 图 X N 22B T 01
方式, P C应当编写正确的通信程序, 故 L 需做以下程序编写: 4 设定通信参数 D 10 . 1 82 。 在本 系统 中 , 据长度为 8 , 数 位 无奇偶 校验 方式 , 止位 1 , 停 位 波特 率 90 bs无报 头和报 尾 , 6 0p , 采用 R 22 口, 附加和校 验 , 计算 S3 接 不 采用 机链接协议, C /F 无 RL 。根据 D 10 82 的内容说明可设定其值为 H 87 48,
关键 词 :L E H0 1 v 60; P C; T 0 ;b . 以太 网 ; 程控 制 ; isc 远 wn o k
1引言
P C是专为工业生产 、 L 控制而设计的专用计算机, 具有高可靠性和 强抗干扰能力,体积小,安装方便灵活,三菱 F 2 X N系列 P C是三菱 L P F I c是 X家族中先进的系列, 具有高速处理及可扩展大量满足单个需 要的特殊功能模块等特点,为工厂自动化应用提供最大的灵活性和控 制能力, 因此在工业控制系统中得到了广泛的使用。 随着工业 自动化程度的提高, pc 将 l应用到远程控制使得工业生产 的进 程控制更加灵 活 , 加人性化 。 更 所谓远程控制 , 指管理 人员在异 地通过计算 机 网络异 地拨号 或 是 双方都接人 It nt ne e 等手段 , r 联通需被控制的计算机 , 将被控计算机的 桌面环境显示到 自己的计算机上,通过本地计算机对远方计算机进行 配置、 软件安装程序 、 修改等工作。 在本 系统 中 ,L P C通过 E H 0 连 人到 以太 网 中 ,T 0 1 T 01 E H 0 是基 于 Eh 22 t 3D模块 的一 款可 以立 即使用 的低 成本 嵌入 式 串 口转 以太 网模 2 组 , 模式 为 Sre 和 Ci t 式 , 持 T PU P和 D C 、P o 工作 e r l n模 v e 支 C 、D H PP PE 协议, 通过这些方式与网络内的其他工作平台通讯 , 所有设置通过串口 或 网络实 现 , 以用作 通讯处 理器或者 完整设备 的核心部 件 , 与物 可 常用 联网、 智能家居 、 安防等场合。 2 自动线远程控制 系统的架构 自动线远程 控制系统 的架 构如图 1 所示 :
液晶显示屏接口定义
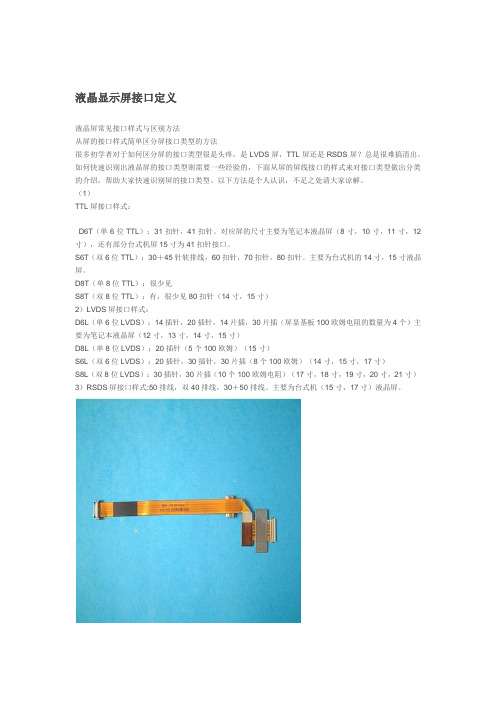
液晶显示屏接口定义液晶屏常见接口样式与区别方法从屏的接口样式简单区分屏接口类型的方法很多初学者对于如何区分屏的接口类型很是头疼,是LVDS屏,TTL屏还是RSDS屏?总是很难搞清出。
如何快速识别出液晶屏的接口类型则需要一些经验的,下面从屏的屏线接口的样式来对接口类型做出分类的介绍,帮助大家快速识别屏的接口类型。
以下方法是个人认识,不足之处请大家谅解。
(1)TTL屏接口样式:D6T(单6位TTL):31扣针,41扣针。
对应屏的尺寸主要为笔记本液晶屏(8寸,10寸,11寸,12寸),还有部分台式机屏15寸为41扣针接口。
S6T(双6位TTL):30+45针软排线,60扣针,70扣针,80扣针。
主要为台式机的14寸,15寸液晶屏。
D8T(单8位TTL):很少见S8T(双8位TTL):有,很少见80扣针(14寸,15寸)2)LVDS屏接口样式:D6L(单6位LVDS):14插针,20插针,14片插,30片插(屏显基板100欧姆电阻的数量为4个)主要为笔记本液晶屏(12寸,13寸,14寸,15寸)D8L(单8位LVDS):20插针(5个100欧姆)(15寸)S6L(双6位LVDS):20插针,30插针,30片插(8个100欧姆)(14寸,15寸,17寸)S8L(双8位LVDS):30插针,30片插(10个100欧姆电阻)(17寸,18寸,19寸,20寸,21寸)3)RSDS屏接口样式:50排线,双40排线,30+50排线。
主要为台式机(15寸,17寸)液晶屏。
这是笔记本用的20针lvds接口这是普通用的液晶显示器用点屏线:左边接驱动板,右边接液晶屏(20针与30针lvds接口相似)这里面都是lvds接口:有30针、20针的这些是41扣针接口(双排)这是60扣针接口(80扣针接口与这个相似)本贴来自天极网群乐社区--/group/review-9288206.html液晶屏接口定义(2008-01-18 18:09:43)孤影清风的BLOG20PIN单6定义:3.3V 3.3V1:电源2:电源3:地 4:地 5:R0- 6:R0+ 7:地 8:R1- 9:R1+ 10:地 11:R2- 12:R2+ 13:地 14:CLK- 15:CLK+ 16空 17空 18空 19 空 20空每组信号线之间电阻为(数字表100欧左右)指针表20 -100欧左右(4组相同阻值)20PIN双6定义:1:电源2:电源3:地 4:地 5:R0- 6:R0+ 7:R1- 8:R1+ 9:R2- 10:R2+ 11:CLK- 12:CLK+ 13:RO1- 14:RO1+ 15:RO2- 16:RO2+ 17:RO3- 18:RO3+19:CLK1- 20:CLK1+每组信号线之间电阻为(数字表100欧左右)指针表20 -100欧左右(8组相同阻值)20PIN单8定义:1:电源2:电源3:地 4:地 5:R0- 6:R0+ 7:地 8:R1- 9:R1+ 10:地 11:R2- 12:R2+ 13:地 14:CLK- 15:CLK+ 16:R3- 17:R3+每组信号线之间电阻为(数字表100欧左右)指针表20 -100欧左右(5组相同阻值)30PIN单6定义:1:空2:电源3:电源 4:空 5:空 6:空 7:空 8:R0- 9:R0+ 10:地 11:R1- 12:R1+ 13:地 14:R2- 15:R2+ 16:地 17:CLK- 18:CLK+ 19:地 20:空- 21:空 22:空 23:空 24:空 25:空 26:空 27:空 28空 29空 30空每组信号线之间电阻为(数字表100欧左右)指针表20 -100欧左右(4组相同阻值)30PIN单8定义:1:空2:电源3:电源 4:空 5:空 6:空 7:空 8:R0- 9:R0+ 10:地 11:R1- 12:R1+ 13:地 14:R2- 15:R2+ 16:地 17:CLK- 18:CLK+ 19:地 20:R3- 21:R3+ 22:地 23:空 24:空 25:空 26:空 27:空 28空 29空 30空每组信号线之间电阻为(数字表100欧左右)指针表20 -100欧左右(5组相同阻值)30PIN双6定义:1:电源2:电源3:地 4:地 5:R0- 6:R0+ 7:地 8:R1- 9:R1+ 10:地 11:R2- 12:R2+ 13:地 14:CLK- 15:CLK+ 16:地 17:RS0- 18:RS0+ 19:地 20:RS1- 21:RS1+ 22:地 23:RS2- 24:RS2+ 25:地 26:CLK2- 27:CLK2+30PIN双8定义:1:电源2:电源3:电源 4:空 5:空 6:空 7:地 8:R0- 9:R0+ 10:R1- 11:R1+ 12:R2- 13:R2+ 14:地 15:CLK- 16:CLK+ 17:地 18:R3- 19:R3+ 20:RB0- 21:RB0+ 22:RB1- 23:RB1+ 24:地 25:RB2- 26:RB2+ 27:CLK2-28:CLK2+ 29:RB3- 30:RB3+每组信号线之间电阻为(数字表100欧左右)指针表20 -100欧左右(10组相同阻值)一般14PIN、20PIN、30PIN为LVDS接口,25、31、40、41、60、70、75、80、100PIN接口为TTL接口,其中41PIN以下为单6位,60PIN以上为双六位屏50、80(50+30)PIN接口的为RSDS接口。
生产线设备YL335B指导书
⽣产线设备YL335B指导书YL-335B型⾃动⽣产线装备实践指导书(三菱PLC版本)华南理⼯⼤学⾃动化实验教学中⼼前⾔现代化的⾃动⽣产设备(⾃动⽣产线)的最⼤特点是它的综合性和系统性,在这⾥,机械技术、微电⼦技术、电⼯电⼦技术、传感测试技术、接⼝技术、信息变换技术、⽹络通信技术等多种技术有机地结合,并综合应⽤到⽣产设备中;⽽系统性指的是,⽣产线的传感检测、传输与处理、控制、执⾏与驱动等机构在微处理单元的控制下协调有序地⼯作,有机地融合在⼀起。
可编程序控制器(PLC)以其⾼抗⼲扰能⼒、⾼可靠性、⾼性能价格⽐且编程简单⽽⼴泛地应⽤在现代化的⾃动⽣产设备中,担负着⽣产线的⼤脑——微处理单元的⾓⾊。
因此,培养掌握机电⼀体化技术,掌握PLC技术及PLC⽹络技术的技术⼈材是当务之急。
亚龙YL-335B型⾃动⽣产线实训考核装备在铝合⾦导轨式实训台上安装供料、加⼯、装配、输送、分拣等⼯作单元,构成⼀个典型的⾃动⽣产线的机械平台,系统各机构的采⽤了⽓动驱动、变频器驱动和伺服(步进)电机位置控制等技术。
系统的控制⽅式采⽤每⼀⼯作单元由⼀台PLC承担其控制任务,各PLC之间通过CC-LINK⽹络通讯实现互连的分布式控制⽅式。
因此,YL-335B综合应⽤了多种技术知识,如⽓动控制技术、机械技术(机械传动、机械连接等)、传感器应⽤技术、PLC控制和组⽹、伺服电机位置控制和变频器技术等。
利⽤YL-335B,可以模拟⼀个与实际⽣产情况⼗分接近的控制过程,使学习者得到⼀个⾮常接近于实际的教学设备环境,从⽽缩短了理论教学与实际应⽤之间的距离。
YL-335B采⽤模块组合式的结构,各⼯作单元是相对独⽴的模块,并采⽤了标准结构和抽屉式模块放置架,具有较强的互换性。
可根据实训需要或⼯作任务的不同进⾏不同的组合、安装和调试,达到模拟⽣产性功能和整合学习功能的⽬标,⼗分适合教学实训考核或技能竞赛的需要。
本实训指导书主要阐述亚龙YL-335B型⾃动⽣产线实训考核装备的基本结构、⼯作原理和⼯作过程。
第1讲 三菱FX系列
FX2N系列的性能技术指标如表1.2所示。 项目 运转控制方法 I/O控制方法 运转处理时间 规格 备注 通过储存的程序周期运转
批次处理方法 (执行END指令时 )
基本指令:0.08μs
I/O指令可以刷新 应用指令:1.52至几百μs指令
编程语言
程式容量 指令数目 I/O配置
逻辑梯形图和指令 清单
图1.17 选择目标文件夹
到此结束,后面等待安装完成。最后的程序在开始菜单,所有程序MELSOFT应用程序中, 右键发送至桌面快捷方式即可。
1.3.2 三菱编程软件GX Developer的使用
下面,我们来介绍一个三菱编程软件GX Developer的使用。 当我们要开始一个程序的编写或输入时,我们首先要创建一个新工程。双击 打开GX Developer软件,在菜单栏中点击“工程”,然后点击“创建新工程” (图1.18)。
图1.21 元件图标
1.4 三菱训练软件MELSOFT FX TRAINER的安装与使用
三菱模拟软件FX-TRN是针对FX系列PLC系列设计 的一套模拟软件,可以帮组初学者掌握和理解FX的指 令系统。“FX-TRN-BEG-C”仿真软件,可以进行仿真 编程和仿真运行,并模拟仿真PLC控制现场机械设备运 行。 使用“FX-TRN-BEG-C”仿真软件,须将显示器象素 调整为1024*768,如果显示器象素较低,则无法运行 该软件
图1.2 FX2N-64MR面板介绍
FX2N系列PLC的基本单元如表1.1所示:
型号 继电器输出 晶闸管输出 晶体管输出
输入 点数
输出 点数
扩展模块 可用点数
FX2N-16MR-001
FX2N-32MR-001 FX2N-48MR-001 FX2N-64MR-001 FX2N-80MR-001 FX2N-128MR-001
PLC包装生产线
燕山大学课程设计说明书题目:包装生产线的PLC控制学院(系):电气工程学院年级专业:工业自动化仪表学号:学生姓名:指导教师:韩立强教师职称:副教授燕山大学课程设计(论文)任务书院(系):电气工程学院基层教学单位:自动化仪表说明:此表一式四份,学生、指导教师、基层教学单位、系部各一份。
2013年 7 月 6 日目录第一章引言 (4)第二章摘要 (5)第三章设计内容 (6)设计题目 (6)设计任务及内容 (6)控制要求说明 (6)第四章整体设计方案 (7)总方案说明 (7)原理图设计 (8)PLC控制电路设计 (9)第五章程序设计 (10)状态转移图 (10)步进梯形图 (12)软元件注释列表 (14)指令表 (15)调试结果分析 (17)第六章心得体会 (18)参考文献 (18)第一章引言PLC的技术从诞生之日起,就不断的发展,它的优势也在日常的生产中越来越明显,它给企业带来的高效率也越来越得到人们的认可,我们通过对其研究来解决生产线自动包装这一课题,将PLC的优点通过所学的知识应用到实际生产当中。
随着科学技术的日新月异,自动化程度要求越来越高,古老的生产方式逐渐被社会所淘汰,而可编程控制系统通过发挥其自身的通用型及灵活性在机床电气控制、家用电器(电视机、冰箱、洗衣机等)自动装配线的控制、汽车、化工、造纸、轧钢自动生产线的控制等方面表现的非常有优势。
PLC所具有的特点主要有:(1)、可靠性高。
可靠性主要体现在产品的有效性和可维修性,PLC采用了一系列可靠性设计方法进行设计,如掉电保护、故障诊断、报警等。
(2)、易操作性。
它具有操作方便、编程方便、维修方便等。
(3)、灵活性。
(4)、能实现机电一体化。
总之,通过对PLC的学习与应用,让我可以独立的完成一些简单的实例的编程,能充分体会到这一学科的重要性与实际的可应用性。
PLC的这些特点也是它能使整个生产过程稳定、准确、快速的进行下去,使生产效率大大提高,赢得各个领域很高评价原因所在。
7.PLC应用技术(三菱机型)教学课件 第7章模拟量控制

-1000^+1000
电流输出摸式
0^32000
电流输出模式
电流始出復拟蚤指定模式
0—32000 0—20000
无效(设定fi不变化)
变送器分为二线制和四线制两种,四线制变送器有两根 信号线和两根电源线。二线制变送器只有两根外部接线 ,它们既是电源线又是信号线,输出4-20mA的信号电 流,直流24V电源串接在回路中,有的二线制变送器通 过隔离式安全栅供电。通过调试,在被检测信号量程的 下限时输出电流为20mAo二线制变送器的接线少,信 号可以远传,在工业中得到了广泛的应用。
b RCMMAD
2.外部接口与配线
图7-1 FX3U-4AD外§曠口与配线图
3、缓冲存储器分配
缓冲存储区用来设置输入模式、增益偏置参数,存储转换 数据、错误状态、系统数据、历史数据等,熟悉其分配地 址,便于方便使用该模块,常用存储区如表7-1所示。 FX3U-4AD模块的常用缓冲存储区如表。详细了解其存储 区,需查阅三菱公司发布的技术手册《模拟量控制篇》。
FX3U-4DA 模块
BFM
表7-5 FX3U-4DA缓冲存储区定义 内容
#0
输出模式选择,缺省值为HOOOO
#1
#2
通道g值
#3
#4
#5E
数据保持模式,玦省值为HOOOO
#9E
偏移僧益设S命令
#10
偏移数据CH1*1
#11
增益数据CH1*2
#12
偏移数据CH2*1
初始偏移值:0 初始増益值:5000
第7章模拟量控制
Q 7.1模拟量采集 7.2模拟量变换
(^3)入3模拟量输出 (4)7.4恒压供水
模拟量变换
液晶战争-京东方8.5代线
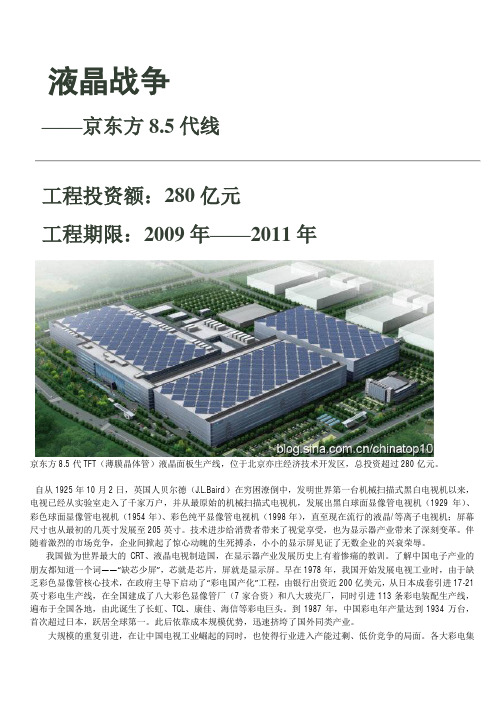
液晶战争——京东方8.5代线工程投资额:280亿元工程期限:2009年——2011年京东方8.5代TFT(薄膜晶体管)液晶面板生产线,位于北京亦庄经济技术开发区,总投资超过280亿元。
自从1925年10月2日,英国人贝尔德(J.L.Baird)在穷困潦倒中,发明世界第一台机械扫描式黑白电视机以来,电视已经从实验室走入了千家万户,并从最原始的机械扫描式电视机,发展出黑白球面显像管电视机(1929年)、彩色球面显像管电视机(1954年)、彩色纯平显像管电视机(1998年),直至现在流行的液晶/等离子电视机;屏幕尺寸也从最初的几英寸发展至205英寸。
技术进步给消费者带来了视觉享受,也为显示器产业带来了深刻变革。
伴随着激烈的市场竞争,企业间掀起了惊心动魄的生死搏杀,小小的显示屏见证了无数企业的兴衰荣辱。
我国做为世界最大的CRT、液晶电视制造国,在显示器产业发展历史上有着惨痛的教训。
了解中国电子产业的朋友都知道一个词——“缺芯少屏”,芯就是芯片,屏就是显示屏。
早在1978年,我国开始发展电视工业时,由于缺乏彩色显像管核心技术,在政府主导下启动了“彩电国产化”工程,由银行出资近200亿美元,从日本成套引进17-21英寸彩电生产线,在全国建成了八大彩色显像管厂(7家合资)和八大玻壳厂,同时引进113条彩电装配生产线,遍布于全国各地,由此诞生了长虹、TCL、康佳、海信等彩电巨头。
到1987年,中国彩电年产量达到1934万台,首次超过日本,跃居全球第一。
此后依靠成本规模优势,迅速挤垮了国外同类产业。
大规模的重复引进,在让中国电视工业崛起的同时,也使得行业进入产能过剩、低价竞争的局面。
各大彩电集团在惨烈的价格战中,利润严重下滑甚至亏损,失去了进一步推动核心技术升级的能量。
到2004年,当世界电视产业从传统CRT(显像管)显示器,向液晶、等离子等新型平板显示器转换时,中国彩电工业再一次惨遭淘汰。
至2009年的短短五年时间里,中国花费20多年时间建立起来的彩色显像管工业,被技术换代风暴彻底摧毁。
lvds液晶屏幕接口详解 (2)

1.LVDS输出接口概述液晶显示器驱动板输出的数字信号中,除了包括RGB数据信号外,还包括行同步、场同步、像素时钟等信号,其中像素时钟信号的最高频率可超过28MHz。
采用TTL接口,数据传输速率不高,传输距离较短,且抗电磁干扰(EMI)能力也比较差,会对RGB数据造成一定的影响;另外,TTL 多路数据信号采用排线的方式来传送,整个排线数量达几十路,不但连接不便,而且不适合超薄化的趋势。
采用LVDS输出接口传输数据,可以使这些问题迎刃而解,实现数据的高速率、低噪声、远距离、高准确度的传输。
那么,什么是LVDS输出接口呢?LVDS,即Low Voltage Differential Signaling,是一种低压差分信号技术接口。
它是美国NS公司(美国国家半导体公司)为克服以TTL电平方式传输宽带高码率数据时功耗大、EMI电磁干扰大等缺点而研制的一种数字视频信号传输方式。
LVDS输出接口利用非常低的电压摆幅(约350mV)在两条PCB走线或一对平衡电缆上通过差分进行数据的传输,即低压差分信号传输。
采用LVDS输出接口,可以使得信号在差分PCB线或平衡电缆上以几百Mbit/s的速率传输,由于采用低压和低电流驱动方式,因此,实现了低噪声和低功耗。
目前,LVDS输出接口在17in及以上液晶显示器中得到了广泛的应用。
2.LVDS接口电路的组成在液晶显示器中,LVDS接口电路包括两部分,即驱动板侧的LVDS输出接口电路(LVDS发送器)和液晶面板侧的LVDS输入接口电路(LVDS接收器)。
LVDS发送器将驱动板主控芯片输出的17L电平并行RGB数据信号和控制信号转换成低电压串行LVDS信号,然后通过驱动板与液晶面板之间的柔性电缆(排线)将信号传送到液晶面板侧的LVDS接收器,LVDS接收器再将串行信号转换为TTL电平的并行信号,送往液晶屏时序控制与行列驱动电路。
图1所示为LVDS接口电路的组成示意图。
图1 LVDS接口电路的组成示意图在数据传输过程中,还必须有时钟信号的参与,LVDS接口无论传输数据还是传输时钟,都采用差分信号对的形式进行传输。
PLC三菱实验指导书3_图文(精)

目录实验一可编程控制器基本指令实验 (3 实验二喷泉的模拟控00000制 (6实验三数码显示的模拟控制 (8实验四舞台灯光的模拟控制 (12实验五天塔之光的模拟控制 (15实验六灯的交通模拟控制 (18实验七四节传送带的模拟控制 (21实验八轧钢机的模拟控制 (26实验九邮料分拣的模拟控制 (28实验十装配流水线的模拟控制 (33实验十一液体混合的模拟控制 (37实验十二机械手的模拟控制 (39实验十三四层电梯的模拟控制 (42实验十四Y/△换接启动的模拟控制(55实验十五五相步进电机的模拟控制 (56 实验十六水塔水位的模拟控制58 实验十七运料小车控制模拟 (60实验十八加工中心模拟实验 (61实验十九自动售货机的模拟控制 (65 实验二十工业洗衣机的模拟控制 (66 实验二十一电镀生产线的模拟控制 (67 实验二十二机械滑台的模拟控制 (68 实验二十三抢答器的模拟控制 (70实验二十四自动配料系统模拟实验 (71 实验二十五直线运动的模拟控制 (73 +实验一可编程控制器基本指令实验一.实验目的熟练掌握可编程控制器的基本指令。
二.实验内容1.线圈驱动指令LD、LDI、OUTLD,取指令。
表示一个与输入母线相连的常开接点指令,即常开接点逻辑运算起始。
LDI,取反指令。
表示一个与输入母线相连的常闭接点指令,即常闭接点逻辑运算起始。
OUT,线圈驱动指令,也叫输出指令。
LD、LDI两条指令的目标元件是X、Y、M、S、T、C,用于将接点接到母线上。
也可以与ANB指令、ORB指令配合使用,在分支起点也可使用。
OUT是驱动线圈的输出指令,它的目标元件是Y、M、S、T、C。
对输入继电器X不能使用。
OUT指令可以连续使用多次。
LD、LDI是一个程序步指令,这里的一个程序步即是一个字。
OUT是多程序步指令,要视目标元件而定。
OUT指令的目标元件是定时器T和计数器C时,必须设置常数K。
2.接点串联指令AND、ANIAND,与指令。
三菱FX系列编程电缆自制方法接线图

三菱FX系列编程电缆自制方法接线图
几点需要说明:
1. RS232,RS422均是全双工通讯,只是电平信号相反且电压不同,本图采用
422单边驱动的方式,这样就和RS232基本相同了.
2. 电阻的作用主要用来限制电流,防止电流过大烧坏通讯端口.我用的是3K的
电阻,效果良好.
3. 不要在两头都带电的情况下插拔电缆,以免烧坏通讯端口.
4. 8针圆头的针脚编号是从正面看的(插PLC那端)
经一段时间用下来,没有出现任何异常情况,且适合FX1N,FX2N等多种机型.
接入PC的九针口是这样定义线位的2脚GND
3脚VCC
4脚TXD
5脚RXD
4、6并接
7、8短接
RS232正视(公口): ⑤④③②①
⑨⑧⑦⑥
PS/2正视(插座): (G) (6)□(1) (5) (2) (4)(3)
接法: RS232 PS/2
①-------空
②-------(4)
③-------(6)
④-------(1)
⑤-------(2)
⑥-------(1)
⑦-------(5)
⑧-------空
⑨-------空
空-------(3)
(G)-------(G)。
EA900系列说明书

4KVA: 2mm2 或 16AWG(已配置电源线)
6KVA: 5.5mm2 或 10AWG 10KVA : 8mm 2 或 8AWG
15/20KVA : 10mm2 或 6AWG
1.7、系统介绍
EA900 系列 UPS 是一种先进的在线式正弦波不间断供电系统。它可以为您的精密设备提供可靠、优
ea910hsea910hsea920930940hsea920930940hsledlcdledlcdea960haea960hbea960sea9010hs3ea9010h三进单出3ea9015h三进单出3ea9020h三进单出19机架式lcd显示及led显示各型号外观图ea960hs9010hslcd110立式后板lcd显示及led显示外观及功能图ea960h后板图rs232接口过流保护器输出接座电池接口散热风扇市电输入接口电话浪涌保护rs232接口散热风扇电池接口输出接座电话浪涌保护市电输入接口过流保护器rs232接口散热风扇电池接口输入输出接线排座市电开关ea90103ea9010hs后板图3ea9015h3ea9020h后板图rs232接口散热风扇旁路开关输入输出接线排座市电开关网卡口安装维修开关口rs232接口散热风扇旁路开关输入输出接线排座电池开关及保险管网卡口安装维修开关口电池接口电池接口rs232接口散热风扇输入输出电池接线排座输入输出电池开关网卡口安装维修开关口散热风扇过流保护保险市电输入插座输出插座电池输入插座浪涌保护输入出接口散热风扇rs232接口过流保护保险市电输入插座输出插座电池输入插座浪涌保护输入出接口散热风扇rs232接口rs232接口电池输入插座市电开输入输出接线端子散热风扇112产品规格与性能一般规格负荷型号频率输入输出体积重量标准nohz电压电流电压电流wlhmmkg1kva700wea910s50160305vac6amax220v32a1404052101451kva700wea910h50160305vac6amax220v32a1404052109222kva14kwea920s50160305vac12amax220v64a1954703303382kva14kwea920h50160305vac12amax220v64a1954703301693kva21kwea930s50160305vac16amax220v96a1954703301753kva21kwea930h50160305vac16amax220v96a195470330324kva28kwea940s50160305vac20amax220v172195470330354kva28kwea940h50160305vac20amax220v172195470331786kva42kwea960s50
三菱电机与机械工业仪器仪表综合技术经济研究所共建智能制造综合试验验证平台——e-F@ctory个性化
fibt ̄J造 天键 技术 耍岽 ,可 进 数 字化 J工 艺技 术
求 , 测
数 据 字 , 集 战 j亘联 互 通 , 工 业
圳 络 、功 能 安全 与工 业 息 安伞 、荸 能化 产 品通 用
技 术 求 、能 效 i ̄i4i等 智能 制造 们天 基 础其 性及 行 \l』,
殴备 将 立 刚 停 iL运 行 ,确 保 安 令 此 外 ,通 过 收
应 川 标 准 研 究 j验 ..
试 验 验 m:平 台 涵 盖 了个 Iq-4匕定制 生 产 、柔
制 造 、虚拟 、 向集 成 、纵 m 战 、 矗r u1追 溯 、
控与 诊断 、能 管 、质 在线 ‰测 、安 全 一体 化
管 控等 众多 能 制 造的 天键 技术 求 。
的 数掘 ,自动进 行 加 工 、组 装 、物 流 这 一整 工 序 ,
完 成订 单 ,宴 棠 性 制 造 。大 概 钟 f ,记 者就
拿到 了 自己定 七H桃 。当然 ,如
E的生 产 当
201 8 05 AUTOMATION PANORAMA 1 7
} 器 、 妇拣. 机器^ 榍片 E 机 车目框 A 板嚣人 质 幢测 成品包 机器^
整 工 序 。记 身 示范 ,通 过 络  ̄'Eipad上 选择 喜
欢 的相 榧形 状 人乏 色 , 擘照片 ,捉 订 ,之 后 会
收 刮 系统 自动 反馈 的 向编码 ,通过 这 个 咖编 码 .
户可 以 随时 扶 iJ 的生 产情 I 此 }J、『.ERP系
统 已经 将 订 l i动 排 产 ,歼宴 时收 集 和分 忻 处理 所有
1 6;Industry 业界
三
电柜智能装配生产线
电柜智能装配生产线摘要传统的电柜装配作业模式分散,产品质量良莠不齐,效率低下,为提高生产效率,提高产品质量,跟上工业4.0智能制造潮流,我司研发和构建了注塑机行业首创的电柜智能装配生产线。
电柜智能装配生产线主要由六台主控制电脑、四台柔性配电装板装配工作站、四台柔性电柜箱装配工作站、一台配电板中转过渡工作站及一个超大主监控显屏幕组成。
生产线以类似流水线的模式运作,每个工作站又可以作为一个独立的模块单元,可以根据实际情况拆分,拼装或者扩展,真正实现柔性生产。
1.引言电柜的智能柔性生产装备,在各行各业都是一个难题,基本都是靠人工完成。
包括自动化程度最高的汽车行业,在绝大多数的加工过程都是靠机械臂+加工工具自动化完成,但是电柜的装配和调试,均是靠人工完成。
在大型装备行业,如MAZAK,三菱、广日电梯等进过我们现场考察的企业,在控制柜的安装方面,均采用人工完成。
管理和作业方式改造难度很大。
本项目完成后,将注塑机控制柜的安装采用流水线的方式作业管理,并通过智能传感和半智能工具使得整个装备过程智能化水平整体提升。
2.注塑机电柜装配线自动化升级改造的必要性传统电柜装配时,采用定点装配模式,所有物料通过人工配送到装配工位,在一个装配工位内完成开线、剥线、压线、穿线、接线,挂板等全流程,全程基本上也是由操作者手工操作,劳动强度大、加工效率低、品质差异大,其原因主要由如下几个方面:1.个人作业,缺乏作业标准,工序不明晰,几乎没有任何约束,随意性很大;2.特工多,作业工作内容变化多,很容易出错,而且参照作业的标准只有电气原理图,对作业人员专业技能要求很高,操作人员技能高低与熟练度对装配的效率和质量影响非常大;3.现场管理混乱,物料随意放置,没有标准化的供料储料系统,也没有标准的装配作业动作指引,严重影响效率;4.目前仅做配电板部件组装,在外线机台处挂到电柜里,运输过程容易出现碰撞损坏,增加不稳定因素;5.没有数据管理系统,没有详细的可追溯的生产数据,不便于统筹管理针对注塑机电柜生产要求,对传统电柜生产线进行自动化升级改造,并与相应的信息化系统互联互通,提升电柜电气系统的稳定性,对提升注塑机功能性能和工厂的信息化自动化水平具有重要意义。
啤酒自动灌装生产流水线
·本科毕业设计(论文)题目啤酒自动灌装生产流水线控制系统的设计学生姓名崔译丹学号201433070001教学院系电气信息学院专业年级电气工程及其自动化2014级(双)指导教师方玮职称讲师单位西南石油大学辅导教师职称单位完成日期2016年05月19日Southwest Petroleum University Graduation ThesisThe Design of Automatic Beer Filling Production LineControl SystemGrade:2014Name:Cui yidanSpeciality:Electrical Engineering and AutomationInstructor:Fang weiSchool of Electrical Engineering and Information2016-5摘要本文主要介绍的是基于三菱FX2N-64MR PLC的啤酒自动灌装生产流水线的设计。
该系统的设计包括硬件设计和软件设计,其中硬件设计包括三菱FX2N-64MR PLC 外部电路的设计;软件部分包括程序的设计与调试。
在本设计中,包括自动控制和手动控制,选择适当的清洗机,灌装机,封盖机,包装机以及光电传感器实现了清洗、灌装、封盖、包装、检测等功能。
形成快速一体的自动灌装系统。
本设计中使用了计数器分别对合格品与不合格品进行检测,并设置了红灯绿灯便于操作者观察,另外,为了保证系统在出现意外故障时,能够得到很好的解决,系统还配置了急停开关等。
对于检查出的不合格产品采用推出装置将其移走。
并运用组态王软件实现了对整个自动灌装系统的实时监控,可以更好的了解和调整生产工艺及控制程序。
关键词:啤酒灌装;三菱FX2N-64MR PLC;组态王;AbstractThis article introduce The design of automatic beer filling production line control system that based on Mitsubishi FX2N-64MR PLC(Programmable Logic Controller Programmable Logic Controller). In my design, it include two parts about hardware and software. The hardware parts include the design of the external circuit of Mitsubishi FX2N-64MR PLC. The software part includes the design and debugging of the program.In this design, including automatic control and the manual control, I select the appropriate cleaning machine, filling machine, capping machine, packaging machine and photoelectric sensor realized washing, filling, sealing, packaging, testing and other functions. They form an automatic filling system with rapid integration. This design using the counter respectively for qualified products and unqualified products were detected, and set up a red light green light is convenient for the operator to observe. In addition, in order to ensure the system in the unexpected failure, can get very good solution, the system is also equipped with emergency stop switch. To check out the unqualified products using the launch device to move away. And the use of configuration software to realize the real-time monitoring of the automatic filling system, can better understand and modify the production process and control program.Keywords:Beer Filling;Mitsubishi FX2N-64MR PLC;Kingview目录1 绪论 (1)1.1 设计目的与意义 (1)1. 2 国内发展趋势 (1)1. 3本设计的主要任务 (1)2 总体设计方案 (3)2.1 啤酒灌装生产流水线的基本结构 (3)2.2 啤酒灌装生产流水线的工作原理 (4)3 系统硬件设计 (5)3.1 选择电气元件 (5)3.1.1 电动机的选择 (5)3.1.2清洗灌装封盖打包设备的选择 (5)3.1.3传感器的选择 (7)3.1.4 热继电器的选择 (8)3.1.5 接触器的选择 (9)3.1.6 低压断路器和熔断器的选择 (9)3.1.7 信号电器的选择 ........................................................................................... (9)3.2 选择PLC ................................................................................................................ ..103.2.1 PLC的I/O分配表 ....................................................................................... ..113.2.2 PLC端口接线图........................................................................................... ..123.3主电路的设计 ........................................................................................................ ..124 系统程序的设计 (14)4.1系统流程图 (14)4.2 梯形图 (14)4.2.1 手动灌装流水线程序 (16)4.2.2 自动灌装流水线程序 (20)西南石油大学本科毕业设计(论文)5 系统组态设计 (25)5.1制作过程 (25)5.1.1 创建新工程 (25)5.1.2 构建数据词典 (26)5.1.3 组态画面和动画连接 (27)5.2组态设计运行和调试 (29)6 总结 (33)谢辞 (34)参考文献 (35)附录A 主电路接线图 (36)附录B PLC外部电路接线图 (37)附录C 梯形图 (38)啤酒自动灌装生产流水线控制系统的设计1 绪论1.1设计目的与意义传统的啤酒灌装生产线的电气设备控制系统是传统的继电器——接触器控制方式,在使用的过程中,生产工效低,人机对话靠指示灯+按钮+讯响器的工作方式,响应慢,故障率高,可靠性差,系统的工作状态、故障处理、设备监控与维护只能凭经验被动的去查找故障点。
SX-815N自动生产线实训考核设备的改进与完善

生掌握相应的技能更好为企业 服务 。 这就要求高职院校的实训设备 定, 并在程序上每个步骤增加O . 5 秒的延时。 ( 4 ) 为了保证脉冲计数 的 或实 训装 置尽量 接近企 业生产的实际。 然而因为企业生产的需要 , 准确性 , 其解决 的方法就是把控 制 电磁 阀的输 出端Y卜 Y5 分别取 对于 新技术和 新设 备都更新较快 。 作为教学单位的高职院校 , 其实 个触点 并采用下降沿的微分指令去控制传送带 的运行 。 训设备 因为经费紧张无法 紧跟企业 的步伐 。 考虑到资金的限制 , 教 3触摸屏监控画面 的设计 师通过改进和完善现有设备可以同样满足教学 的需要 , 还实现 了投 3 . 1增加 触摸 屏 资少 见效快 的优势 , 这 不失为一种在高职 院校可行 的方法 。 本文针 为 了使S X- 8 1 5 N工作更接近实 际同时方便监 控 , 因此在其上 对S X 一8 1 5 N自动生产 线实训考核设备进行 了改进 和完善 。 配置 了触摸屏设备 , 主要是采用三菱G T1 1 5 5 一 Q S B D -C 触摸 屏。 触 1 S X. 8 1 5 N自动生产线实训考核设备简介 摸屏是固定在设备的支架上 , 之后连接P L C 主机上2 4 V电源 , 同时通 S X - 8 1 5 N自 动生产线实训考核设 备是模拟 自 动化工业生产过 过信号 线连接好触摸屏和计算机与P L C主机 之间的通讯 。 3 . 2监 控 画 面 的 设 计 程的微缩模型 , 其 中使用 了P L C 控制 、 位置控 制、 传感器控制 、 电气 传动 和气动技术等 , 能够实现 自动生产线的多种功能 , 并可配置人 触摸屏监控画面 是想 显示S X- 8 1 5 N运行过程 的模 拟画面 , 其 这需 机界面进行实时监控。 为了满足2 o l o #的广 州市职业技能竞赛 以及 制作 的难点主要有汽缸推杆推料的动作 以及传送带送料过程。 “ 机 电一体化” 专业教学的需要 , 在2 o 1 O 年采购了一批广东三向教学 要反复的调试才能获得满意效 果 。 ( 1 ) 汽缸推杆推料 的动 作模 拟 仪器 公司的S X 一 8 1 5 N自动生产线实训考核设备 。 S X 一 8 1 5 N自 动生产 线实训考核设备的工作电源为2 2 o V, 使用 的变频器为三菱F R 系列 , 采用触摸屏 画面 设计的 一款专用 软件 画出其动 作过程 的几 然后给定对应 的软元件并 采用P L C 程序 以配合 完成模 拟 P L C 为三 菱F X2 N- 4 8 MR, 触摸屏 是三菱G T1 1 5 5 - Q S B D -C。 系统 何 图形 ,
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
AA050MG03
9 0 0 cd/m2
900c d/m 2 5 0 0 cd/m
2
AA050MG03 AA050MH01
TN SWV
(In-plain switching)
MP
Under Development
TR
(Transflective)
Idea/Plan
MP
CY2017
CY2018
CY2019~
eDP,Slim & Light Model
AA104XF02/12
6 0 0/1000 cd/m2 5 0 0/900 cd/m 2
Transflective
AA104X***(XGA)
Slim & Light Model
AA104XG02/12
AA104XL02/12
SVGA
AA104SL02/12
FHD WXGA
AA17X**** (Full HD)
eDP, Built-in LED Driver
AA175TD01
7 0 0 cd/m2
AA175T*** (WXGA)
eDP, Built-in LED Driver
AA175TE03
4 5 0 cd/m2
18. 5" 21. 5"
FHD FHD
1 0 00 cd/m2
11. 6" 11. 6"
FHD FHD
TN SWV
(In-plain switching)
MP
Under Development
AA116**** (Full HD)
eDP, Built-in LED Driver
TR
(Transflective)
Idea/Plan
MP
CY2017
TR
(Transflective)
Idea/Plan
MP
CY2017
CY2018
CY2019~
MCTLM-RE-171114
CONFIDENTIAL
4
杭州旭虹科技www.hzxuhong.com
12.1 ~ 15.0-inch (4:3 Format)
12. 1" SXGA+ XGA
AA121P*** (SXGA+)
AA090M*** (WVGA)
Slim & Light, Built-in LED Driver
10. 1"
WXGA
AA101TA02/12
5 0 0/1000 cd/m2
10. 6"
FHD WXGA
AA106**** (Full HD)
eDP, Built-in LED Driver
AA106TA01/11
AA150PD03/13
6 0 0/1000 cd/m2
AA150P*** (SXGA+) Slim & Light・ New Interface
eDP
AA150XT01/11
8 0 0/1500 cd/m2
8 0 0/1000
AA150X*** (XGA)
eDP, Slim & Light,Built-in LED Driver
Transflective, Slim & Light
AA065V*** (VGA)
TN SWV
(In-plain switching)
MP
Under Development
TR
(Transflective)
Idea/Plan
MP
CY2017
CY2018
CY2019~
MCTLM-RE-171114
CONFIDENTIAL
MCTLM-RE-171114
CONFIDENTIAL
7
杭州旭虹科技www.hzxuhong.com
7.0 ~ 8.0-inch (Wide Format)
7. 0" FHD WXGA WVGA
AA070**** (Full HD)
eDP, Built-in LED Driver
AA070**** (WXGA)
AA057V*** (VGA)
QVGA
C MOS 450 cd/m 2
AA057QD01
Slim & Light
6. 5"
XGA
AA065X*** (XGA)
Slim & Light Model
VGA
AA065VE11
1 3 00 cd/m2
AA065V*** (VGA)
Slim & Light Model
3. 5" QHD
AA035AE01
4 0 0 cd/m2
4. 3"
WVGA
AA043M*** (WVGA)
Slim & Light Model
Transflective, Slim & Light
AA043M*** (WVGA)
5. 0"
WXGA WVGA
AA050**** (WXGA)
Slim & Light Model
AA14XZ*** (WUXGA)
eDP, Built-in LED Driver
AA141TC01
8 0 0 cd/m2
AA141T*** (WXGA)
eDP, Built-in LED Driver
AC156**** (Full HD)
eDP, Built-in LED Driver
17. 5"
9.0 ~ 11.6-inch (Wide Format)
9. 0" FHD WXGA WVGA
AA090**** (Full HD)
eDP, Built-in LED Driver
AA090TB01
8 0 0 cd/m2
AA090MH01/11
8 0 0/1500 cd/m2
AA090ME01
4 0 0 cd/m2
杭州旭虹科技www.hzxuhong.com
MITSUBISHI TFT-LCD Product Roadmap for Industrial Use
Nov. 14th, 2017 Application Engineering Sect. Application Engineering Dept. MITSUBISHI ELECTRIC CORP. LCD DIVISION
2
杭州旭虹科技www.hzxuhong.com
8.4-inch (4:3 Format)
8. 4" XGA
AA084XE01/11
5 0 0/1000 cd/m2
AA084XD01/11
7 0 0/1000 cd/m2 6 0 0/1200 cd/m2
AA084X*** (XGA)
Slim & Light Model
AT080MD01/11
1 0 00 cd/㎡
Sample:Now MP: Q1/18
SWV
(In-plain switching)
TR
(Transflective)
Idea/Plan
MP
CY2017
CY2018
CY2019~
MCTLM-RE-171114
CONFIDENTIAL
8
杭州旭虹科技www.hzxuhong.com
Transflective L VD S
Sample:Now MP: Q4/17
To u g h TFT-L C D (AT Se ri e s)
XGA SVGA
AT084X*** (XGA)
AT084S*** (SVGA)
TN SWV
(In-plain switching)
MP
Under Development
AA070ME01/11
1 0 00/1500 cd/m2
AA070MC01/11
1 0 00/1300 cd/m2
AA070M*** (WVGA)
Slim & Light Model
Transflective, Slim & Light
AA070M*** (WVGA)
To u g h TFT-L C D (AT Se ri e s)
CY2018
CY2019~
MCTLM-RE-171114
CONFIDENTIAL
9
杭州旭虹科技www.hzxuhong.com
12.1 ~ 21.5-inch (Wide Format)
12. 1" WUXGA WXGA
AA121Z*** (WUXGA)
eDP, Built-in LED Driver
eDP
AA121XN01/11
7 0 0/1300 cd/m2
AA121XP01/13
5 0 0/1000 cd/m2 8 0 0/1500 cd/m2
AA121X*** (XGA)
eDP
SVGA
AA121SU01/11 AA121ST01
6 0 0 cd/m2
15. 0" 0" SXGA+ SXGA+ 15. XGA
7 0 0/1200 cd/m2
Slim & Light AA104V***(VGA)
Slim & Light Model
AA104S***(SVGA)
Slim & Light Model
AA104SJ02
6 0 0 cd/m2