干切削加工
高速干式切削加工过程中的粉尘自动吸附技术研究
的 使 用 已 成 为切 削加 工 技 术 的必 然 趋 势 ,于 是 高
速干 式切 削工艺 的概念慢 慢形 成 。
收稿 日期:2 1- 5 0 02 0- 4
生 的大 量 切 削 热 ,如果 不 能 及 时 的 排 走 ,会 将 热 量 传 递 给 机 床 床 身 ,导 致 机 床 床 身 变 形 ,最 终 就
目前用 于干切 削 的刀具 主要 有 :
和清 除粉 尘 :() 风分 离器 ; 2 1旋 ()滤芯过 滤器 。
2 粉尘 自动吸附系统设计
本 文 研 制 开 发 了针 对高 速 干 式 切 削 加 工 过 程
中的 粉 尘 自动 吸 附 系统 ,该 系统 可 以通 过 控 制 系
1 聚 晶立方 氮化硼 (C N) ,高硬 度 ,高耐 ) PB 刀 磨. 陛,热导性好 ,热稳 定性 佳 ,并且摩擦 系数 低 ;
1 硬 ”涂 层 :如 TN、Tc )“ i i、A1 3 。特 点 2 等 O
是 表面硬 度 高 、耐磨性 好 。
22 粉尘自动吸附系统控制设计 . 高 速 干 式切 削 加 工过 程 中对 粉 尘 产 生 起 主 要
影 响作 用 的 因素 有切 削 速 度 、进 给 量 、切 削 深 度 和 材 料 本 身 特性 ,各 因素 的 变化 对最 终 粉 尘 产 生 量 的影 响如表 1 示 。 所
射 型 龙 卷 风 除 尘 系统 ,湿 式 除 尘 系 统 ,变 频 动 力 系统 组 成 ,该 系统 通 过 实 时 监 测 , 由变 频 动 力 系
统 对 叶 片 吸 力 泵 进 行 调 整 ,以 改 变 吸 附 动 力 ,实 现 全程精 密控 制 ,达 到 良好 的吸附 除尘 效果 。
普通切齿机床如何实现高速干切削

摘
要 :阐述 了千切 削加工技术是解 决切 削液 带来的环境 污染及 经济效应 问题的根本方 法。并论述 了干切 削加 工
的特点和在普通切 齿机床 上 实施 的可能性 。
关 键 词 : 削 液 ; 境 保 护 ; 具 涂 层 ; 切 削加 工 切 环 刀 干
中图分类号 : G 1 T 6
文献标识 码 : A
用适 当的切 削条 件 。首先 , 采用 很高 的切 削速 度 , 量 尽 缩 短 பைடு நூலகம்具 与 工件 间 的接触 时 间 , 用压 缩 空 气或 其 他 再 类 似 的方 法 移 去切 屑 , 以控 制 工作 区域 的温 度 。随 着 数 控技 术 的广泛 使用 , 床刚性 和 动态性 能不 断提 高 , 机
具 有重 要作 用 。但 随着 人们 环境 意识 的增 强 ,以及 环 境保 护 法律 法规 的要求 越来 越严 格 ,切 削液 的负 面效
应 也愈 加 明显 ,主要表 现 在 以下 几个 方 面 :
干 切 削就 是 在 加工 过 程 中不 用 任 何 切 削液 的 工 艺方 法 。 由于不 用 切 削液 , 因而 干 切削 可 以完全 消 除
有意识地不使用切削液 ,在无冷液条件下进行切削加 工的一种切削加工方法。干切削不是简单地停止使用
切 削液 ,而是 要在 停止使 用 切削液 的同时 ,保证 高效
率 、高产品质量 、高的刀具耐用度 以及切削过程 的可 靠性 ,这就需要用性能优 良的干切削刀具 、机床以及
辅助设 施 替代 传统 切削 中切 削液 的作 用 ,来 实 现真 正 意义 上 的干切 削 。
1 加 工过 程 中产 生 的高温 使切 削 液形 成雾 状 挥 )
在加工过程中使用切削液而带来 的一系列负面效应。 干切 削具 有 以下特 点 : 1 切 屑 干净 清 洁 无 污染 , 于 回收 和处 理 ;)省 ) 易 2 去了切削液传输 、 回收、 过滤等装置及相应 的费用 , 简 化 了生 产 系统 , 低 了生 产 成 本 ; ) 去 了切 削 液 与 降 3 省 切屑的分离装置及相应的电气设备 。机床结构紧凑 , 减少 占地面积 ;) 4 不会产生环境污染 ;) 5 不会产生与 切 削液 有关 的安 全事故 及 质量事 故 。 高速干式切削法是在无冷却 、 润滑油剂的作用下 , 采用很高的切削速度进行切削加工。干式切削必须选
摘要:干式切削是一种绿色制造工艺技术
摘要:干式切削是一种绿色制造工艺技术,它已成为金属切削加工发展的趋势之一。
文中分析了干式切削加工对刀具的要求,讨论了刀具材料的选择并结合实例分析了干式切削技术在铣削中的应用。
1、前言现今大部分的金属切削加工是以使用切削液的湿式方式进行的。
切削液具有冷却、润滑、清洗、排屑、防锈等功能,对延长刀具使用寿命,保证加工质量起着重要的作用。
但是近几年随着人类社会对环境保护的日益重视,人们开始关注切削液所带来的一系列负作用。
一方面,切削液的广泛使用需消耗大量的能源和资源,增加加工成本。
据德国许多公司统计计算的资料表明,使用冷却液费用占总制造成本的16%,而切削刀具消耗的费用只占成本的3~4%。
另一方面,切削液对环境的污染较为严重,甚至危害工人健康。
为使金属切削加工尽可能少地产生污染,人们提出了“清洁化生产”这一概念。
干切削是消除切削液污染,降低产品成本,实现清洁化生产的最有效的途径。
要实现干式切削,必须合理选择刀具材料,设计合理的刀具几何参数。
干式切削技术已成为金属切削加工发展的趋势之一。
近年来,它在车削和铣削中的应用已日益普遍,在钻削、镗削和滚齿方面也取得了重大的突破。
本文结合工作实际,仅就干式切削技术在不锈钢铣削中的应用进行论述。
2、干式切削加工对刀具的要求切削刀具的性能取决于刀具材料和刀具结构及几何参数。
不同加工方法对刀具的设计侧重点有所不同。
对于干式切削加工刀具必须具备下述性能:(1)刀具应具有较高的耐热性和良好的耐磨性。
(2)切屑和刀具之间的摩擦系数要尽可能小。
(3)刀具形状要保证排屑流畅和易于散热。
(4)刀具应具有更高的强度和耐冲击韧性。
在实际生产中,应根据工件材料的物理、力学性能和工序特点,合理选用刀具材料、涂层,优化刀具结构和几何参数,并注意刀具材料与工件材料的匹配,才能设计和制造出适用于干式切削的刀具。
1)干式切削加工的刀具材料干式切削时刀具材料最重要的是必须具各高的红硬性和高的耐冲击性。
绿色制造工艺(1)

绿色制造工艺绿色机械是机械制造业发展的必然趋势,而我国对绿色机械制造还处在起步阶段,需要在今后的应用中不断进行创新和开发。
本文主要对绿色制造工艺以及加强绿色机械制造工艺的措施进行了分析。
一、绿色制造工艺绿色制造工艺的最终目的就是合理利用资源和能源以及减少对环境的污染,其是绿色制造的核心问题。
绿色制造工艺可分为:节约资源型工艺技术、降低能耗型工艺技术、环境保护型工艺技术。
(一)节约资源型工艺技术所谓节约资源型工艺技术是指生产过程中对工艺系统的组成进行简化并对原材料的消耗进行节省的一种技术。
在传统加工过程中,消耗大量的原材料,对于全社会的可持续发展有着不利影响,因此,机械制造业秉承绿色理念,积极推广减少资源消耗的绿色技术。
(1)少无切削加工技术。
随着新技术、新工艺的发展,在机械制造行业中,精铸、冷挤压等成型技术和工程塑料的应用越来越成熟。
少无切削加工技术越来越受机械工业的欢迎。
少无切削加工技术适用于对异性孔类零件、齿轮花键、端面爪齿件、台阶种类件等类似零件的加工,尤其适合有色金属制作。
(2)干式加工技术。
干式切削是指在机械加工中为了保护环境和降低成本而有意识地减少使用或不使用切削液的加工方法。
随着人类对水资源的节约和环境保护的高度重视,而切削液所造成的影响和污染已经是不能再置之不理。
(3)减少加工余量。
采用先进的制造技术,随着切削速度的提高,切削力下降,工件变形小,从而保证加工质量。
(二)降低能耗型工艺技术所谓降低能耗型工艺技术是指在生产过程中对能量损耗降低的一种技术。
降低能耗型工艺技术主要包括以下几个方面:(1)常用节能技术。
大量钢铁、煤炭、电力和有色金属等资源都是机械制造企业在生产过程中所必须的,随着能源的紧缺,节能减耗型工艺技术中变得非常重要。
常用节能技术主要包括技术节能、工艺节能、管理节能、适度利用新能源、绿色设备、改进润滑方式。
(2)润滑方式和润滑剂的改进。
首先,设备润滑剂的改进。
设备润滑剂宜发展油气润滑。
干式切削技术在铣削加工中的应用

般 戏 乒程砰 2 0 . 0 26
事壁画 麴癌徨癌卿画 画画 厕
朱从容 王 , 魄 (. 1 浙江海 洋学 院 工程 学院 , 浙江 舟 山 3 6 0 ; . 10 4 2山高刀具有 限公 司 , 海 2 0 3 上 0 3 6) 摘 要 : 式切 削是一 种绿 色制造 工 艺技术 , 已成为金属切 削加 工发展 的趋势之一 。文 中分析 了干式切 削加 干 它 工对 刀具 的要 求 , 讨论 了刀具材料 的选择 , 并结合 实例 分析 了干式切 削技 术在 铣 削 中的应 用。
切 削刀具 的性 能取决 于 刀具材 料和 刀具结构及 几
何参数 。不 同加工方法 对刀具 的设计 侧重点有所 不 同。
已取得 了很大 的成就 ,上 面所提 到的几个 典型 的谐波
ห้องสมุดไป่ตู้
[ 2] 沈允文 , 刘更 , 王风 才 皆 波齿轮传 动柔轮的固有振动 分析 [ ] J.
齿 轮 ,9 9 1 ( . 1 8 ,3 3)
Ab t a t s r c : Dr ma h n n i t c n lg o r e ma u a u i g I h s e o o e f t e r n s i mea c ti g y c i ig s a e h o o y f g e n n f c r . t a b c me n o h te d n n tl u t n d v l p n .I h s p p r e eo me t n t i a e ,we a ay e t e d ma d n c t n o l f r d ma h n n n ic s t e s l c n lz h e n o u t g t o o r i y c i ig a d ds u s h ee t o o l ma e a .W e r s n h d c i i g a p i ai n i l n t x mp e f t o t r 1 i p e e t t e r ma h n n p l t n mil g wi e a l . y c o i h
干式切削在生产中的应用
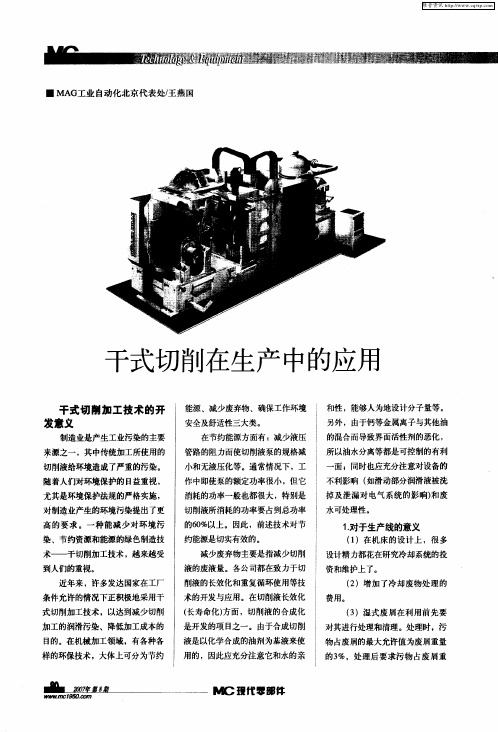
近年来,许多发达国家在工厂 条件允许的情况下正积极地采用干
式切削加 工技术 ,以达到 减少切削
( )增加 了冷却废物处理的 2
费用。 ( )湿式 废 屑在利 用前 先要 3
的混合而导致界 面活性剂的恶化 ,
来源之一,其中传统加工所使用的 切削液给环境造成了严重的污染。 随着人们对环境保护的 日益重视, 尤其是环境保护法规的严格实施, 对制造业产生的环境污染提出了更 高的要求 。一种能减少对环境污 染、节约资源和能源的绿色制造技
术— 干切 削加 工技 术 ,越来越受
在干式切削加工中, 选择了润滑、冷却和排屑性能优 良的半干式切削
加工 ,雾状切 削剂供给方式 把外部 混合 内部供给 方式作为 研究 开发的主要 内容 。外部 混合 方式可供给 的喷 雾量少 ,但作为技 术核心 的喷雾 生成部分 开发的 自由度大 ,主轴 内部 结构不 需做大 的改动 ,因此 ,可在所有 制造厂 家生产 的设备上 采用 。
管路的阻力而使切削液泵的规格减 小和无液压化等。通常情况下,工
作 中即使泵 的额定 功率很小 , 它 但 消耗的功率一般也 都很大 ,特 别是
所以油水分离等都是可控制的有利
一
面;同时也应充分注意对设备的
不利影响 ( 如滑动部分润滑液被洗
掉 及泄 漏对 电气系 统 的影 响) 和废
水可处理性 。
量 的 切 削 热 量 带 走 。 图4 德 国 为
()刀具材料 干式加工时,切 削材料最重要的要素是耐高温性。 2
如果必须用大的前角的话,高硬度也是必须的。目前,适用于干式加工的
干切削加工用自润滑刀具研究进展

剧升高 , 使得 刀 具 磨 损加 剧 , 降低 了 刀具 的使 用 寿
命, 同时恶 化 了工 件表 面加 工 质量 。近年 来研 究 者
开发 了如 液氮 冷却 技术 、 最 小 微量 润 滑技 术 等新 工 艺[ 2 - 3 ] , 但这 些 工艺 技术 因需 添 加辅 助装 置 而增 加 了
( 池 州学 院 机 械 与 电子 T程 系 , 安徽 池 州 2 4 7 0 0 0 )
【 摘要】 干切 削 自 润滑刀具对 降低加工成本 , 防止切 削液对环境污染、 实现绿色制造具有重要的意义。 本文总结 了刀具 自润滑功 能的实现
方式、 各 类 自润 滑 刀 具 的 特 点 , 并 指 出 了值 得 重 视 的 研 究 方 向 。
作者简介 : 潘培道( 1 9 6 6 一) , 男, 安徽池州人 , 池 州 学 院 机 械 与 电 子 工程 系 副教 授 , 硕士 , 研 究 方 向为 切 削 加 工 和 陶 瓷 刀具 材 料 的 摩 擦 磨 损 。
池 州 学 院 学 报
第2 7卷
用 切 削液 的 干钻 削孔 实验研 究 , 结果 表 明可显 著 提 高 钻孔数 量 , 证 明该种 刀具 具有 较好 的 自润 滑功 能
州雩虎
J o u na r l o f Ch i z h o u U n i v e r s i t y
2 0 1 3 年6 月 第2 7 卷 第3 期
J u n .2 0 1 3 Vo 1 . 2 7 No . 3
干切 削加工用 自润滑 刀具研 究进展
潘培道 , 刘孝光 , 殷 韦韦 , 张 国青
制 造成 本 , 具有 一定 的局 限性 。为 取 得经 济效 益 和 社会 效 益 的统一 , 通 过 对刀 具 材料 进行 合 理 的摩擦
陶瓷刀具高速干切削加工数值仿真研究

K e o ds:c r m i u tn o l yw r e a c c ti g t o s;HSM ;DEFORM 一 ;n 3D um e i a i u a i n rc l sm l to
0 引 言
近年来 , 随着 全球 环 保 意识 的加 强 , 干切 削 加 工 技 术作 为 一种 绿 色 加 工 技 术 手 段 , 成 为 未来 加 工 将 的主要 发 展方 式 之一 。由 于 陶瓷 刀 具 不仅 仅 具 有 高 硬度 、 耐磨 性和 较低 的摩 擦 系 数 , 还拥 有 高 的耐 热 性 和化 学稳 定性 , 干 切 削 加 工 中有 着 广泛 的 发 展 空 在 间。 陶瓷 刀具 ( 基 体 为 A S N 如 1 、 i 陶瓷 刀 具 ) O 在
拟分析 , 2 在 D和 3 的模 拟 成 形 和加 工 过 程 中 都具 D 有 应用 相 似的程 序 , 并且 D F R 3 E O M.D在仿 真切 削 过 程中, 恰好 忽 略 了切 削液 的影 响 , 加工 仿 真 分 析将 其 更逼 近 于真实 切削 加工 条件 。
定 高温作 用 下 , 刀 具 表 面 将 会 产 生 一 层 氧 化 薄 其
5 , 件 材 料 为 A S— — 14 , 当 于 我 国 4 。工 II 05 相 5号
钢 , 料 部 分 属 性 如 表 1所 示 。 D F R 3 在 切 削 材 E O M一D
述刀一 屑接 触 面摩 擦 较多 。前 刀 面与 工件 底 层 的最 大
剪 应 力可 表示 为 :
仿 真 过程 中 , 先设 定 刀 具 材料 为 刚性 材 料 , 其 首 因
刀具 为 弹塑 性体 , 析 应力 、 变 与刀具 变 形 。 分 应
干切削加工关键技术的研究
3 干切 削加 工的 关键 技 术
3 1 干 切 削 的 刀 具 技 术 .
只要加工过 程不使用 切削液 或使用微量切 削液 ,j - 出 j r  ̄-
工件 形成 切屑干燥 、 干净 ” 清洁 ) “ ( 且能保证 加工质 量方法 , 就
可 归结 为干切削 技术范 畴 。如采用 最小量 润滑技 术 ( nm l Mii a Q at u r a o , L 法加工时 , u n t L bi t n MQ ) i y ci 工件 切屑 可保持 干燥 , 过 去文献称 之为“ 准干切削 ” N a- r c tn )实际上从广 义来 ( erD y ut g , i 说, 可认为其 属于干切削 范畴。
干 切 削 技 术 可 表 述 为 :切 削 过 程 不 使 用 切 削 液 或 使 用 微
由于不使用 切削液 ,干切削时 的切 削温度 比普通湿 切削
高很 多 , 刀具能否 承受 干切削时 的巨大热 能 , 实现 干切削的 是
关键 。这方面主要措施有 :
() 1 采用新型 的刀具材料 。 干切削不仅 要求刀具材料 具有
用 , 化 了生产系统 , 约了生产成本 。 简 节
新 工艺 和新技术 。随着绿色制造 、 清洁制造等生产理念 的成熟 ,
人们越来越清醒地意识到 , 切削液大量使用所带来负 面影 响 :
一
() 3 节省 了与切 削液及切 屑处理有关 的费用 ; () 4 不产生环境污染及 与切削液有关 的安 全与质量事故 。
收 稿 日期 :0 0 0 — 4 2 1- 3 0
() 2 采用 涂层 技术 。对刀具进行 涂层处理 , 是提高刀具性
能 的重要途 径。刀具的涂层不仅提 高了刀具表面硬度 , 而且 能 降低刀具 / 件和刀具 , 削表面之前 的摩擦 , 能隔断切削 工 切 也
低碳加工方法研究——高速干切削技术
科技论 坛
民营 科技2 0 1 4年第3 期
低碳 加工 方法研究
刘飞龙 姜 波
高速 干切 削技术
宋 晓君
( 北方华安工业集团有限公 司技术部 , 黑龙 江 齐齐哈 尔 1 6 1 0 0 6 )
摘 要: 在2 0 1 0月举行的全 国人 民代表 大会上 , 与会代表提 出了低碳概念 , 作 为机械加工制造厂 家, 发现并使 用低碳2 ) u . Y - - 技 术是 摆在 面前的难题 , 因此 , 现 首先从 可持 续发展 战略的角度 出发 , 阐述 了高速 干切 削的概念 , 高速干切 N ̄- x - 对机 床和刀具性能的要 求 ,
摩擦 加剧 , 切 削力 增大 。以下就从 机床 、 刀具 和工艺三个 方 面人 工质 量 , 快速排 出铁屑 , 使传人刀具和工件 的热量减少 。因此 , 干 手, 论 述三者 与高速干切 削技术研 究的关 系 , 为提高切 削技术研 切 削刀具通 常采用较大的前 角和刃倾角 , 使刀具 与切 屑之间面积 究 打下基础 。 大大减少 。但前角增 大后 , 刀刃强度会受 到影 响, 因此应采用适宜 1 高速干切削机床技术 的 T形刃带 、 加强棱 刀刃等措施来强化刃 口和加强 刀刃强度[ 3 1 , 使 目前 , 高速机床 的优越性 能 已经得 到大多 数人 的认可 , 高速 刀尖和刃 口在较长时间内保持 足够 的强度 。 . 3 刀具涂层 的干切削机床更具实际意义 。高速干切削机床和普通高速切 削机 2 床相 比在主轴单元 、 进 给单元 和床身设计等方面有更 高的要求l l l 。 采用 在刀面上涂 覆隔热性 好 的硬 涂层 和具有 固体 润滑性 能 1 . 1 高速干切削机床的主轴 的软涂层 , 使刀具具有 更高 的切 削温度 。常 用的硬涂 层有 T i N、 主轴应 具有较 高的转速 和较高 的刚度 , 特别 是动 刚度 , 以适 T i C N和 T i A 1 N, 其中T i A 1 N硬涂 层 由于添 加 了 A l 元素 , 从 而使刀 对高温 、 重载荷 的切 削刃 , 起到抗 磨损 作 应干切削过程 中切 削力增 大 、 切削振动 增强的影响 , 因此 , 通过动 具 的抗氧化性得 到改善 , 用 。在高速干切削 中常常使用 多层复合涂层刀具 , 如把硬 涂层和 态优化 设计 的高速大功率 的 电主 轴技术能 有效适合 高速 干切削
干式切削与干式切削刀具
干式切削与干式切削刀具干切削对刀具有更高的要求,如刀具的材料、刀具的结构以及刀具涂层。
在传统的切削加工中,湿切削中的切削液占有紧要的地位,但也存在着很多弊端。
例如,维持一个大型的切削液系统需花费很多资金,同时需要定期添加防腐剂,更换切削液等,因而加添了很多费用,其费用比例已占总生产成本的15%~17%,而刀具成本通常只占总成本的2%~5%。
加之由于切削液中的有害物质,对工人的健康造成危害,造成环境污染等。
所以,它的使用带来了越来越多的问题。
从这些方面来说,干切削具有更多优势。
干切削中的刀具应有更优异的耐高温性能(热硬性)和耐磨性能,目前的刀具材料中,如新型硬质合金、陶瓷、CBN和PCBN等有充足的耐高温磨损性能,能够在干切削条件下使用。
而且,现代切削刀具材料应用于高速加工时更适合干切削。
像CBN和先进的硬质合金材质等级,尤其是有涂层保护的刀具材料,在高速高温下不使用切削液实际上切得更有效率和寿命。
干切削对刀具材料的要求干切削的刀具材料必需要有优良的热硬性和耐磨性,以可有效地承受切削过程的高温;较低的摩擦系数,以可降低刀具与切屑与工件表面之间的摩擦抑制切削温度的上升;较高的强度和耐冲击性能,以可承受更大的切削力和更差的切削条件。
要实现干切削,刀具材料有高的耐热性能(热硬性)和耐磨性能尤为必需。
目前立方氮化硼(CBN)、聚晶立方氮化硼(PCBN)、金刚石、聚晶金刚石(PCD)、陶瓷(A12O3、Si3N4)、金属陶瓷(CERAMIC)、超细晶粒硬质合金和硬质合金涂层等刀具材料已广泛用于干切削之中。
伊斯卡近两年开发了浩繁可用于干切削的刀具材料:IB90及IB85,CBN含量高达85%和90%,刀片的耐磨性和韧性高,能应对断续切削所带来的震动,推举用于铸铁的高速切削及淬硬钢的断续切削及粗加工。
低CBN含量的牌号,IB55,IB50,CBN含量为50%和55%,更适合于半精加工及精加工。
IB10H属于超细晶粒的CBN,耐磨性和韧性更高,用于高速连续切削,可获得高的表面质量;IB20H细晶粒及中等晶粒CBN,用于连续—细小断续切削加工;还有IB10HC、IB25HC和IB25HA涂覆TiN、Ti(C,N,O)和Ti(C,N),应用于各种对应的场合。
提高陶瓷刀具干切削加工性能的途径研究

目前 , 陶瓷刀具 在 机 械 加工 中越 来 越发 挥着 重 要
的作用 。特别 是 在 “ 色 ” 工—— 干 切 削 技 术 出现 绿 加
ห้องสมุดไป่ตู้
温度通 常 比湿切 削 高得 多 , 求 刀 具材 料 具 有 极 高 的 要 红硬性 和 热韧性 , 以承受 高温 , 保持 高 的耐 磨性 。 ② 刀具 材料 应有 更高 的强度 和 耐冲击 韧性 。干切 削时产 生 的切 削力 比湿切 削要 大 , 加工环 境差 , 其 因此 刀具应 具有 较高 的强度 和 耐 冲击 韧性 。 ③ 刀具 与切 屑之 问 的摩擦 系数要 小 。干切 削加工 时 , 削 区产 生 的高温 是 刀 具 使 用 中产 生 化 学不 稳 定 切 性 的主 要 因素 。切削 区产生 的高 温会使 刀具 与切 屑之 问 的摩擦 增 大 , 易 产 生 积 屑瘤 , 剧 刀具 磨 损 。 因 极 加 此 , 小 切屑 和刀具 之 间 的摩 擦系 数就 显得 非常重 要 。 减 ④合 理 的刀具 结构 和几何 参数 。要 满足 上述这 些
1 %左右 。采用 于 式切 削技 术 , 一 种 环境 效益 和 经 6 是 济效 益俱 佳 的工 艺选 择 , 这 一 新 技术 的应 用 对 刀具 但
材料及 使用 技术 提 出 了更 高 的要 求 。 干切 削加工 由 于不 采 用 切 削液 , 刀具 工 作 条 件更
为恶劣, 寿命也会缩短。因此 , 除选择合理的刀具几何 参数及进行适宜的设计 , 刀具材料的选择对于切削具
①刀 具应 具有优 异 的耐 高温性 能 。干切 削 的切削
形 的主要 因素 。只 要建 立 正 确 的有 限元 分 析 模 型 , 按
实际加工条件进行铣削加工仿真 , 其模拟结果可 以真 实反映工 件 的加 工 变形规 律 。 ( ) 仿 真 和实 验 结 果 可 知 , 坯 初 始 残余 应 力 2从 毛
高速干切削加工的刀具技术及其应用
42 /i 4 m mn或更高的速度下加工灰铸铁。
i 、iN TA N和 A : 1 等涂层 , O 这类涂层表面硬度高 , 在 A : 1 陶瓷基体中添加 2 %~ 0 O 0 3 %的 SC晶须即可 TC TC 、i 1 i 制 成 晶须增 韧 陶瓷 材料 ,i SC晶须 的作 用 犹 如加 强 筋 , 成 耐磨 性 能 好 , 氧 化性 强 ; 抗 另一 类 则是 “ ” 层 , 称 “ 软 涂 也 自 ,如 MoJ ows w、aJ aWCW 等涂层 , S M 、 # T ST 、 / 为阻挡或改变裂纹扩展方 向的障碍物 ,使刀具 的韧性大 润滑涂层 ” 它们与工件的摩擦系数很低 ,能减少切削力和降低切削 幅度 提高 , 一种 很 有发 展前 途 的刀 具材 料 口 是 。
易引 起 化学 反 应 , 以及 不能 于加 工 软 的和 粘性 的材料 时 , 有较 好 的抗 积 屑 瘤性 能 , 表 色 金 属 中铁 有较 强 的亲 和力 , 经受切削区超过 6 0 0 %的高温。 主要适用于非铁工件的加 面质 量好 。
J2 陶 瓷 .
工, 如铜合金、 铝合金( 特别是高硅铝合金 ) 及钛合金等有 色金属和极高耐磨性的复合材料 ,但不适合于铁基材料 的加工 。 采用锋利的切削刃和大正前角能够高效切削 , 使
切 削压 力 和积 屑瘤 达 到最 小 。
2 刀具 的涂 层 技术
主要 有 氧化 铝 陶瓷 、氮 化硅 陶 瓷 、i SC晶须增 韧 陶瓷 和纳 米 晶粒 陶瓷材 料 等 。它们 比硬 质 合金 有 更高 的化 学 稳定 性 , 在高 速切 削 下进 行 长时 间 的加 工 。 化铝 可 以 可 氧 耐非 常 高 的温 度 ,但 由于它 的韧 性 很低 ,若工 作 条 件 不 好 , 容易 破碎 。 极
干切削的关键技术
干切削的关键技术作者:李大为商皓来源:《城市建设理论研究》2013年第04期【摘要】干切削加工从根本上解决了切削液带来弊端,极大地节约加工成本,保护生态环境,还对传统湿加工生产方式进行批判挑战。
绿色加工技术,是面向21 世纪前沿制造技术。
随着机床技术和相关工艺研究的深入,干切削技术必将成为金属切削加工的主要方向。
本文介绍了干切削技术产生的历史背景,阐明了干切削的关键技术。
【关键词】干切削关键技术中图分类号:TU74 文献标识码:A 文章编号:干切削技术,通常都指不使用切削液来进行切削加工的技术方法,相对传统使用切削液加工(湿加工)方法而言,今天更应该从广义上来理解干切削技术:只要加工过程不使用切削液或使用微量切削液,加工出工件形成切屑干燥、“干净”(清洁)且能保证加工质量方法,就可归结为干切削技术范畴。
如采用最小量润滑技术(Minimal Quantity Lubrication,MQL)法加工时,工件切屑可保持干燥,过去文献称之为“准干切削”(Near- Dry cutting),实际上从广义来说,可认为其属于干切削范畴。
干切削技术可表述为:切削过程不使用切削液或使用微量切削液,加工出工件形成切屑干燥、“干净”(清洁)的高精度、高效率先进加工技术。
干切削技术起源并盛行于西方发达工业国家,目前德国、美国和日本等在干切削技术研究和应用方面处于国际领先地位。
据统计德国的制造业已有20%以上的机械加工采用干切削技术;日本已成功开发了使用液氮冷却的干切削系统并应用于高速加工中心;美国政府实行严格的环保法规,更促使其制造业不得不更多地考虑应用干切削技术。
我国干切削技术的研究虽起步较晚,但也取得了一些成果。
我们知道干切削技术的最大难点在于如何提高刀具在干切削中的性能,同时也对机床结构、工件材料及工艺过程等提出了新的要求。
而成都工具研究所、山东工业大学、清华大学及北京机床研究所等单位已对超硬刀具材料、刀具涂层技术及高速加工中心进行过系统研究及成功开发。
干切削加工时代即将来临

的 节 约潜 力 ,如 减 少 了 冷 却 润 滑 剂 的 消 耗 ,减 少 了冷
却润 滑 剂设 备 方 面 的投 资 ,取 消 了工 件 清 洗 的 费用 等 ; _是 由 于工 件 不 脏 , 比较 干 燥 ,可 免 清 洁 工 序 而 直 接 二 转 入下 道 工序 ,缩 短 了l 流 程 ,有 利 于 提 高 生产 率 。 T艺
总 之 ,MMSJ工 具 有 很 大 的 经 济 效 益 。G o 公 司 加 工 j I rb
术 。所 谓 干切 削并 不 是 真 正 意 义 上 的 干 切 削 ,而 是 相 对 于 传 统 的切 削 加 工 中用 大 量 冷 却 润 滑 液 的所 谓 湿 式 加 工 而 言 的 。 干 切 削 过 程 中 取 消 了传 统 的冷 却 润 滑 液 而改 用 油 雾冷 却 润 滑 ,消耗 的 润 滑 剂 很 少 。 因此 ,干
纵 观 干切 削 ( MMS )加 工 的发 展 ,它 之 所 以 引起 广 泛 关 注 ,主 要有 两 大 因 素 : ・ MMS I 具 有 很 大 是  ̄工
粤书 粤寻 寻 e ¥ 寻 寻 寻 粤
设 备 上 的 投 资 就 达 百 万 欧 元 之 巨 ,每 年 在 冷 却 润 滑剂
国 ,性 价 比的优 势 在 中 国 ,我 们完 全 有可 能 赶上 并超 过
它 们 。只要认 真研究 , 自主创 新 ,就 一定 能创 造 出 中 国
的 民族 品 牌 。这 样 才 会 真 正 地 使 我 国成 为 齿 轮 制 造 强
国
图 1 2
参 考 资料
[1吴 柏 林 . 床 工 具 行 , 20 年 经 济 运 行 趋 势 预 测 . 电 产 品 市 1 机 I 06 k 机 场 ,2 0 06 【]曾 韬 . 旋 锥 齿 轮 小 轮 切齿 方 程 组 的解 . 械 工 程 学 报 , 17 2 螺 机 99
小模数螺旋伞齿轮干切削技术

小模数螺旋伞齿轮干切削技术
1. 概述
小模数螺旋伞齿轮是一种常用于精密机械的齿轮传动件,具有传动平稳、噪音低、精度高、传动效率高等特点。
为了满足对小型齿轮的高精度加工需求,小模数螺旋伞齿轮干切削技术应运而生。
本文将主要介绍小模数螺旋伞齿轮干切削技术的相关知识和应用。
2. 小模数螺旋伞齿轮的特点
小模数螺旋伞齿轮与其他齿轮相比,具有以下特点:
1.零件小巧轻便,适用于机械微小化趋势。
2.传动平稳,运行噪音低,便于满足安静要求的场合。
3.传动效率高,适用于高速高功率远动力传递。
3. 干切削技术的基本概念
干切削是指在切削过程中使用干燥切屑去将加工表面的材料去除,不使用冷却润滑剂的切削方式。
干切削技术的应用可以大大提高加工效率,并且减少环保问题所带来的不便。
4. 小模数螺旋伞齿轮干切削的优势
小模数螺旋伞齿轮的加工工艺要求精度高、精细复杂的加工方式,而干切削技术恰好满足了这一需求。
干切削可以减少切削液流散、挥发、渗透等对环境带来的污染,同时可以减少切削液的成本,提升加工效率。
小模数螺旋伞齿轮的干切削技术可以提高产量和降低生产成本,并且可以减少对环境的污染。
此外,该技术还可以大大提高加工产品的质量和精度,具有非常好的应用前景。
5. 应用场景
小模数螺旋伞齿轮干切削技术广泛应用于汽车、摩托车、船舶、航空、航天、高速列车、通讯、家用电器等行业。
6. 结论
小模数螺旋伞齿轮干切削技术具有广泛应用前景,可以提高加工效率和降低生产成本,同时还可以减少对环境的污染。
在未来的发展中,将进一步推动小型齿轮精密加工的发展。
准干式切削(NearDryMachining)和微量润滑系统(MQL)
准干式切削(Near Dry Machining)和微量润滑系统(MQL)定义,概念:干式切削:在金属切削加工应用过程中,不使用任何润滑剂和冷却液,直接将刀具与工件接触,进行切削加工。
干式切削因为没有润滑和冷却,产生大量冲击应力热和摩擦热,对刀具的损害比较大,加工工件的精度相对较低。
准干式切削:是相对干式切削和湿式切削而言的,是在切削刀具的切削刃上喷上一层润滑油,切削加工的时候,润滑油在刀具和工件间形成一层油膜,保护刀具和工件,避免热量产生,提高工件加工精度,特别是在精密加工中。
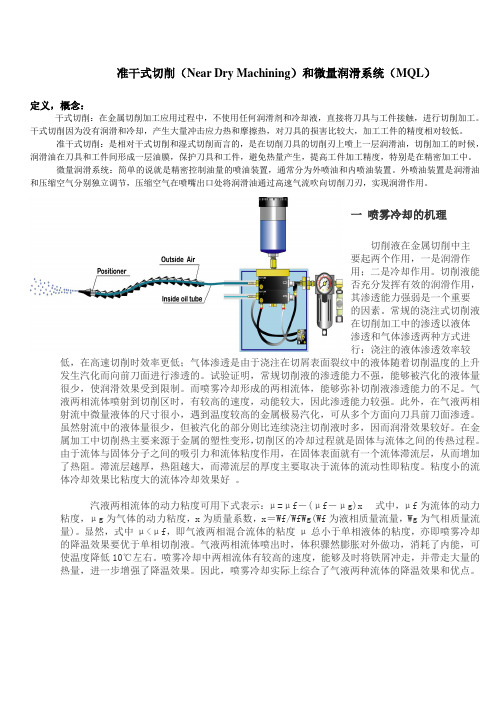
微量润滑系统:简单的说就是精密控制油量的喷油装置,通常分为外喷油和内喷油装置。
外喷油装置是润滑油和压缩空气分别独立调节,压缩空气在喷嘴出口处将润滑油通过高速气流吹向切削刀刃,实现润滑作用。
一喷雾冷却的机理切削液在金属切削中主要起两个作用,一是润滑作用;二是冷却作用。
切削液能否充分发挥有效的润滑作用,其渗透能力强弱是一个重要的因素。
常规的浇注式切削液在切削加工中的渗透以液体渗透和气体渗透两种方式进行:浇注的液体渗透效率较低,在高速切削时效率更低;气体渗透是由于浇注在切屑表面裂纹中的液体随着切削温度的上升发生汽化而向前刀面进行渗透的。
试验证明,常规切削液的渗透能力不强,能够被汽化的液体量很少,使润滑效果受到限制。
而喷雾冷却形成的两相流体,能够弥补切削液渗透能力的不足。
气液两相流体喷射到切削区时,有较高的速度,动能较大,因此渗透能力较强。
此外,在气液两相射流中微量液体的尺寸很小,遇到温度较高的金属极易汽化,可从多个方面向刀具前刀面渗透。
虽然射流中的液体量很少,但被汽化的部分则比连续浇注切削液时多,因而润滑效果较好。
在金属加工中切削热主要来源于金属的塑性变形,切削区的冷却过程就是固体与流体之间的传热过程。
由于流体与固体分子之间的吸引力和流体粘度作用,在固体表面就有一个流体滞流层,从而增加了热阻。
滞流层越厚,热阻越大,而滞流层的厚度主要取决于流体的流动性即粘度。
数控机床干切削技术浅谈
针对不 同的切削条件和 切削材料应 充分权衡 以上三要素在 可节约的 加工成 本和可 得到 的加工效果 间的利 弊, 然后制 定正确 的加 工方案 。各
种超 硬 、 耐高温 刀具材 料及 其涂层 技术 的迅 猛 发展 , 为干切 削技 术 的发
展创造 了极 为有利 的条件 ; 最 小量润 滑装置 的有效应用 和各种 带 中心小
有 切削液 , 刀具和切屑接触 区域的温度升 高所致 。因此 , 通常应使 刀具有 大 的前角和 刃倾角 , 前角增 大后 , 刀刃强度会 受影 响, 此时应 配 以前 刀面 加 强单元 。 2 、 干切削 的机床 结构 :
统切削 工艺 的重大改进 , 为新世 纪提供一 种清洁 、 高效 、 安 全 的新 的切 削
技术 ; 高速 干切 削技术 ; 低 温干切 削技 术; 静 电冷 却干切 削 技术 ; 准 干切 削技术 等。 四、 总 结与展望 : 干切 削作为一种新 的切削工艺 与高速切削是相 辅相成 的。它 已经对 传 统切削工 艺造成 了极大 的冲 击 。它 不仅 降低 了切削成 本 , 也避免 了环
科 学 进 步
科学与财富
数控机床干切 削技术 浅谈
郑广健 陈小燕
摘
( 新乡职业技 术学院 河南 新乡 4 5 3 0 0 6 ) 要: 干切 削作 为2 l 世纪 的一种 清洁、 高效 、 安全 的新的切削方法 , 不仅 可以降低切削成本 , 而且可 以避免切 削液对环境 的污染 、 对 操作者的伤害 。
境 的污 染。怎样在 高温下保护刀 具, 延长刀 具寿命是干切 削的难点 。 干切 削技 术是一 项系 统工程 , 涉 及 刀具 、 机床 、 工艺、 材 料和 生产 管 理诸 多方面的 改革 和创新 。必须强调一 点, 干切削 是把 切削刀具 、 加工中 心 结构 参数和加工 策略等要素综 合于一体 的加 工新工艺 。
干式切削加工
绿色制造中的干式加工绪论:由于生态效益和经济效益的驱动,绿色制造技术被广大的学者提了出来。
对于传统的机械加工方式而言,干式切削加工方式是最可行的应用之一。
要实现干式切削有许多问题需要解决,主要是关于刀具、机床和切削参数方面的。
这几个方面的选择要兼顾,才能很好的实现干式切削。
干式切削是我国未来的机械加工发展的一个趋势。
关键词:干式切削技术材料涂层意义Abstract:As the drive of the ecological and economic benefits, green manufacturing technology has been put out by the majority of scholars. In terms of the traditionalmanufacturing , the method of dry cutting is one of the most feasible application. In order to achieve the dry cutting, there are still many problems to be solved, mainly about the tools, machine tools and cutting parameters.In order to make a right choice,you had better think all of those factors. Dry cutting machining is a trend in the development of manufacturing in our country.Keywords:Dry cutting Technology Material Coating Significance 随着环境意识在全球范围内的增强以及环保法规的要求越来越严格,传统加工方式中所用的切削液对环境的负面作用也越来越明显。
初探绿色切削加工技术——干切削

l 干 切 削 加 工 的 刀 具 与 机 车 由 于 干 式 切 削 的 温 度 比 湿 式 切 削 高 得 多 , 实 为 现 干 式 切 削 , 求 刀 具 材 料必 须 具 有 较 高 的 红 硬 性 、 要
求 , 人 的 健 康 和 环 境 没 有 危 害 的 切 削技 术 。 对 在 传 统 的 切 削 加 工 中 , 要 使 用 大 量 切 削 液 浇 需
细 晶 粒 硬 质 合 金 特 别 是 能 承 受 较 高 切 削 温 度 的 Ti ( ) 硬 质 合 金 ( 称 金 属 陶 瓷 ) 可 用 于 干 切 C N 基 又 ,
削 。 不 过 , 属 陶 瓷 的 耐 冲 击 性 差 , 多 用 于 精 和 半 金 故 精 加 工 , 国 Ke n mea 公 司 涂 有 Ti N 的 金 属 美 n a tl AI 陶 瓷 刀 片 HT7, 是 为 干 铣 削 合 金 钢 和 高 合 金 钢 而 就 开 发 。 合 肥 工 业 大 学 利 用 经 Ti 纳 米 粉 体 改 性 的 N 金 属 陶 瓷 刀 片 进 行 干 切 削 试 验 , 果 较 好 。P 效 CD( 聚
晶金 刚石 ) C 和 VD 金 刚 石 涂 层 刀 片 有 很 高 的 硬 度 和
中图 分类号 : TG5 6 0
文献标 识码 : A
文 章 编 号 :0 7 6 2 (0 7 2 ~ 0 l~ 0 l0 — 9 l 2 0 ) 1 4 5 2
机 械 产 品 的 制 造 过 程 是 直 接 消 耗 资 源 和 产 生 废弃物 的主要环 节 , 入 2 进 l世 纪 , 制 造 业 实 施 绿 在 色 制 造 已势 在 必 行 。 切 削 加 工 作 为 制 造 业 重 要 而 应 用 广 泛 的 加 工 方 法 正 面 临 新 的挑 战 , 此 背 景 下 , 在 绿 色 切 削 加 工 技 术 应 运 而 生 。 所 谓 绿 色 切 削 技 术 是 绿 色 制 造 的 一 个 组 成 部 分 , 是 指 对 生 态 大 环 境 和 加 它 工 现 场 小 环 境 均 无 毒 副 作 用 ( 副 作 用 很 小 )在 加 或 , 工过程 中产生 的少 量 “ 废 ” 废 气 、 液和 废 渣 ) 三 ( 废 在 链 条 末 端 可 回 收 或 自然 降 解 , 到 无 公 害 的 环 保 要 达
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
干切削加工技术的发展与应用
孙宇机092 0910012052
环境保护是人类生存生产持续发展及高质量生产的需要,工业生产对环境的污染和破坏主要体现在生产过程,产品的运行过程产生的废弃物的排放及能源,原材料和其它资源的不合理消耗等方面,消除或减少工业生产对环境污染的根本出路在于推广应用清洁制造工艺技术,为此我们必须仔细分析生产过程的每一要素,改进传统工艺或开发新型替代工艺。
对切削过程的研究表明;切削液传统的冷却,润滑,排屑等作用在加工过程中得不到充分而有效的发挥,因此,人们试图不用或少用切削液来改变这种状况,以适应清洁生产工艺及减小生产成本的要求。
干切削加工技术就是这样的一种方法,它能较好地解决生存环境,技术与经济之间的协调关系并促进加工技术的持续发展。
1.干切削技术的内涵
干切削加工已不是新名词了。
早已为人们所熟知"干切削加工是金切领域近年来发展起来的一项关键技术" 所谓干切削并不是真正意义上的干切削,而是相对于传统的切削加工中用大量冷却润滑液的所谓湿式加工而言的" 干切削过
程中取消了传统的冷却润滑液,而改用油雾冷却润滑。
消耗的润滑剂很少" 因此,干切削也叫少量润滑剂加工法,即MMS加工。
例如德国公司加工铝制变速箱壳体时,每个箱体用300L空气与1g油混合成油雾通过工作主轴供给刀具切削刃,达到冷却润滑的目的。
应用MMS加工法时要用专门的油雾发生器"。
2.干切削的特点
a.由于不使用切削液,完全消除了切削液导致的一系列负面效应。
与湿切削相比,干切削具有以下优点:
(1)形成的切屑干净、清洁、无污染,易于回收和处理;
(2)省去了与切削液有关的传输、过滤、回收等装置及费用,简化了生产系统,节约了生产成本。
(3)节省了与切削液及切屑处理有关的费用;
(4)不产生环境污染及与切削液有关的安全与质量事故。
由于具有这些优点,干切削已成为目前清洁制造工艺研究的热点之一,并在车、铣、钻、铰、镗削加工中得到了成功的应用。
并且切屑清洁、无污染、易于回收处理;节省了与切削液有关的供应、回收、处理的一切费用,降低生产成本;不污染环境。
b.干切削工艺的不足之处
和相同条件下的湿切削加工相比,干切削也有不足的地方:
(1)直接的加工能耗(加工变形能和摩擦能耗)增大。
切削温度增高;
(2)刀具、切削接触区的摩擦状态及磨损机理发生改变,刀具磨损加快;
(3)切屑因较高的热塑性而难以折断和控制,切屑的收集和排除较为困难;
(4)加工表面质量易于恶化。
而且若在切削加工中不使用切削液,会使切削环境恶化,在切削加工区,刀具与切屑、刀具与工件之间的摩擦加剧,切削力增大,切削热增加,切削温度升高。
刀具耐用度降低,工件加工表面质量变差。
因此,干切削加工并不是简单地取消切削液就能实现的,需要根据切削加工的特点,合理地选择刀具材料,设计合理的刀具角度,创造良好的切削条件。
使干切削成为可能。
3.干切削加工技术的应用
a)铸铁的干切削:铸铁加工通常都不用切削液,是最典型的干切削加工方式。
目前的研究主题是如何提高其加工效率。
美国LeBlond Makino公司研究开发的“红月牙”铸铁于切削技术就是利用陶瓷或CBN刀具进行高速加工。
由于切削速度和进给量很高,产生的热量很快聚集在刀具前端,使被加工面一部分材料达到红热状态,其屈服强度下降,可大大提高切削效率。
通常铸铁的金属切除率(车削)为16cm3/min,而采用“红月牙”于切削加工,可使其提高为149cm3/min;b)铝的干切削:铝材的应用量在不断增加,特别是在汽车行业更是如此。
铝材的高效干切削加工就成为必须解决的问题。
美国Turchan公司研制了一种用于开口零件平面铣削的机床,并配有获得专利的真空系统,排屑非常流畅。
金刚石刀具是有色金属干切削成功应用的关键。
美国QQC公司开发了一种可使金刚石与基体材料之间得到真正冶金结合的扩散工艺,可进行涂覆,其优点是导热系数大,扩散快与铝材不亲合;
c)镁的干切削:镁是金属中最难加工的材料之一,它具有易燃性,与切削液中的水会产生反应,造成切削液中的水硬化。
而且镁一旦受潮就成为污染物,因此镁必须采用干切削加工技术。
4.干切削刀具的设计方法
干切削刀具通用如下设计方法:
(1)基于自由切削的原理,设计刀具切削部分的几何形状,以减少由于流屑干涉引起的切削能耗;
(2)尽量增大刀具切削部分单位表面积所包含的材料体积,提高刃部和尖部的瞬问受热能力;
(3)使刀具为负前角或使前后刀面凸起,以延缓月牙洼对刀刃的损害,这种方法在一些新型刀具上已有应用;
(4)增大负刃倾角,改善刀刃及刀尖的切入状态,以提高刀具抗冲击和抗热震能力;
(5)加大切削在前刀面断屑台上的变形量和增加断屑台的个数,以提高对强韧性切屑的断屑能力。
5.实现干切削加工的关键技术
在干切削加工中,由于缺少了切削液的润滑、冷却、排屑等作用,切削力、切削热会大量增加,切削区温度急剧上升,刀具磨损和机床变形加剧;同时,工件加工质量变差。
要使干切削在规定的时间达到与湿加工相当、甚至超过湿加工的加工质量和刀具耐用度,就必须对包括刀具、机床、工件在内的整个工艺系统进行全面的考虑并采取相应的措施,消除干切削的不利影响。
6.干切削刀具设计
(1)开发适应干切削加工的刀具材料
开发适应干切削加工的刀具材料是干切削技术中的关键技术。
在干切削加工时,为了加速排屑与散热,提高刀具的使用寿命,一般采用比普通加工要高的切削速度,因此,干切削刀具材料应具有很高的红硬性和热韧性。
目前适用于干切削的刀具材料有超细颗粒硬质合金、立方氮化硼(CBN )、聚晶金刚石(PCD )、SiC 晶须增韧陶瓷和纳米晶粒陶瓷材料等。
超细颗粒硬质合金具有很好的韧性和耐热性,适用于需要大前角的场合,可用于干切削中使用的钻头、深孔钻。
CBN 材料的硬度高达HV3200~4000 ,具有很高的耐热性和抗化学腐蚀性,适用于对铸铁和淬火钢干切削的工具中。
而PCD 材料的硬度约为CBN 的2 倍,其导热性好、热膨胀系数也很小,特别适合于对各种铜铝合金、非金属材料和复合材料进行高速干切削的工具中。
近年来,在Al20 3机体中添加20% ~30% 的SiC 晶须形成了“晶须增韧陶瓷”,SiC 晶须的作用犹如钢筋混凝土中的钢筋,它能成为阻挡或改变裂纹发展方向的障碍物,使刀具的韧性大幅度提高,它是一种很有发
展前途的刀具材料。
(2)开发刀具涂层技术
对刀具表面进行涂层处理可减小刀具与工件表面之间的摩擦,减小切削力,降低对切削液润滑作用的依赖。
目前,用于干切削刀具的涂层技术主要有两种,一是“硬”涂层,如TiN、TiC、和Al20 3等。
其优点是硬度高、耐磨性好,如TiC 涂层刀具抗后刀面磨损能力强,而TiN 涂层刀具则有较理想的抗月牙洼磨损能力;二是“软”涂层,如MOS 2
涂层和WS 2涂层等。
其优点是表面摩擦系数很低,大约只有0.01。
用这种涂层刀具进行切削,可以减少刀具与工件和刀具与切屑之间的摩擦,故又称为自润滑刀具。
如德国Gubring 公司开发的“M0VIC ”软涂层工艺,就是在刀具表面涂覆一层MOS 2。
实验表明,在含9% Si的铝合金上进行干攻丝加工,普通丝锥只能加工20 个孔,TiAlN 涂层丝锥可加工1000 个孔,而M0VIC 涂层丝锥可加工4000 个孔。
(3)优化刀具几何形状
针对干切削加工特点,刀具的几何形状也须进行优化:第一,减少刀具与工件表面之间的接触面积。
如将钻头的导程加大,倒锥角加大,以便顺利排屑,防止阻塞。
这样改进后效果非常明显,钻孔能力提高了数倍,如美国CarbOly公司把刀片制成超大正前角,加强刃,前刀面呈多条弧形沟,减少切屑与前刀面接触,使切削温度大为降低,采用通常切削速度,刀具寿命可提高3~4 倍。
第二,考虑刀具表面的最大润滑性,防止积屑瘤的产生。
此外,在干切削加工时,细颗粒硬质合金刀具和PCD 刀具的切削刃口可作微小钝化,以其自身基体的强度来保持刀口的锋利,达到降低切削温度的目的。
这不但可保持刀具的优良性能,还可保持刀具的最佳使用寿命。
7.结束语
干切削加工从根本上解决了切削液带来弊端,极大地节约加工成本,保护生态环境,还对传统湿加工生产方式进行批判挑战。
绿色加工技术,是面向21世纪前沿制造技术。
随着机床技术和相关工艺研究的深入,干切削技术必将成为金属切
削加工的主要方向。
8.参考文献
a.干切削的关键技术及其应用杨小璠
b.干切削加工技术的应用敖小宝,游誉林
c.干切削加工时代即将来临沈福金
d.基于环保要求的干切削加工技术姜英,王友林
e.浅谈干切削加工技术的发展与应用刘美兰
f.干切削加工关键技术的研究柳青。