焊接钢管规格表2011-01-12
锅炉安装检验资料目录及表格
表 1.3
06
现场设备、工业管道焊接工艺及验收规范
07
低压锅炉用无缝钢管
08
焊条质量管理规程
09
质量管理和质量保证
10
焊接名词术语
GBJ236-82 GB3087-82 JB3223-83 GB/T1030 GB3375-82
11
锅炉压力容器焊工考试规则
劳动人事部
12
锅炉压力容器安全监察条例》实施细则
实测横向 (mm)
002 基础平面标高偏差
+0
+100
-20
003 外形 基础上平面外形尺寸 ±20
+20
尺寸 凸台上平面外形尺寸 -20
-18
凹坑外形尺寸 004 基础平面的不水平度
005 竖向偏差
006 预 埋 地 脚 标高 螺栓 中心距
+20 5/每米:全高 ≤20 5/每米:全高 ≤20 +20 -0 ±2
五、 本资料由安装单位填写,至少三份分别送建设单位和锅炉检验单位 各一份,其余由安装单位自留存档。各表签证必须齐全否则无效。 填写时应正楷字录入,登入资料的数据应准确可靠,诉述简明扼要。 施工过程中用表可参照本资料另行复制。
安装检验资料
编号 1.0 1.1 1.2 1.3
1.4 1.5 1.6 1.7 1.8 1.9 1.10
20gb3087焊接部位锅炉本体对流管束牌号名称规格烘干温e430332100150e430325100150按gb5023597焊接方法焊接设备电源极性坡口加工焊接层次焊接材料气体流量lmin焊接电流电弧电压焊接速度mm分喷嘴直径mm种类规格射线探伤数量smawbx315交流手工机械底层3210011024265080超声波探伤数量smawbx315交流手工机械填充层3211012524265080工艺评定报告编号hp200409smawbx315交流手工机械表层2511012524265080编制批准山东xx工程有限公司卡编号本卡一式三联一编制存根二技术资料存档三焊工水冷壁焊接检验记录焊接工艺卡建设单位山东xx化工有限公锅炉型号shl35157aii制造单位无锡xx锅炉有限公司出厂编号yl029513结构简图技术要求20gb3087焊接部位锅炉本体对流管束牌号名称规格烘干温保温时间he430332100150e430325100150检验按gb5023597焊接方法焊接设备电源极性加工焊接层次焊接材料气体流量lmin焊接电流电弧电压焊接速度mm分喷嘴直径mm种类规格射线探伤数量25smawbx315交流手工机械底层329010024265080超声波探伤数量smawbx315交流手工机械填充层3210011024265080工艺评定报告编号hp200403smawbx315交流手工机械表层2511012524265080编制批准山东xx工程有限公司卡编号本卡一式三联一编制存根二技术资料存档三焊工水冷壁焊接检验记录焊接工艺卡建设单位山东xx化工有限公司锅炉型号shl35157aii制造单位无锡xx锅炉有限公司出厂编号yl029513结构简图技术要求20gb3087焊接部位锅炉本体对流管束牌号名称规格烘干温e430332100150e430325100150按gb5023597焊接方法焊接设备电源极性坡口加工焊接层次焊接材料气体流量lmin焊接电流电弧电压焊接速度mm分喷嘴直径mm规格射线探伤数量smawbx315直流手工机械底层329010024265080超声波探伤数量smawbx315直流手工机械填充层3210011024265080工艺评定报告编号hp200404smawbx315直流手工机械表层2511012524265080编制审批山东xx工程有限公司卡编号本卡一式三联一编制存根二技术资料存档水冷壁焊
XJQ-MPS-1204西气东输三线MPS--新的
范围
1
1/0
2012-04-20
03
XJQ-MPS-1204-02
工艺流程图
1
1/0
2012-04-20
04
XJQ-MPS-1204-03
原料检验
6
1/0
2012-04-20
05
XJQ-MPS-1204-04
拆卷矫平
1
1/0
2012-04-20
06
XJQ-MPS-1204-05
钢级:X80M
制造商:新疆钢管有限公司
编制
审核
批准
制造工艺规范(MPS)
编号
XJQ-MPS-1204-00
规格
Φ1219 ×18.4mm
材质
X80M
目录
共1页
第1页
日期
2012-04-20
目录
序号
文件编号
文件名称
页数
版本/修订
日期
01
XJQ-MPS-1204-00
目录
1
1/0
2012-04-20
02
共6页
第1页
日期
2012-04-20
原料检验
一、焊接材料检验
1、焊丝
1.1焊丝牌号:MK680GX-Ⅲ、H08C;
1.2检验项目:焊丝外观质量、直径、化学成分、质证书等;
1.3验收标准:GB/T12470及MK680GX-Ⅲ焊丝技术协议、H08C焊丝技术协议;
1.4技术要求:
a)焊丝表面应光滑清洁,无裂纹、锈蚀、麻点、污染等缺陷;
b)熔敷金属:每批一次;
c)质证书:每批;
d)检验批定义:同一厂家、同一牌号、同一炉批号、同一工艺生产的不大于60t为一个检验批。
城镇燃气PE管道的焊接工艺评定

[6] 张 华, 郭力杰, 林三宝, 等. 镁合金 AZ31 搅拌摩 擦 焊 塑 性 流 体流动[J]. 焊接学报, 2004, 25 (4): 67-72.
[7] 杨素媛, 张保垒. 厚板 AZ31 镁合金搅拌摩擦焊焊接接 头 的 组 织 与性能[J]. 焊接学报, 2009, 30(5): 1-5.
编号 HP-12-01 HP-12-02 HP-12-03
表 1 焊接工艺评定项目
规格/mm 试件数量 接头形式 焊接位置
DN110
6
对接
水平位置DN315来自6对接水平位置
DN63
5
电熔承插 水平位置
焊接方法 热熔焊接 热熔焊接 电熔焊接
前两项焊接工艺评定即可包含本工程所有 PE 管 的热熔连接, 第三项为管件电熔连接验证评定, 可 包含所有规格的 PE 管。 3.3 试件制备
料以其优越的性能已成为重要的工程材料, 聚乙烯 材 料 (polyethylene material, 简 称 PE) 即 为 其 中 之 一, 由聚乙烯材料制成的管材简称 PE 管, 它具有密 度小、 自身质量小、 比强度高; 化学稳定性高, 能 耐大多数酸碱的腐蚀; 柔韧性好, 施工方便; 使用 寿 命 长 ( 可 达 50 年 以 上 )[1], 无 毒 害 等 优 点 , 因 此 PE 管成为我国 “十一五” 期间推广应用的一种新型 绿色材料。 近年来, PE 管逐渐取代钢管而广泛应用 于城市燃气输送管道。 而在燃气管道施工中 PE 管的 焊接属于关键技术, 焊接质量的好坏直接关系到燃 气管网系统的运行效果和使用寿命。 因此, 为确保 PE 管的焊接质量, 在正式施工前要做好焊接工艺评 定工作。 本文主要阐述某县城天然气管道安装工程 中 PE 管的焊接工艺评定。
材料进场报验表完整
材料进场报验表完整Material Entry n FormProject Name: Qingshuiwan Complex Buildingn Unit: Zhengzhou Jian'an n EngineeringSerial No。
Name No。
n Date XXX on Site Certificate No。
Appearance XXX1 Polycarbonate Sheet 10.00mm 356m² 2021(X)0056 Shanghai Quanfu Durable Appearance: XXX Manager: Quality Inspector: Material Officer:2 60*40*1-4 Square Steel Pipe 40*80*1-5 80*80*1-5 240m 90m 312m Tianjin Yuantai Trade Co。
Ltd。
Anyang Iron and Steel Co。
Ltd。
Lxxxxxxxx1 Glossy。
XXX Manager: Quality Inspector: Material Officer:3 250*250*10mm Pre-embedded Parts 60 XXX Appearance: Good Qualified n Manager: Quality Inspector: Material Officer:4 10mm Medium Carbon XXX 60 pieces Anyang Iron and Steel Co。
Ltd。
Glossy。
No n。
Good Appearance Qualified n Manager: Quality Inspector: Material Officer:Material Entry n FormProject Name: Qingshuiwan Complex Buildingn Unit: Zhengzhou Jian'an n EngineeringSerial No。
国标焊接钢管规格表

焊管:焊接钢管也称焊管,是用钢板或带钢经过卷曲成型后焊接制成的钢管,一般定尺6米。
焊接钢管生产工艺简单,生产效率高,品种规格多,设备投资少,但一般强度低于无缝钢管。
简介:概述20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断提升,焊接钢管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。
焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。
按生产方法分类:工艺分类-电弧焊管,电阻焊管,(高频,低频)气焊管,炉焊管。
较小口径的焊管采用直缝焊,大口径焊管则多采用螺旋焊;按钢管端部形状分为圆形焊管和异型(方、矩型等)焊管;按材质和用途不同分为矿用流体输送焊接钢管、低压流体输送用镀锌焊接钢管、带式输送机托辊电焊钢管等。
根据现行国标中的规格尺寸表,按外径*壁厚由小到大排序。
产品标准焊管常用材质为:Q235A,Q235C、Q235B、16Mn、20#、Q345、L245、L290、X42、X46、X60、X80、0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb等。
焊接钢管采用的坯料是钢板或带钢,因其焊接工艺不同而分为炉焊管、电焊(电阻焊)管和自动电弧焊管。
因其焊接形式的不同分为直缝焊管和螺旋焊管两种。
因其端部形状又分为圆形焊管和异型(方、扁等)焊管。
焊管因其材质和用途不同而分为如下若干品种:GB/T3091-2008(低压流体输送用焊接钢管):主要用于输送水、煤气、空气、油和取暖热水或蒸汽等一般较低压力流体和其它用途管。
其代表材质为:Q235A级钢。
GB/T14291-2006(矿用流体输送焊接钢管):主要用于矿山压风、排水、轴放瓦斯用直缝焊接钢管。
其代表材质Q235A、B级钢。
GB/T12770-2002(机械结构用不锈钢焊接钢管):主要用于机械、汽车、自行车、家具、宾馆和饭店装饰及其他机械部件与结构件。
其代表材质0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb 等。
GB_50235—2010GB50235-2010工业金属管道工程施工规范研讨讲义

2.1.9 管道支承件 pipe-supporting elements 将管道的自重、输送流体的重量、由于操作压力和 温差所造成的荷载以及振动、风力、地震、雪载、 冲击和位移应变引起的荷载等传递到管架结构上去 的管道元件。包括管道安装件和附着件。 2.1.10 安装件 fixtures 将负荷从管子或管道附着件上传递到支承结构或设 备上的管道元件。它包括吊杆、弹簧支吊架、斜拉 杆、平衡锤、松紧螺栓、支撑杆、链条、导轨、锚 固件、鞍座、垫板、滚柱、托座和滑动支架等。
2012-1-4
14
3.1.4 管道施工前应具备下列条件:
1 工程设计图纸和相关技术文件应齐全,并已按 规定程序进行设计交底和图纸会审。 2 施工组织设计或施工方案已批准,技术和安全 交底已经完成。 3 施工人员已进行安全教育和技术培训,按有关 规定考核合格。 4 已办理管道工程开工文件。 5 用于管道施工的机械、工器具应安全可靠;计 量器具应检定合格。 6 已制定相应的安全应急预案。
2012-1-4 2
2.1.3 管道 piping 由管道元件组成,用以输送、分配、混合、分离、 排放、计量、控制或截止流体流动的管子、管件、 法兰、螺栓连接、垫片、阀门和其他组成件或受压 部件的装配总成。 2.1.4 工业金属管道 industrial metallic piping 采用金属管道元件配制而成的,在生产装置间用于 输送工艺介质的工艺管道、公用工程管道及其他辅 助管道。 2.1.5 压力管道 pressure piping 用于输送压力大于或者等于0.1MPa(表压)的气体、 液化气体、蒸汽介质或者可燃、易爆、有毒、有腐 蚀性、最高工作温度高于或者等于标准沸点的液体 介质,且公称尺寸大于25mm的管道。
API 5L认证用焊接工艺评定(补焊)X70

合格 合格
试验员
试验日期 2011.10.10 审核
日期
2011.10.10
XXXX 钢 管 有 限 公 司 射 线 探 伤 检 验 报 告
共8页
第8页
委托部门
车间
被检件名称
焊接工艺评 定试板
检测报告编号
PD2011-09
委托日期 2011.10.8 被检件材质
X70
检验执行标准 API 5L 第 44 版
保护气体(QW-408):
保护气 尾部保护气 背部保护气
气体种类 —— —— ——
混合比 —— —— ——
流量/L·min —— —— ——
其他 —— —— ——
预热(QW-406):
预热温度(允许最低值):
层间温度(允许最高值):
保持预热时间 ——
加热方式
——
—— ℃ —— ℃
焊后热处理(QW-407): ——
0.5 0.4 0.2 —— —— 无 —— —— ——
检验员
日期 2011.10.8 审核
日期 2011.10.8
射线探伤检验(QW-191)
检测报告编号
PD-2011-09
检测标准
API SPEC 5L 第 44 版
评定等级
T2 级
底片号
PD-09-1、PD-09-2
结果
I 级 合格
检验员
日期 2011.10.8 审核
焊接材料(QW-404):
焊材类别
焊材标准
焊材规格 焊材型号
焊条
GB/T5118-1995 Φ3.2/Φ4.0mm E6015-D1
焊材牌号 J607
其他 ——
焊接位置(QW-405): 对接焊缝的位置 平焊 1G 角焊缝位置 ——
最新版全套焊接工艺评定表格【范本模板】
焊接工艺评定任务书
热处理检验报告
表码号:Q/CKD/D035—2009 产品名称:产品编号: 部件
名称
部件
图号
热处理
方式
炉次号
试板热处理
状态
热处理工艺要求
PQR02
评定试板
焊后消除
应力
热处理
□同炉热处理
□无试板
入炉温度
(℃)
升温速度
(℃/h)
保温温度
(℃)
保温时间
(h)
降温速度
(℃/h)
冷却方式
及时间
出炉温度
(℃)
常温≤150620±203≤200
随炉冷却
后空冷
200
实际热处理温度-时间记录曲线
附:热处理温度—时间自动记录曲线图
曲线图原件保存在PQR01焊接工艺评定报告内。
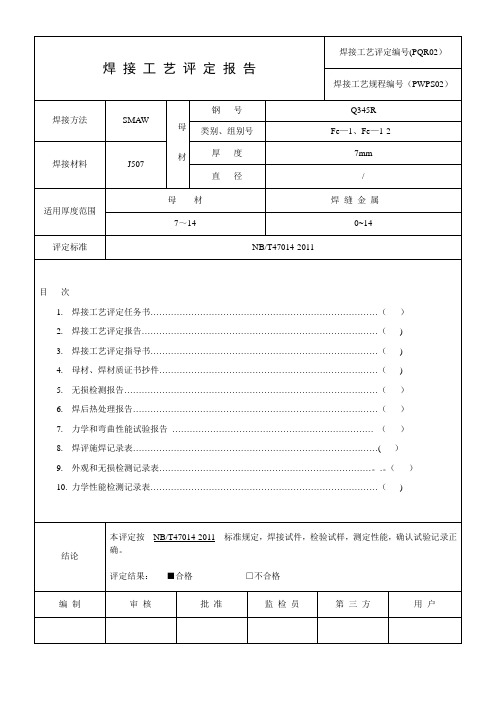
结论:■合格□不合格
审核人:李平检查员:李洲2011年3月22日。
常用材料名称规格型号标准对照表2011-1-25修订

批准: 钱华伟审核: 邢小福编制: 蒋宏威日期:2011年1月25日
批准: 钱华伟审核: 邢小福编制: 蒋宏威日期:2011年1月25日
批准: 钱华伟审核: 邢小福编制: 蒋宏威日期:2011年1月25日
批准: 钱华伟审核: 邢小福编制: 蒋宏威日期:2011年1月25日
批准: 钱华伟审核: 邢小福编制: 蒋宏威日期:2011年1月25日
批准: 钱华伟审核: 邢小福编制: 蒋宏威日期:2011年1月25日
批准: 钱华伟审核: 邢小福编制: 蒋宏威日期:2011年1月25日
批准: 钱华伟审核: 邢小福编制: 蒋宏威日期:2011年1月25日
批准: 钱华伟审核: 邢小福编制: 蒋宏威日期:2011年1月25日
批准: 钱华伟审核: 邢小福编制: 蒋宏威日期:2011年1月25日
批准: 钱华伟审核: 邢小福编制: 蒋宏威日期:2011年1月25日。
API 5L认证用焊接工艺评定(内外焊)X42

摆动焊或不摆动焊:
不摆动
焊前清理和层间清理: 角向磨光机、钢丝刷
单道焊或多道焊(每面): 单道焊
导电嘴至工件距离: 20-30 mm
摆动参数:
——
背面清根方法: 角向磨光机、钢丝刷
单丝焊或多丝焊:
单丝焊
锤击:
——
其他:焊剂烘干温度 300-350℃ 保温 1-2 小时
检验项目
横向拉 伸试验
检验项目及试样数量
焊缝区
距母材表面 t1=1mm
焊缝区
距母材表面 t1=1mm
焊缝区
距母材表面 t1=1mm
热影响区
距母材表面 t1=1mm
热影响区
距母材表面 t1=1mm
热影响区
试验执行标准
V型
61
V型
70
V型
75
V型
72
V型
60
V型
65
API 5L 第 44 版
试验仪器
落錘试验机 检验条件
22℃
缺口类型
缺口位置 缺口深度 断口表面缺陷
试样尺寸/mm 10×10×55 10×10×55 10×10×55 10×10×55 10×10×55 10×10×55
缺口断开试验 (QW-172)
试样编号 试样尺寸/mm HP02Q-1 180×38×13 HP02Q-2 180×38×13
试样位置
缺口位置
缺口类型 冲击吸收功/J
距母材表面 t1=1mm
HP02V-4
背弯
13
78.0
180
无裂纹
冲击试验(QW-171)
试验标准号; ASTM A370-2007
试验报告编号: PD-2011-02
(完整版)建筑施工扣件式钢管脚手架安全技术规范(JGJ_130-2011

建筑施工扣件式钢管脚手架安全技术规范JGJ 130-2011中华人民共和国建设部公告902号2011-01-28批准 2011-12-01实施1 总则1.0.1 为在扣件式钢管脚手架设计与施工中贯彻执行国家安全生产的方针政策,确保施工人员安全,做到技术先进、经济合理、安全适用,制定本规范。
1.0.2 本规范适用于房屋建筑工程和市政工程等施工用落地式单、双排扣件式钢管脚手架、满堂扣件式钢管脚手架、型钢悬挑扣件式钢管脚手架、满堂扣件式钢管支撑架的设计、施工及验收。
1.0.3 扣件式钢管脚手架施工前,应按本规范的规定对其结构构件与立杆地基承载力进行设计计算,并应编制专项施工方案。
1.0.4 扣件式钢管脚手架的设计、施工与验收,除应符合本规范的规定外,尚应符合国家现行有关强制性标准的规定。
2 术语、符号2.1 术语2.1.1 扣件式脚手架 steel tubular scaffold with couplers为建筑施工而搭设的、承受荷载的由扣件和钢管等构成的脚手架与支撑架,包含本规范各类脚手架与支撑架,统称脚手架。
2.1.2 支撑架 formwork support为钢结构安装或浇筑混凝土构件等搭设的承力支架。
2.1.3 单排扣件式钢管脚手架single pole steel tubular scaffold with couplers只有一排立杆,横向水平杆的一端搁置固定在墙体上的脚手架,简称单排架。
2.1.4 双排脚手架 double pole steel tubular scaffold with couplers 由内外两排立杆和水平杆等构成的脚手架,简称双排架。
2.1.5 满堂扣件式钢管脚手架fastener steel tube full hall scaffold 在纵、横方向,由不少于三排立杆并与水平杆、水平剪刀撑、竖向剪刀撑、扣件等构成的脚手架。
该架体顶部施工荷载通过水平杆传递给立杆,立杆呈偏心受压状态,简称满堂脚手架。
QMK-J59.026-2011 钎焊焊料技术条件(含AM1)

钎焊焊料技术条件版本:AM1美的集团家用空调事业本部发布钎焊焊料技术条件1范围本标准规定了铜基钎焊焊料(简称钎料)的分类、牌号、技术要求、试验方法及标志、包装、贮存和运输等;标准内容中除特殊说明外,钎焊焊料统一简称为钎料。
本标准适用于美的家用空调事业本部空调器制冷系统用钎料。
2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T5121.1 铜及铜合金化学分析方法第1部分:铜含量的测定GB6418 铜基钎料GB11363 钎焊接头强度试验方法GB11364 钎料润湿性试验方法QMK-J11.001逐批检查计数抽样程序及抽样表—进货检验QML-J11.006 产品中限制使用有害物质的技术标准QML-J11.014 限制使用多环芳烃PAHs 的技术标准QMK-J11.015 REACH法规要求技术标准3分类及牌号3.1按钎料化学成分分类a)铜磷钎料,牌号表示为BCu93P和BCu93P-R。
b)含银钎料,牌号表示为BCu91PAg、BCu92PAg-R和BCu88PAg、BCu89PAg。
c)银基钎料,牌号表示为HLAgCu40-35和HLAgCu30-35(TS-25Z)(主要用在钢和铜的连接)。
d)银基钎料,牌号表示TS-15T(适用于钢与钢之间的焊接)。
e)铜铝钎料,牌号表示DW-110(适用于铜与铝之间的焊接)。
3.2按钎料形状分类:焊条、焊环、焊丝。
4技术要求及试验方法4.1一般要求4.1.1钎料应符合本标准要求,并应按规定程序批准的图样和技术文件制造。
4.1.2每批钎料由同一品种、牌号、规格和供货状态的钎料组成。
4.1.4钎料应具有良好的钎焊工艺性。
在合适的钎焊工艺条件下,钎缝表面不应有未熔化的残留物。
脚手架搭设规范要求及安全技术管理1

Page 49
连续剪刀撑设置要求
6.6.3 高度在24m及以上的 双排脚手架应在外侧全立面连 续设置剪刀撑;高度在24m以 下的单、双排脚手架,均必须 在外侧两端、转角及中间间隔 不超过15m的立面上,各设置 一道剪刀撑,并应由底至顶连 续设置(图6.6.3)(备注)
强条
Page 50
横向斜撑设置要求
及验收。
Page 25
2017/3/16
Page 26
P 26
主节点必须设置 小横杆严禁拆除
2017/3/16
Page 27
P 27
2017/3/16
Page 28
P 28
3、材料要求
修订了钢管的规格。取消φ51×3.0钢管;为符合《焊接钢 管尺寸及单位长度重量》(GB/T 21835-2008),将原标 准中φ48×3.5的脚手架用钢管改为φ48.3×3.6。 钢管表面应平直光滑,不应有裂缝、结疤、分层、错位、 硬弯、 毛刺、压痕、深的划道及严重锈蚀等缺陷,严禁 打孔; 钢管使 用前必须涂刷防锈漆 对钢管壁厚的下差限制更严格。将原规定壁厚下差为 0.5mm改为0.36mm。当所用钢管的壁厚不符合规范规定 时,可以按钢管的实际尺寸进行设计计算。
这起事故因为死亡2人,所以是由邯郸市组织调查的, 报河北省备案。 事故原因主要有以下几点: 1、工程主体结构非法分包(华冶转包给了邯郸某工 程公司)
2、脚手架搭设使用的材质不合格(大部分抽检的钢 管壁厚不到2.8)
3、混凝土浇筑顺序错误,造成局部集中荷载过大, 导致支撑架体失稳(这是本次事故的直接原因) 4、现场安全、技术管理缺失,责任落实不到位 (备注)
满堂支撑架搭设高度不宜超过30m
当满堂支撑架小于4跨时,不宜超过5.2m
02.1120-2011 锅炉钢结构制造技术条件-2013.05.09

mm
K
可不加加强板,但须开坡口 可不加加强板,但须开坡口 t=6 t=6 t=6 t=8 t=8 t=8 t=8 t=10 t=10 t=10 t=12 t=12 140×100 160×120 200×140 250×160 300×200 320×220 360×240 400×280 450×320 560×400 600×420 630×500
1 范围 本标准规定了锅炉钢结构的材料选用、制造和验收要求。 本标准适用于固定式锅炉的焊接式钢构架和焊接式钢制构件。钢构架包括:立柱、顶板、梁、 平台、扶梯、支撑、框架、桁架、护板、刚性梁等,焊接式钢制构件包括空预器管板及烟、风、煤 和灰道等。 2 规范性引用文件 下列文件中的条款通过本标准的引用而构成为本标准的条款。凡是注日期的引用文件,其随后 所有的修改单(不包括勘误的内容)或修订版均不适用于本标准。然而,鼓励根据本标准达成协议 的各方研究是否可使用这些文件的最新版本。 凡是不注日期的引用文件, 其最新版本适用于本标准。 GB/T700 GB/T706 GB/T707 GB/T9787 GB/T9788 GB/T1591 GB/T3274 JB/T1152 JB/T1613 JB/T1614 JB/T1620 JB/T1623 JB/T2636 JB/T4730.2 JB/T4730.3 JB/T4730.4 Q/TGJ02.1117 Q/TGJ02.3204 GB/T11263 碳素结构钢 热轧工字钢尺寸、外形、重量及允许偏差 热轧槽钢尺寸、外形、重量及允许偏差 热轧等边角钢尺寸、外形、重量及允许偏差 热轧不等边角钢尺寸、外形、重量及允许偏差 低合金高强度结构钢 碳素结构钢和低合金结构钢、热轧厚钢板和钢带 锅炉和钢制压力容器对接焊缝超声波探伤 锅炉受压元件焊接技术条件 锅炉受压元件焊接接头力学性能试验方法 锅炉钢结构技术条件 锅炉管孔中心距尺寸偏差 锅炉受压元件焊接接头金相和断口检验方法 承压设备无损检测 承压设备无损检测 承压设备无损检测 第 2 部分:射线检测 第 3 部分:超声检测 第 4 部分:磁粉检测
建筑施工扣件式钢管脚手架安全技术规范》jgj130

建筑施工扣件式钢管脚手架安全技术规范》jgj130建筑施工扣件式钢管脚手架安全技术规范》jgj130篇一:建筑施工扣件式钢管脚手架安全技术规范注意要点(JGJ130-2011)建筑施工扣件式钢管脚手架安全技术规范(JGJ130-2011)本规范与原规范相比,增加了满堂脚手架与满堂支撑架、型钢悬挑脚手架等内容,对满堂脚手架与满堂支撑架部分增加较多内容。
以下是大家在施工现场中需重点关注的地方:3.1.2 脚手架钢管宜采用Φ48.3×3.6钢管。
3.4.3 可调托撑受压承载力设计值不应小于40kN,支托板厚不应小于5mm。
5.3.6 当满堂脚手架立杆间距不大于1.5m×1.5m,架体四周及中间与建筑物结构进行刚性连接,并且刚性连接点的水平点的水平间距不大于4.5m,竖向间距不大于3.6m时,可按本规范第5.2.6条~5.2.10条双排脚手架的规定进行计算。
5.4.6 满堂支撑立杆顶部立杆段的计算长度计算参数中,“a”:立杆伸出顶层水平杆中心线至支撑点的长度;应不大于0.5m。
6.1.2 双排脚手架搭设高度不宜超过50m,高度超过50m的双排架,应采用分段搭设等措施。
6.2.1 纵向水平杆接长应采用对接扣件连接或搭接,搭接长度不应小于1m,应等间距设置3个旋转扣件固定;端部扣件盖板边缘至搭接纵向水平杆杆端的距离不应小于100mm。
6.3.3 脚手架立杆基础不在同一高度上时,必须将高处的纵向扫地杆向低处延长两跨与立杆固定,高低差不应大于1m。
靠边坡上方的立杆轴线到边坡的距离不应小于50mm。
6.3.5 单排、双排与满堂脚手架立杆接长除顶层顶步外,其余各层各步接头必须采用对接扣件连接。
6.3.6 脚手架立杆对接、搭接应符合下列规定:各接头中心至主节点的距离不大于步距的1/3;当立杆采用搭接接长时,搭接长度不应小于1m,并应采用不少于2个旋转扣件固定。
6.3.7 脚手架立杆顶端栏杆宜高出女儿墙上端1m。
直缝埋弧焊管(L360M)
胜利油田胜利勘察设计 研究院有限公司 工程设计证书:A137004927 A格书
关中环线天然气储气调峰管道工程 直缝埋弧焊钢管(L360M)
项目号:DD10804-2 文件号:SPE-0000MA02-01 CADD 号:SPE-0000MA02-01-0.DOC 设计阶段:施工图 日期:2012,09,15 第 1 页 共 23 页 0版
项目号:DD10804-2
技术规格书
文件号:SPE-0000MA02-01 第 4 页 共 23 页
则被认为完全符合上述文件所有要求。即使供货商符合本技术规格书的所有条款,也并不等于 解除供货商对所提供的直缝埋弧焊钢管应当承担的全部责任。 3.5 除非经业主批准,直缝埋弧焊钢管应完全依照本技术规格书、其它相关文件及标准和规范 的要求。技术文件中的任何遗漏都不能作为解脱供货商责任的依据,所有改动应提交给业主批 准。对于不能妥善解决的问题,供货商有责任以书面形式通知业主。 4 供货范围 4.1 概述 4.1.1 供货商应对直缝埋弧焊钢管的材料、制造、供货、检查、试验和运输负有全部责任,保证 所提供的直缝埋弧焊钢管满足本技术规格书中的要求。 4.1.2 供货商所提供的直缝埋弧焊钢管必须是供货合同签订以后生产的, 在此之前生产的直缝埋 弧焊钢管严禁使用在本工程上。 4.2 供货范围 4.2.1 钢管种类、钢级及生产标准 直缝埋弧焊钢管 L360M PSL2(GB/T 9711-2011) 。 4.2.2 钢管规格、用量 钢管规格:Φ914×11mm;Φ914×14.2mm;Φ457×7.1mm;Φ610×10mm。 热煨弯管用母管:Φ914×10mm;Φ914 × 14.2mm;Φ914×16mm;Φ457 × 7.1mm;Φ457 ×8mm;Φ610×8mm;Φ610×10mm。 冷弯弯管用母管:Φ914 × 10mm;Φ914× 11mm; Φ914 × 14.2mm; Φ457 × 7.1mm; Φ610 ×8mm;Φ610×10mm。 具体规格及用量见订货合同。 5 通用条件 5.1 环境条件 管线经过各区域气象条件见表 1,沿线各地抗震设防烈度和设计基本地震加速度值见表 2。 表 1 各区域气象条件
常用现行标汇总

HG/T20631-2009
钢制管法兰用缠绕式垫片(class系列)
2009-07-01
HG20631-1997
31
HG/T20632-2009
钢制管法兰用具有覆盖层的齿形组合垫
2009-07-01
HG20632-1997
32
HG/T20633-2009
钢制管法兰用金属环形垫(class系列)
2009-07-01
2009-07-01
HG20609-1997
20
HG/T20610-2009
钢制管法兰用缠绕式垫片(PN系列)
2009-07-01
HG20610-1997
21
HG/T20611-2009
钢制管法兰用具有覆盖层的齿形组合垫(PN系列)
2009-07-01
HG20611-1997
22
HG/T20612-2009
钢制管法兰(class系列)
2009-07-01
HG20615~20622-1997
HG20624~20626-1997
26
HG/T20623-2009
大直径钢制管法兰(class系列)
2009-07-01
HG20623-1997
27
HG/T20627-2009
钢制管法兰用非金属平垫片(class系列)
17
HG/T20606-2009
钢制管法兰用非金属平垫片(PN系列)
2009-07-01
HG20606-1997
HG20608-1997
18
HG/T20607-2009
钢制管法兰用聚四氟乙烯包覆垫片(PN)
2009-07-01
HG20607-1997
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接钢管规格表2011-01-160-8-13 作者:lk焊接钢管规格表:壁厚/mmO.5, 0.6, 0.8, 1.0 ,1.2, 1.4, 1.5 ,1.6, 1.8, 2.O, 2.2, 2.5, 2.8, 3.0, 3.2, 3.5 钢管的理论质量/(kg/m)Ø5: O.055 0.065 O.083 O.099Ø 8 : 0.092 O.109 O.142 O.173 O.201Ø 10: 0.117 O.139 0.181 0.222 0.260Ø 12: 0.142 O.169 O.221 O.271 O.320 O.366 O.388 0.410Ø 13: O.183 0.241 0.296 O.343 0.400 O.425 0.450Ø 14: 0.198 O.260 O.321 O.379 O.435 O.462 O.489Ø 15: O.123 0.280 O.345 0.408 O.470 O.499 O.529Ø 16: O.228 O.300 O.370 0.438 0.504 O.536 O.568Ø 17: 0.243 O.320 O.395 O.468 0.359 O.573 O.608Ø 18: 0.257 0.339 O.419 O.497 O.573 0.610 0.647Ø 19: O.272 O.359 0,444 0.527 0.608 O.647 O.68720 0.287 0.379 O.469 O.556 O.642 O.684 O.726 0.808 0.88821 0.399 0.493 0.586 0.677 O.721 O.765 0.852 0.93722 O.418 O.518 O.616 O.7U O.758 O.805 O.897 0.986 1.07425 O.477 O.592 O.704 0.815 O.869 O.923 1.030 1.134 1.237 1.38728 O.537 O.666 O.793 0.918 O.980 1.0412 1.163 1.282 1.400 1.572 1.74030 0.576 O.715 0.852 0.987 1.054 1.121 1.252 1.381 1.508 1.695 1.878 1.99732 O.764 0.911 1.065 1.128 1.199 1.341 1.480 1.617 1.1819 2.016 2.14534 O.814 O.971 1.125 1.202 1.278 1.429 1.578 1.725 1.942 2.154 2.29337 O.888 1.059 1.229 1.313 1.397 1.562 1.726 1.888 2.127 2.361 2.515外径/mm 壁厚/mmO.5 0.6 O.8 1.O 1.2 1.4 1.5 1.6 1.8 2.O 2.2 2,5 2.8 3.0 3.2 3.5钢管的理论质量/(kg/m)38 0.912 1.089 1.264 1.350 1.436 1.607 1.776 1.942 2.189 2.430 2.589 2.746 2.978 40 O.962 1.148 1.333 1.424 1.515 1.696 1.874 2.051 2.312 2.569 2.737 2.904 3.15045 1.09 1.30 1.5l 1.61 1.71 1.92 2.12 2.32 2.62 2.91 3.11 3.30 3.5846 1.33 1.54 1.65 1.75 1.96 2.17 2.38 2.68 2.98 3.18 3.38 3.66848 1.38 1.6l 1.72 1.83 2.05 2.27 2.48 2.81 3.12 3.33 3.54 3.8450 1.44 1.68 1.79 1.91 2.14 2.37 2,59 2.93 3.26 3.48 3.69 4.Ol5l 1.47 1.71 1.83 1.95 2.18 2.42 2.65 2.99 3.33 3.55 3.77 4.1053 1.53 1.78 1.90 2.03 2.27 2.52 2.76 3.11 3.47 3.70 3.93 4.2754 1.56 1.82 1.94 2.07 2.32 2.56 2.81 3.17 3.54 3.77 4.01 4.3660 1.74 2.02 2.16 2.30 2.58 2.86 3.14 3.54 3.95 4.22 4.48 4.8863.5 1.84 2.14 2.29 2.44 2.74 3.03 3.33 3.76 4.19 4.48 4.76 5.1865 2.35 2.50 2.81 3.11 3.41 3.85 4.29 4.59 4.88 5.3170 2.37 2.70 3.03 3.35 3.68 4.16 4.64 4.96 5.27 5.7476 2.76 2.94 3.29 3.65 4.00 4.53 5.05 5.40 5.74 6.2680 2.90 3.09 3.47 3.85 4.22 4.78 5.33 5.70 6.06 6.6083 3.OI 3.2l 3.60 3.99 4.38 4.96 5.54 5.92 6.30 6.8689 3.24 3.45 3.87 4.29 4.71 5.33 5.95 6.36 6.77 7.3895 3.46 3.69 4.14 4.59 5.03 5.70 6.37 6.8l 17.24 7.90101.6 3.70 3.95 4.43 4.91 5.39 6.11 6.82 7.29 7.76 8.47102 3.72 3.96 4.45 4.93 5.41 6.13 6.85 7.32 7.80 8.50镀锌钢管分为冷镀锌管、热镀锌管,前者已被禁用,后者还被国家提倡暂时能使用。
六七十年代,国际上发达国家开始开发新型管材,并陆续禁用镀锌管。
中国建设部等四部委也发文明确从二000年起禁用镀锌管,目前新建小区的冷水管已经很少使用镀锌管了,有些小区的热水管使用的是镀锌管。
目录详细介绍1.热镀锌管2.冷镀锌管3.镀锌钢管的重量系数镀锌钢管的用途1.发展历史2.镀锌管的生产工艺,具有如下生产步骤3.镀锌管应该达到的技术要求4.对镀锌钢管性能产生影响的元素详细介绍热镀锌管镀锌钢管热镀锌管是使熔融金属与铁基体反应而产生合金层,从而使基体和镀层二者相结合。
热镀锌是先将钢管进行酸洗,为了去除钢管表面的氧化铁,酸洗后,通过氯化铵或氯化锌水溶液或氯化铵和氯化锌混合水溶液槽中进行清洗,然后送入热浸镀槽中。
热镀锌具有镀层均匀,附着力强,使用寿命长等优点。
热镀锌钢管基体与熔融的镀液发生复杂的物理、化学反镀锌钢管应,形成耐腐蚀的结构紧密的锌一铁合金层。
合金层与纯锌层、钢管基体融为一体。
故其耐腐蚀能力强。
冷镀锌管冷镀锌管就是电镀锌,镀锌量很少,只有10-50g/m2,其本身的耐腐蚀性比热镀锌管相差很多。
正规的镀锌管生产厂家,为了保证质量,大多不采用电镀锌(冷镀)。
只有那些规模小、设备陈旧的小企业采用电镀锌,当然他们的价格也相对便宜一些。
目前建设部已正式下文,淘汰技术落后的冷镀锌管,今后不准用冷镀锌管作水、煤气管。
冷镀锌钢管镀锌层是电镀层,锌层与钢管基体独立分层。
锌层较薄,锌层简单附着在钢管基体上,容易脱落。
故其耐腐蚀性能差。
在新建住宅中,禁止使用冷镀锌钢管作为给水管。
镀锌钢管的重量系数公称壁厚mm 2.0 2.5 2.8 3.2 3.5 3.8 4.0 4.5系数参数:c 1.064 1.051 1.045 1.040 1.036 1.034 1.032 1.028注钢材力学性能是保证钢材最终使用性能(机械性能)的重要指标,它取决于钢的化学成分和热处理制度。
在钢管标准中,根据不同的使用要求,规定了拉伸性能(抗拉强度、屈服强度或屈服点、伸长率)以及硬度、韧性指标,还有用户要求的高、低温性能等。
:钢的牌号:Q215A;Q215B;Q235A;Q235。
试验压力值/Mpa:D10.2-168.3mm为3Mpa;D177.8-323.9mm为5Mpa镀锌钢管的用途发展历史常说的镀锌管,镀锌管的用途现在煤气、暖气用的那种铁管也是镀锌管,镀锌管作为水管,使用几年后,管内产生大量锈垢,流出的黄水不仅污染洁具,而且夹杂着不光滑内壁滋生的细菌,锈蚀造成水中重金属含量过高,严重危害人体的健康。
镀锌管的生产工艺,具有如下生产步骤a.圆钢准备;b.加热;c.热轧穿孔;d.切头;e.酸洗;f.修磨;g.润滑;h.冷轧加工;i.脱脂;j.固溶热处理;k.矫直;l.切管;m.酸洗;n.成品检验。
镀锌管应该达到的技术要求1、牌号和化学成分镀锌钢管用钢的牌号和化学成分应符合GB 3092所规定的黑管用钢的牌号和化学成分。
2、制造方法黑管的制造方法(炉焊或电焊)由制造厂选择。
镀锌采用热浸镀锌法。
3、螺纹及管接头a:带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。
螺纹应符合YB 822的规定。
b:钢制管接头应符合YB 238的规定;可锻铸铁管接头应符合YB 230的规定。
4、力学性能钢管镀锌前的力学性能应符合GB 3092的规定。
5、镀锌层的均匀性镀锌钢管应作镀锌层均匀性的试验。
钢管试样在硫酸铜溶液中连续浸渍5次不得变红(镀铜色)。
6、冷弯曲试验公称口径不大于50mm的镀锌钢管应作冷弯曲试验。
弯曲角度为90°,弯曲半径为外径的8倍。
试验时不带填充物,试样焊缝处应置于弯曲方向的外侧或上部。
试验后,试样上不应有裂缝及锌层剥落同象。
7、水压试验水压试验应在黑管进行,也可用涡流探伤代替水压试验。
试验压力或涡流探伤对比试样尺寸应符合GB 3092的规定。
钢材力学性能是保证钢材最终使用性能(机械性能)的重要指标,它取决于钢的化学成分和热处理制度。
在钢管标准中,根据不同的使用要求,规定了拉伸性能(抗拉强度、屈服强度或屈服点、伸长率)以及硬度、韧性指标,还有用户要求的高、低温性能等。
①抗拉强度(σb):试样在拉伸过程中,在拉断时所承受的最大力(Fb),出以试样原横截面积(So)所得的应力(σ),称为抗拉强度(σb),单位为N/mm2(MPa)。
它表示金属材料在拉力作用下抵抗破坏的最大能力。
式中:Fb--试样拉断时所承受的最大力,N(牛顿);So--试样原始横截面积,mm2。