注塑机选择和价格
如何选择注塑机和一般注塑机价格成本

注塑。此机以赛钢的注射重量应为227g*1.42/1.05=307g克赛钢。
现将常用塑料的比重(Vx)列于表2-3中。常用塑料密度(g/cm3)
塑料名称
密度
塑料名称
密度
硬聚氯乙烯(PVC)
1.35~1.45
高密度聚乙烯(HDPE)
举例说明:设一注塑制品用聚乙烯(PE)作,已计算出制品本身重185克,估计浇道系统重20克,用以上公式先计算出:Wx=1.2×(185+20)=246克 从手册或上表中查出PE料的比重为Vx=0.92所以Wps=246×1.05/0.92=280.8克对照参数表,应选购海天的HTF160W2-B型或以上注塑机为好。
1.3注射重量与注射容量的关系一一注射重量并非注射容量乘以PS的比重:注射重量是测量出来的而注射容量是理论性的。注射容量乘以PS的比重较注射重量为大,因为注塑时塑料会流入料筒与螺杆的空隙裏。还有,止回阀需往後移动才抵达关闭的位置。所以厂商一般用注射容量作计算注射重量的起点,理论的注射重量=注射容量×原料的熔融密度×注射效率系数(一般取0.86)
1.4选择一台足够注射重量的注塑机一不应选择注射重量刚好等於塑件重量加流道塑料重量的注塑机。在要求不高的注塑中,如玩具人像:总重量应是注射重量的85%;在要求高的注塑中;则用70%以下较好。(塑化较均匀,较不会有生料)
P02ﻫ1.5注射重量过高或太小都不好:塑件及流道塑料的总重量一般是注射重量的30%到85%之间。下限是由於下以三种考虑:模板的弯曲;塑料在料筒的驻留时间及每公斤注塑件的耗电量。小的注塑件使用小的模具会使模板有过份的弯曲,使他挠起(影响产品品质),甚至使模板破裂。用过大的注塑机注塑小的塑件,熔融驻留时间太长会引致塑料分解。
注塑机品牌大全
注塑机品牌大全一、引言注塑机作为塑料加工行业中的关键设备,广泛应用于各个领域。
随着塑料制品市场的不断扩大,注塑机品牌也在不断涌现。
本文将为您介绍一些知名的注塑机品牌,以供参考。
二、知名注塑机品牌推荐1. 德国海德堡(Heidelberg)德国海德堡是一家拥有百年历史的国际知名印刷设备制造商,其注塑机产品以高精度、高效率、高稳定性著称。
海德堡注塑机广泛应用于汽车、电子、医疗器械等行业,深受用户好评。
2. 日本东芝(Toshiba)日本东芝是世界著名的综合电子设备制造商,其注塑机产品以先进的技术和可靠的品质而闻名。
东芝注塑机具有高速、高精度、节能环保等特点,广泛应用于包装、家电、玩具等领域。
3. 瑞士英马(ENGEL)瑞士英马是全球领先的注塑机制造商之一,其产品以高度创新性和可持续性著称。
英马注塑机具有高精度、高效率、低能耗等优点,广泛应用于汽车、电子、医疗器械等行业。
4. 台湾宏泰(Haitian)台湾宏泰是全球最大的注塑机制造商之一,其产品以性价比高、稳定可靠而受到市场的广泛认可。
宏泰注塑机具有高速、高精度、低能耗等特点,广泛应用于家电、包装、建材等领域。
5. 中国博世(Borch)中国博世是国内知名的注塑机品牌,其产品以高性价比和优质服务而受到用户的青睐。
博世注塑机具有高品质、高效率、低能耗等特点,广泛应用于汽车、电子、家电等行业。
6. 意大利萨尔金(Negri Bossi)意大利萨尔金是欧洲著名的注塑机制造商,其产品以创新的设计和卓越的性能而备受好评。
萨尔金注塑机具有高精度、高效率、低噪音等特点,广泛应用于汽车、电子、医疗器械等领域。
7. 德国克劳斯迈(KraussMaffei)德国克劳斯迈是全球领先的注塑机制造商之一,其产品以高品质、高性能和高可靠性而闻名。
克劳斯迈注塑机具有高速、高精度、低能耗等优点,广泛应用于汽车、电子、包装等行业。
三、总结以上介绍的注塑机品牌仅为部分知名品牌,市场上还有许多其他优秀的品牌。
如何选择注塑机和一般注塑机价格成本
如何选择注塑机和一般注塑机价格成本注塑机的采购项目并不是小投资项目;买了太大的注塑机固然浪费,买得太小又不合用;因此选择一台符合本身产品需要的注塑机便成为每位买家最关心的内容,当然商家给买家推荐适合的注塑机、给买家介绍如何选择符合本身产品需要的注塑机;是商家给买家认识的第一课。
为了更有系统性地了解选择注塑机的各种程序,特撰写以下的内容与之一一详叙.一台好的注塑机必须制造一致的塑件,并于下次重做定单时亦然.单以注射重量作选机的标准是过份简化,只用锁模力也不足够。
本文说明选择注塑机时要考虑的特性。
注塑机特性分可量化的,及不易量化两类。
前者在注塑机规格表上找到,后者只能自己测量或从口碑得知.现在只集中讨论注塑机的可量化特性对选择注塑机的影响。
可量化的特性可量化特性可在海天注塑机的各种机型规格表上找到.在选择时,这些特性应作全盘考虑而并非个别考虑。
每个特性的意义在本章说明。
总的来说,本章教你看懂注塑机的规格表。
规格表的大部份可量化特性是注塑机的最大许可值。
一般来说,你可用该值或较小的值。
1.1注射重量一注射重量是注塑机注射装置的一个重要参数。
它是选择注塑机时最常用的参数,也是关键的参数,以克(g)或安士(oz)表示(注:1克=0。
035蛊司1蛊司=28。
35克)。
这个参数虽然简单易明,但亦容易被误解。
道理很简单,当选定了塑料后,注塑商便可确定塑件的重量,因此,他们容易以此注射重量来选机。
其实,注射重量的定义是指机器在对空注射条件下(没有注射进模具里),注射螺杆作一次最大注射行程时,注射装置所能到达的最大塑料注射重量;该参数在一定程度上反映了注塑机的加工能力;它可以测量出来的也可以从理论计算出来的(理论值与实测值会有一定程度的差异)。
测试所用的胶料通常是比重1。
05的一般PS硬胶,当塑件的塑料有别于PS时,规格上的注射重量要经以下换算后才可使用。
非PS塑料的注塑重量= Wx × Vx/1.05,(Vx =塑料的比重Wx =以PS计的注射重量。
如何选择注塑机

第九章如何选择注塑机一台好的注塑机必须制造一致的塑件,并于下次重做定单时亦然。
通常依注射重量、锁模力、投影面积作选机的标准。
1、注射重量注射重量是注塑机装置的一个重要参数。
它是选择注塑机时最常驻用的参数,以安士或克表示。
这个参数虽然简单易明,但亦容易被误解。
道理很简单,当选定了塑料后,注塑商便可确定塑件的重量,因此,他们容易以此注射重量来选机。
其实,注射重量的定义是空注射(没有注射进模具里)时的塑料注射重量,它是测量出来的而不是从理论计算出来的。
所用的胶料通常是比重1.05的一般硬胶,当塑件的塑料有别于PS时,规格上的注射重量要经以下换算后才可使用。
非PS塑料的注塑重量=c*b/1.05,(b=塑料的比重及c=以PS表示的注射重量.)例如:赛钢的比重是1.42,它在一台注射重量(以PS算)8安士赛钢。
(1)选择一台足够注射重量的注塑机—不应选择注射重量刚好等于塑件重量加流道塑料重量的注塑机。
在要求不高的注塑中,如玩具人像,总重量应是注射重量的85%。
在要求高的注塑中,如水晶用品,则用75%。
分别是在空注射测量出的注射重量在注射压力下是较小的,而要求高的注塑使用高的注射压力。
例如:用比重 1.38的硬性聚氯乙烯(UPVC)注塑玩具人像时的塑件与流道塑料共重4安士,需要注射重量多大的注塑机?以PS表征的注射重量=4*1.05/0.38=3.04安士。
使用85%的指引,所需注塑注射重量=3.04/0.85=3.58安士。
(2)不可选用注射重量过高的注塑机—塑件及流道塑料的总重量应该是注射重量的35%到85%之间。
下限是由于下以三种考虑:模板的弯曲,塑料在料筒的驻留时间及每公斤注塑件耗电量。
小的注塑件使用小的模具会使模板有过分的弯曲,使他挠起(影响产品品质),甚至使模板破裂。
用过大的注塑机注塑小的塑件,熔融驻留时间太长会引致塑料分解。
使用一模多腔或加大模具尺寸可解决用大机注塑小塑件的一些问题。
降低料筒温度也舒缓因驻留时间长引致辞的分解。
注塑机加工费用
注塑件成本核算1、一般耗用取得系数是多少?耗用系数分两种情况:一,可以加水口料,2%-5%二,不可以加水口料,单模水口重量/(单模水口+成品)+2%至5%备注:水口料可否退回加工主,否则水口料要折价,还要参考订单数量2、不同的设备、吨位、穴数、时间不同,公式分别是什么?一,不同吨位价位; 例150吨-800至1000元/天120吨-600至800/天,具体情况还要看操作工人数(一台机几人做)二,每天(24小时)啤模数; 一般以20至22小时计(可能机,模故障)20(小时)*60(分)*60(秒)/单模周期(秒)=每天啤塑模数每啤单价=每天加工费/每天啤塑模数,每穴单价=每啤单价/穴数第2问可能比较复杂,若是不好具体说的话,那么能否给我个范围,或者给我一个样例,比如用什么设备在什么情况下,加工费用是多少?例,150吨注塑机每天加工费1000元,每模啤塑周期20秒出8穴20(小时)*60(分)*60(秒)/20单模周期(秒)=3600(每天啤塑模数)1000元/3600=0.28元/模0.28元/8穴=0.035穴3、上哪里可以查到不同的注塑机的费用?一般机器的耗损怎么计算?注塑机耗损一般以8年计例150吨每台13万13万/8年/12个月=0.1354万/月塑胶件的成本与很多因素有关系,但主要与以下几点组成:1。
原料成本------此成本较为好计算,问一原料供应商多少钱1公斤,将产品的重量乘以的3%的损耗再乘以原料价,即可得到原料成本;2. 机台成本--------此点问一下塑胶厂,不同注塑机的每小时的加工费用是多少?假设1台100吨的注塑机每小时的加工费用为60元/小时,那么每分钟的加工费用为1元;此时要计算塑胶件的注塑周期是多少时间,模具的开模穴数是多少?假设你要估价的塑胶件的射出周期为30秒,那么1分钟可以射出60秒除以30等于二,表示1分钟可以射出二模的产品,另外假设模具为一----------专业最好文档,专业为你服务,急你所急,供你所需-------------出二穴,那么塑胶件的机台加工费用为1元除以1分钟内的出模数再除以模具的穴数,得到最终的机台加工成本即1元除以2模再除以2穴,最后等到于0.25元/个3. 二次加费用二次加工费用包括喷漆/丝印/电镀等,这些都可以问各自的加工工厂.4. 包装费用根据塑胶件的大小体积就可以得出包装的纸箱/包装袋等费用;5.运输成本根据送货地点及一次可以装多少货的货柜车费用来除以总的装车数量即可得到每pc的运输成本;6. 其它费用;因为以上的成本不包括间接人员及其相关人员的费用,所以还要根据每个厂的不同情况加上一些费用; 7. 利润以上6项的总和乘以10-30%的利润,即可得到一个塑胶件的最终成本,利润方面要根据每个工厂的情况与订单大小来订;塑胶模具报价的计算公式快速模具价格计算法!模具价格计算1.经验计算法模具价格=材料费+设计费+加工费与利润+增值税+试模费+包装运输费各项比例通常为:材料费:材料及标准件占模具总费用的15%-30%;加工费与利润:30%-50%;设计费:模具总费用的10%-15%;试模:大中型模具可控制在3%以内,小型精密模具控制在5%以内;包装运输费:可按实际计算或按3%计;增值税:17%2.材料系数法根据模具尺寸和材料价格可计算出模具材料费.模具价格=(6~10)*材料费锻模,塑料模=6*材料费压铸模=10*材料费注塑成型加工费核算以下是我自己总结出的注塑件加工价格核算(主要是长三角地区):注塑件费用=材料费+加工费+包装费+运输费说明:1. 材料费=【(1+材料损耗)*产品重量*批量+调机损耗材料重量+正常报废率*产品重量*批量】*材料单价/批量----------专业最好文档,专业为你服务,急你所急,供你所需-------------其中材料损耗一般为3%-5%;调机损耗材料重量和正常报废产品重量一般产品为5000g---15000g2.加工费=(调机时间/批量+成型时间/模具穴数)*注塑机工缴费其中据我了解目前上海地区注塑机工缴费按注塑机吨位区分为(国产设备)设备吨位 (T ) 工缴费 ( 元/小时) 设备吨位 (T ) 工缴费 ( 元/小时)80 35-45 200 110-160100 45- 60 250 150-200120 65-85 300 180-220150 80-110 350 200-250180 95-140 400 250-350注塑件价格计算,塑料件报价注塑成形具体是这样的:产品单价 = 材料价格 + 加工费用材料费用=(实际重量+损耗)*材料单价加工费用=成形周期*单价(秒)÷穴数(也就是每件的价格)如果特别要求包装,还要加上包装的费用。
注塑机型号大全
注塑机型号大全注塑机是一种用于制造塑料制品的机械设备,它通过熔化和注射的方式,将塑料材料注入到模具中,经过冷却和成型,最终得到所需的塑料制品。
注塑机的型号种类繁多,每种型号都有其特点和适用性。
在本文中,我们将为您介绍一些常见的注塑机型号,帮助您更好地了解注塑机的选择和应用。
一、全电动注塑机全电动注塑机是近年来新兴的一种注塑机类型,它主要通过电机驱动液压系统的运行,避免了使用传统的液压泵和马达,因而具有更低的能源消耗和更高的运行效率。
全电动注塑机具有响应速度快、精度高、噪音低等优点,适用于生产要求较高的细小零件以及对环境要求严格的行业,如电子、医疗等。
二、液压注塑机液压注塑机是最常见的注塑机型号之一,它通过液压系统驱动注塑过程。
液压注塑机具有结构简单、操作方便、承载能力大等特点,广泛应用于汽车、家电、日用品等各个领域。
根据不同的驱动方式,液压注塑机又可分为定置泵注塑机、变量泵注塑机和紧闭环注塑机等不同类型。
三、混合动力注塑机混合动力注塑机是将液压系统与伺服电机相结合的一种注塑机型号。
它利用液压系统实现高压高速的运动,通过伺服电机实现定位和控制,将传统液压注塑机和全电动注塑机的优点集于一身。
混合动力注塑机具有响应速度快、节能环保、运行稳定等特点,广泛应用于要求高速和高精度的生产过程中。
四、双注塑机双注塑机是一种同时具备两个注射单元的注塑机型号。
它可以在一个周期内同时注入两种或两种以上的塑料材料,从而制造出具有多种材质或颜色的塑料制品。
双注塑机广泛应用于汽车、电子、电器等行业,可以生产出具有复合功能的塑料制品,提高产品的附加值。
五、垂直注塑机垂直注塑机将注塑过程的模具布置改为垂直排列,使得注塑机的占地面积更小。
垂直注塑机通常用于对空间要求较高的生产场所,例如模具容易受到破坏或者产品需要立体或镂空结构的情况。
垂直注塑机具有占地面积小、操作方便、维护简单等特点,适用于生产电子元器件、日用品等小型零部件。
在实际应用中,不同的注塑机型号有着各自的适用范围和特点,选择合适的型号对于产品的质量和生产效率至关重要。
注塑机型号选用方法

3
一、注射重量满足产品重量要求;
备注: a、注射重量并非注射容量乘以PS的比重,注射重量是测量出来的而注射 容量是理论性的。因为注塑时塑料会流入料筒与螺杆的空隙里,同时止逆 环需往后移动才能抵达关闭的位置,所以注射容量乘以PS的比重比注射重 量大。 b、选择注塑机,不应选择注射重量刚好等于总重量的注塑机。在要求不高 的注塑中,总重量应是注射重量的85%;在要求高的注塑中则用75%。 c、不可选用注射重量过高的注塑机, 塑件及流道塑料的总重量应该是注 射重量的35%到85%之间。下限是由於下以三种考虑:过大的注塑机模具 模板容易弯曲,同时塑料在料筒的驻留时间过长容易塑化以及每公斤注塑 件的耗电量会增加。 3、举例: 设一注塑制品用聚乙烯(PE)作,已计算出制品本身重185克,估计浇 道系统重20克。 总重量=(1.3~1.1)*(零件重+浇口系统总重)* 1.05/Vx 总重量=1.2×(185+20)×1.05/0.92 =280.8克
方法2:经验公式2 350bar*S(cm^2)/1000. 如上题,350*410/1000=143.5T,选择160T机床。 以上两种方法为粗调的计算方法,以下为比较精确的计算方法
6
二、锁模力满足注塑工艺要求;
2.核对设备关键参数-合模力
7
二、锁模力满足注塑工艺要求;
方法 3. 规则简单零件的计算
17
• 1.确定模具尺寸:水平x竖直x厚(580 X 600 X 542)
竖直600
厚542
水平580
13
三、模具尺寸符合注塑机要求;
2.核对设备关键参数:水平x竖直x厚(580 X 600 X 542) • a、注塑机格林柱间距;
注塑机机型和分类注塑机地选择
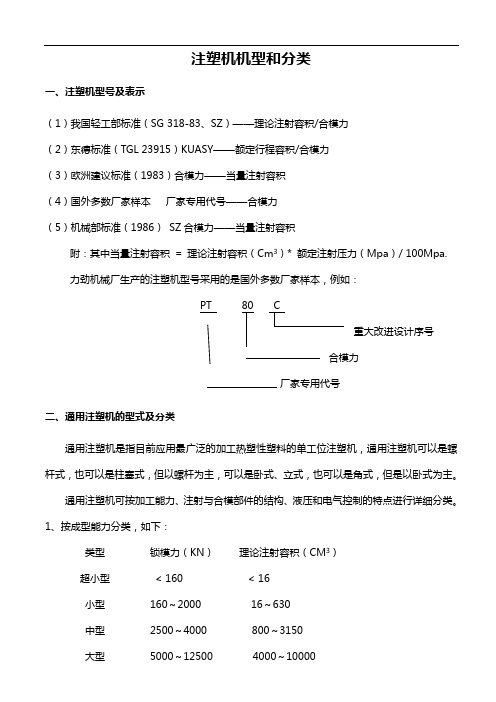
注塑机机型和分类一、注塑机型号及表示(1)我国轻工部标准(SG 318-83、SZ )——理论注射容积/合模力 (2)东德标准(TGL 23915)KUASY ——额定行程容积/合模力 (3)欧洲建议标准(1983)合模力——当量注射容积 (4)国外多数厂家样本 厂家专用代号——合模力 (5)机械部标准(1986) SZ 合模力——当量注射容积附:其中当量注射容积 = 理论注射容积(Cm 3)* 额定注射压力(Mpa )/ 100Mpa. 力劲机械厂生产的注塑机型号采用的是国外多数厂家样本,例如:PT 重大改进设计序号合模力二、通用注塑机的型式及分类通用注塑机是指目前应用最广泛的加工热塑性塑料的单工位注塑机,通用注塑机可以是螺杆式,也可以是柱塞式,但以螺杆为主,可以是卧式、立式,也可以是角式,但是以卧式为主。
通用注塑机可按加工能力、注射与合模部件的结构、液压和电气控制的特点进行详细分类。
1、按成型能力分类,如下:类型 锁模力(KN ) 理论注射容积(CM 3) 超小型 < 160 < 16 小型 160~2000 16~630 中型 2500~4000 800~3150 大型 5000~12500 4000~10000超大型>16000 >16000力劲机械厂生产的注塑机锁模力从30TON-1300TON,从小型、中型到大型已成系列。
2、按合模结构特征分类1)全机械式如:全电机注塑机2)液压式注塑机分两种:a:直压式一—移模动作与合模力的产生与保持是在液压力连续作用下完成的;b:程序式——则是分段完成,移模到位后才起高压。
3)液压—机械式力劲机械厂注塑机PT30 ~PT450全部是液压——机械式。
PT650H、PT1300H则是程序式液压式,而130TON的全电机亦将面世。
3、按注塑部件结构特点分类1)注射缸为单缸2)注射缸为双缸3)螺杆驱动装置为电机4)螺杆驱动装置为液压马达力劲机械厂注射机注射缸为双缸,除130TON的全电机注塑机螺杆驱动装置为电机,其它机型螺杆驱动装置为液压马达。
注塑机品牌大全
注塑机品牌大全引言概述:注塑机作为一种广泛应用于塑料制品生产中的设备,其品牌种类繁多,选择合适的品牌对于生产效率和产品质量至关重要。
本文将介绍一些知名的注塑机品牌,匡助读者更好地了解市场上的选择。
一、德国品牌1.1 德国ENGELENGEL作为德国知名注塑机品牌,拥有超过70年的历史,产品质量稳定可靠,技术率先。
1.2 德国ARBURGARBURG注塑机在全球范围内享有盛誉,其产品涵盖了各种规格和类型,适合于不同的生产需求。
1.3 德国KRAUSSMAFFEIKRAUSSMAFFEI注塑机在注塑行业中具有率先地位,其产品技术创新不断,为客户提供高效的生产解决方案。
二、日本品牌2.1 日本小松小松注塑机在日本市场占有率率先,产品质量稳定可靠,广泛应用于汽车、电子等行业。
2.2 日本三菱三菱注塑机以其高效节能的特点而闻名,产品性能优良,受到全球客户的青睐。
2.3 日本东丽东丽注塑机在注塑行业中具有一定的影响力,产品质量稳定,服务体系完善。
三、中国品牌3.1 海尔斯顿海尔斯顿是中国知名注塑机品牌,产品涵盖了各种规格和类型,价格适中,深受国内外客户的爱慕。
3.2 海天海天注塑机在中国市场占有一定份额,产品性能稳定可靠,服务体系完善。
3.3 台达台达注塑机在中国市场具有一定的影响力,产品技术不断创新,为客户提供高效的生产解决方案。
四、意大利品牌4.1 意大利NEGRI BOSSINEGRI BOSSI注塑机在欧洲市场具有一定的影响力,产品技术率先,广泛应用于汽车、医疗等行业。
4.2 意大利BMBM注塑机以其精湛的工艺和高品质而著称,产品质量稳定可靠,受到客户的高度认可。
4.3 意大利FOMTECFOMTEC注塑机在注塑行业中具有一定的市场份额,产品性能优良,服务体系完善。
五、其他品牌5.1 瑞士乐金瑞士乐金注塑机以其高端的定制化服务而著称,产品技术先进,广泛应用于高端创造领域。
5.2 美国希塑希塑注塑机在美国市场具有一定的影响力,产品性能稳定可靠,服务体系完善。
注塑机型号选用方法

注塑机型号选用方法注塑机是现代工业生产中常用的设备,它具有高效、精确、灵活等特点,广泛应用于塑料制品的生产。
选择适合的注塑机型号,能够提高生产效率和产品质量,降低生产成本。
下面将介绍一些注塑机型号选用的方法。
首先,注塑机型号选用需要根据具体的生产需求来确定。
生产需求主要包括预计的生产能力、产品的尺寸范围、材料种类以及产品的特殊要求等方面。
例如,如果预计的生产能力较大,需要生产大尺寸的产品,那么就需要选择大吨位的注塑机。
如果需要生产高精度的产品,就需要选择精密注塑机。
其次,注塑机型号选用还需要考虑生产工艺和周期。
不同的注塑机型号在生产工艺和周期上可能存在差异。
一些高端的注塑机型号可能具有更加快速、节能、智能化的特点,能够提高生产效率和降低能源消耗。
因此,对于有特殊要求的产品,可以考虑选择一些功能更加齐全的注塑机型号。
最后,注塑机型号选用还需要考虑成本和投资回报。
不同型号的注塑机价格可能存在差异,而且不同型号的注塑机在生产过程中的运行成本也可能不同。
因此,需要对不同型号的注塑机进行综合考量,选择既符合生产需求又在预算范围内的型号。
此外,还需要考虑投资回报,即选择能够在合理时间内实现投资回报的注塑机型号。
综上所述,注塑机型号选用方法需要根据具体的生产需求来确定,考虑生产能力、产品尺寸、材料种类、特殊要求等方面;同时需要考虑生产工艺和周期、设备的稳定性和可靠性、成本和投资回报等因素。
通过综合考量,选择合适的注塑机型号,能够提高生产效率和产品质量,降低生产成本,带来更好的经济效益。
注塑机品牌大全
注塑机品牌大全引言概述:注塑机是一种广泛应用于工业生产中的设备,用于将熔化的塑料材料注入模具中,创造出各种塑料制品。
在市场上,有许多不同品牌的注塑机供消费者选择。
本文将介绍一些知名的注塑机品牌,以匡助读者更好地了解和选择合适的设备。
一、德国品牌1.1 克劳斯玛菲(KraussMaffei)克劳斯玛菲是德国著名的注塑机创造商之一,拥有近100年的历史。
他们的注塑机以高品质、高精度和高效率而闻名,广泛应用于汽车、电子、医疗等行业。
克劳斯玛菲注塑机的特点是稳定性好、操作简单、维护方便。
1.2 德马吉(Demag)德马吉是德国知名的注塑机品牌,成立于1949年。
他们的注塑机以创新技术和高性能而著称,广泛应用于包装、电子、医疗等领域。
德马吉注塑机的优点是精确的控制系统、高速注射、稳定的生产效率。
1.3 哈伯(Arburg)哈伯是德国注塑机创造商中的佼佼者,创立于1923年。
他们的注塑机以灵便性、高效率和可靠性而受到赞誉,广泛应用于汽车、电子、包装等行业。
哈伯注塑机的特点是多功能操作、模具快速更换、高度自动化。
二、日本品牌2.1 东芝(Toshiba)东芝是日本著名的注塑机品牌,成立于1938年。
他们的注塑机以高品质、高精度和高性能而闻名,广泛应用于电子、汽车、医疗等领域。
东芝注塑机的优势是高速注射、低噪音、节能环保。
2.2 出光(Sumitomo)出光是日本知名的注塑机创造商,成立于1945年。
他们的注塑机以稳定性、高效率和可靠性而受到赞誉,广泛应用于电子、塑料制品等行业。
出光注塑机的特点是高速注射、低能耗、操作简单。
2.3 三菱重工(Mitsubishi)三菱重工是日本注塑机品牌中的重要代表,创立于1870年。
他们的注塑机以高精度、高速度和高可靠性而著称,广泛应用于汽车、电子、包装等领域。
三菱重工注塑机的优点是精确的控制系统、模具快速更换、稳定的生产效率。
三、中国品牌3.1 海尔士(Haitian)海尔士是中国最大的注塑机创造商之一,创立于1966年。
注塑机品牌大全

注塑机品牌大全注塑机是一种常见的塑料加工设备,广泛应用于各种塑料制品的生产过程中。
选择一款优质的注塑机品牌对于生产效率和产品质量至关重要。
本文将介绍一些知名的注塑机品牌,匡助您更好地了解市场上的选择。
一、德国品牌1.1 优点:德国注塑机品牌以高精度、高稳定性和高效率著称。
1.2 代表品牌:德国克劳斯迈斯、德国德马吉、德国德美乐。
1.3 适合范围:适合于对产品精度和稳定性要求较高的生产领域。
二、日本品牌2.1 优点:日本注塑机品牌注重创新和技术研发,具有高度自动化和智能化特点。
2.2 代表品牌:日本东丽、日本三菱、日本尼吉康。
2.3 适合范围:适合于对生产效率和生产自动化要求较高的企业。
三、台湾品牌3.1 优点:台湾注塑机品牌在性价比方面具有优势,性能稳定,价格适中。
3.2 代表品牌:台湾宝威、台湾华研、台湾宏观。
3.3 适合范围:适合于中小型企业和初创企业,成本控制较为重要。
四、中国品牌4.1 优点:中国注塑机品牌在近年来不断提升技术水平和品质,具有竞争力。
4.2 代表品牌:中国海天、中国华研、中国宏观。
4.3 适合范围:适合于对价格敏感,但又要求一定品质保证的企业。
五、其他品牌5.1 优点:其他国家的注塑机品牌也有一定市场份额,具有各自的特点。
5.2 代表品牌:意大利快力、韩国斯达、印度海德。
5.3 适合范围:根据不同的需求和预算,选择适合自己企业的注塑机品牌。
通过了解各个国家和地区的注塑机品牌,企业可以更好地选择适合自己生产需求的设备,提升生产效率和产品质量,实现更好的经济效益和市场竞争力。
希翼本文对您有所匡助。
全球注塑机品牌

全球注塑机品牌引言概述:注塑机是一种广泛应用于塑料制品生产的设备,其质量和性能直接关系到生产效率和产品质量。
全球范围内有许多知名的注塑机品牌,它们在市场上拥有良好的口碑和销售量。
本文将介绍全球注塑机品牌的情况,帮助读者更好地了解和选择适合自己需求的注塑机。
一、德国品牌1.1 德国克劳斯迈斯特(KraussMaffei)- 德国克劳斯迈斯特是全球知名的注塑机品牌,拥有悠久的历史和丰富的经验。
- 产品质量高,性能稳定,广泛应用于汽车、电子、医疗等领域。
- 具有先进的技术和创新能力,不断推出新产品满足市场需求。
1.2 德国德马吉(DEMAG)- 德国德马吉是德国著名的注塑机品牌,产品质量可靠,性能优秀。
- 公司拥有先进的生产技术和设备,保证产品质量和生产效率。
- 注塑机种类齐全,可满足不同规模和需求的客户。
1.3 德国阿尔克玛(Arburg)- 德国阿尔克玛是注塑机行业的领军企业,拥有先进的技术和设备。
- 产品质量高,稳定性好,受到广泛认可和好评。
- 公司注重创新和研发,不断推出新产品和解决方案。
二、日本品牌2.1 东丽(Toshiba)- 日本东丽是知名的注塑机品牌,产品质量可靠,性能稳定。
- 公司拥有先进的技术和生产设备,保证产品质量和生产效率。
- 在汽车、电子、医疗等领域有着广泛的应用和市场份额。
2.2 三菱重工(Mitsubishi)- 日本三菱重工是注塑机行业的重要品牌,产品质量高,性能优秀。
- 公司具有丰富的经验和技术实力,满足客户不同需求。
- 在全球范围内有着良好的口碑和销售量。
2.3 周日机械(JSW)- 日本周日机械是注塑机行业的领先企业,产品质量可靠,性能优秀。
- 公司拥有先进的生产技术和设备,保证产品质量和生产效率。
- 注塑机种类齐全,可满足客户不同规模和需求。
三、意大利品牌3.1 尼盖(Negri Bossi)- 意大利尼盖是知名的注塑机品牌,产品质量高,性能稳定。
- 公司拥有先进的技术和生产设备,满足客户不同需求。
1注塑产品报价单(有报价公式)

1注塑产品报价单(有报价公式)
注塑产品报价单(有报价公式)注塑产品报价报价公式
注
备注:
1、材料成本=(单个产品重量某穴数+流道重量+5%原材料损耗)某产品单价kg/元
2、注塑机加工费如下元/小时
80T及以下50元/小时35~45格林柱尺寸365某365某360
100T50元/小时45~60
120T60元/小时65~85格林柱尺寸400某400某410
150T80元/小时80~110格林柱尺寸455某455某500
180T100元/小时95~140
200T100元/小时110~160格林柱尺寸510某510某510
250T100元/小时150~200
300T150元/小时180~220格林柱尺寸660某660某660
350T150元/小时200~250
400T150元/小时250~350
450T160元/小时
520T180元/小时
800T200元/小时
3、产品单个加工费=注塑机加工费(元/小时)/穴数/每小时多少模
注塑产品报价单(有报价公式)注塑产品报价报价公式
注塑产品估价单
10
15
2031500.006349
7
4
5
140
1000441000
0.002267574
8000.62496
0.48
0.1411219.04
384
注塑产品报价单(有报价公式)注塑产品报价报价公式
单个产品价格
RMB
¥
Bae2.16
¥
Lid1.24
0#DIV/0!
0#DIV/0!
0#DIV/0!
产品总的价格:#DIV/0!元。
注塑机价格_注塑机报价_注塑机多少钱一台
注塑机价格_注塑机报价_注塑机多少钱一台注塑机价格_注塑机报价_注塑机多少钱一台,看牌子了,有海天,中威,东方,德亚。
品牌不同价格不同,一台1000克生产小桶和脸盆,另一台160生产杯子和碗盘,如果是大桶,那最好买1500克了,旧机价格160克在4万左右,1000克在12万左右,1500克在18万左右,具体价格看品牌和机箱内部及外观,同的产品配置不一样价格也不一样。
比如你要考虑变量泵还是定量泵,螺杆是标准的还是特殊的,需不需要加干燥料斗等附件。
注塑机的价格真的不好说,新的旧的,大的小的,这个有好多牌,日资、韩资、台湾、国内这些品牌(东洋注塑机(TOYO)、沙迪克注塑机(Sodick)、日钢注塑机(JSW)、发那科注塑机(Fanuc))等不一样价格也就不一样,注塑机还按注出的产品克重分,还有按工位分的,价钱当然了也不一样的,还有品牌DKM注塑机分为普通注塑机与司机注塑机,普通注塑机的标价是8万左右,伺服注塑机的标价是10万左右,具体价位需要看您的配置情况针对注塑机报价,注塑机价格,如何挑选主要还是看你自身对于设备的定位和需求,建议还是找品质有保障一点的、毕竟注塑机也是一项设备投资,设备运行温度、精密、制品合格率高才能效益最大化!市面上销售的双色注塑机价格有高有低,然而通常情况下价格还是比较合理。
通过该设备加工制作的塑料设备拥有两种颜色,所以说在制造工艺上就会存在明显差异性,所以说需要根据实际情况来更好做出选择,达到的品质感也会更优,最终带来的可靠性也会有更突出的表现,所以说一定要更好进行选择才好。
但是,为了实现同一塑料制品有两种颜色,此时应该在动模上进行更好的改进,这样才可以最终带来的品质感更好,最终获得的品质保证将会有更突出的表现。
要想让整体呈现效果可以更好,还是得从更专业的角度入手,选择拥有核心技术的制造商,只有这样才能让设备性能更稳定,在加工过程中可以有最好的表现。
市场上的双色价格高低不一致,而作为客户应该选择知名品牌厂家提供的设备,只有这样才能寻求更好的保证,带来的可靠性也会有更突出的表现,所以说需要根据实际情况来进行选择,最终获得的品质感也会大幅度提升,所以说能够享受到的服务也会更高一些。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
按外形分有:立式的,卧式的,(这两种最常见)按注塑量分有:超小型注塑机,小型注塑机,中型注塑机,大型注塑机,超大型注塑机。
也就是注塑量从几毫克到几十千克不等。
按合模力分有:几吨到几千吨不等我学的和这个有关,也不能很好的回答你的问题,惭愧。
以下我查来的资料,作个参考吧。
怎样选择合适的注塑机1、选对型: 由产品及塑料决定机种及系列。
由于注塑机有非常多的种类,因此一开始要先正确判断此产品应由哪一种注塑机,或是哪一个系列来生产,例如是一般热塑性塑胶或电木原料或PET原料等,是单色、双色、多色、夹层或混色等。
此外,某些产品需要高稳定(闭回路)、高精密、超高射速、高射压或快速生产(多回路)等条件,也必须选择合适的系列来生产。
2、放得下:由模具尺寸判定机台的"大柱内距"、"模厚"、"模具最小尺寸"及"模盘尺寸"是否适当,以确认模具是否放得下。
模具的宽度及高度需小于或至少有一边小于大柱内距;模具的宽度及高度最好在模盘尺寸范围内;模具的厚度需介于注塑机的模厚之间;模具的宽度及高度需符合该注塑机建议的最小模具尺寸,太小也不行。
3、拿得出:由模具及成品判定"开模行程"及"托模行程"是否足以让成品取出。
开模行程至少需大于成品在开关模方向的高度的两倍以上,且需含竖浇道(sprue)的长度;托模行程需足够将成品顶出。
4、锁得住:由产品及塑料决定"锁模力"吨数。
当原料以高压注入模穴内时会产生一个撑模的力量,因此注塑机的锁模单元必须提供足够的"锁模力"使模具不至于被撑开。
锁模力需求的计算如下:由成品外观尺寸求出成品在开关模方向的投影面积;撑模力量=成品在开关模方向的投影面积(cm2)×模穴数×模内压力(kg/cm2);模内压力随原料而不同, 一般原料取350~400kg/cm2;机器锁模力需大于撑模力量,且为了保险起见,机器锁模力通常需大于撑模力量的1.17倍以上。
至此已初步决定夹模单元的规格,并大致确定机种吨数,接着必须再进行下列步骤,以确认哪一个射出单元的螺杆直径比较符合所需。
5、射得饱: 由成品重量及模穴数判定所需"射出量"并选择合适的"螺杆直径"。
计算成品重量需考虑模穴数(一模几穴);为了稳定性起见,射出量需为成品重量的1.35倍以上,亦即成品重量需为射出量的75%以内。
6、射得好:由塑料判定"螺杆压缩比"及"射出压力"等条件。
有些工程塑料需要较高的射出压力及合适的螺杆压缩比设计,才有较好的成型效果,因此为了使成品射得更好,在选择螺杆时亦需考虑射压的需求及压缩比的问题。
一般而言,直径较小的螺杆可提供较高的射出压力。
7、射得快:及"射出速度"的确认。
有些成品需要高射出率速射出才能稳定成型,如超薄类成品,在此情况下,可能需要确认机器的射出率及射速是否足够,是否需搭配蓄压器、闭回路控制等装置。
一般而言,在相同条件下,可提供较高射压的螺杆通常射速较低,相反的,可提供较低射压的螺杆通常射速较高。
因此,选择螺杆直径时,射出量、射出压力及射出率(射出速度),需交叉考量及取舍。
此外,也可以采用多回路设计,以同步复合动作缩短成型时间。
有一些特殊问题可能也必须再加以考虑:大小配的问题:在某些特殊状况下,客户的模具或产品可能模具体积小但所需射量大,或模具体积大但所需射量小,在这种况下,厂家所预先设定的标准规格可能无法符合客户需求,而必须进行所谓"大小配",亦即"大壁小射"或"小壁大射"。
所谓"大壁小射"指以原先标准的夹模单元搭配较小的射出螺杆,反之,"小壁大射"即是以原先标准的夹模单元搭配较大的射出螺杆。
当然,在搭配上也可能夹模与射出相差好几级。
快速机或高速机的观念:在实际运用中,越来越多的客户会要求购买所谓"高速机"或"快速机"。
一般而言,其目的除了产品本身的需求外,其他大多是要缩短成型周期、提高单位时间的产量,进而降低生产成本,提高竞争力。
通常,要达到上述目的,有几种做法:射出速度加快:将电机马达及泵浦加大,或加蓄压器(最好加闭回路控制);加料速度加快:将电机马达及泵浦加大,或加料油压马达改小,使螺杆转速加快;多回路系统:采用双回路或三回路设计,以同步进行复合动作,缩短成型时间;增加模具水路,提升模具的冷却效率。
如何选择注塑机和一般注塑机价格成本注塑机的采购项目并不是小投资项目;买了太大的注塑机固然浪费,买得太小又不合用;因此选择一台符合本身产品需要的注塑机便成为每位买家最关心的内容,当然商家给买家推荐适合的注塑机、给买家介绍如何选择符合本身产品需要的注塑机;是商家给买家认识的第一课。
为了更有系统性地了解选择注塑机的各种程序,特撰写以下的内容与之一一详叙。
一台好的注塑机必须制造一致的塑件,并于下次重做定单时亦然。
单以注射重量作选机的标准是过份简化,只用锁模力也不足够。
本文说明选择注塑机时要考虑的特性。
注塑机特性分可量化的,及不易量化两类。
前者在注塑机规格表上找到,后者只能自己测量或从口碑得知。
现在只集中讨论注塑机的可量化特性对选择注塑机的影响。
可量化的特性可量化特性可在海天注塑机的各种机型规格表上找到。
在选择时,这些特性应作全盘考虑而并非个别考虑。
每个特性的意义在本章说明。
总的来说,本章教你看懂注塑机的规格表。
规格表的大部份可量化特性是注塑机的最大许可值。
一般来说,你可用该值或较小的值。
1.1注射重量一注射重量是注塑机注射装置的一个重要参数。
它是选择注塑机时最常用的参数,也是关键的参数,以克(g)或安士(oz)表示(注:1克=0.035蛊司1蛊司=28.35克)。
这个参数虽然简单易明,但亦容易被误解。
道理很简单,当选定了塑料后,注塑商便可确定塑件的重量,因此,他们容易以此注射重量来选机。
其实,注射重量的定义是指机器在对空注射条件下(没有注射进模具里),注射螺杆作一次最大注射行程时,注射装置所能到达的最大塑料注射重量;该参数在一定程度上反映了注塑机的加工能力;它可以测量出来的也可以从理论计算出来的(理论值与实测值会有一定程度的差异)。
测试所用的胶料通常是比重1.05的一般PS硬胶,当塑件的塑料有别于PS时,规格上的注射重量要经以下换算后才可使用。
非PS塑料的注塑重量= Wx × Vx/1.05,(Vx =塑料的比重Wx =以PS计的注射重量。
)例如:赛钢的比重是1.42,它在一台注射重量(以PS算)227克的注塑机上注塑。
此机以赛钢的注射重量应为227g *1.42/1.05=307g克赛钢。
现将常用塑料的比重(Vx)列于表2-3中。
常用塑料密度(g/cm3)1.2注射量的确定一一首先计算制品的重量:W=制品重+浇口系统重量,式中:(W=注射所需的重量)。
在本公司的产品样本上,所有实际注射量参数都是以聚苯乙烯作为例子来计算的,因此在实际情况中也分两种情况来考虑。
当注塑制品是用聚苯乙烯(PS)制造时,注塑机应具备的注射量为Wps;Wps=(3~1.2)×(制品重+浇口系统总重),其中,当制品的品质要求较高,或周期较短时,上式中的系数应取大值,反之可取小值。
当制品是其他塑料(命名为X塑料)要仿照上法,先计算出其应具有该种塑料的理论注塑量为Wx;Wx=(3~1.2)×(制品重+浇口系统总重);然后根据此塑料(X)的密度换算成PS材料的实际重量Wps,换算公式是:Wps=Wx × 1.05/Vx;根据计算结果Wps与产品样本对比,选用适合的注塑机。
举例说明:设一注塑制品用聚乙烯(PE)作,已计算出制品本身重185克,估计浇道系统重20克,用以上公式先计算出:Wx=1.2×(185+20)=246克从手册或上表中查出PE料的比重为Vx=0.92 所以Wps=246×1.05/0.92=280.8克对照参数表,应选购海天的HTF160W2-B型或以上注塑机为好。
1.3注射重量与注射容量的关系一一注射重量并非注射容量乘以PS的比重:注射重量是测量出来的而注射容量是理论性的。
注射容量乘以PS的比重较注射重量为大,因为注塑时塑料会流入料筒与螺杆的空隙裏。
还有,止回阀需往後移动才抵达关闭的位置。
所以厂商一般用注射容量作计算注射重量的起点,理论的注射重量= 注射容量×原料的熔融密度×注射效率系数(一般取0.86)1.4选择一台足够注射重量的注塑机一不应选择注射重量刚好等於塑件重量加流道塑料重量的注塑机。
在要求不高的注塑中,如玩具人像:总重量应是注射重量的85%;在要求高的注塑中;则用70%以下较好。
(塑化较均匀,较不会有生料)P 021.5 注射重量过高或太小都不好:塑件及流道塑料的总重量一般是注射重量的30%到85%之间。
下限是由於下以三种考虑:模板的弯曲;塑料在料筒的驻留时间及每公斤注塑件的耗电量。
小的注塑件使用小的模具会使模板有过份的弯曲,使他挠起(影响产品品质),甚至使模板破裂。
用过大的注塑机注塑小的塑件,熔融驻留时间太长会引致塑料分解。
在料筒的驻留时间可以引用以下公式估计。
在料筒的驻留时间=(料筒内塑料重量x注塑周期时间/每模注射重量。
料筒内的塑料重量大约是注射容量的2倍估计。
例如:比重1.38的硬性聚氯乙烯(UPVC)在一台螺杆直径55毫米,注射行程250毫米,注射重量(以PS表徵)570克的注塑机上注塑。
注塑周期是35秒,每模塑料重量是340克。
驻留时间有多长?以两倍注射容量估计料筒内的熔融容量= 2 * 3。
1416 x 5.5 x 5.5x25/4=1188厘米3。
或是直接以机器的注射容量x 2倍,(570 x 2 = 1140)在料筒驻留时间1188×1.38×35/340=168秒。
(相当于5模的时间)如果换成50mm的螺杆,则驻留时间为470 x 2 x 1.38 x 35/340 = 133 秒。
另外,停留时间太短会造成原料塑化不良,也是不好的。
原则上,每分钟的用料量相当或接近于注射容量是较理想的。
使用一模多腔或加大模具尺寸可解决用大机注塑小塑件的一些问题。
降低料筒温度也可舒缓因驻留时间长导致的分解。
以上的说明,主要在强调注塑机容量大小的选择,要考虑的因素与材料别,周期,质量要求等有关系,在选择时,需要做整体考量。
1.7 螺杆直径:在一台机器的注射装置上,很多厂商都提供多种螺杆直径可选。