钢板610的成分设计方案及制造技术(610E)
BQB610-2004
表6
拉 伸 试 验
a
V 型冲击 试验
0
b
牌 号 5~ 16 S185 185 >16 ~40 175
上屈服强度 MPa,≥
抗拉强度 MPa
断后伸长率 %,≥ L0=5.65
S
0
+20 C 冲击功 J,≥
公称厚度 mm >40 ~63 175 >63 ~80 175 >80 ~100 175 >100 ~150 165 5~ 100 290~ 510 340~ 510 410~ 580 490~ 630 >100 ~150 280~ 500 330~ 470 400~ 540 470~ 630 5~ 40 16 >40 ~63 15 >63 ~100 14 >100 ~150 13 6~150
附加说明: 本标准与 JIS G3101:1995、prEN10025-2:1998 一致性程度为非等效。 本标准由宝山钢铁股份有限公司制造管理部提出。 本标准由宝山钢铁股份有限公司制造管理部起草。 本标准起草人 黄锦花。 本标准为首次发布。
6-13
表 A.2
Q/BQB 610-2004 S185 S235JR S275JR S355JR DIN17100-80 EN10025:1990 prEN10025-2:1998 St33 St37-2 St44-2 Fe310-0 Fe360B Fe430B Fe510B S185 S235JR S275JR S355JR GB/T 3274-88 Q195,Q215A,Q215B Q235B Q255B Q345B,Q390B
仲裁时,试验方法采用 GB/T 223。
6.2 取样频率 6.2.1 化学成分分析的取样频率 按炉对化学成分进行熔炼分析。 6.2.2 拉伸性能和弯曲性能的取样频率 每批应由重量不大于 50 吨的同炉号、同牌号、最大厚度不大于最小厚度 2 倍、同交货状态 的钢板组成。当批重量大于 50 吨时,取两个试样。当批由单张钢板组成时,取一个试样。 6.2.3 冲击性能的取样频率 每批应由同炉号、同牌号、同交货状态的钢板组成。试样应取自批中最厚的钢板。 6.2.4 经供需双方协商,可另外确定组批规则。 7 附录 附录 A(资料性附录)列出了本标准与引用标准及国标相近牌号对照表。
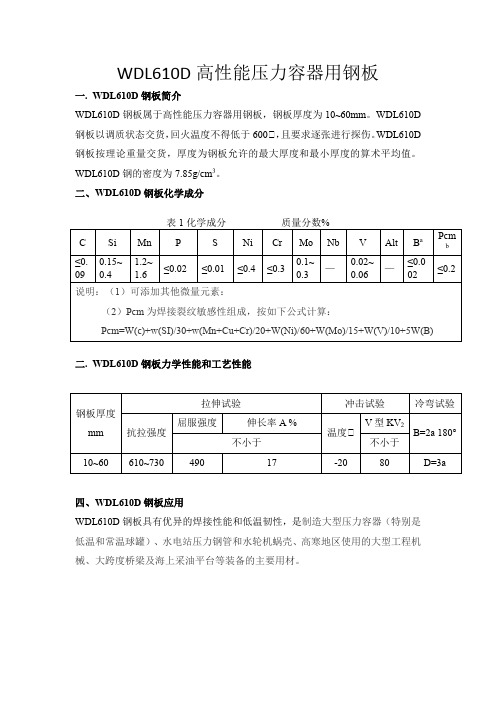
WDL610D高性能压力容器用钢板
WDL610D高性能压力容器用钢板
一.WDL610D钢板简介
WDL610D钢板属于高性能压力容器用钢板,钢板厚度为10~60mm。
WDL610D 钢板以调质状态交货,回火温度不得低于600℃,且要求逐张进行探伤。
WDL610D钢板按理论重量交货,厚度为钢板允许的最大厚度和最小厚度的算术平均值。
WDL610D钢的密度为7.85g/cm3。
二、WDL610D钢板化学成分
二.WDL610D钢板力学性能和工艺性能
四、WDL610D钢板应用
WDL610D钢板具有优异的焊接性能和低温韧性,是制造大型压力容器(特别是低温和常温球罐)、水电站压力钢管和水轮机蜗壳、高寒地区使用的大型工程机械、大跨度桥梁及海上采油平台等装备的主要用材。
610l钢板材料性能参数
610l钢板材料性能参数610L钢板是一种深冷轧钢板,具有密度高、强度高、塑性好等优异性能。
它广泛应用于船舶、石油、矿山、输电系统等领域,已成为高强度结构件的构件材料。
本文将主要介绍610L钢板材料性能参数。
610L钢板材料的物理性能参数主要有:密度为7~7.5克/立方厘米;抗拉强度在400MPa以上;屈服强度不低于360MPa;伸长率达到45%左右;断裂电阻率(Rp0.2)不低于22MPa;硬度范围为HBW220-260)。
610L钢板材料的化学成分主要有:C(碳)含量0.17-0.23%,Mn锰)含量0.50-1.00%,Si硅)含量不超过0.20%,P磷)含量不超过0.035%,S硫)含量不超过0.035%,Cr铬)含量0.60-0.95%,Ni镍)含量0.60-1.00%,Mo钼)含量0.25-0.45%, Cu铜)与Al 铝)含量皆不超过0.45%,Ti钛)含量0.01-0.08%。
610L钢板材料的外观性能参数主要有:表面洁净度好,厚度偏差小,不含锰铁硫,无孔洞和气泡等异物,表面有良好的光亮度,涂层厚度均匀,无刮伤,无锈蚀等缺陷痕迹。
610L钢板材料的加工性能参数主要有:对焊接性能优良,焊接接头强度很高,无冷裂;弯曲性能好,可在一定温度和力作用下,形成所需的形位;好的冲压性能,可根据用户需求,制造出精确的零件,满足精密的设计要求。
610L钢板材料的性能参数较高,具有良好的抗拉强度和弯曲强度,是大型设备结构体的理想材料。
然而,由于其高硬度,它的加工难度和成本都很高,因此,在选择时,要根据实际情况进行综合考虑,并选择合适的加工方法和技术。
综上所述,610L钢板材料性能参数包括物理性能参数、化学成分、外观性能和加工性能参数。
性能参数较高,具有良好的抗拉强度和弯曲强度,是结构件的理想材料。
但因其高硬度,加工难度和成本较高,要根据实际情况进行综合考虑,并选择合适的加工方法和技术。
首钢SG610E(12MnNiVR)钢板技术参数
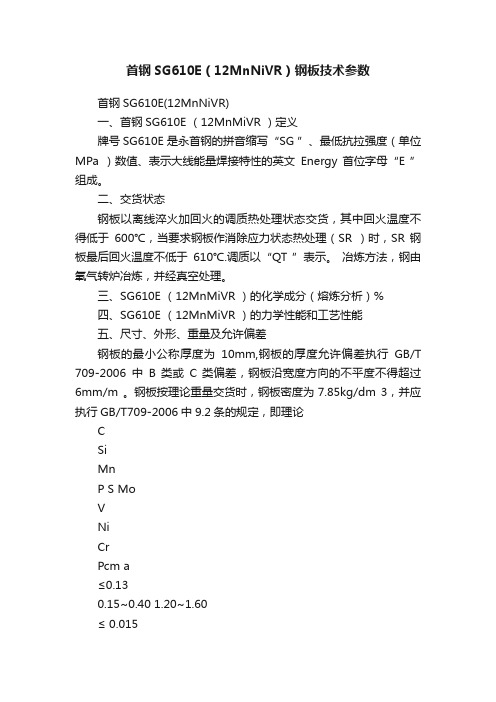
首钢SG610E(12MnNiVR)钢板技术参数首钢SG610E(12MnNiVR)一、首钢SG610E (12MnMiVR )定义牌号SG610E 是永首钢的拼音缩写“SG ”、最低抗拉强度(单位MPa )数值、表示大线能量焊接特性的英文Energy 首位字母“E ”组成。
二、交货状态钢板以离线淬火加回火的调质热处理状态交货,其中回火温度不得低于600℃,当要求钢板作消除应力状态热处理(SR )时,SR 钢板最后回火温度不低于610℃.调质以“QT ”表示。
冶炼方法,钢由氧气转炉冶炼,并经真空处理。
三、SG610E (12MnMiVR )的化学成分(熔炼分析)%四、SG610E (12MnMiVR )的力学性能和工艺性能五、尺寸、外形、重量及允许偏差钢板的最小公称厚度为10mm,钢板的厚度允许偏差执行GB/T 709-2006中B 类或C 类偏差,钢板沿宽度方向的不平度不得超过6mm/m 。
钢板按理论重量交货时,钢板密度为7.85kg/dm 3,并应执行GB/T709-2006中9.2条的规定,即理论CSiMnP S MoVNiCrPcm a≤0.130.15~0.40 1.20~1.60≤ 0.015≤ 0.005≤0.30 0.02~0.06 0.15~0.40≤0.30 ≤0.23牌号板厚(mm )拉伸试验(横向)V 型冲击试验(横向)b抗拉强度R mMPa下屈服强度Rel m MPa 断后延伸率A %温度℃ 冲击功J冷弯实验180° b=2a SG610E (12Mn MiVR )10~<20c610~730 ≥490≥17-20 ≥100d=3a20~40 610~730 ≥490 ≥18 -20 ≥100 d=3aa 屈服现象不明显时采用R po2b 厚度>25mm 的钢板,可进行1/2厚度的横向V 型冲击试验,-20℃冲击功值≥80J C 厚度<12mm 的钢板,横向V 型冲击试样宽度采用7.5mm ,-20℃冲击功值≥75J。
Q-BQB 610-2009 结构用厚钢板
Q/BQB 610-2009
JIS G 3101:2004
GB/T 3274-88、GB/T 711-88
SS330
SS330
Q195,Q215A,Q215B,15
SS400
SS400
Q235A,Q255A
SS490
SS490
Q275A
SS540
SS540
-
表 A.2
Q/BQB 610-2009
DIN17100-80
21 20 19
560 540
S275J2
20
19
0
27
-20
S355JRc
20
S355J0
470~ 450~
355 345 335 325 315 295
20 19 18
S355J2
630 600
0
27
18
-20
S355K2 a 拉伸试验取横向试样,屈服现象不明显时,采用Rp0.2。 b 冲击试验取纵向试样。 c 供方如能保证可不进行冲击试验。
-20 40
5.2.2 弯曲试验后,试样的外侧面不得有肉眼可见的裂纹。供方如能保证试验合格,可不进行试验。 5.2.3 冲击试验仅适用于厚度大于等于 6mm 的产品。对厚度大于等于 12mm 的钢板进行冲击试验时, 应采用 10.0mm×10.0mm 试样,应满足表列的规定值;对厚度大于等于 6mm 且小于 12.0mm 的钢板进 行冲击试验时,应采用 7.5mm×10.0mm 或 5.0mm×10.0mm 试样,此时规定的最小冲击功分别为表列 冲击功的 3/4 或 1/2。 5.2.4 冲击功值为一组三个试样试验结果的平均值,允许其中一个试样的试验结果小于规定值,但 不得小于规定值的 70%。 5.2.5 如冲击试验结果不符合规定要求,可以在同一取样产品上另取三个试样进行试验,这时,前后 六个试样的平均值应不小于规定值,并且其中低于规定值的试样最多只能有二个,只允许其中一个值 小于规定值的 70%。
610工字钢规格
610工字钢规格
610工字钢是一种常见的结构钢,广泛用于建筑、桥梁、车辆等工程中。
其规格主要包含了以下十个方面:
1. 高度H:610工字钢的高度为H=610mm。
2. 宽度B:610工字钢的宽度为B=200mm。
3. 腹板厚度t1:610工字钢的腹板厚度为t1=13mm。
4. 翼缘厚度t2:610工字钢的翼缘厚度为t2=25mm。
5. 截面面积A:610工字钢的截面面积为A=131.5cm²。
6. 惯性矩Ix:610工字钢的惯性矩为Ix=2262cm³。
7. 惯性矩Iy:610工字钢的惯性矩为Iy=489cm³。
8. 截面模数Wx:610工字钢的截面模数为Wx=185cm³。
9. 截面模数Wy:610工字钢的截面模数为Wy=42cm³。
10. 单位重量:610工字钢的单位重量为15kg/m。
以上就是610工字钢的主要规格参数,这些参数是进行结构设计、选材和计算的重要依据。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钢板的成分设计方案及制造技术
在能源贮藏设备和化工、发电等能源领域一直广泛使用各种钢板。
近年,随着这类设备的大型化、操作和使用条件的苛刻化以及对降低建造成本并提高施工效率的迫切需要,对包括材料的高强度化和焊接部韧性等的焊接部位可靠性、焊接施工性等,提出了越来越高的要求。
为此,JFE应用最新的材质设计和制造技术,开发了焊接施工性优良的高性能610MPa 级高强度系列钢板(JFE―HITEN610U2、610U2L、610E),这些产品已经在贮罐、高压输水管等很多设备中实际应用,可降低焊接时的预热温度,缓解焊接施工时对输入能量的限制,大幅度提高施工效率;同时还能抑制焊接部位硬化和改善韧性,提高焊接结构的可靠性。
另外,关于要求高可靠性的超厚钢板的制造方法,JFE拥有采用高质量连铸板坯的锻造和轧制工艺生产超厚钢板的技术,且已实用于压力容器用钢板的生产中。
本文概要介绍了焊接施工性优良的高性能610MPa级高强度系列钢板(JFE―HITEN610U2、610U2L、610E)的特点及各种性能;还简介了利用锻造、轧制工艺和高质量连铸板坯生产超厚钢板的技术。
2高性能610MPa级高强度系列钢板2.1钢板的成分设计方案及制造技术此系列钢板的特点如所示;其成分设计方案如所示。
这些开发钢都以适合JISG3115压力容器用钢板SPV490要求为前提而具有以下特点。
1)减少C含量和裂纹敏感性成分(Pcm)且不加B为了确保钢的良好焊接性,须控制C含量到0.09以下,Pcm到0.20以下,同时不能向钢中加入B.这样,即可应用具有当今世界最高冷速和温度控制性的在线加速冷却工艺Super-OLAC,使产品可降低焊接时的预热温度(如)和焊接部位的硬度(如),且具有优良的焊接部位性能。
2)微合金元素的最佳应用在采用Super-OLAC的直接淬火(齿轮淬火形状变化剖析和扼制)―回火(DQ-T)工艺中,应用了微合金元素,通过相变强化及回火时的微细析出强化,抑制了显微组织和N、C化物的析出,使产品实现了优良的强度与韧性平衡。
以上述610U2钢板为基础而开发的610U2L钢板,是兼具低到-50℃的低温用高韧性产品。
在DQ-T工艺中,采用了材质设计方法并对制造条件进行控制,以细化钢的显微组织,从而同时获得了高的施工性和在-50℃的高的低温韧性。
另外,针对使用高效率、大输入热量CO2气体保护电焊(EGW)的大型石油贮罐侧板用途,开发了能提高大输入热量焊接时的焊缝强度和HAZ(焊接热影响区)韧性的610E钢板。
此产品除具备610U2的特点之外,所采用的成分设计避免了在550~600℃生成上贝氏体组织,使之不能劣化在大输入热量焊接时的HAZ组织的韧性,即利用抑制硬质岛状马氏体(M-A)的产生来实现钢板HAZ的高韧性化。
并且,为了确保610MPa以上的大输入热量焊接时的焊缝强度,对微合金化元素进行了最佳应用,以缩小HAZ软化区域硬度的上升和软化区域宽度,从而将HAZ韧性的劣化抑制到最低限度并提高焊缝强度;同时,获得了优良的施工性和大输入热量焊接特性。
为从焊接输入热量和设计温度的观点判定的开发钢的使用范围。
2.2高性能610MPa级高强度系列钢板的特性开发钢的化学成分如所示。
所有钢的C含量都控制到0.09以下,Pcm低到0.20以下。
2.2.1贮罐、高压输水管用的焊接施工性优良的高强度钢板JFE-HITEN610U2此钢板母材材性能如所示:获得了能满足JISSPV490标准要求的强度和韧性。
另外,作为焊接性的特性例而将最高硬度试验结果如所示:无论在何种焊接条件下,都获得了维氏硬度(HV10)为300点以下的低HAZ硬度,与原来钢比较,大幅度降低了焊接部的硬化性。
这样一来,在抑制了焊接部低温裂纹的同时,还减低了焊接部的耐S化物应
力腐蚀裂纹(SSC)敏感性,从而获得了比原来钢更好的耐SSC特性。
实施了Y形焊接裂纹试验(SMA W、54LB-62UL、1.7kJmm、20℃、60)的结果也表明,无论是厚38mm或75mm 板材,即使在不预热的0℃试验条件下也未产生焊接裂纹,即钢板有极好的耐低温裂纹性。
作为610U2钢板的焊缝性能的代表,现将SA W的焊缝性能示于:显示了能充分满足母材规格要求的焊缝强度和高的焊接部韧性,即开发钢板的焊缝性能优良。
JFE-HITEN610U2钢板的SAW焊接接头机械性能2.2.2低温贮罐用高韧性高强度钢板JFE-HITEN610U2L将开发的610U2L钢板的母材性能及SMA W焊缝性能分别示于、:进行焊接后的热处理(PWHT)钢的强度也未下降,母材和焊缝强度都能充分满足JISSPV490规格要求。
另外,母材和焊接部位在-50℃低温下都具有高的冲击吸收能,可充分满足制作低温贮罐用的性能要求。
2.2.3大输入热量焊接用高强度钢板JFE-HITEN610E将610E钢板的母材及大输入热量的EGW焊缝性能分别示于、:母材及焊缝性能可充分满足JISSPV490规范的要求。
22mm 和45mm厚钢板的EGW焊缝性能是分别在单面1焊道和双面1焊道的大输入热量焊接条件下获得的,即焊缝强度都满足了母材的规范要求,在-15℃下具有良好的夏比冲击特性,因此开发钢板能充分满足用作大型原油贮罐侧板的性能要求。
2.3高性能610MPa级高强度钢板的使用状况这些开发的系列钢板取得了日本焊接协会(JWES)的WES3001―1996“焊接用高强度钢板”、WES3009―1998“焊接裂纹敏感性低的高强度钢板特性”,以及WES3003―1995“低温用压延钢板判定基准”所规定的该规格钢种认定。
并且,即使在近年经济高速发展的中国大型贮罐及高压输水管建设中,也已获得了广泛应用;JFE―HITEN610U2、610U2L及610E均获得中国锅炉压力容器标准化技术委员会的材料认可。
3连铸板坯的锻造、轧制工艺3.1超厚钢板的锻造、轧制工艺概要生产超厚钢板时,在将厚板坯轧制前进行锻造,目的是将其中的中心疏松闭锁、焊合,以提高钢板内部质量的完善程度,改善板厚中心位置的机械特性。
采用此工艺生产的多种用途的超厚钢板已超过7.5万t;而且其作为减小压缩率必需工艺之一,已在ASTM附录A20A20M―02及ASME锅炉及压力容器规范2002附录SA―20SA―20M压力容器钢板制造的一般条件规定中被正式认定了。
将连铸板坯的锻造操作要领示于、0:利用小的压缩比确保在板坯中心位置产生压缩方向的较大塑性变形量,以焊合其中心疏松而改善钢板性能。
为此,开发了将板坯进行宽度方向压缩后再进行厚度方向压缩的两向锻压法,从而用310mm厚的连铸板坯生产出厚度为240mm(压缩率为1.29)的内部质量优良的超厚钢板。
3.2用锻、轧工艺生产的超厚钢板特性随着锅炉及压力容器的大型化,要求钢板也越来越厚,钢板内部质量的完善程度对由其构成的设备安全性影响也越来越大。
下面介绍采用本工艺生产高强度超厚钢板的实例。
3.2.1生产的JISG3120SQV2B钢板将低温韧性优良的原子能反应堆和其它压力容器用的JISG3120SQV2B钢板的制造结果表示如下:由表中数据可知,在钢板的长度方向(头和尾部)以及板厚方向各位置的特性无大的差别(即性能均匀),较大地超过了标准的规定值。
另外,从1示出的板厚方向的抗拉试验结果可知,在12t(即12厚度)位置的特性与14t(即14厚度)位置的特性相同,说明生产工艺确保了板厚中心部位的质量完善性和板厚方向的均质性。
示出了预应变―时效处理―PWHT后的夏比冲击和落锤试验结果:韧性水平高,与表10中无预应变时同等,非延性(即脆性)转变温度(NDT)在-33℃以下,达到较好水平。
从断裂韧性的观点对设备安全性进行评价,进行了静断裂韧性(KIC)试验、裂纹传播停止断裂韧性(KIa)试验,(用落锤试验和夏比冲击试验确定的相关温度)关系:所获得的所有断裂韧性值都超过了在ASME的KIC和KIa曲线上所得的值。
3.2.2生产的200mm超厚钢板200mm的超厚钢板的生产结果如下:3为供试钢板的化学成分、4为抗拉及夏比冲击试验结果,板厚方向的拉伸试验结果示于5.
由以上各表数据可知,在钢板厚度中心位置的质量良好且均匀,确保了钢板的优良性能。
4结语本文概要介绍了用于高可靠性的压力容器而开发的610MPa级高强度系列钢板以及高质量超厚钢板的生产技术。
这些高性能钢板复合应用了微合金化元素的材质设计技术、Super-OLAC与连铸板坯锻造―厚板轧制等先进的钢板生产技术,从而获得了性能优良的各类钢板。
今后,JFE拟将此类开发产品进一步推广应用,以满足更广泛的、多样化用户的需求。