GBT5356-2008 内六角扳手
内六角扳手 编制说明

《内六角扳手》编制说明(征求意见稿)一、工作简况1、任务来源本项目是根据国家标准化管理委员会国家标准制定计划国标委发〔2019〕40号,计划编号为20194331-T-607,项目名称为《内六角扳手》,计划完成时间为24个月。
本标准由中国轻工业联合会提出。
本标准由全国五金制品标准化技术委员会归口,全国五金制品标准化技术委员会工具五金分技术委员会执行。
2、主要工作过程起草阶段:本项目计划下达后,全国五金制品标准化技术委员会工具五金分技术委员会组织由浙江拓进五金工具有限公司为牵头起草单位的起草小组着手该项标准编制工作计划,开始了标准的前期准备工作。
首先查询了国内外相关检测企业的检测标准、国内企业的企业标准和出口检测要求,并对产品的生产企业、销售企业进行了认真调研、分析。
认为本标准的修订应与ISO 2936:2014《螺钉和螺母装配工具 内六角扳手》的主要技术要求保持一致,修改采用国际标准ISO 2936:2014,同时增加了现有生产和市场上具有较大需求的规格产品以及相应的技术要求、增加了对材料的要求,修改部分产品的基本尺寸、检验规则和检验方法等符合我国国情的内容。
标准草案稿经数次修改后,于2020年3月底形成了标准征求意见稿,由组长审核后报标委会秘书处。
3、主要参加单位和工作组成员及其所作的工作等本标准由浙江斐凌工具有限公司、上海市工具工业研究所等单位参加起草。
二、标准编制原则和主要内容1、标准编制原则本标准的制定符合工具五金产业发展的需要,本着标准的先进性、科学性、合理性和可操作性的原则进行本标准的制定工作。
本标准起草过程中,主要按GB/T 1.1-2009《标准化工作导则 第1部分:标准的结构和编写》和GB/T 20000.2-2009《标准化工作指南 第2部分:采用国际标准》进行编写。
本标准修订过程中,主要参考了以下规范性引用文件:GB/T 230.1 金属洛氏硬度试验 第1部分:试验方法(A、B、C、D、E、F、G、H、K、N、T标尺)(GB/T 230.1-2018,ISO 6508-1:2016,MOD)GB/T 2828.1 计数抽样检验程序 第1部分:按接收质量限(AQL)检索的逐批检验抽样计划(GB/T2828.1-2012,ISO 2859-1:1999,IDT)GB/T 5305 手工具包装、标志、运输与贮存2、标准主要内容的说明本标准规定了内六角扳手的产品分类、要求、试验方法、检验规则及标志、包装、运输与贮存。
扳手检验规程[技巧]
![扳手检验规程[技巧]](https://img.taocdn.com/s3/m/eae9e53e657d27284b73f242336c1eb91a37332b.png)
1 范围本规程规定了呆扳手、梅花扳手、两用扳手的检验方法和检验规则。
本规程适用于呆扳手、梅花扳手、两用扳手的过程检验和最终检验。
2 引用文件GB/T4388~4393-2008《呆扳手、梅花扳手、两用扳手》JS0701-2010《呆扳手、梅花扳手、两用扳手工艺文件》ZJ0801-2006《统计抽样检验应用作业指导书》3 检验原则和基本要求3.1 检验分全检和抽验。
磨光、电镀为全检工序,其它为抽检工序。
3.2 抽样与组批过程检验的检验批由同一规格型号的产品组成(电镀工序除外,该工序每日生产的所有规格型号产品作为一个检验批),最终检验的检验批可由不同规格型号的产品组成。
样本应从提交检验批中随机抽取。
抽样方案按ZJ0801-2006《统计抽样检验应用作业指导书》的规定。
3.3 判定规则3.3.1 抽样检验中检验批合格与否的判定按产品质量标准、ZJ0801-2006《统计抽样检验应用作业指导书》的规定进行。
3.3.2 不合格检验批可由操作者自行挑出不合格品后重新提交检验。
3.4 检验记录检验完成后应做检验记录,包括返工、返修后重新检验的记录。
4 检验方法和检验规则4.1 落料4.1.1 质量标准a.料棒不得有裂纹、空心、折叠、弯曲、椭圆等现象。
b.料棒尺寸偏差按表1的规定。
c.料棒斜头量不大于1。
4.1.2 检验方法a.料棒表面质量用目测检验。
b.料棒长度尺寸及斜头量用游标卡尺检验。
4.1.3 检验规则a.根据ZJ0801-2006《统计抽样检验应用作业指导书》规定的一次抽样方案进行抽样检验。
b.不合格检验批的处理:a)因斜头量超差造成的不合格进行返工,用砂轮磨削处理;b)因长度尺寸超差造成的不合格经评审后让步放行或改作它用。
4.2 压坯4.2.1 质量标准A. 一级品a.毛坯无裂纹、夹层及形状不完整现象;b.毛坯错模量12x14(含12x14)以下规格不大于0.3,12x14以上规格不大于0.5;c.毛坯两头厚度及同一头两边缘厚度相差12x14(含12x14)以下规格不大于0.2,12x14以上规格不大于0.3;d.毛坯残留毛刺不大于0.8;e.毛坯表面无严重氧化现象;f.毛坯柄部平直,字迹清晰;g.毛坯无切边造成的切筋、挤压及明显的切痕;h.毛坯头部与柄部过渡部位无严重切料、多料现象;i.毛坯头厚符合《呆扳手、梅花扳手、两用扳手工艺文件》规定的要求。
车辆维修工个人工具配置表

工程车辆维修工个人工具标准配置表名称规格数量备注开口扳手 5.5mm-7mm一把开口扳手8mm-10mm一把开口扳手9mm-11mm一把开口扳手12mm-14mm一把开口扳手13mm-15mm一把开口扳手14mm-17mm一把开口扳手16mm-18mm一把开口扳手17mm-19mm一把开口扳手18mm-21mm一把开口扳手19mm-22mm一把开口扳手22mm-24mm一把开口扳手24mm-27mm一把开口扳手27mm-32mm一把开口扳手32mm-36mm一把开口扳手41mm-47mm一把开口扳手30mm-32mm一把梅花扳手 5.5mm-7mm一把梅花扳手9mm-11mm一把梅花扳手8mm-10mm一把梅花扳手13mm-15mm一把梅花扳手12mm-14mm一把梅花扳手14mm-17mm一把梅花扳手16mm-18mm一把梅花扳手17mm-19mm一把梅花扳手18mm-21mm一把梅花扳手19mm-22mm一把梅花扳手22mm-24mm一把梅花扳手24mm-27mm一把梅花扳手27mm-32mm一把梅花扳手32mm-36mm一把榔头 2.5磅一把钢錾子200mm一把钢丝钳250mm一把斜口钳200mm一把鱼尾钳250mm一把尖嘴钳250mm一把活动扳手200mm一把活动扳手250mm一把剥线钳250mm一把一字改刀3*150一把一字改刀6*300一把十字改刀3*150一把十字改刀6*300一把套筒 5.5mm一个12.5系列套筒7mm一个12.5系列套筒8mm一个12.5系列套筒9mm一个12.5系列套筒10mm一个12.5系列套筒11mm一个12.5系列套筒12mm一个12.5系列套筒13mm一个12.5系列套筒14mm一个12.5系列套筒15mm一个12.5系列套筒16mm一个12.5系列套筒17mm一个12.5系列套筒18mm一个12.5系列套筒19mm一个12.5系列套筒21mm一个12.5系列套筒22mm一个12.5系列套筒24mm一个12.5系列套筒27mm一个12.5系列套筒30mm一个12.5系列套筒32mm一个12.5系列套筒36mm一个12.5系列短接杆一根12.5系列长接杆一根12.5系列快速扳手一把12.5系列摇杆一根12.5系列滑竿扳手一根12.5系列万向接头一个12.5系列锯弓一把滤清器扳手一把空心铳φ5一个空心铳φ6一个空心铳φ8一个空心铳φ10一个空心铳φ12一个空心铳φ14一个空心铳φ16一个空心铳φ18一个空心铳φ24一个工具包一个扭力扳手30kg或50kg一把整形锉150mm一套三角锉200mm一把圆锉150mm一把圆锉250mm一把平板锉250mm粗齿一把平板锉250mm细齿一把内六角扳手3mm一把内六角扳手4mm一把内六角扳手5mm一把内六角扳手6mm一把内六角扳手7mm一把内六角扳手8mm一把内六角扳手10mm一把内六角扳手12mm一把内六角扳手14mm一把内六角扳手17mm一把内六角扳手19mm一把卡簧钳200mm一把直嘴孔用卡簧钳200mm一把直嘴轴用卡簧钳200mm一把弯嘴孔用卡簧钳200mm一把弯嘴轴用夹柄改刀200mm一把塞尺150mm一把套筒3mm一个 6.3mm系列套筒4mm一个 6.3mm系列套筒5mm一个 6.3mm系列套筒6mm一个 6.3mm系列套筒8mm一个 6.3mm系列套筒9mm一个 6.3mm系列套筒10mm一个 6.3mm系列套筒11mm一个 6.3mm系列套筒12mm一个 6.3mm系列套筒13mm一个 6.3mm系列快速扳手一个 6.3mm系列长接杆一个 6.3mm系列滑竿扳手一个 6.3mm系列。
内六角花形螺钉旋具 编制说明

《内六角花形螺钉旋具扳手》编制说明(征求意见稿)一、工作简况1、任务来源本项目是根据国家标准化管理委员会国家标准制定计划国标委发〔2020〕14号,计划编号为20201737-T-607,项目名称为《内六角花形螺钉旋具》,计划完成时间为18个月。
本标准由中国轻工业联合会提出。
本标准由全国五金制品标准化技术委员会归口,全国五金制品标准化技术委员会工具五金分技术委员会执行。
2、主要工作过程起草阶段:本项目计划下达后,全国五金制品标准化技术委员会工具五金分技术委员会组织由宁波德诚工具有限公司为牵头起草单位的起草小组着手该项标准编制工作计划,开始了标准的前期准备工作。
首先查询了国内外相关检测企业的检测标准、国内企业的企业标准和出口检测要求,并对产品的生产企业、销售企业进行了认真调研、分析。
认为本标准的修订应结合目前产品生产和销售的现状,同时增加了现有生产和市场上具有较大需求的产品型式和规格以及相应的技术要求,修改部分产品的基本尺寸、检验规则和检验方法等符合我国国情的内容。
标准草案稿经数次修改后,于2020年5月形成了标准征求意见稿,由组长审核后报标委会秘书处。
3、主要参加单位和工作组成员及其所作的工作等本标准由宁波德诚工具有限公司、上海市工具工业研究所等单位参加起草。
二、标准编制原则和主要内容1、标准编制原则本标准的制定符合工具五金产业发展的需要,本着标准的先进性、科学性、合理性和可操作性的原则进行本标准的制定工作。
本标准起草过程中,主要按GB/T 1.1-2009《标准化工作导则 第1部分:标准的结构和编写》和GB/T 20000.2-2009《标准化工作指南 第2部分:采用国际标准》进行编写。
本标准修订过程中,主要参考了以下规范性引用文件:GB/T 230.1 金属洛氏硬度试验 第1部分 试验方法GB/T 308.1 滚动轴承 球 第一部分 钢球GB/T 2828.1 计数抽样检验程序 第1部分:按接收质量限(AQL)检索的逐批检验抽样计划GB/T 5350 手工具包装、标志、运输与储存GB/T 10635 螺钉旋具通用技术条件2、标准主要内容的说明本标准规定了内六角花形螺钉旋具的产品分类、技术要求、试验方法、检验规则和标志、包装、运输与贮存。
金工具标准目录

五金工具标准目录(总4页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--GB/ :手动套筒扳手套筒GB/ :手动套筒扳手传动方榫和方孔GB/ :手动套筒扳手传动附件GB/ :手动套筒扳手连接附件GB/ :手动套筒板手、检验规、包装与标志GB/T4388-1995 :呆扳手、梅花扳手、两用扳手的型式GB/T4389-1995 :螺钉与螺母的装配工具,双头呆扳手、双头梅花扳手、两用扳手头部外形的最大尺寸GB/T4390-1995 :公制扳手开口和扳手孔的常用公差GB/T4391-1995 :双头扳手的对边尺寸组配GB/T4392-1995 :敲击呆扳手和敲击梅花扳手GB/T4393-1995 :呆扳手、梅花扳手、两用扳手技术规范GB/T4440-1998 :活扳手GB/T4625-1998 :螺钉和螺母的装配工具术语GB/T5305-1985 :手工具包装、标志、运输与贮存GB/T5356-1998 :内六角扳手GB/T5357-1998 :内六角花形扳手GB/T5358-1998 :内六角花形螺钉旋具GB/T5806-2003 :锉刀通用技术条件GB/T5807-1986 :锉刀试验方法GB/T5808-1986 :锉刀检验规则、标志与包装GB/T5809-1986 :锉刀分类、编号规则GB/T6289-1999 :夹扭钳和剪切钳,术语GB/T6290-1999 :夹扭钳和剪切钳通用技术条件GB/T6291-1999 :夹扭钳和剪功钳试验方法GB/T6866-1986 :园艺工具,分类与命名GB/T6867-1986 :园艺工具,检验规则、标志与包装GB/T8389-2003 :斧的通用技术条件GB/T10635-2003 :螺钉旋具通用技术条件GB/T10636-1989 :螺钉旋具试验方法GB/T10686-1989 :铜合金工具防爆性能试验方法GB/T13473-1992 :钢锤通用技术条件GB/T14764-1993 :手用钢锯条GB/T14765-1993 :十字柄套筒扳手GB/T15729-1995 :扭力扳手通用技术条件GB/T15730-1995 :电讯夹扭钳和剪切钳通用技术条件GB/T16425-1996 :电讯夹扭钳和剪切钳术语QB/T1108-1991 :钢锯架QB/T1200-1991 :链条管子钳QB/T1201-1991 :手用木工凿QB/ :钢锤,八角锤QB/ :钢锤,圆头锤QB/ :钢锤,钳工锤QB/ :钢锤,扁尾锤QB/ :钢锤,检车锤QB/ :钢锤,敲锈锤QB/ :钢锤,焊工锤QB/ :钢锤,羊角锤QB/ :钢锤,木工锤QB/ :钢锤,石工锤QB/1518-1992 :电焊钳技术条件QB/T1519-1992 :纤维卷尺QB/ :台虎钳,通用技术条件QB/:台虎钳,普通台虎钳QB/ :台虎钳,多用台虎钳QB/T1736-1993 :木工钻QB/T1737-1993 :胡桃钳QB/T2082-1995 :木工手用刨刀与盖铁QB/T2083-1995 :平口式油灰刀QB/ :木工锯,木工锯条QB/ :木工锯,伐木锯条QB/ :木工锯,手板锯QB/ :木工锯,木工绕锯条QB/ :木工锯,鸡尾锯QB/ :木工锯,夹背锯QB/T2095-1995 :钢锹QB/ :桌虎钳,通用技术条件QB/ :桌虎钳,燕尾桌虎钳QB/ :桌虎钳,方孔桌虎钳QB/ :金刚石玻璃刀QB/ :金刚石玻璃管割刀QB/ :金刚石圆镜机QB/T2206-1996 :断线钳QB/T2207-1996 :剥线钳QB/T2208-1996 :电工刀QB/T2209-1996 :什锦锤QB/T2210-1996 :手摇钻QB/T2211-1996 :管子台虎钳QB/ :建筑工具(泥瓦类),术语QB/ :建筑工具(泥瓦类),通用技术条件QB/ :建筑工具(泥瓦类),尖头形平抹子QB/ :建筑工具(泥瓦类),长方形平抹子QB/ :建筑工具(泥瓦类),梯形平抹子QB/ :建筑工具(泥瓦类),阳角抹子QB/ :建筑工具(泥瓦类),阴角抹子QB/ :建筑工具(泥瓦类),尖头形压子QB/ :建筑工具(泥瓦类),长方形压子QB/ :建筑工具(泥瓦类),梯形压子QB/ :建筑工具(泥瓦类),尖头形砌铲QB/ :建筑工具(泥瓦类),梯形砌铲QB/ :建筑工具(泥瓦类),菱形砌铲QB/ :建筑工具(泥瓦类),叶形砌铲QB/ :建筑工具(泥瓦类),圆头形砌铲QB/ :建筑工具(泥瓦类),椭圆形砌铲QB/ :建筑工具(泥瓦类),单刃砌刀QB/ :建筑工具(泥瓦类),双刃砌刀QB/ :建筑工具(泥瓦类),打砖刀QB/ :建筑工具(泥瓦类),打砖斧QB/ :建筑工具(泥瓦类),分格器QB/ :建筑工具(泥瓦类),缝溜子QB/ :建筑工具(泥瓦类),缝扎子QB/ :园艺工具,稀果剪QB/ :园艺工具,桑剪QB/ :园艺工具,高枝剪QB/T2290-1997 :钢镐QB/T2291-1997 :机用皮带扣QB/T2292-1997 :手动拉铆枪QB/T2349-1997 :鲤鱼钳QB/T2350-1997 :管子割刀QB/ :夹扭钳,尖嘴钳QB/ :夹扭钳,扁嘴钳QB/ :夹扭钳,圆嘴钳QB/ :夹扭钳,水泵钳QB/ :剪刀钳,斜嘴钳QB/ :剪刀钳,顶切钳QB/ :夹扭剪刀两用钳,钢丝钳QB/ :夹扭剪切用钳,电工钳QB/ :夹扭剪切两用钳,带刃尖嘴钳QB/T2443-1999 :钢卷尺QB/T2510-2001 :弓摇钻QB/T3842-1999 :锉刀的名词、术语QB/T3843-1999 :锉刀型式尺寸QB/T3844-1999 :锉纹参数QB/T2569-2002 :钳工锉QB/T2569-2002 :锯锉QB/T2569-2002 :整形锉QB/T2569-2002 :异形锉QB/T2569-2002 :钟表锉QB/T2569-2002 :木锉QB/ :剪枝剪QB/ :整篱剪QB/ :手锯QB/ :斧的分类QB/ :斧的试验方法QB/ :斧的检验规则、标志、包装、运输与贮存QB/ :斧的使用安全规则QB/ :采伐斧QB/ :劈柴斧QB/ :厨房斧QB/ :多用斧QB/ :木工斧QB/T2508-2001 :管子钳QB/ :螺钉旋具的命名与术语QB/ :一字槽螺钉旋具旋杆QB/ :十字槽螺钉旋具旋杆QB/ :一字槽螺钉旋具QB/ :十字槽螺钉旋具QB/ :螺旋棘轮螺钉旋具QB/ :防爆用呆扳手QB/ :防爆用錾子QB/ :防爆用检查锤QB/ :防爆用桶盖扳手QB/ :防爆用梅花扳手QB/ :防爆用八角锤QB/ :防爆用圆头锤QB/T2509-2001 :管螺纹铰板及板牙。
内六角花形盘头自钻自攻螺钉标准

4I CSQC备案号:QC/T ×××-200×II前 言本标准编制所依据的起草规则符合GB/T 1.1标准的规定。
本标准由全国汽车标准化技术委员会提出并归口。
本标准起草单位: 。
本标准主要起草人: 。
本标准为首次发布。
QC/T ×××-200×1内六角花形盘头自钻自攻螺钉1 范围本标准规定了内六角花形盘头自钻自攻螺钉的型式与尺寸、技术条件。
本标准适用于螺纹规格为ST2.9~ST6.3的内六角花形盘头自钻自攻螺钉。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有修改单)适用于本文件。
GB/T 90.1-2002 紧固件 验收检查(ISO 3269:2000,IDT) GB/T 90.2-2002 紧固件 标志与包装GB/T 3098.11-2002 紧固件机械性能 自钻自攻螺钉(ISO 10666:1999,IDT)GB/T 3103.1-2002 紧固件公差 螺栓、螺钉、螺柱和螺母(ISO 4759-1:2000,IDT) GB/T 5280-2002 自攻螺钉用螺纹(ISO 1479:1999,IDT)GB/T 6188-2008 螺栓和螺钉用内六角花形(ISO 10664:2005,IDT) QC/T 326-×××× 汽车标准件产品编号规则 QC/T 625-×××× 汽车用涂镀层及化学处理层 3 型式与尺寸型式与尺寸按图1和表1。
图1 型式与尺寸QC/T ×××-200×2表1 尺寸 单位为毫米 螺纹规格d ST2.9 ST3.5 ST4.2 ST4.8 ST5.5 ST6.3a max 1.1 1.3 1.4 1.6 1.8 1.8d a max 3.5 4.1 4.9 5.6 6.3 7.3max 5.60 7.00 8.00 9.50 11.00 12.00 d kmin 5.30 6.64 7.64 9.14 10.57 11.57max 2.40 2.60 3.10 3.70 4.00 4.60kmin 2.26 2.45 2.92 3.52 3.70 4.30 r max 0.10 0.10 0.20 0.20 0.25 0.25r f ≈ 5 6 6.5 8 9 10d p ≈ 2.3 2.8 3.6 4.1 4.8 5.8钻削范围(板厚) 0.70~1.900.70~2.25 1.75~3.00 1.75~4.40 1.75~5.25 2.00~6.00槽号No. 10 15 20 25 25 30A 参考 2.80 3.35 3.95 4.50 4.50 5.60max 1.27 1.33 1.66 1.91 1.91 2.42内六角花形tmin 1.01 1.07 1.27 1.52 1.52 2.02 l公称 min maxl g min13 12.10 13.9016 15.10 16.9019 18.00 20.00 规22 21.00 23.00 格25 24.00 26.00 范32 30.75 33.25 围38 36.75 39.2545 43.75 46.2550 48.75 51.25注1: 公称长度l应根据连接板的厚度、两板间的间隙或夹层厚度选择。
内六角扳手_规格

内六角扳手规格2,2.5,3,4,5,6,7,8,10,12,14,17,18,22,24,27,32,36内六角花形扳手规格代号T30,T40,T50,T60,T80;这两多用与拧紧内六角螺钉的十字柄套筒扳手.型号1,2,3,4活扳手.无具体的规格了,按长度分,有100,150,200,300,375,450,600,650.还有就是分单头和双头的那种,学名呆扳手和梅花扳手的了.规格就太多了..单头的规格包括3.2,4,5,5.5,6,7,8,9......70,75,80这三种用于拧紧外六角螺钉的...起子,分为一字形,和十字形...内六角扳手的型号是按照六方的对边尺寸来说的。
螺栓的尺寸有国家标准。
内六角扳手的型号比螺丝的型号下多少?4#,M55#,M66#,M88#,M1010#,M1212#,M14,M1614#,M16,M2017#,M2019#,M2422#,M3027#,M36扳手的使用:活络扳手又叫活扳手,是一种旋紧或拧松有角螺丝钉或螺母的工具。
电工常用的有200、250、300mm三种,使用时应根据螺母的大小选配。
使用时,右手握手柄。
手越靠后,扳动起来越省力。
扳动小螺母时,因需要不断地转动蜗轮,调节扳口的大小,所以手应握在靠近呆扳唇,并用大拇指调制蜗轮,以适应螺母的大小。
活络扳手的扳口夹持螺母时,呆扳唇在上,活扳唇在下。
活扳手切不可反过来使用。
在扳动生锈的螺母时,可在螺母上滴几滴煤油或机油,这样就好拧动了。
在拧不动时,切不可采用钢管套在活络扳手的手柄上来增加扭力,因为这样极易损伤活络扳唇。
不得把活络扳手当锤子用。
农村电工还经常用到开口扳手(亦叫呆扳手)。
它有单头和双头两种,其开口是和螺钉头、螺母尺寸相适应的,并根据标准尺寸做成一套。
整体扳手有正方形、六角形、十二角形(俗称梅花扳手)。
其中梅花扳手在农村电工中应用颇广,它只要转过30°,就可改变扳动方向,所以在狭窄的地方工作较为方便。
产品技术要求-6150系列六角扳手
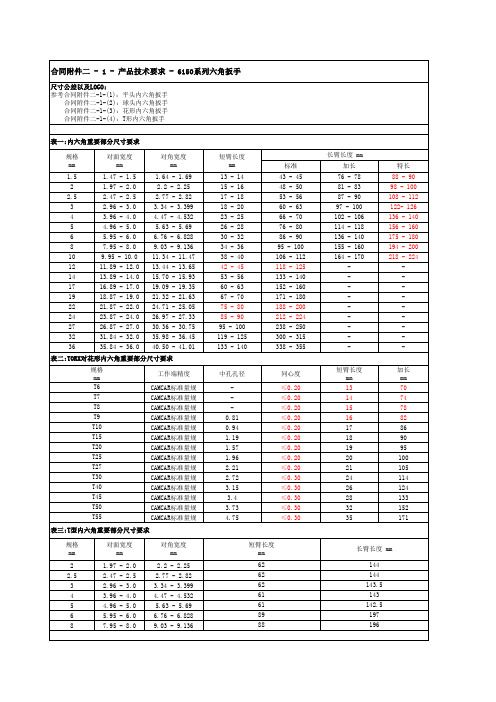
材料,表面质量和热处理: 分类 2mm以内的规格 10mm以内的规 格 12mm以上的规 格 材料 6150 6150 6150 硬度 50HRC-57HRC 50HRC-57HRC 12mm:48-57HRC; >12mm:45HRC-53HRC 表面处理 电镀 细砂镍 电镀 细砂镍 发黑
材料:供应商提供原材料质量/成分的书面证明文件.(以上材料均为产品主要材料,未提及的附件材料参照合同附件二-(X)图纸 外观及表面质量: 1.内六角表面应进行防锈处理,不应出现凹坑,结节,毛边,裂痕和其他对产品外观有负面影响的缺陷. 2. 表面细砂镍。 10mm(含)以内的规格内六角端面需磨面倒角(2.0;1.5mm不需磨面倒角) 内角六直线度,角度,基本尺寸国标测试 试验方法及验收条件: 内六角扳手在每50mm长度内,其直线度公差为0.5mm,用刀口形直尺和塞尺检验. 内六角扳手的弯角为直角,公差为90°±2°,用角度样板测量 内六角扳手的直径基本尺寸需要通过量规做GO-NOGO测试 扭力测试 试验方法及验收条件: (1)扭力头对边尺寸要求参照表三/四中“扭力头尺寸”,扭力头的硬度参照表三/四中“扭力头硬度”,六角扳手插入扭力头深度参 照表三/四“产品插入深度”。 (2)将被测试的六角扳手安装到扭力机上,,施力位置距离长柄端面m处(m=1/3长边±2mm),施加表三/四中"扭力"数值的20%作为预 载荷后释放扭力,记录六角扳手扭转的角度值α 。 (3)继续施加扭力值达到表三/四中“扭力”的目标值后释放扭力,记录六角扳手扭转的角度值β 。 (4)测试结束后,β 与α 的差值(即永久变形量)不应超过10度,也不应出现破裂,裂纹,六角头“打滑”或者任何影响使用功能的 缺陷。 表四:扭力测试(六角,球形) 规格 mm 1.5 2 2.5 3 4 5 6 8 10 12 14 17 19 22 24 27 32 36 表五:扭力测试(花形) 规格 mm T6 T7 T8 T9 T10 T15 扭力头尺寸 mm CAMCAR尺寸扭力头 CAMCAR尺寸扭力头 CAMCAR尺寸扭力头 CAMCAR尺寸扭力头 CAMCAR尺寸扭力头 CAMCAR尺寸扭力头 扭力头硬度 ≥60HRC ≥60HRC ≥60HRC ≥60HRC ≥60HRC ≥60HRC 扭力 (N.m) 0.63 1.16 1.84 2.41 3.17 5.41 扭力头尺寸 mm ≥1.525 ≥2.025 ≥2.525 ≥3.025 ≥4.025 ≥5.025 ≥6.025 ≥8.025 ≥10.025 ≥12.025 ≥14.025 ≥17.025 ≥19.025 ≥22.025 ≥24.025 ≥27.025 ≥32.025 ≥36.025 扭力头硬度 ≥60HRC ≥60HRC ≥60HRC ≥60HRC ≥60HRC ≥60HRC ≥60HRC ≥60HRC ≥60HRC ≥60HRC ≥60HRC ≥45HRC ≥45HRC ≥45HRC ≥45HRC ≥45HRC ≥45HRC ≥45HRC 产品插入深度 mm 1.5 2 2.5 3 4 5 6 8 10 12 14 17 19 22 24 27 32 36 扭力 (N.m) 1.00 2.1 4.7 7.7 17.8 35 57 126 252 420 670 1180 1670 2450 3200 4300 6800 10000
产品技术要求系列六角扳手
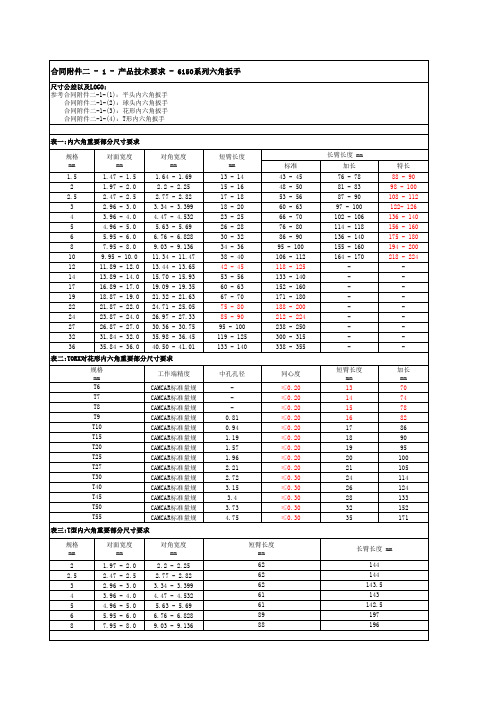
标准 43 - 45 48 - 50 53 - 56 60 - 63 66 - 70 76 - 80 86 - 90 95 - 100 106 - 112 118 - 125 133 - 140 152 - 160 171 - 180 188 - 200 212 - 224 238 - 250 300 - 315 338 - 355
合同附件二 - 1 - 产品技术要求 - 6150系列六角扳手
尺寸公差以及LOGO: 参考合同附件二-1-(1):平头内六角扳手
合同附件二-1-(2):球头内六角扳手 合同附件二-1-(3):花形内六角扳手 合同附件二-1-(4):T形内六角扳手
表一:内六角重要部分尺寸要求
规格 mm
对面宽度 mm
对角宽度 mm
62 62 62 61 61 89 88
长臂长度 mm
加长 76 - 78 81 - 83 87 - 90 97 - 100 102 - 106 114 - 118 136 - 140 155 - 160 164 - 170
-
短臂长度 mm 13 14 15 16 17 18 19 20 21 24 26 28 32 35
内角六直线度,角度,基本尺寸国标测试
试验方法及验收条件: 内六角扳手在每50mm长度内,其直线度公差为0.5mm,用刀口形直尺和塞尺检验. 内六角扳手的弯角为直角,公差为90°±2°,用角度样板测量 内六角扳手的直径基本尺寸需要通过量规做GO-NOGO测试
扭力测试
试验方法及验收条件: (1)扭力头对边尺寸要求参照表三/四中“扭力头尺寸”,扭力头的硬度参照表三/四中“扭力头硬度”,六角扳手插入扭力头深度 参照表三/四“产品插入深度”。 (2)将被测试的六角扳手安装到扭力机上,,施力位置距离长柄端面m处(m=1/3长边±2mm),施加表三/四中"扭力"数值的20%作为预 载荷后释放扭力,记录六角扳手扭转的角度值α 。 (3)继续施加扭力值达到表三/四中“扭力”的目标值后释放扭力,记录六角扳手扭转的角度值β 。 (4)测试结束后,β 与α 的差值(即永久变形量)不应超过10度,也不应出现破裂,裂纹,六角头“打滑”或者任何影响使用功能 的缺陷。
数控机床几何精度检测工具及使用方法
5.水平仪
(1)工作原理 水平仪原理是利用气泡在玻璃管内,气泡保持在最高位 置,如图1-7所示,表明该平面左端高于右端。
图1-7 精密水平仪气泡
1)水平仪刻度示值。实训室的水平仪灵敏度是0.02mm/m,此刻度示值 是以1米为基长的倾斜值为0.02mm/1000mm,如图1-8所示。
除具有一般扳手功能外,特别适 用旋转空间狭窄或深凹的地方
表1-1 常用工具实物和功能
续
7)钩形扳手
8)一字槽螺钉旋具
9)十字槽螺钉旋具
专用于扳动在圆周方向上开有直槽 或孔的圆螺母
10)钢丝钳和尖嘴钳
用于紧固或拆卸一字槽形的螺钉, GB/T 10635-2003螺钉旋具通用技 术条件
11)锤子
用来紧固或拆卸十字槽形的螺钉和 旋杆,GB/T 10635-2003螺钉旋具 通用技术条件
表1-1 常用工具的实物和功能
1)活扳手
2)呆扳手
3)梅花扳手
开口宽度可以调节,能紧固或 松开一定尺寸范围内的六角头或 方头螺栓、螺钉和螺母
GB/T 4440-2008活扳手
4)内六角扳手
双头呆扳手用于紧固、拆卸两种 尺寸的六角头、方头螺栓和螺母 GB/T 4393-2008呆扳手、梅花 扳手、两用扳手 技术规范
当平面上升距离为a时,杠杆千分表摆动的距离为b,也就是杠杆千分 表的读数为b,因为b>a,所以指示读数增大。具体修正计算式如下:
a b cos 例如,用杠杆千分表测量机床工作台平面时,测量杆轴线与工作台表 面夹角α为30°,测量读数为0.048mm,求正确测量值。 解: a b cos 0.048 cos 30o 0.048 0.866 0.0416(mm)
内六角扳手安全操作规程通用版

操作规程编号:YTO-FS-PD210内六角扳手安全操作规程通用版In Order T o Standardize The Management Of Daily Behavior, The Activities And T asks Are Controlled By The Determined Terms, So As T o Achieve The Effect Of Safe Production And Reduce Hidden Dangers.标准/ 权威/ 规范/ 实用Authoritative And Practical Standards内六角扳手安全操作规程通用版使用提示:本操作规程文件可用于工作中为规范日常行为与作业运行过程的管理,通过对确定的条款对活动和任务实施控制,使活动和任务在受控状态,从而达到安全生产和减少隐患的效果。
文件下载后可定制修改,请根据实际需要进行调整和使用。
1.用途:紧固或拆卸内六角圆柱头螺钉、紧定螺钉。
主要用于机械制造、汽车、发动机、农机等行业的装配和维修工作。
2.安全使用规则:①不能将公制内六角扳手用于英制螺钉,也不能将英制内六角扳手用于公制螺钉,以免造成打滑而伤及使用者。
②不能在内六角扳手的尾端加接套管延长力臂,以防损坏内六角扳手。
③不能用钢锤敲击内六角扳手,在冲击载荷下,内六角扳手极易损坏。
3.管理与维护:①使用前要仔细查看产品合格证和使用说明书。
②始终保持外表干净,特别不得有油污。
③使用完毕后,要及时保存并放到指定工具包或箱内,不得与锋利工具一起存放。
④安健环代表在月度巡查时要重点检查。
⑤对不合格或损坏的要及时更换,不得自行修复。
该位置可输入公司/组织对应的名字地址The Name Of The Organization Can Be Entered In This Location。
汽车维修工具与量具

2 梅花扳手 梅花扳手(表 5-1),按闭口尺寸大小分有 8 ~ 10mm、12 ~ 14mm、17 ~ 19mm 等。 梅花扳手通常是成套装备, 有 8 件一套、10 件一套等。 使用时根据螺栓或螺母的尺寸,选择相应闭 口尺寸的梅花扳手。 与开口扳手相比,由于 梅花扳手扳动 30°后,即可换位再套,适 于狭窄场合下操作,而且强度高,使用时不 易滑脱,应优先选用。 为方便操作,有的扳手一头是开口扳手,另 外一头是梅花扳手,即两用扳手,如图 52所示。
2020/5/16
二、钳子
常见的手钳有钢丝钳、尖嘴钳、鲤鱼钳和卡簧钳等。 1 钢丝钳 钢丝钳又称老虎钳。 按其钳长分 150、175、200mm 3 种。 钢丝钳主要用于夹持圆柱形零件,也可以代替扳手旋动小螺栓、小螺母, 钳口后部的刃口可剪切金属丝。 2 尖嘴钳 尖嘴钳因其头部细长而得名,能在较小的空间使用。 刃口也能剪切细小 金属丝,使用时不能用力太大,否则钳口头部会变形或断裂。 其规格以 钳长来表示,汽车拆装常用的是160mm 尖嘴钳。
2020/5/16
4 活动扳手 活动扳手的开口尺寸能在一定的范围内任意调整,其规格是以最大开口宽度 (mm) ×扳手长度(mm)来表示。 也有不同的类型,如图 5-15 所示为直 角活动扳手,又称大开口活络管子钳。 活动扳手操作起来不太方便,需旋转蜗杆才能使活动扳口张开及缩小,而且 容易从螺栓上滑移,应尽量少用,仅在缺少相应其他扳手时使用。 使用时 也应注意使力矩作用在开口较厚的一边,如图 5-16 所示。
2020/5/16
5 内六角扳手和内六角梅花扳手 内六角扳手和内六角梅花扳手(表 5-1),用来拆装内六角螺栓(螺 塞),以六角形对边尺寸大小表示,有 3 ~ 27mm 共 13 种尺 寸并组成套件,也可以和其他工具组成套件。