双色机
几种常见样式的双色注塑机与模具结构的匹配性概述

几种常见样式的双色注塑机与模具结构的匹配性概述摘要:本文概要介绍了四种卧式双色注塑机结构样式与模具构造特征的匹配性,以及它们的差异性、优缺点等内容,方便注塑成型行业人员了解双色塑料制品成型生产的相关应用特性。
关键词:双色,注塑机,模具,直角式,平行式,背负式0 前言双色塑料制品在人们的日常生活中、工业生产中有着广泛的应用,例如双色的牙刷柄、笔筒、玩具壳,有着舒适的软硬触感和绚丽的颜色感观,增加人们生活幸福感和满足感;例如汽配件中的门柱塑壳使用硬质塑料满足机械强度,搭配使用软质材料提供密封性能,可实现特定的结构性或密封性;在特定条件下使用廉价塑料作局部填充,减少优质材料的用量,可降低生产成本;双色或多色制品一体成型,减少后处理工艺(如喷漆上色、连接组装),节省人工、节能环保、减少污染,提高生产效率,降低生产复杂程度。
所谓双色塑料制品,是注塑成型行业的一种俗称,不仅指代两种不同的颜色,也可以是两种不同的塑胶材质,或同种材质不同颜色。
相应地,所谓双色注塑机,可以统述为具有成型两种或两种以上材料或颜色制品的注塑机。
1 几种常见样式的卧式双色注塑机与模具构造特征的匹配性自双色模具诞生之初,双色注塑机的结构形式就是为了与之配套而作适应性设计,以满足双色制品的生产,下面概要介绍几种常见的结构样式。
1.1平行式如上图所示的两副模具,左右并行安装于注塑机模板的中心两侧,一副为第一色半成品模具,另一副为第二色成品,两副模具的唧嘴中心要分别与注塑机的两射嘴中心対正安装。
按照双色模具设计的第一原则“动模相同,定模不同”,通常两副动模的构造包括模仁或模腔是完全相同的。
一色模中成型的是仅有一色材料的半成品,通常不做顶出脱模,二色模中成型的才是包含一色和二色材料的完成品,开模后顶出脱模,塑料件取出清空模腔,以供下一生产周期连续注射成型。
这种两副模具平行安装的结构,适合选用宽模板的平行射台双色机。
平行安装的两副分体的模具,也可以设计制作为一个整体式的,或者是两副模架分体,而模具底板一体制作连为一个整体,如下图所示,但要注意模具的一色和二色唧嘴中心距要与平行双色机的两射嘴中心距保持一致。
天合参数双色机2010622-3

INJECTION UNIT Screw Diameter Screw L /D Ratio Shot Size (Theoretical) Injection Weight (PS) Injection Rate Injection Pressure Plasticizing Capacity(ps) Screw Speed CLAMPING UNIT Clamp Tonnage Toggle Stroke Space Between Tie Bars Diameter of Rotational Mold Adapter Bearing Capacity of Rotary Platen Max.Mold Height Min. Mold Height Ejector Stroke Ejector Tonnage Ejector Number Distance Between Molds Positing Centers OTHERS Max. Pump Pressure Pump Motor Power Heater Power Machine Weight Hopper Capacity Oil Tank Capacity
注射装置 螺杆直径 螺杆长径比 理论注射容量 注射重量 注射速率 注射压力 塑化能力 螺杆转速 合模装置 锁模力 移模行程 拉杆内间距 转盘直径 转盘承重 最大模厚 最小模厚 顶出行程 顶出力 顶出杆根数 模具定位中心距 其它 最大油泵压力 油泵马达 电热功率 机器重量 料斗容积 油箱容积
模板正面尺寸 Platen dimensions
Moving platen
35
265
350
350
350
模板侧面尺寸 Platen dimensions
住友双色成型机原点调整

住友双色成型机原点调整
一.准备工作
调原点前清干净螺杆内原料,下模,保证开锁哥林柱/滑块开滑正常,
1.按CTRL+F2进入I/O画面,原点调整画面,
2.将准备模式改为“用”,
3.操作面板按到“准备”模式。
二.原点调整
1.调身出原点:
A.将转换开关打到“R侧”(反操作侧)(双色机)
B.按住〈射出〉,一直射到零,按住不动。
C.将射出的原点“切”改为“用”,(只是改一下,会自动变为“切”)
D.松退螺杆到最后,(单色机不用退到最大,在最大小一点的位置,如最大为150MM,则退到148MM即可。
)
2.F侧调射出原点:
A.将转换开关打到“F侧”(操用侧)(双色机),按第1条操作一遍。
3.开锁模原点:
A.锁模到零点,按住不动。
B.将射出的原点“切”改为“用”,(只是改一下,会自动变为“切”)
C.将开模开到最大。
4.转盘原点:
A.将转盘转到零点,按住不动。
B.将转盘的原点“切”改用“用”,(只是改一下,会自动变为“切”)
C.将转盘转到180度。
最后将画面准备模式改用“切”
住友机通用密码:7777或技术人员密码:
报警:M5,15伺服异常,处理办法:
1.升温至开机设定温度。
2.手动射出R/F侧至零,手动合模至零。
3.同时按住〈合模〉与〈射出〉键及〈解除〉键5S以上
按住〈合模〉与〈射出〉键不动,松开〈解除〉键,再按住〈解除〉键一下,可解除警报。
富强鑫双色注塑机逆势增长

一
。
使 用
售总 监
A
n
dr
e w
s to
r m
表示
“
:
威格
,
尤 其 是 目前 加 工
,
之后
。
,
六 个 月 之 内无 需 再 次
,
斯材料解决方 案 的独特之 处在于 我们 能为客 户量 身打造基于
PEEK
v IC T R E X
周七 天
。
每天
24
小
使用涂料 最近的
一
此外
M
e
t a lc
一
合作
,
有助 于 大 幅 减 少 因重 新 涂 刷
,
停 工 维 修对 生 产 的影 响
使 用 寿命 的
我 们 能 为联 合 饼 干 公 司 提 供
经 济而且 省时的解 决 方 案
”
。
套实用
、
压 辊 和 刮 片造 成 的停 工 时 间
这 些压
延 长 和 良好 的 性 能 令 联 合 饼 干 公 司 的
往耐磨性 耐热性 耐化学性及脱模性 方面更脏 筹
一
、
、
l
k
-
涂脊
,
其 良
工 程 师 开 始 考 虑 将 V ICOT E 涂 料 用
I
●
‘
好 的耐磨性和 脱模性 令该 公
.
于其 他零 部 件
V IC O T E
”
。
I
。
f
■陌
司 获益 良多
M
e
。
涂 料 产 黼 系 列 包括 静 电
30
曩
t
胶 印 机、双色胶印机、三色胶印机、四色胶印机
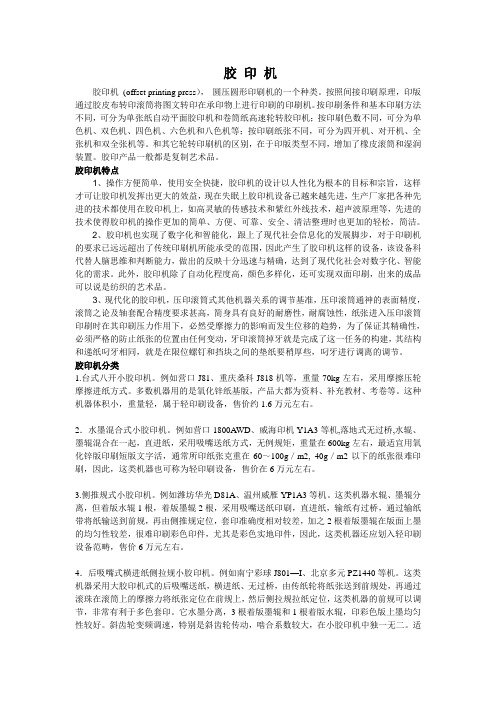
胶印机分类
1.台式八开小胶印机。例如营口J81、重庆桑科J818机等,重量70kg左右,采用摩擦压轮摩擦进纸方式。多数机器用的是氧化锌纸基版,产品大都为资料、补充教材、考卷等。这种机器体积小,重量轻,属于轻印刷设备,售价约1.6万元左右。
2.水墨混合式小胶印机。例如营口1800AWD、威海印机Y1A3等机,落地式无过桥,水辊、墨辊混合在一起,直进纸,采用吸嘴送纸方式,无例规矩,重量在600kg左右,最适宜用氧化锌版印刷短版文字活,通常所印纸张克重在60~100g/m2, 40g/m2以下的纸张很难印刷,因此,这类机器也可称为轻印刷设备,售价在6万元左右。
8.传动侧采用雨淋式润滑系统,对高速运转的齿轮进行润滑的同时并带走齿轮啮合时的热量,有效提高机器使用寿命。并能在油泵无油或油压不够时自动报警.
双色胶印机基本参数
最大纸张尺寸540×740mm
最小纸张尺寸273×393mm
印刷纸张厚度0.06-0.6mm
最大印刷面积528×730mm
橡皮布尺寸740×760mm
胶印机特点
1、操作方便简单,使用安全快捷,胶印机的设计以人性化为根本的目标和宗旨,这样才可让胶印机发挥出更大的效益,现在失眠上胶印机设备已越来越先进,生产厂家把各种先进的技术都使用在胶印机上,如高灵敏的传感技术和紫红外线技术,超声波原理等,先进的技术使得胶印机的操作更加的简单、方便、可靠、安全、清洁整理时也更加的轻松,简洁。2、胶印机也实现了数字化和智能化,跟上了现代社会信息化的发展脚步,对于印刷机的要求已远远超出了传统印刷机所能承受的范围,因此产生了胶印机这样的设备,该设备科代替人脑思维和判断能力,做出的反映十分迅速与精确,达到了现代化社会对数字化、智能化的需求。此外,胶印机除了自动化程度高,颜色多样化,还可实现双面印刷,出来的成品可以说是纺织的艺术品。
海天双色注塑机全参数(DOC)
海天双色注塑机全参数(DOC)该部分将介绍《海天双色注塑机全参数(DOC)》的背景和目的。
本部分将详细列出《海天双色注塑机全参数(DOC)》的技术规格和性能指标。
该部分将提供有关如何正确使用《海天双色注塑机全参数(DOC)》的指导,包括操作步骤和注意事项。
准备工作:确保注塑机有足够的电源和工作环境。
打开注塑机:按照注塑机的说明书上的指示,打开电源开关,并确保各项指示灯正常亮起。
预热注塑机:根据需要,将注塑机预热到所需的温度。
注意,不要超过注塑机的最高温度限制。
准备注塑材料:根据注塑机的要求,准备好所需的注塑材料,并将其放入注塑机的料斗中。
调整注塑参数:根据注塑产品的要求,调整注塑机的参数,如注塑压力、注塑速度、保压时间等。
开始注塑:按下注塑机的启动按钮,开始注塑过程。
确保注塑过程中没有异常情况发生。
监测和调整:在注塑过程中,及时监测注塑产品的质量,并根据需要进行调整。
结束注塑:注塑完成后,停止注塑机的工作,并关闭注塑机的电源开关。
使用注塑机时,必须严格按照操作步骤和安全要求进行操作,以避免意外事故的发生。
在操作注塑机之前,要仔细阅读注塑机的说明书,并了解注塑机的工作原理和注意事项。
在注塑过程中,要随时监测注塑产品的质量,确保产品符合要求。
如果发生任何异常情况或故障,应及时停止注塑机的工作,并寻求专业人士的帮助。
以上是《海天双色注塑机全参数(DOC)》使用指南的简要介绍。
请在使用注塑机时遵循相关操作步骤和注意事项,以确保操作安全和产品质量。
售后支持售后支持是我们在客户购买___注塑机之后提供的重要服务。
我们致力于确保您的机器始终能够正常运行并保持高效生产。
维修服务作为售后支持的一部分,我们提供全面的维修服务。
如果您的注塑机出现故障或需要维护,我们的专业技术团队会及时响应并提供快速解决方案。
我们的维修服务可覆盖机器各个部件和功能,如电气系统、液压系统和控制系统等,以确保机器恢复正常运行。
保养服务除了维修服务,我们还提供定期保养服务,旨在确保机器的稳定性和长期性能。
单色-双色-四色等印刷机如何排列色序-
现在什么事都无法自理。这封自诉信由我的妹妹,李小玲代写。我发现自己得了
中对套印精度要求不是很高的黄和黑先印,这样 使纸张逐步趋于平稳时,再印后印色,减少因后 印色要求套印精度高而产生套印不准的现象,从 而提高印刷品质量。
二、双色机
在双色机的印刷中第二色和第三色属湿叠
干套印。 1-2 色和 3一 4 色的印刷属湿叠湿套印, 所以在印刷中一般采用以下印刷色序: 1-2 色品 红青或者青品红一 4 色黑黄或者黄黑,但亦根据 需要。要突出某个重色时,如绿色,就应按照品 红黄,青黑的套印色序印刷,这样以获得较理想 的印刷效果。
对于从事印刷的人员来说,多色印刷品所使 用的油墨,应该以怎样的印刷色序套印是务必要 掌握的,特别是不同的印刷机应采用哪种色序来 套印更是至关重要的,下面对单色机、双色机、 四色机的印刷套印色序作一介绍。
一、单色机
单色机属于湿叠干套印。在油墨的转移过程 中,即使在先印色干燥的情况下,也只能印上向 纸上转移 80%以上的油墨。所以为了尽量减少套 印中的色差,能更好地衬托出图像中的某一重要 色。就应采用相应的印刷色序。例如:画面以红 色为重要色,就应按照品红黄的色序印刷,这样 画面就突出了主色红色。另外,在单色机的印刷
三、四色机
现在什么事都无法自理。这封自诉信由我的妹妹,李小玲代写。我发现自己得了
ห้องสมุดไป่ตู้
四色机的印刷中主要采用三种印刷色序:
1.墨层递增的色序:
墨层遂增的色序就是从第一色油墨开始采 用逐渐增加墨膜厚度的色序。例如,采用青墨密
度为 1.6,纸上的墨膜厚度约 0.85ц m 左右;品 红密度为 1.4,墨膜厚度约 0.9ц m,黄墨密度为 1.0,墨膜厚度约 1.3ц m。用这墨层递增的印刷 色序青品红黄来印刷,会使印刷品得到令人满意 的效果。
四开双色胶印机的工作原理

采用电脑程控技术,由中央处理器协调全机运转过程,自动化程度高,故障点显示。
采用以共轭凸轮驱动的定心下摆式递纸牙机构,高点闭牙,传动平稳,降低了机器震颤和噪音。
采用间断式供油方式。
用户可根据需要自行决定供油时间及供油量。
靠版墨辊,水辊的压力由蜗轮蜗杆机构在墙板内调节,操作方便。
主电机采用调频技术,高效低耗。
高堆收纸,可不停机连续操作工作原理1、丝网印刷机工作原理以常用的手形网版平面丝印机为例,可对丝网印刷机的工作原理作如下描述:经传动机构传递动力,让刮墨板在运动中挤压油墨和丝网印版,使丝网印版与承印物形成一条压印线,由于丝网具有张力N1和N2,对刮墨板产生力 F2,回弹力使丝网印版除压印线外都不与承印物相接触,油墨在刮墨板的挤压力F1作用下,通过网孔,从运动着的压印线漏印到承印物上。
在印刷过程中,丝网印版与刮墨板进行相对运动,挤压力F1和回弹力F2也随之同步移动,丝网在回弹力作用下,及时回位与承印物脱离接触,以免把印迹蹭脏。
即丝网在印刷行程中,不断处于变形和回弹之中。
刮墨板在完成单向印刷后与丝网印版一起脱离承印物,同时进行返程回墨,即完成一个印刷循环。
回墨后承印物的上面与丝网印版反面的距离称为同版距或网距,一般应为2~5mm。
手工印刷时,操作工人的手法与熟练程度直接影响压印线的形成。
在实践中丝印工作者积累了许多宝贵经验,具体可归纳为六点,即保证刮墨板运动中的直线性、匀速性、等角性、均压件、居中性和垂边性。
也就是说,印刷时刮墨板应直线前进,不能左右晃动;不能前慢后快,前快后慢或忽慢忽快;到墨板的倾斜角应保持不变,特别要注意克服倾斜角逐渐增大的通病;印刷压力要保持均匀一致;保持刮墨板与网框内侧两边的距离相等;到墨板与边框保持垂直。
2、平网曲面丝网印刷机工作原理平网曲面丝网印刷是指在圆柱形或圆锥形曲面上用平网进行丝网印刷。
在一定条件下也可以对椭圆面、鼓形面、弧面等曲面进行丝网印刷。
干网曲面丝网印刷机就是采用平形网版对上述曲面进行印刷的机器。
双色压片机和普通压片机有哪些区别?

双色压片机和普通压片机有哪些区别?
在医药制药行业中,药片的生产都离不开压片机的使用。
目前市场上主要有双
色压片机和普通压片机两种,那么它们有哪些区别呢?
1. 制作药片的颜色
普通压片机只能制作单色药片,而双色压片机则可以制作双色药片。
在药品制
造过程中,颜色是很重要的一个因素,不同颜色的药片可以帮助区分不同成分的药品,双色压片机可以帮助制造双色药片,从而满足不同需要。
2. 压力调节系统
压力调节是制造药片时的关键元素之一,而普通压片机只能通过手动调节压力
来制作药片。
而双色压片机采用数字化控制压力调节系统,精度更高,制造出的药片质量更加稳定。
3. 制造效率
由于双色压片机使用数控压力调节系统,因此加工药片的效率也会更高。
普通
压片机需要手动调节压力,可能会导致加工速度变化不稳定,从而影响到生产效率。
4. 压片精度
双色压片机可以控制不同颜色的药粉混合的比例,从而制造出颜色更加均匀的
双色药片,而普通压片机则无法做到。
5. 设备价格
由于双色压片机采用了更加先进的数字控制系统,加上容易实现双色药片的切换,因此其价格相对较高。
而普通压片机则是成本更低的选择,因此受到许多制药企业的青睐。
总结
双色压片机和普通压片机各有优缺点,具体要根据企业的具体需求来选择。
如
果有制造双色药片的需求,而且有足够的预算,那么双色压片机无疑是更好的选择。
但对于一些小型制药企业来说,普通压片机则可以满足其基本的制片需求,同时价格较为优惠。
光电通专用双色激光打印机使用说明书

专用双色激光打印机使用说明书安装、使用本产品前,请仔细阅读此说明书声明欢迎您使用光电通产品。
在第一次安装和使用本产品之前,请您务必仔细阅读随机配送的所有资料,这会有助于您更好地使用本产品。
如果您未按本手册的说明及要求操作本产品,或因错误理解等原因误操作本产品,天津光电通信技术有限公司(国营第七五四厂)将不对由此而导致的任何损失承担责任,但天津光电通信技术有限公司(国营第七五四厂)专业维修人员错误安装或操作过程中引起的损失除外。
天津光电通信技术有限公司(国营第七五四厂)已经对本手册进行了严格仔细的校勘和核对,但我们不能保证本手册完全没有任何错误和疏漏。
天津光电通信技术有限公司(国营第七五四厂)致力于不断改进产品功能、提高服务质量,因此保留对本手册中所描述的任何产品和软件程序以及本手册的内容进行更改而不预先另行通知的权利。
本手册的用途在于帮助您正确地使用光电通产品,并不代表对本产品的软硬件配置的任何说明。
有关产品配置情况,请查阅与本产品相关合约(若有)或咨询向您出售产品的销售商。
本手册中的图片仅供参考,如果有个别图片与产品的实物不符,请以产品的实物为准。
目录安全信息 (1)1.关于本打印机 (3)1.1.装箱清单 (3)1.2.产品外观说明 (4)1.3.指示灯 (5)1.4.按键 (5)B接口及连线方式 (5)1.6.指纹认证模块 (6)1.7.安装硒鼓 (6)2.装载打印纸张 (8)2.1.纸张类型和尺寸 (8)2.2.装纸 (9)2.3.调整纸仓尺寸 (11)3.安装卸载打印机驱动 (12)3.1集成驱动安装/卸载(推荐) (12)3.1.1 安装准备 (12)3.1.2 安装/卸载打印机驱动 (13)3.1.3 添加和删除打印机 (18)3.2命令行安装/卸载 (25)3.2.1 查询系统信息 (25)3.2.2 选择驱动包 (25)3.2.3 安装驱动 (28)3.2.4 添加打印机 (31)3.2.5 卸载打印机驱动 (35)4.打印作业 (38)4.1启动打印机 (38)4.2打印文档 (39)4.2.1Word文档打印 (39)4.2.2PDF文档打印 (43)4.2.3查看打印状态 (49)4.2.4修改打印机参数 (52)4.3取消打印作业 (55)4.4查看打印日志 (56)4.5打印机附加功能的使用 (57)5.故障排除 (66)5.1.打印机报警信息 (66)5.2.故障排除指南 (68)6.产品规格 (70)安全信息1.请阅读所有的说明并妥善保管以备将来使用。
单色及双色胶印机操作要领

.
顿机必 疆蒜悉机譬堵构 性售
节至最佳印刷压 力.保证 网点不变形 .
实 地 印刷 平 服 .具 体 做 法 是 在台 压 状
单双色胶印机从外观结构可分为 3 个单元:输纸单元 .印刷单元和收纸单 元.一个优秀 的领机.必须掌握各个单 元的功能和作用.输纸单元包括给纸机
调节至外拉时感到有 明显阻力但仍健抽
齄 意 增 减 印 刷速 度 . 童 印银 时 速 印
量.延长机器使用寿命 ,提高生产效率 等.规范化操作包括静态撮作和动态操
作 .静 态规 范 化操 作 是 在 机 器 不运 转 的
墨辊等被供给到 印版.领机应带领机组
人 员 对 墨 辊 进行 定 期 清 洗 与检 查 对 表
面太光滑或 囡老化而产生裂纹 的墨辊在 直径允许范围内进行研磨处理 . 对弯曲 的墨辊要进行更换 . 时洗车时 应尽 平 量避免在墨辊 上礁留煤油.以防止墨辊 老化 . 另外. 墨斗墨刀片也需特别保养 . 囡为它窖易变形 . 且一旦变形就直接影
墨辊.
电路用于绘 整机提供动力. 完成 印 刷。领机应 掌握 主要 电器 的功能与作 用.对一般 电气故障.能根据电路图进 行 简单维修 ,对大故障,能判断故障所 在的位置 ,绘电工提供维惨依据 .
术路绘 印版提供水分 保障印版空
白处 不 着 墨 . 对 于 水 路 的 操 作 与 控 制
用于进 行印刷的收尾工作 . 要求收纸整
齐 收 纸过 程 中 无 掉 纸及 印 品 蹭 脏 故 也 是领 机
2 保 护滚筒不受异物损伤 .经常 擦 洗滚筒肩铁.保持压印滚筒清洁.
3 正确 调 节 水 墨 胶 辊 的压 力 着
术素质, 操作技能直接关系到一个台班
华钦双色机参数
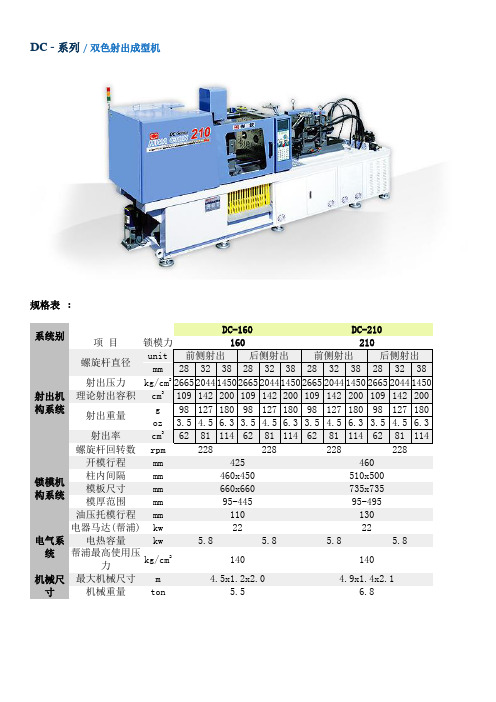
DC - 系列/ 双色射出成型机规格表 :系统别DC-450DC-600项目锁模力450600射出机构系统螺旋杆直径unit 前侧射出后侧射出前侧射出后侧射出mm 38 42 48 42 48 55 48 55 60 48 55 60 射出压力kg/cm21755 1440 1100 1905 1460 1100 1945 1481 1244 1945 1481 1244 理论射出容积cm3226 276 361 276 361 474 425 558 664 425 558 664 射出重量g 204 248 325 248 325 426 382 502 597 382 502 597oz 7.2 8.7 11.4 8.7 11.4 14.0 13.4 17.7 21.0 13.4 17.7 21.0 射出率cm3167 204 266 220 287 377 207 272 324 207 272 324 螺旋杆回转数rpm 300 280 216 216锁模机构系统开模行程mm 700 740柱内间隔mm 780x780 880x880 模板尺寸mm 1160x1160 1300x1300 模厚范围mm 180-800 205-950 油压托模行程mm 180 300电气系统电器马达(帮浦) kw 45 30 + 30 电热容量kw 7.5 9.3 11.2 11.2 帮浦最高使用压力kg/cm2140 140机械尺寸最大机械尺寸m 7.8x1.9x2.3 8.8x2.1x2.4 机械重量ton 23 30系统别DC-800DC-1060项目锁模力8001060射出机构系统螺旋杆直径unit 前侧射出后侧射出前侧射出后侧射出mm 55 60 65 55 60 65 55 60 65 70 75 80 射出压力kg/cm21629 1360 1160 1629 1360 1160 1629 1360 1160 1823 1588 1395 理论射出容积cm3617 734 861 617 734 861 617 734 861 1539 1767 2010 射出重量g 555 660 775 555 660 775 555 660 775 1385 1590 1809oz 19.5 23.2 27.3 19.5 23.2 27.3 19.5 23.2 27.3 48.8 56.0 63.7 射出率cm3345 410 481 345 410 481 345 410 481 367 421 480 螺旋杆回转数rpm 201 201 201 118锁模机构系统开模行程mm 1050 1250柱内间隔mm 1005x1000 1120x1120 模板尺寸mm 1470x1470 1630x1630 模厚范围mm 200-1000 200-1100 油压托模行程mm 300 300电气系统电器马达(帮浦) kw 37 + 37 37+55 电热容量kw 12.5 12.5 12.5 27.4 帮浦最高使用压力kg/cm2140 140机械尺寸最大机械尺寸m 10x2.3x2.3 11.2x2.5x2.4 机械重量ton 47.5 601.射出量以 PS为准. (螺杆断面积 x 射出行程) x (比重) x (射出效率)2.本型录仅供参考,变更时恕不另行通知DC-SE/DCW-SE 系列/(宽模壁)省能源伺服泵射出成型机规格表 :系统别DCW-160SE DCW-250SE 项目锁模力160250射出机构系统螺旋杆直径unit Front Inj Rear Inj Front Inj Rear Injmm283238283238384248384248双缸射出压力kg/cm2266520441450266520441450175514401100175514401100四缸射出压力kg/cm2347026571885347026571885228118721430228118721430理论射出容积cm3109142200109142200226276361226276361射出重量g9812718098127180204248325204248325双缸射出压力cm3/sec69.791128.369.791128.3169.7207.3270.6169.7207.3270.6四缸射出压力cm3/sec54.370.910054.370.9100130.8159.8208.7130.8159.8208.7螺旋杆回转数rpm250250300300锁模机构系统开模行程mm425500柱内间距mm600x360860x460模板尺寸mm860x5601120x720模厚范围mm95-445120-540油压托模行程mm130150电气系统电气马达(帮浦)kw11+1113(15)+13(15)电热容量kw 5.8 5.87.57.5帮浦最高使用压力kg/cm2140140机械尺寸最大机械尺寸m 4.5x1.4x1.9 5.4x1.8x2.1机械重量ton 6.410.7SYSTEMDCW-400SE 项目锁模力400Injection System螺旋杆直径unit Front Inj Rear Injmm424855424855双缸射出压力kg/cm2190514601110190514601110四缸射出压力kg/cm2247618981430247618981430理论射出容积cm3276361474276361474射出重量g248325426248325426双缸射出压力cm3/sec195.6255.4335.4195.6255.4335.4四缸射出压力cm3/sec146.5191.5251.4146.5191.5251.4螺旋杆回转数rpm270270Clamping System开模行程mm650柱内间距mm1000x600模板尺寸mm1335x935模厚范围mm130-680油压托模行程mm180Electrical System 电气马达(帮浦)kw22+22电热容量kw9.39.3帮浦最高使用压力kg/cm2140Machine Dimension 最大机械尺寸m7.0x2.1x2.2机械重量ton191.DCW-SE为宽模壁省能源伺服泵系列2.射出量以 PS为准. (螺杆断面层 x 射出行程) x (比重) x (射出效率)3.220V以外电压需加购变压器4.本型录仅供参考,变更时恕不另行通知。
双色注塑机操作流程

双色注塑机操作流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by the editor. I hope that after you download them, they can help yousolve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!In addition, our shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts,other materials and so on, want to know different data formats and writing methods, please pay attention!现代工业生产中,注塑机是一种常用的生产设备,双色注塑机则是在注塑机的基础上进行了改进和升级,可以同时注塑两种不同颜色的塑料,广泛应用于家电、汽车、电子、日用品等领域。
海德堡底色双色机作业指导书
4.收纸调节可将收纸台升至上限,将待印白纸放置于纸台上调节前后、左右位置。可根据情况调整吹风、吸风、消卷装置风量及开牙板位置等装置达到收纸整齐。
四.装版、校版、校色
1.认真检查版面有无损坏、脏点、晒虚、图文有无错漏等不良因素。
3.当印至1000张后,颜色及整体效果达到最佳时,要标示出最佳品用以出样。出样数量视工单数量而定,一般可出500-3000张样品,反面印刷时亦要小心,以保证出样最佳。
4.机长应安排机组人员勤察机器的飞达、机组各部位的工作情况及勤看水位、墨位等。
5.印刷将近完毕时,应及时安排机组人员准备下一工单的工作。
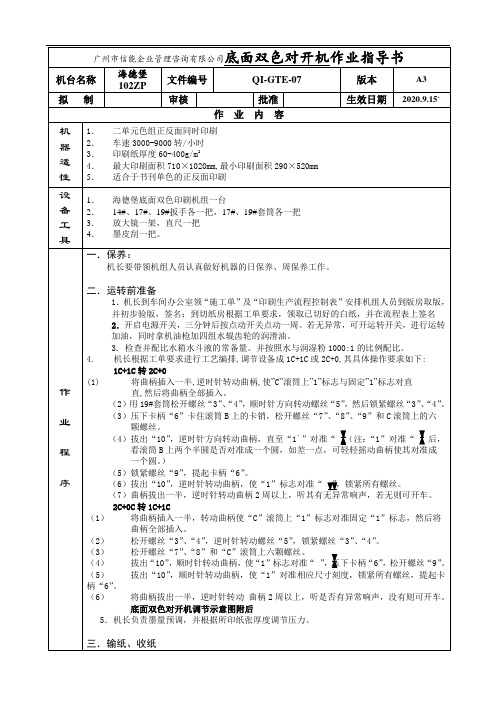
广州市信能企业管理咨询有限公司底面双色对开机作业指导书
机台名称
海德堡102ZP
文件编号
QI-GTE-07
版本
拟制
审核
批准
生效日期
2020.9.15`
作业内容
机
器
适
性
1.二单元色组正反面同时印刷
2.车速3000-9000转/小时
3.印刷纸厚度60-400g/m2
4.最大印刷面积710×1020mm,最小印刷面积290×520mm
曲柄全部插入。
(2)松开螺丝“3”、“4”,逆时针转动螺丝“5”,锁紧螺丝“3”、“4”。
(3)松开螺丝“7”、“8”和“C”滚筒上六颗螺丝。
(4)拔出“10”,顺时针转动曲柄,使“1”标志对准“ ”,压下卡柄“6”,松开螺丝“9”。
(5)拔出“10”,顺时针转动曲柄,使“1”对准相应尺寸刻度,锁紧所有螺丝,提起卡柄“6”。
(6)将曲柄拔出一半,逆时针转动 曲柄2周以上,听是否有异常响声,没有则可开车。
直角双色机工作原理
直角双色机工作原理
直角双色机是一种可以自动分拣物体的机器。
其工作原理如下:
1. 物体进入:待分拣的物体通过一个输入装置进入直角双色机。
2. 图像采集:直角双色机内部配备了一套高速摄像系统,能够实时采集物体的图像。
3. 特征提取:通过图像处理算法,直角双色机可以提取出物体的特征信息,例如物体的形状、颜色、大小等。
4. 决策判断:通过预先设置的规则和算法,直角双色机可以对物体的特征信息进行分析和比对,判断物体应该属于哪一类别。
5. 分拣操作:根据决策判断的结果,直角双色机会启动执行机构,将物体分拣到相应的出口处。
例如,如果物体被判断为红色,它会被分拣到红色物体的出口处;如果物体被判断为绿色,它会被分拣到绿色物体的出口处。
6. 出口输出:分拣好的物体通过出口装置被送至相应的储存或后续处理位置。
通过以上工作原理,直角双色机可以高效、准确地完成物体的分拣,提高生产效率。
双色柔性凸版印刷机设备工艺原理
双色柔性凸版印刷机设备工艺原理概述柔性凸版印刷是一种常用的印刷工艺,它可以在凸版和被印材料之间形成压力,从而将油墨转移到材料上。
双色柔性凸版印刷机是一种采用两个凸版色盘和一个印刷机的印刷设备。
本文将介绍这种设备的工艺原理。
设备组成双色柔性凸版印刷机由下列部分组成:•色带输送系统,用于将油墨输送到凸版上。
•凸版打印系统,用于将凸版印刷在被印材料上。
•转移器,用于将印刷好的油墨转移到被印材料上。
•被印材料输送系统,用于将被印材料输送到凸版打印系统下面,在两者之间形成一定的压力。
工艺流程双色柔性凸版印刷机的工艺流程如下:1.调整凸版间距和角度,保证油墨在转移时会被转移到被印材料上。
2.将油墨放在色带输送系统中,确保油墨会均匀地分布在凸版上。
3.将被印材料放在输送系统上,使其和凸版接触。
4.启动印刷机,转动凸版上的油墨,并使其转移到被印材料上。
5.重复步骤3和4,直到印刷任务完成。
工艺原理双色柔性凸版印刷机的工艺原理是基于印刷压力和凸版油墨之间的关系。
在印刷机启动后,油墨会被输送到凸版上,然后凸版会在被印材料上留下油墨。
在这个过程中,通过调节被印材料和凸版间的距离和角度,可以形成一个适当的压力,使油墨能够被顺利地转移到被印材料上。
工艺优势双色柔性凸版印刷机具有以下优势:1.可以印刷多种材料,包括纸张、塑料和金属等。
2.效率高,速度快。
3.制作和更换凸版成本低。
4.可以印刷高质量的图像和文字。
工艺应用双色柔性凸版印刷机广泛应用于以下各个领域:1.包装印刷,例如食品包装、药品包装等。
2.印刷广告海报、横幅等。
3.印刷电路板、电子产品等。
4.制作信封、名片、明信片等文具产品。
5.制作标识、商标等。
结论双色柔性凸版印刷机作为一种常用的印刷设备,其印刷原理简单但是效果卓越。
通过了解这种印刷机的组成和操作流程,可以更好地理解其工艺原理。
对射双色注塑机的结构
对射双色注塑机的结构
对射双色注塑机是一种常用于塑料制品生产的注塑设备。
它采用了对射结构,具有高效、稳定的工作性能。
下面将对对射双色注塑机的结构进行介绍。
对射双色注塑机主要由以下几个部分组成:
1. 锁模机构:锁模机构是对射双色注塑机的主要结构之一,它用来完成模具的锁紧和开合动作。
锁模机构通常由锁模板、固定板、活动板以及螺杆等部件组成。
通过电机驱动螺杆运动,实现模具的开合动作。
2. 射出系统:射出系统是对射双色注塑机的另一个核心部分,它主要用于将熔化的塑料通过射嘴喷射进模具腔中。
射出系统通常包括注射缸、螺杆、射嘴以及加料装置等组成。
通过控制注射缸内的压力和螺杆的旋转速度,实现射出过程的控制。
3. 螺杆回转机构:螺杆回转机构是对射双色注塑机的重要组成部分,它用来实现两色塑料的注塑。
螺杆回转机构通过控制螺杆的回转角度和速度,将两种颜色的塑料分别注入模具的不同腔室中,实现双色注塑的效果。
4. 液压系统:液压系统是对射双色注塑机的动力部分,它主要用于驱动各种运动部件的动作。
液压系统通常包括液压泵、液压马达、油箱、液压管路以及液压阀等组成。
5. 控制系统:控制系统是对射双色注塑机的重要组成部分,它主要用于对机器的运行状态进行监控和调控。
控制系统通常由PLC控制器、人机界面、传感器等组成,通过电脑控制机器的运行参数和工艺流程。
以上是对射双色注塑机的主要结构部件的简要介绍。
这些部件相互配合,完成塑料制品的注塑过程。
对射双色注塑机具有结构合理、工作稳定等特点,可广泛应用于塑料制品生产领域。