紫铜与不锈钢焊接
钢与铜及其合金的焊接

钢和铜在高温时的晶格类型、晶格常数、原子半径等都很接近,这当然对焊接有利,但熔点、导热系数、膨胀系数等差异较大,给焊接造成一定的困难。
1.钢与铜及其合金的焊接性铜与钢的膨胀系数相差很多,而且铜-铁二元合金的结晶温度区间很大(约为300~400℃),故在焊接时容易发生焊缝裂纹。
焊缝金属中含铁量在10~43%时,抗热裂性能最强。
液体铜或铜合金有可能向其所接触的近缝区的钢表面内渗透,并不断向微观裂口浸润深入,形成所谓的渗透裂纹[6]。
渗透裂纹可以是单个存在的,也可以是沿晶界发展而形成网状的。
实践证明,含镍、铝、硅的铜合金焊缝金属对钢的渗透较少,而含锡的青铜则渗透较严重。
含镍高于16%的铜合金焊缝在碳钢上不会造成渗透裂纹。
此外,钢的组织状态也对渗透裂纹有重要影响。
液态铜能浸润奥氏体而不能浸润铁素体,所以单相奥氏体钢容易发生渗透裂纹,而奥氏体-铁素体双相钢就不太容易发生渗透裂纹。
2.钢与铜及其合金的焊接工艺(1)熔焊大多数熔焊方法如气焊、手工电弧焊、埋弧焊、氩弧焊、电子束焊等都可以用于钢与铜及其合金的焊接。
待焊金属表面和焊丝表面都必须严格除油并清理直到露出金属光泽。
钢与紫铜焊接时,板厚大于3mm就需要开坡口,坡口形式与焊钢时相同。
X 形坡口不留钝边以保证焊透。
厚度3mm以上便可以采用埋弧焊。
手工电弧焊规范可参阅表1。
表1 钢与铜手工电弧焊规范不锈钢与铜焊接时,若采用不锈钢焊缝,则当焊缝含铜达到一定数量时会产生热裂纹。
若采用铜焊缝,则焊缝中含镍、铬、铁便会变硬变脆,或渗入不锈钢侧近缝区奥氏体晶界而使接头变脆。
只有采用与铜和铁都能无限固溶的镍或镍合金作填充金属才能保证良好的焊缝质量,达到较高的强度和塑性。
由于铜比不锈钢散热快得多,焊接时必须将电弧适当偏向铜侧。
(2)压焊铜与钢或铜合金在真空扩散焊是可获得优质接头,这种接头是由铜在铁中的固溶体与铁在铜中的固溶体组成共晶而形成的。
扩散焊的最佳焊接规范为:真空度0.1333~0.01333Pa,焊接温度900℃,压力49MPa,焊接时间20min。
T2紫铜与1Cr17Ni2不锈钢火焰钎焊焊接工艺技术研究
·44·材料开发与应用2009年6月技术支持。
4.1工艺评定QJl02;试板为12和ICrl7Ni,尺寸均为25mill×25焊接设备:焊炬H01—6、焊嘴2号;lnln×80mnl;钎焊材料:钎料HLAgCd26—16.7—17、钎剂钎焊参数见表3。
表3火焰钎焊焊接参数焊前用汽油清洗零件,用砂纸清理焊接锈蚀和氧化膜。
采用中性焰内外焰往复摆动式加热所焊试件。
先加热铜,由铜向不锈钢过渡热量,以减少不锈钢的加热时间,避免不锈钢过烧。
加热时间约为1~2min,温度为635~670℃。
试件加热后,将蘸有钎剂的钎料填满整个焊缝。
焊接时采用内焰,时间为20~30s。
用外焰继续均匀加热15~20s,以保证焊料充分流入焊缝内部。
4.2工艺评定试验结果(1)焊缝外观检验:焊缝成形饱满,无未熔合、气孔、夹渣、裂纹等缺陷;(2)力学性能试验:拉伸试验和剪切试验结果显示.焊缝接头强度大于母材T2的。
5工艺试验根据工艺评定结果,我们采用工艺评定的焊接参数,结合对三通管路结构的工艺性改进,进行了一组焊接工艺试验。
共11套三通管路,经6MPa气压试验,保压20min,全数合格,符合产品气密性要求。
金相组织分析见图2,焊接接头钎料向母材扩散充分,钎缝和母材结合紧密,未出现剥离现象,结合力强度较高。
与渗漏产品的金相组织(图3)对比,不锈钢与铜材间出现明显的组织剥离现象.第24卷第3期范宇洪等:T2紫铜与1Crl7Ni2不锈钢火焰钎焊焊接工艺技术研究‘45·6焊接接头显微组织检测分析7结论经过分析和多次试验,我们配制了合适的浸蚀剂,如表4所示。
腐蚀时,先腐蚀钎料,后腐蚀母材,并注意每次蘸取少量浸蚀剂轻轻腐蚀,切忌过量以免造成腐蚀过头。
表4金相试样浸蚀剂材料浸蚀剂T25%一10%(质量浓度)硫酸与硝酸水溶液钎料10%(质量浓度)过硫酸铵水溶液!竺!!Z盟婆三氢丝丛主芝垫醒iQ坚些垄!塑竺!显微组织见图4,图5,可见,焊缝处组织致密、母材成分均匀,无偏析及疏松等缺陷;钎料向母材扩散充分,结合紧密。
不锈钢和铜焊接 Microsoft Word 文档

1.钢的主要成份铁与铜在液态时无限固溶,固态时有限固溶,不形成金属间化合物。
由于铁和铜在高温时的晶格类型、晶格常数和原子半径都很接近,它们之间的焊接比较有利。
但由于两者之间的物理差异,给焊接造成许多困难。
液态铜或铜合金对近缝区钢的结晶界有较强的渗透作用,在拉应力的作用下易形成渗透裂纹。
单相奥氏体钢容易产生热裂纹,而奥氏体钢双相钢就不容易产生渗透裂纹 电弧焊焊接不锈钢与铜时,采用铜与铁都能无限固溶的镍或镍基合金作填充材料,能保证良好的焊接质量,采用纯铜焊丝或不锈钢焊丝会生产热裂纹和脆化。
不锈钢与铜的焊接时,由于铜比不锈钢的散热性比快得多,焊接时必需将电弧偏向铜母材一侧。
钢与铜及其铜合金的钎焊、摩擦焊、电阻焊(对焊、缝焊机)、或闪光焊以爆炸焊也具有相当好的焊接性,并能获得满意的焊接接头。
铜与不锈钢的焊接要视焊接方法的选择而有所不同。
杭州诚宇焊接设备有限公司专业生产全自动焊接设备。
焊接源选用弧焊(氩气、co2、等离子、埋弧焊机为主的自动焊接设备),焊接省时省力省成本。
更多请百度搜公司名。
T2紫铜与1Cr17Ni2不锈钢火焰钎焊焊接工艺技术研究
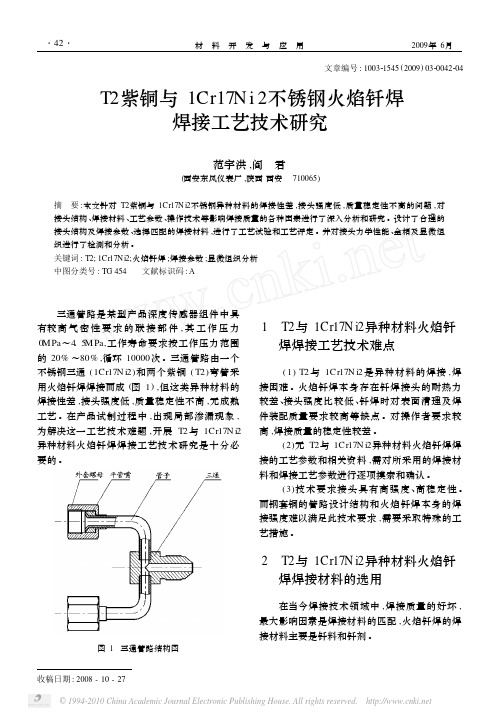
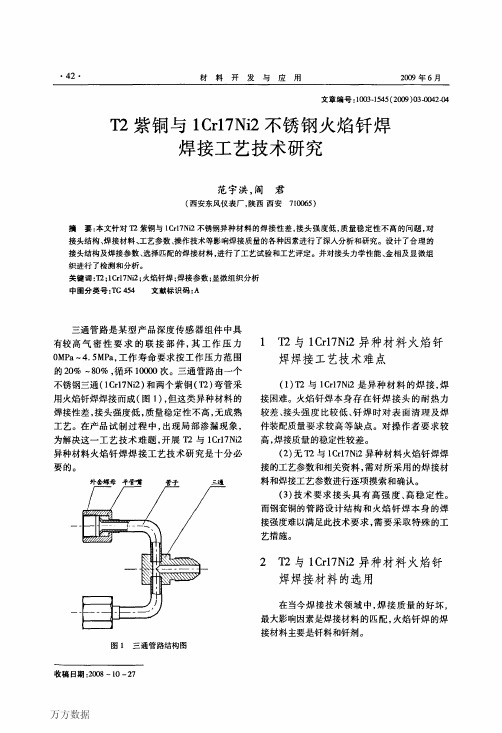
1 T2与 1Cr17N i2异种材料火焰钎 焊焊接工艺技术难点
( 1 ) T2 与 1Cr17N i2 是异种材料的焊接 ,焊 接困难 。火焰钎焊本身存在钎焊接头的耐热力 较差 、接头强度比较低 、钎焊时对表面清理及焊 件装配质量要求较高等缺点 。对操作者要求较 高 ,焊接质量的稳定性较差 。
·42·
材 料 开 发 与 应 用
2009年 6月
文章编号 : 100321545 (2009) 0320042204
T2紫铜与 1Cr17N i 2安东风仪表厂 ,陕西 西安 710065)
摘 要 :本文针对 T2紫铜与 1Cr17N i2不锈钢异种材料的焊接性差 ,接头强度低 ,质量稳定性不高的问题 ,对 接头结构 、焊接材料 、工艺参数 、操作技术等影响焊接质量的各种因素进行了深入分析和研究 。设计了合理的 接头结构及焊接参数 、选择匹配的焊接材料 ,进行了工艺试验和工艺评定 。并对接头力学性能 、金相及显微组 织进行了检测和分析 。 关键词 : T2; 1Cr17N i2;火焰钎焊 ;焊接参数 ;显微组织分析 中图分类号 : TG 454 文献标识码 : A
·44·
材 料 开 发 与 应 用
2009年 6月
技术支持 。
QJ102;
4. 1 工艺评定
试板为 T2和 1C r17N i,尺寸均为 25 mm ×25
焊接设备 :焊炬 H01 - 6、焊嘴 2号 ;
mm ×80 mm;
钎焊材料 :钎料 HLAgCd26 - 16. 7 - 17、钎剂
金相组织分析见图 2,焊接接头钎料向母材 扩散充分 ,钎缝和母材结合紧密 ,未出现剥离现 象 ,结合力强度较高 。与渗漏产品的金相组织 (图 3)对比 ,不锈钢与铜材间出现明显的组织剥 离现象 。
紫铜与不锈钢的焊接
紫铜与不锈钢的焊接紫铜与不锈钢焊接可采用气焊、氩弧焊等焊接方法。
气焊的焊接熔池温度易于控制,容易实现单面焊双面成形,对焊件进行焊前预热和后热也较便利。
但由于氧乙炔焰温度低,热量分散,难以克服因紫铜散热快而引起焊不透的缺陷,较难获得良好的焊接质量。
手工氩弧焊(TIG)氩气保护可靠,熔池金属不易发生氧化;焊接温度高,能量集中且电弧和熔池可见性好,操作方便,易于控制熔池形状及焊缝成形;没有熔渣,不需焊后清渣,焊接接头外观质量好,故确定采用TIG焊的焊接方法。
焊接材料选择选用紫铜焊丝HS201作为填充材料。
焊前预热由于紫铜导热系数大,散热迅速,故施焊前必须先用中性焰对铜管一侧进行预热(温度400-450度),焊接过程中仍要保持焊缝层间温度不低于预热温度。
焊接施焊时采用短弧焊,电弧中心要偏向铜管侧约2-4mm,一方面减少铜管侧的热量损失,以免发生未焊透、未熔合等缺陷;另一方面也可防止不锈钢管一侧受热过多而产生烧穿、咬边现象。
采用连续送丝方式,不能采用不加焊丝而将0种母材直接熔合的方法。
施焊过程中尽量减少熄弧次数,熄弧前为防止出现弧坑和过早失去保护,应在熄弧前多添加填充金属,填满后再熄弧停止送氩气。
焊后保温焊接完毕后,用复合硅酸盐毡覆盖焊口保温缓冷,以减弱焊接应力,防止裂纹产生。
钢与紫铜的焊接特点焊接特点Fe与Cu的原子半径、点阵类型、晶格常数及外层电子数都比较接近,这对钢与紫铜之间的焊接比较有利。
但是,钢与紫铜的熔化焊接还有一定的难度,主要如下:(1).钢与铜的物理性能不同,熔点及线膨胀系数差异大。
紫铜的线膨胀系数大,在焊接过程中会产生较大的焊接应力。
(2).铜的导热系数是钢的8倍多,熔池的冷却速度比钢要大得多,氢的扩散逸出和水的上浮条件更为恶劣,形成气空的敏感性增大。
(3).在焊缝或近缝区易产生热裂纹,影响接头的强度及气密性,这是焊接工艺中重点要解决的问题。
由于钢与紫铜中含有—定量的杂质,如氧、硫、磷等。
铜与不锈钢的真空钎焊
黄铜是铜与锌的合金,力学性能和耐蚀性能均高于紫铜,能很好地进行 压力加工,成本也较低,多用于各种结构部件。为了提高黄铜的耐蚀性能、 力学性能或者切削性能,在其中加入少量锡、铝、锰、硅等元素,即得到锡 黄铜、铝黄铜、锰黄铜等多元黄铜。
affecting the vacuum brazing were analyzed.And the em【phasis was laid on the analysis of
the affect of brazing assembled clearance on brazing results through the experiments.
copper Was introduced in details.Design of solder and joints,and seaing of technical
parameters were developed according toal experience.Factors
introduced in the l。chapter.The 2“o chapter included the formation mechanisms of vacuum
joints.In the 3”chapter,the equipments and technical routes involved were described.The
不锈钢和紫铜管的焊接方法
不锈钢和紫铜管的焊接方法
不锈钢和紫铜管的焊接方法可以根据实际情况选择以下几种常
用方法:
1. TIG焊接(氩弧焊):TIG焊接是一种常用的高质量焊接方法,适用于不锈钢和紫铜管的焊接。
该方法需要使用惰性气体保护(通常是氩气),能够确保焊缝的质量和外观。
2. 焊锡焊接:对于较小直径的紫铜管,可以考虑使用焊锡焊接方法。
焊锡焊接需要使用适当的焊锡丝,通过加热和熔化焊锡来连接管道。
3. 气焊:气焊是一种传统的焊接方法,适用于较大直径的不锈钢和紫铜管的焊接。
该方法需要使用适当的焊接火焰和焊条,通过加热和融化金属来完成焊接。
无论选择哪种焊接方法,都应注意以下事项:
- 在进行焊接前,先清洁和处理管道表面,确保无油污、氧化物或其他杂质。
- 选择合适的焊接材料和焊接参数,以确保焊接质量和可靠性。
- 使用适当的个人防护措施,包括戴焊接面罩、手套和防护衣物,以确保人身安全。
请注意,以上仅为一般性建议,具体的焊接方法和操作步骤还应根据实际情况和要求进行选择和调整。
在进行焊接工作时,请务必遵守相关安全规范和操作规程。
氩弧焊技巧焊接不锈钢铜的专业技巧
氩弧焊技巧焊接不锈钢铜的专业技巧氩弧焊作为一种常用的焊接方法,在焊接不锈钢和铜等材料时具有独特的优势和技巧。
本文将介绍一些氩弧焊焊接不锈钢和铜的专业技巧,包括选择合适的设备和电流、准备焊接接头、控制电弧长度以及焊接过程中的注意事项。
一、选择合适的设备和电流在氩弧焊焊接不锈钢和铜时,选择合适的设备和电流非常重要。
首先,需要选择适用于不锈钢和铜焊接的氩弧焊机。
通常,使用直流电源的焊接机比使用交流电源的更适合焊接不锈钢和铜。
其次,选择合适的焊接电流是关键。
不同材料的焊接电流需求不同,较薄的不锈钢和铜板通常需要较低的电流,而较厚的材料则需要更高的电流。
根据设备的额定焊接电流范围和材料的厚度来确定合适的电流。
二、准备焊接接头在氩弧焊焊接不锈钢和铜之前,必须对接头进行适当的准备工作。
首先,确保接头表面干净、光亮。
使用无油的溶剂清洁接头表面,以去除油污等杂质。
确保接头两侧的边缘对齐,并对边缘进行必要的修整。
对于不锈钢材料,可能需要进行除铁氧化物的处理。
可以使用不锈钢刷或酸性溶液清除焊接区域的铁氧化物。
对于铜材料,可以使用铜刷清除氧化层。
三、控制电弧长度控制电弧长度是实现高质量焊接的关键之一。
电弧长度过长容易引起喷溅、烧穿等问题,而电弧长度过短则可能导致焊缝不充分。
一般情况下,电弧长度应保持在2-4毫米之间。
通过调整焊接电流和电弧长度来控制焊接过程中电弧的稳定性和热输入。
四、焊接过程中的注意事项在氩弧焊焊接不锈钢和铜时,还需注意以下事项。
1. 保持焊接区域干燥:湿气可能对焊接质量产生负面影响。
在焊接之前和焊接过程中,应尽量保持焊接区域的干燥。
2. 选择合适的焊接材料:为了获得理想的焊接质量,应选用适合不锈钢和铜的焊丝或焊条。
3. 控制焊接速度:焊接速度过快可能导致焊缝质量不佳,而速度过慢则可能引起烧穿等问题。
根据材料的厚度和焊接电流来合理控制焊接速度。
4. 注意气体保护:氩气是氩弧焊中常用的保护气体,用于保护焊接区域不受氧气和其他杂质的污染。
铜与不锈钢的真空钎焊
welding metallurgy,and the remarkable difference of heat conduction and heat expansion
COgfficients between stainless steel and copper.Therefore,improvement of welding
武汉理l‘人学硕十学位论文
第l章绪论
1.1引言
真空钎焊是在真空气氛中不用施加任何钎剂而连接零件的一种先进的 工艺方法,可以钎焊那些用一般方法难以连接的材料和结构,而得到光洁致 密、具有优良力学性能和抗腐蚀性能的钎焊接头【l】。目前这种工艺不仅在航 空、航天、原子能、电气仪表等尖端工业中成为必不可出的生产手段,而且 在石油、化工、汽车、家电等有关机械制造中得NT推广和普及。
真空钎焊技术的发展: 最初的钎焊都是在普通大气条件下进行的,不采用任何保护措施,工件 材料在加热过程中,必然会遭受周围大气的侵入,发生氧化或污染,钎焊接 头质量得不到保证。 为了防止氧化污染,去除工件表面的氧化膜和改善钎缝形成过程,使用 银基钎料或铜基钎料并配合使用硼酸和硼砂等化合物作为钎剂12】,使接头质 量得到了极大的提高,钎焊工艺的应用范围也得到较大的扩展。 随着现代科技与生产的迅猛发展和航空航天等尖端工业的兴起,新的铝 合金、钛合金和高温合金等特殊材料的不断涌现和使用,对钎焊技术提出了 越来越高的要求,仅只依靠钎剂提高钎焊质量已不可能满足要求。这时一种 不用焊剂而向钎焊区通入受控保护气体的炉中钎焊工艺出现了,气体一般选 用氮气、氢气或惰性气体氩气,取得了很好的效果,解决了不少生产难题。 但是,这类工艺消耗气体多,经济效益差,对环境会造成污染,而且使用氢 气时,还可能会有爆炸危险,使这种工艺的推广受到了一定的限制。为了克 服这些不足,随着真空技术的发展,真空钎焊技术便应运而生。 最早的真空钎焊使用热壁真空炉,炉室较小,容纳零件有限,使用温度 也受限制,冷却周期长,适应被钎焊材料的范围也较窄,加之用于高温、高 强部件的钎料为金基钎料或贵金属钎料,钎焊成本高,致使真空钎焊技术在 这时期的应用仅限于少数尖端产品,得不到普遍的推广。
铜与不锈钢焊接
铜与不锈钢焊接问:需要铜管(直径8mm)和不锈钢管焊接在一起(直径80mm),铜管焊接在不锈钢管壁,请问用什么方法才能保证焊接质量。
答:1、用银钎料。
用氩弧焊比较快,而且外观好看。
操作时要先对铜管加热,温度到了银钎料才能粘住,然后焊枪再摆向不锈钢。
铜停留时间长,不锈钢停留很短只是快速走过。
2、最好的方法就是钎焊.加银焊条.焊出来的效果.保证让你满意.找个加工的地方就知道了.钢与铜及铜合金焊接时的主要困难是在焊缝及熔合区易产生裂纹。
实践证实,为了保证焊缝具有足够高的抗裂性能,焊缝中铁的质量分数以控制在10%~43%为宜。
⑴焊接方法及焊接材料低碳钢与铜及铜合金焊接时,可以分别采用手弧焊、埋弧焊和钨极氩弧焊。
低碳钢与纯铜焊接时采用纯铜作为填充金属材料,如焊条TCu(T107);钨极氩弧焊时,采用硅锰青铜QSi3-1焊丝。
低碳钢与硅青铜、铝青铜焊接时,可采用铝青铜作填充金属材料。
不锈钢与铜焊接时,采用镍或镍基合金作填充金属材料。
铜的熔点是1083.4度,铁的熔点是1534.8度. 不锈钢的熔点高达1500℃——1600℃,铜和铁能够焊接,多种方法1、铜焊丝,MIG焊;2、钎焊;3、摩擦焊,要看具体什么样的工件。
常用方式是火焰钎焊,用铜焊丝,加硼砂焊剂即可.氩弧焊用特种焊丝填加,气焊可以采取130焊丝,火焰气焊.在900度时薄层流动性非常优秀手弧可以用普通直流电焊机配M210焊接,因为M210是支持所有铜,铜合金及上述金属与钢,铸铁,不锈钢的焊接的。
如果是小的或者薄的件可以采取低温钎焊解决但是也有需要考虑的问题。
第一铜的成分跟铁的成分杂质等都是很影响焊接的,第二焊好后的用途,若是焊接在一起接触电介质化学,铁会因为比铜活泼,发生十分严重的电化学腐蚀,严重缩短铁的寿命。
哈哈,到时候就变成微电池了。
钎焊用比母材熔点低的金属材料作为钎料,用液态钎料润湿母材和填充工件接口间隙并使其与母材相互扩散的焊接方法。
钎焊变形小,接头光滑美观,适合于焊接精密、复杂和由不同材料组成的构件,如蜂窝结构板、透平叶片、硬质合金刀具和印刷电路板等。
水冷铜坩埚中紫铜与不锈钢焊接工艺研究
水冷铜坩埚中紫铜与不锈钢焊接工艺研究蔡鹏杨乾刚蔡鹏工程师,材料科学与工程专业,中核四0四有限公司。
杨乾刚中核四0四有限公司。
摘要本文对紫铜与不锈钢的焊接工艺进行研究,通过对铜钢焊接过程中常见问题分析,设计了单一因素对比试验,通过试验研究确定了紫铜、不锈钢焊接的基本工艺参数范围。
通过进一步对不同焊接速度、送丝速度、焊枪角度下,各组织的宏观形貌照片进行分析研究,最终获得了最优焊接工艺参数为焊接电流170A,焊接电压15.8V,送丝速度7.3m/min,焊接速度35cm/min,焊枪角度90°左右。
关键词紫铜;不锈钢;焊接中图分类号:TG444.74文献标识码:ADOI:10.19694/ki.issn2095-2457.2020.19.0300前言铜的物理特性如熔点、热导率、线膨胀系数及力学性能与钢的相关特性有较大差异,此种性质对铜和钢的焊接增加了一定的难度,导致了铜和钢在焊接过程中很容易出现不同形态的裂纹和变形。
对高温状态下铜和铁的微观结构进行分析发现,在高温状态下,它们的原子半径、晶格类型和常数及外层电子数都较为接近,这种特性表明了铜和钢在一定高温下是可以焊接的,因为相似的微观结构有利于原子间的扩散[1]。
对铜和铁的相图进行分析,在液态时,Cu与Fe是无限互溶,在固态时为有限互溶,且不形成脆性的金属间化合物,以双相组织存在[2],此种性质进一步表明铜和钢焊接是可行的,可以形成性能优异的铜钢复合部件。
在铜铁焊接过程中,常见的问题有焊缝的热裂倾向、近缝区的渗透裂纹、熔合区变形、气孔倾向、接头性能下降倾向,以上各种问题,如果过度发展,都会导致铜铁焊接质量下降,甚至出现在焊接位置存在空洞的现象,为解决以上问题,开展了紫铜和不锈钢焊接工艺的研究。
本文针对铜钢焊接过程中的常见问题,开展了单因素焊接实验,对焊缝成型效果影响较大的工艺参数进行了研究,通过多搭接接头焊接后的组织和性能分析,优选出了铜钢焊接的关键工艺参数。
铜管与不锈钢管微间隙钎焊施工工法
铜管与不锈钢管微间隙钎焊施工工法铜管与不锈钢管微间隙钎焊施工工法一、前言铜管与不锈钢管微间隙钎焊施工工法是一种常用的管道连接方法,通过钎焊将铜管和不锈钢管连接起来,具有工艺简单、连接牢固、密封性好等特点。
在工程实践中广泛应用,下面将详细介绍该工法的特点、适应范围、工艺原理、施工工艺、劳动组织、机具设备、质量控制、安全措施、经济技术分析和工程实例。
二、工法特点铜管与不锈钢管微间隙钎焊施工工法的特点如下:1. 建立在微间隙加工的基础上,可以在铜与不锈钢管接触面的微间隙中加入助焊剂,提高焊接密封性。
2. 焊接过程中使用的钎料可以根据实际情况选择不同的材质,具有较好的可塑性和密封性。
3. 施工工艺简单,不需要大量的设备和技术工人,提高了施工效率。
4. 钎焊接头牢固可靠,具有抗拉、抗压等优良力学性能。
5. 焊接接头能够适应不同的环境和介质,具有良好的化学稳定性。
三、适应范围铜管与不锈钢管微间隙钎焊施工工法适用于以下场合:1. 铜管和不锈钢管之间需要进行密封连接的场合,例如供水系统、空调系统等。
2. 对施工工期和成本要求较高的工程。
3. 对施工工艺要求简便、易操作的工程。
四、工艺原理铜管与不锈钢管微间隙钎焊施工工法的工艺原理如下:1. 铜管和不锈钢管之间形成微间隙,增加焊接接头的表面积,提高焊接的强度。
2. 在铜管和不锈钢管接触面的微间隙中加入助焊剂,提高焊接接头的密封性。
3. 使用钎料对铜管和不锈钢管进行钎焊,使两者连接起来。
五、施工工艺铜管与不锈钢管微间隙钎焊施工工法的施工工艺包括以下几个步骤:1. 准备工作:确定施工位置、清理管道表面、调整、检查设备和工具等。
2. 安装管道:根据设计要求安装铜管和不锈钢管。
3. 加工微间隙:根据管道直径、壁厚和间距要求进行微间隙加工。
4. 加入助焊剂:在加工好的微间隙中加入助焊剂,提高焊接接头的密封性。
5. 钎焊:使用适当的钎焊材料对铜管和不锈钢管进行钎焊。
6. 进行测试:对焊接接头进行压力测试、泄漏测试等,确保施工质量。
不锈钢与铜焊接工艺和金相分析毕业论文

摘要本论文主要研究铜与不锈钢的焊接工艺,即异种材料的焊接工艺研究,为异种材料铜和不锈钢的焊接提供理论基础和试验基础。
主要采用的焊接方法为钨极氩弧焊(TIG)焊。
不锈钢与铜中含有合金元素(Ni,Si,V)和杂质(O,S,P),在焊接过程中易形成各种低熔点共晶体和脆性化合物,严重削弱了金属在高温时的晶间结合力。
由于铜导热系数比不锈钢大得多,需采用大功率热源,因此热影响区宽,使接头承受较大应力,焊缝易产生热裂纹。
近缝区不锈钢一侧易产生渗透裂纹,其原因是由液态铜对钢有渗透作用和拉应力造成的。
通过焊接检验可知,焊缝具有良好的性能;经金相检验,焊缝部组织均匀;紫铜和紫铜熔合区过渡均匀,结合良好;紫铜与碳钢熔合线平直,无孔洞,且Cu和Fe相互之间有一定程度扩散,熔合区为冶金结合。
关键词:紫铜;不锈钢;焊接工艺;金相分析AbstractThis paper studies in copper and stainless steel welding technology, Namely dissimilar material of welding technology research for the dissimilar materials copper and stainless steel welding to provide the theoretical foundation and experimental basis. The mainly welding processec is tungsten inert gas arc welding (TIG)welding.Stainless steel and copper alloy containing elements (Ni, Si, V) and impurities (O, S, P), in the welding process in the formation of low-melting-eutectic and brittle compounds, severely weakening the metal in the temperature of crystallization binding force. thermal conductivity of copper due to greater than stainless steel, to use high-power heat, the heat-affected zone width, the larger joints under stress, thermal weld cracks easily. seam zone near the side of easy to produce stainless steel Crack infiltration, which is caused by the liquid steel with copper on infiltration and the tensile stress.Through welding inspection, we can see that Weld has a good performance, the metallographic examination, the internal organization of uniform weld; copper and copper fusion zone transition uniform with good copper and steel fusion line is straight, no holes, and the Cu and Fe to a certain extent between the spread of fusion zone for the metallurgical combine.Key words copper, stainless steel; welding technology; metallographic analysis目录摘要 (I)Abstract II第1章绪论11.1课题研究的目的与意义11.2不锈钢、铜的焊接性分析11.3 铜和不锈钢在国外的发展现状 (5)1.3.1 铜与其合金材料在国外的发展现状与应用领域 (5)1.3.2 不锈钢材料在国外的发展现状与应用领域51.4 异种金属材料焊接存在的技术问题与缺陷 (6)1.5 本章的主要研究容 (7)第2章实验方法设备与材料82.1 引言 (8)2.2 试材料选择 (8)2.3 焊接方法与设备的选择 (9)2.3.1 焊接方法的选择与工艺 (9)2.3.2 实验设备的选择 (14)2.4 本章总结 (15)第3章实验结果与分析163.1 焊接接头金相组织分析容 (16)3.2 试验结果与分析 (17)3.2.1 TIG焊实验结果与分析 (17)3.2.2 TIG焊焊接接头组织微观显示图 (19)3.3 本章总结21结论22致 23参考文献24附录126附录230第1章绪论1.1 课题研究的目的与意义随着经济的迅速发展和科学技术的不断进度,新材料、新工艺、新设备不断涌现,对零部件的性能提出了更高的要求。
Φ10紫铜管与2mm304不锈钢插入式钨极氩弧焊HS201焊接工艺

Φ10紫铜管与2mm304不锈钢插入式钨极氩弧焊HS201焊接工艺徐明亮【摘要】结合实际,针对椎10紫铜管与2mm304不锈钢插入式钨极氩弧焊HS201焊接工艺进行了阐述.【期刊名称】《黑龙江科技信息》【年(卷),期】2019(000)001【总页数】2页(P159-160)【关键词】椎10紫铜管;2mm304不锈钢插入式钨极氩弧焊;HS201焊接工艺【作者】徐明亮【作者单位】江苏航运职业技术学院,江苏南通 226010【正文语种】中文【中图分类】TG441 概述紫铜管-不锈钢管板角接头广泛应用于各类冷却器,由于不锈钢的耐化学腐蚀和电化学腐蚀性能在钢材里面是最好的,铜及铜合金具有优良的导电性、导热性、延展性以及在某些介质中良好的抗腐蚀性能,两者连接一起能够最大限度地利用材料的各自优点,会收到意想不到的效果。
而且还能够符合不同部位处于不同的温度、压力、载荷、介质等工作条件。
复合构件不仅能满足使用性能的要求,而且在经济上也相当合理。
显然,把异种金属连接在一起形成整体部件,焊接常常是最好的方法,所以异种金属焊接技术就成了关键。
紫铜管-不锈钢焊接试件具有强度重量比高,承载大,疲劳性能好,有较好的抗腐蚀性。
世界各国的研究者对304不锈钢和紫铜管焊接进行了实验和理论分析,目前常用的焊接方法有氧乙炔焊、电阻对焊、钎焊及钨极氩弧焊等,生产中多数采用填充材料依然是银基铜焊丝和加环银衬垫。
由于银基铜焊丝熔化温度最窄、熔点低、抗电蚀、渗透性和韧性优良、流动性及润湿性良好的优点且可快速焊接成型,且含银量越高焊接越容易,在国外由于其先进而优良的焊接设备,对于紫铜管-不锈钢管板角接技术填充材料银的含量控制很低,而国内由于受先进材料的控制致使我们的焊接设备与国外先进焊接设备有一定的差距,如果按照国外的工艺要求焊接,铜管很容易烧穿,所以现阶段国内对于紫铜管-不锈钢管板角接技术填充材料银基铜焊丝含银量大多数都是很高才能达到工艺要求和使用要求,所以无论国内国外目前紫铜管-不锈钢管板角接利用银基铜焊丝加环银衬垫成本都是极高的。
紫铜与316L不锈钢脉冲激光焊微观组织及力学性能_李扬
铜和不锈钢薄板激光焊接过程的微观组织及界面扩 散的研究少 有 研 究 报 道。 本 文 对 铜/不 锈 钢 薄 板 激 光搭接焊过程的微观组织及力学性能进行了研究, 为工程应用提供了理论依据。
2 实验条件及方法
紫铜/不锈钢激 光 搭 接 焊 (不 锈 钢 在 上,紫 铜 在 下 以 及 紫 铜 在 上 ,不 锈 钢 在 下 两 种 搭 接 方 式 )实 验 采 用固体激光器 Nd:YAG(JK2003SM)。纯氩气作为 保护气体,保护气 体 流 速 为 20 mL/min。 实 验 所 用 的材料为纯铜(T3)和 316L 不 锈 钢,经 过 大 量 的 实 验 而 选 取 的 适 合 铜/不 锈 钢 的 尺 寸 分 别 为 :铜 试 样 尺 寸为100mm×20 mm×0.4 mm;不 锈 钢 试 样 尺 寸 为 100 mm×20 mm×0.9 mm。 实 验 中 得 到 的 优 化 工艺 参 数 范 围 为:平 均 功 率 为 1500 W,频 率 为 100 Hz,焊 接 速 度 为 10 mm/s,峰 值 功 率 为 1667~ 3000 W,脉冲持续时 间 为 5~9 ms。 在 此 参 数 范 围 内 ,针 对 不 同 的 搭 接 方 式 ,分 别 进 行 了 5 组 实 验 。
激光焊接是利用高能量密度束流作为热源的高 度 精 密 的 焊 接 方 法 [4-8],具 有 能 源 密 度 高 且 集 中 、焊 缝 的 深 宽 比 大 、线 能 量 低 、焊 后 变 形 小 、可 控 性 好 、加 热及冷却速度快等 特 点,特 别 适 合 于 薄 板 高 质 量 高 速度的焊 接 ,可 [9-11] 以 有 效 地 减 少 晶 粒 粗 大 现 象。 另 外 ,在 相 同 参 数 条 件 下 ,脉 冲 激 光 焊 与 连 续 激 光 焊 相比,脉冲形 式 的 激 光 能 够 获 得 更 大 的 熔 深 , [12-13] 因 此 ,采 用 脉 冲 激 光 进 行 铜/不 锈 钢 薄 板 金 属 材 料 的 焊 接 。 目 前 ,国 内 外 对 铜/钢 异 种 金 属 焊 接 做 了 一 些 研究 ,但 [14-17] 是,研 究 主 要 是 针 对 铜 和 不 锈 钢 厚 板 的对接形式进行激 光 焊 接,主 要 集 中 在 激 光 斑 点 位 置 对 焊 缝 成 形 、焊 接 接 头 力 学 性 能 影 响 的 研 究 ,对 于
铜与不锈钢焊接技术与工艺研究现状
铜与不锈钢焊接技术与工艺研究现状作者:安明宇但斌袁威杰刘梓儒李玉祥董文轩来源:《时代汽车》2024年第10期摘要:铜与不锈钢的合金结构件广泛应用于石油化学、空调冷凝、航空航天和汽车零部件等中高端工业领域,存在着广阔地展现出极高的实用价值和应用潜力。
由于铜与不锈钢物理化学性质差异较大,使得两者之间的焊接相当困难,文章通过分析铜与不锈钢的焊接性,综述了各种焊接方法及其原理,分析了各种焊接缺陷以及解决办法,并指出当前领域内的研究热点与难点。
同时,文章还将展望铜与不锈钢异种金属焊接技术的未来发展趋势,以期推动该领域的持续进步。
关键词:铜/不锈钢异种金属焊接发展趋势应用前景随着科技发展,新型工业对焊接结构件要求提高,单种金属材料难以满足,因此采用异种材料焊接结构,结合不同材料的性能优势。
紫铜因导热性好、导电性强、耐腐蚀且易塑形,广泛应用于电子电气设备和复杂零件制作。
不锈钢具有耐腐蚀、耐高温、易加工、环保卫生等特点,成为工程材料的重要选择。
紫铜和不锈钢组成的异种金属焊接结构,兼具紫铜的导热、导电和延展性与不锈钢的耐腐蚀性,广泛应用于多个领域。
[1,2]这种结构不仅结合了两种材料的优势,还节省材料、降低成本,满足不同领域的需求。
铜与不锈钢复合结构对中国的经济发展意义深远,因此对两者的焊接研究正逐渐凸显其重要性。
铜与不锈钢的物理化学性质差异较大,焊接困难,传统熔化焊因熔点差异难以实现可靠连接,接头处还存在较大的残余应力。
学者们基于铜与不锈钢的焊接方法进行了一些研究,本文综述了各种焊接方法及其原理,分析了各种焊接缺陷以及解决办法,并指出了当前研究热点与难点。
同时,本文还将展望铜与不锈钢异种金属焊接技术的未来发展趋势,以推动该领域的持续进步。
1 焊接性分析异种金属焊接是将不同材料的金属进行连接的过程,涉及不同的物理和冶金特性,需要特别注意焊接接头的质量和性能。
紫铜与奥氏体不锈钢之间的焊接是异种金属连接的一种,两者物理性质差异显著,两种金属的熔点差异超过400℃,增加了焊接难度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
紫铜与不锈钢(碳钢)管板焊接工艺试验
四川空分许丰淳蒋吉华
摘要采用钨极氩弧焊焊接紫铜与不锈钢(或碳钢)的管板接头,进行了系列的焊接工艺试验,探索出与之相适应的焊接材,其工艺性能良好、操作方便、焊接质量稳定等特点。
该工艺打破了娄似接头采用传统的铺锡钎焊方法,大大降低了工艺程难度、制造成本,缩短了生产周期、提高焊接接头的强度。
关键词:管板钨极氩弧焊热裂纹强度
—.实验的提出
该试验主要是针对透平膨胀机供油装置上的冷却器紫铜--不锈钢(碳钢)管板接头在焊接中出现的问题而提出的。
该类接头目前采用的是紫铜管与黄铜板材料,这样是为了便于采用锡钎焊:同时为了提高耐压值使用了胀接工艺,另外为了方便进行整体铺锡,还特意把黄铜板的管孔附近设计工艺槽。
由于钎焊与胀接是互相矛盾的丁艺,胀接需冷收缩而铺锡要热膨胀,往往先胀接好的管口一经加热就出现松动现象,造成漏锡及接头强度降低,有些接头根本达不到使用要求,最后只得采取管口封死等措施,才能保证使用。
据了解,目前低温机械公司生产的冷却器,基本上每台都有出现此类情况,造成冷却效率下降。
即使采用这样复杂的工艺,接头的强度也还是比较低,大约只能承受左右,而油泵的最大供油压力为,这给装置的正常运行带来了隐患。
最后一点就是采用整体铺锡钎焊方式,产品外观质量较差。
因此,就迫切的要求找到一种既能提高接头的焊缝强度,又简便易于实现,同时又能降低成本的焊接工艺方法。
根据多收集资料、了解专业信息,从分析钢与紫铜的焊接性能入手笔,我们提出采用手工钨极氩弧焊工艺解决该接头强度及气密性的问题。
二.钢与紫铜的焊接性能分析
1、钢与紫铜的焊接特点
Fe与Cu的原子半径、点阵类型、晶格常数及外层电子数都比较接近,这对钢与紫铜之间的焊接比较有利。
但是,钢与紫铜的熔化焊接还有一定的难度,主要如下:
(1).钢与铜的物理性能不同,熔点及线膨胀系数差异大。
紫铜的线膨胀系数大,在焊接过程中会产生较大的焊接应力。
(2).铜的导热系数是钢的8倍多,熔池的冷却速度比钢要大得多,氢的扩散逸出和水的上浮条件更为恶劣,形成气空的敏感性增大。
(3).在焊缝或近缝区易产生热裂纹,影响接头的强度及气密性,这是焊接工艺中重点
要解决的问题。
由于钢与紫铜中含有—定量的杂质,如氧、硫、磷等。
在焊接过程叫,这些杂质元素易形成各种低熔点的共晶体和脆性化合物而存于焊缝晶界处,严重削弱了金属在高温时的晶间结合力,是焊缝产生热裂纹的主要原因。
此外,焊缝中的铁元素对热裂纹倾向的影响比较大。
据有关资料介绍,当铁含量在10~43%时,焊缝具有最好的抗裂性能。
因此,控制焊缝的熔合比是相当重要的环节。
2.焊接要点
(1).合理控制焊接热循环,改善焊接应力状态和消除氧化物、硫化物以及低熔点共晶体的有害作用。
具体地的方法就是采用热量集中的焊接方法,即:手工钨极氩弧焊接。
另外可采焊前预热的办法。
(2).正确选择焊接材料,控制焊缝的化学成分,限制有害杂质的含量。
(3).拧制焊缝熔介比,以保证铁在焊缝中的含量在10—43%之间,使焊缝具有良好的抗裂性能。
(4).采用合理的接头型式,改善接头的工艺性能和抗裂性能。
(5).严格进行焊接前期处理。
三、实验方法、内容及接头性能
1.试验依据:参照CBl51附录C的要求进行。
2.试验:采用不同的焊接材料及坡口型式进行实验
3.检验内容:焊缝外观进行渗透检测(PT)、剖面进行金相宏观检测、强度及气密性试验。
强度及气密性试验:
4.各种试验方法及检测结果:
(1).紫铜与不锈钢管板接头的焊接见下表:
5.结论
综合以上两组实验说明:只要选择正确的接头坡口型式、合适的焊接材料、合理的焊接规范,采用手工钨极氩弧焊是可以达到紫铜管与不锈钢(碳钢)管板接头的强度及气密性的要求,能够满足产品的设计要求的。
四.焊接工艺及焊接要点
(一).焊接工艺
1.焊接方法:手工钨极氩弧焊
2.焊接材料:紫铜焊丝HS201 ∮2
3.焊接规范参数:焊接电流I=80~110A 保护气体流量AR=l0~15 钨极直径=3.2 喷嘴直径=8~11
4.接头坡口型式(略)
(二) 焊接要点
1.焊前准备:紫铜管口(50CM范围内)焊接部位需严格去油、氧化物及其它污物,管板焊接坡口部位需去油、除涂锈等杂质。
2.施焊时,电弧应偏向紫铜侧,以减少熔合比,使FE元素的含量:控制在10~40%之间。
3.氩气的纯度要求≥99.99%
五、试验目的及意义
通过在紫铜与不锈钢(碳钢)管板接头的焊接试验,说明:该类接头采用熔化焊接的方法是可行的,是可以保证产品满足设计要求。
它能有效地降低低机公司冷却器的制造成本、生产周期及工艺难度:它大大提高了接头的强度,给中高压油泵在透平膨胀机供油装置上的应用扫清了障碍;同时,它显著提高了产品的外观质量。
总之,采用手工钨极氩弧焊焊接冷却器上紫铜与不锈钢(碳钢)管板接头是既经济、简便,又可靠的一种焊接工艺方法。