Crastin PBT S610SF NC010 物性表
PA10T材料物性表

P ROVISIONAL D ATA S HEETG RIVORY HTG RIVORY XE 4027BLACK 9916Product descriptionGrivory XE 4027 black 9916 is a 30% glass-fibre reinforced flame retardant (UL 94 V-0) engineering thermoplastic material based on a semicrystalline, partially aromatic co-polyamide.Grivory XE 4027 black 9916 is free of halogens and red phosphorus.RoHS: Grivory XE 4027 black 9916 is in compliance with RoHS (2002/95/EC, Re-striction of Hazardous Substances). WEEE:Parts produced from Grivory XE 4027 black 9916 are not subject to "selec-tive treatment" according the Directive 2002/96/EC on Waste Electrical and Elec-tronic Equipment.ISO polymer designation: PA 10T/XASTM designation: PPA, polyphthalamide The main distinguishing features of Grivory HT-PPA, when compared to other poly-amides, are its good performance at high temperatures providing parts which are stiffer, stronger, have better heat distortion and dimensional stability as well as excel-lent chemical resistance and low moisture absorption.Grivory XE 4027 black 9916 is especially suitable for injection moulded components in electrical and electronic applications which require a flame class acc. UL 94 V-0. The material is suitable for lead-free SMT reflow soldering acc. i.e. JEDEC J-STD-020C (peak temperature 260°C). Compo-nents conforming to JEDEC MSL1 are achievable.PROPERTIESMechanical Properties Standard Unit State Grivory XE 4027black 9916Tensile E-modulus 1 mm/min ISO 527 MPa drycond.10'00010'000Tensile strength at break 5 mm/min ISO 527 MPa drycond.115110Elongation at break 5 mm/min ISO 527 % drycond.1.51.5Impact strength Charpy, 23°C ISO 179/2-1eU kJ/m2drycond.3535Impact strength Charpy, -30°C ISO 179/2-1eU kJ/m2drycond.3535Notched impact strength Charpy, 23°C ISO 1792-/1eA kJ/m2drycond.66Notched impact strength Charpy, -30°C ISO 179/2-1eA kJ/m2cond. 6Ball indentation hardness ISO 2039-1 MPa drycond.225225Thermal PropertiesMelting point DSC ISO 11357 °C dry 295 Heat deflection temperature HDT/A 1.80 MPa ISO 75 °C dry 265 Heat deflection temperature HDT/C 8.00 MPa ISO 75 °C dry 175 Thermal expansion coefficient long. 23-55°C ISO 11359 10-4/K dry 0.2 Thermal expansion coefficient trans. 23-55°C ISO 11359 10-4/K dry 0.65 Maximum usage temperature long term ISO 2578 °C dry 150Electrical PropertiesDielectric strength IEC 60243-1 kV/mmdrycond.3333Comparative tracking index CTI IEC 60112 - cond. 600Specific volume resistivity IEC 60093 Ω · m drycond.109109Specific surface resistivity IEC 60093 Ωcond. 1011General PropertiesDensity ISO 1183 g/cm3 dry 1.41 Flammability (UL 94) 0.4 - 3.2 mm ISO 1210 rating - V-0IEC GWFI IEC 60695-2-12 °C - 960 Glow wire temperature (3mm)IEC GWIT IEC 60695-2-13 °C 775 Water absorption 23°C/saturated ISO 62 % - 1.5 Moisture absorption 23°C/50% r.h. ISO 62 % - 0.6 Linear mould shrinkage long. ISO 294 % dry 0.3 Linear mould shrinkage trans. ISO 294 % dry 1.0 Product nomenclature acc. ISO 1874: PA 10T/X, MHF, 11-100, GF30Information on Injection Moulding ofGrivory XE 4027 black 9916This technical data sheet for Grivory XE 4027 black 9916 provides you with useful information on material preparation, machine requirements, tooling and processing.MATERIAL PREPARATIONGrivory XE 4027 black 9916 is delivered dry and ready for processing in sealed packaging. Pre-drying is not necessary.StorageSealed, undamaged bags can be kept over a long period of time in storage facilities which are dry, protected from the influence of weather and where the bags can be protected from damage.Handling and SafetyDetailed information can be obtained from the material safety data sheet (MSDS) which can be requested with every material order.Drying During its manufacturing process Grivory XE 4027 black 9916 is dried and packed with a moisturecontent of ≤ 0.10%. Should the packaging become damaged or the material is left open too long, then the material must be dried. A too high moisture content can be shown by a foaming melt and silver streaks on the moulded part. The drying can be done as follows:Temperature max. 80°CTime 4 - 12 hoursDew point -40°CTemperature max. 100°CTime 4 - 12 hoursDrying time If there is only little evidence of foaming of the melt or just slight silver streaks on the part, then the above mentioned minimal drying time will be suffi-cient. Material, which is stored open over days shows strong foaming, unusually easy flowing, streaks and rough surface on the moulded part. Then the maximal drying time is required.Silver streaks can also be caused by overheating of the material (over 350°C) or by too long melt residence time in the barrel.Drying temperaturePolyamides are affected by oxidation at tempera-tures above 80°C in the presence of oxygen. Visible yellowing of the material is an indication of oxida-tion. Hence temperatures above 80°C for desiccant dryers and temperatures above 100°C for vacuum ovens should be avoided. In order to detect oxida-tion it is advised to keep a small amount of granu-late (light colour only !) as a comparison sample.At longer residence times (over 1 hour) a hopper dryer (80°C) is useful.Use of RegrindGrivory XE 4027 black 9916 is a thermoplastic material. This allows recycling of sprues, runners and rejected components in the running processIt is recommended to add a maximum of 25% re-grind as long as the requirements on the final part allow the addition of regrind.To ensure a trouble free processing, special pre-caution has to be taken by the moulder. Followingpoints have to be kept in mind: • Avoid moisture absorption of the regrind (oth-erwise drying is necessary)Contamination by foreign material such as other polymers, dust or oil has to be avoided Property and colour changes of the part can be controlled with proper handling measures. MACHINE REQUIREMENTSGrivory XE 4027 black 9916 can be processed eco-nomically on all injection moulding machines suit-able for polyamides. Screw Wear and corrosion protected, 3-zone universal screws with check valves are recommended.Length 18 D - 22 D Compression ratio 2 - 2.5Screw Desiccant dryer Vacuum ovenShot VolumeThe metering stroke must be longer than the length of the check valve (without decompression dis-tance).Shot volume = 0.5 - 0.8 x (max. shot volume)HeatingAt least three separately controllable heating zones, able of reaching cylinder temperatures up to 350°C are required. A separate nozzle heating is necessary. The cylinder flange temperature must be controllable (cooling).NozzleOpen nozzles are simple, allow an easy melt flow and are long lasting. There is, however, the danger that during retraction of the screw after injection, air maybe drawn into the barrel (decompression). For this reason, needle shut-off nozzles are often used.Clamping ForceAs a rule of thumb the clamping force can be esti-mated using the following formula:TOOLINGThe design of the mould tool should follow the general rules for glass fibre reinforced thermo-plastics.For the mould cavities common mould tool steel quality (e.g. hardened steel) which has been hard-ened to level of 56 - 65 HRC is necessary. We recommend additional wear protection in areas of high flow rates in the tool (e.g. pin point gates, hot runner nozzles).Demoulding / Draft AngleParts moulded from Grivory HT are setting very quickly showing excellent dimensional stability. Asymmetric demoulding and undercuts are to be avoided. It is favourable to foresee high numbers of large ejector pins or a stripper plate. Demoulding draft angles between 1 to 5° are acceptable. The following values can be considered:(VDI 3400) 12 1518 21 24 27 Depth of roughness (µm) 0.4 0.6 0.8 1.1 1.6 2.2 Demoulding angle (%) 11 1.1 1.2 1.3 1.5(VDI 3400) 30 33 36 39 42 45 Depth of roughness (µm) 3.2 4.5 6.3 9 13 18 Demoulding angle (%) 1.822.5345VentingIn order to prevent burn marks and to improve the weld line strength, proper venting of the mould cav-ity should be provided. Venting channels on the parting surface with dimensions of depth 0.02 mm and width 2 - 5 mm are recommended.Gate and RunnerTo achieve an optimal mould-fill and to avoid sink marks, a central gate at the thickest section of the moulding is recommended. Pin point gate (direct) or tunnel gates are more economical and more com-mon with technical moulding.To avoid premature solidification of the melt and difficult mould filling, the following points should be considered:0.8 x thickest wall section of the injectionmoulding part1.4 x thickest wall section of the injection moulding part (but minimum 4 mm)PROCESSINGMould Filling, Post Pressure and DosingThe best surface finish and a high weld line strength are achieved with a high injection speed and when a sufficiently long post pressure is em-ployed.The injection speed should be chosen to be re-duced towards the end of the filling process in order to avoid overheating and burning. For dosing at low screw speed and pressure the cooling time should be fully utilised.Selecting the injection unit Gate diameterRunner diameterBasic Machine SettingsIn order to start up the machines for processing Grivory XE 4027 black 9916, following basic set-tings can be recommended:Flange 80°CZone 1 305 - 320°CZone 2 305 - 320°CZone 3 305 - 320°CNozzle 305 - 320°CTool 110 - 150°CMelt 300 - 330°CInjection speed medium - highHold-on pressure (spec.) 500 - 800 barDynamic pressure (hydr.) 5 - 15 barPeripheral screw speed 0.1 - 0.3 m/s Start-up and PurgingForeign materials in the cylinder should be removed with suitable purging materials. Hot-runner systems should be purged likewise. Glass fibre reinforced polyamide 66 is a suitable “bridging material”. Cylinder heating should start with a clean, product-free screw, starting from the temperature level of the “bridging material” of 300°C up to the required temperature level of 300-330°C (see processing data).After at least three full dosings (free-shots) - apply-ing the shortest possible residence time - the start up procedure can be implemented.After completion of production with Grivory HT the screw, cylinder and melt distribution system should be cleaned out thoroughly.ConditioningThe dimensions and the mechanical properties of Grivory HT products are only marginally influenced by moisture absorption. For testing purposes, parts can be stored in a climatic chamber until an in-crease in weight of 1 % has been achieved. In order to avoid stress through swelling, conditioning in hot water is to be avoided. CUSTOMER SERVICESEMS-GRIVORY is a specialist for polyamide syn-thesis and polyamide processing. Our customer services are not only concerned with the manufac-turing and supply of engineering thermoplastics but also provide a full of technical support program: • Rheological design calculation / FEA• Prototype tooling• Material selection• Processing support• Mould and component designWe are happy to advise you. Simply call one of our sales offices.The recommendations and data given are based on our experience to date, however, no liability can be assumed in connection with their usage and processing.Generated / updated: SEK / 07.2008This version replaces all previous product specific data sheets.Temperatures Speeds / Pressures。
美国杜邦 PA66 HTN501NC010 物性表

HTN501 NC010 is a 30% glass reinforced, flame retardant, lubricated high performance polyamide HTN501 NC010DuPont ™ Zytel ®HTNhigh performance polyamide resinZytel ®ValueDAM50%RHIdentification Part Marking Code ISO 11469>PA6T/XT-GF35FR< Part Marking Code SAE J1344>PPA-GF35FR<Mechanical Stress at Break ISO 527MPa (kpsi)165 (24) Strain at Break ISO 527% 1.6 Tensile Modulus ISO 527MPa (kpsi)13000 (1885) Shear Strength ASTM D 732MPa (kpsi)64 (9.3)70 (10) Flexural Modulus ISO 178MPa (kpsi)12000 (1740)12000 (1740) Flexural Strength ISO 178MPa (kpsi)250 (36)235 (34)Compressive Strength ASTM D 695MPa (kpsi)293 (42.6) Compressive ModulusASTM D 695MPa (kpsi)3580 (520)Notched Charpy Impact Strength ISO 179/1eAkJ/m2-30°C (-22°F)13 23°C (73°F)11 Unnotched Charpy Impact Strength ISO 179/1eUkJ/m2-30°C (-22°F)30 23°C (73°F)40Contact DuPont for Material Safety Data Sheet, general guides and/or additional information about ventilation, handling, purging, drying, etc ISO Mechanical properties measured at 4.0mm, ISO Electrical properties measured at 2.0mm, and all ASTM properties measured at 3.2mm. Test temperatures are 23°C unless otherwise stated.The DuPont Oval Logo, DuPont™, The miracles of science™ and Zytel® are trademarks or registered trademarks of DuPont Company. Copyright© 2008080505/080804The information provided in this data sheet corresponds to our knowledge on the subject at the date of its publication. This information may be subject to revision as new knowledge and experience becomes available. The data provided fall within the normal range of product properties and relate only to the specific material designated; these data may not be valid for such material used in combination with any other materials, additives or pigments or in any process, unless expressly indicated otherwise The data provided should not be used to establish specification limits or used alone as the basis of design; they are not intended to substitute for any testing you may need to conduct to determine for yourself the suitability of a specific material for your particular purposes. Since DuPont cannot anticipate all variations in actual end-use conditions DuPont makes no warranties and assumes no liability in connection with any use of this information. Nothing in thispublication is to be considered as a license to operate under or a recommendation to infringe any patent rights. DuPont advises you to seek independent counsel for a freedom to practice opinion on the intended application or end-use of our products. CAUTION: Do not use DuPont materials in medical application involving implantation in the human body or contact with internal body fluids or tissues unless the material has been provided from DuPont undera written contract that is consistent with DuPont policy regarding medical applications and expressly acknowledges the contemplated use. For further information, please contact your DuPont representative. You may also request a copy of DuPont POLICY Regarding Medical Applications H-50103-3 and DuPont CAUTION Regarding Medical Applications … H-50102-3Zytel ®resin. It is also a PPA resin.PropertyTest Method UnitsDuring molding, use proper protective equipment and adequate ventilation. Avoid exposure to fumes and limit the hold up time and temperature of the resin in the machine. Purge degraded resin carefully with HDPE.Zytel®ValueDAM50%RHThermalDeflection Temperature ISO 75-1/-2 °C (°F)0.45MPa 270 (518) 1.80MPa260 (500)Melting Temperature ISO 11357-1/-3 °C (°F)10°C/min, First Heat 300 (574)CLTE, Parallel ISO 11359-1/-2E-4/C (E-4/F)-40 - 23°C (-40 - 73°F)0.20 (0.11) 23 - 55°C (73 - 130°F)0.18 (0.10) 55 - 125°C (131 - 257°F)0.18 (0.10)CLTE, Normal ISO 11359-1/-2E-4/C (E-4/F)-40 - 23°C (-40 - 73°F)0.46 (0.26) 23 - 55°C (73 - 130°F)0.50 (0.28) 55 - 125°C (131 - 257°F)0.60 (0.33)Glass Transition Temperature DMA °C (°F)140 (284)90 (194)Electrical Surface Resistivity IEC 60093ohm 1E13 Volume Resistivity IEC 60093ohm m >1E131E13 Electric Strength IEC 60243-1kV/mm (V/mil)1.0mm34 (863)34 (863)Relative Permittivity IEC 602501E2 Hz 3.9 1E3 Hz 3.8 1E6 Hz 3.6Dissipation Factor IEC 60250E-41E2 Hz 80 1E3 Hz 130 1E6 Hz 150Arc Resistance ASTM D 495s 80 CTIIEC 60112V 525Contact DuPont for Material Safety Data Sheet, general guides and/or additional information about ventilation, handling, purging, drying, etc ISO Mechanical properties measured at 4.0mm, ISO Electrical properties measured at 2.0mm, and all ASTM properties measured at 3.2mm. Test temperatures are 23°C unless otherwise stated.The DuPont Oval Logo, DuPont™, The miracles of science™ and Zytel® are trademarks or registered trademarks of DuPont Company. Copyright© 2008080505/080804The information provided in this data sheet corresponds to our knowledge on the subject at the date of its publication. This information may be subject to revision as new knowledge and experience becomes available. The data provided fall within the normal range of product properties and relate only to the specific material designated; these data may not be valid for such material used in combination with any other materials, additives or pigments or in any process, unless expressly indicated otherwise The data provided should not be used to establish specification limits or used alone as the basis of design; they are not intended to substitute for any testing you may need to conduct to determine for yourself the suitability of a specific material for your particular purposes. Since DuPont cannot anticipate all variations in actual end-use conditions DuPont makes no warranties and assumes no liability in connection with any use of this information. Nothing in thispublication is to be considered as a license to operate under or a recommendation to infringe any patent rights. DuPont advises you to seek independent counsel for a freedom to practice opinion on the intended application or end-use of our products. CAUTION: Do not use DuPont materials in medical application involving implantation in the human body or contact with internal body fluids or tissues unless the material has been provided from DuPont undera written contract that is consistent with DuPont policy regarding medical applications and expressly acknowledges the contemplated use. For further information, please contact your DuPont representative. You may also request a copy of DuPont POLICY Regarding Medical Applications H-50103-3 and DuPont CAUTION Regarding Medical Applications … H-50102-3PropertyTest Method UnitsHTN501 NC010Zytel®ValueDAM50%RHFlammabilityFlammability Classification UL940.81mm V-0Oxygen Index ISO 4589-1/-2%37Hot Wire Ignition UL 746As0.81mm >150 1.5mm >150 3.0mm>150Temperature Index RTI, Electrical UL 746B°C0.81mm 150 1.5mm 150 3.0mm 150RTI, Impact UL 746B°C0.81mm 120 1.5mm 125 3.0mm 130RTI, Strength UL 746B°C0.81mm 130 1.5mm 130 3.0mm150Contact DuPont for Material Safety Data Sheet, general guides and/or additional information about ventilation, handling, purging, drying, etc ISO Mechanical properties measured at 4.0mm, ISO Electrical properties measured at 2.0mm, and all ASTM properties measured at 3.2mm. Test temperatures are 23°C unless otherwise stated.The DuPont Oval Logo, DuPont™, The miracles of science™ and Zytel® are trademarks or registered trademarks of DuPont Company. Copyright© 2008080505/080804The information provided in this data sheet corresponds to our knowledge on the subject at the date of its publication. This information may be subject to revision as new knowledge and experience becomes available. The data provided fall within the normal range of product properties and relate only to the specific material designated; these data may not be valid for such material used in combination with any other materials, additives or pigments or in any process, unless expressly indicated otherwise The data provided should not be used to establish specification limits or used alone as the basis of design; they are not intended to substitute for any testing you may need to conduct to determine for yourself the suitability of a specific material for your particular purposes. Since DuPont cannot anticipate all variations in actual end-use conditions DuPont makes no warranties and assumes no liability in connection with any use of this information. Nothing in thispublication is to be considered as a license to operate under or a recommendation to infringe any patent rights. DuPont advises you to seek independent counsel for a freedom to practice opinion on the intended application or end-use of our products. CAUTION: Do not use DuPont materials in medical application involving implantation in the human body or contact with internal body fluids or tissues unless the material has been provided from DuPont undera written contract that is consistent with DuPont policy regarding medical applications and expressly acknowledges the contemplated use. For further information, please contact your DuPont representative. You may also request a copy of DuPont POLICY Regarding Medical Applications H-50103-3 and DuPont CAUTION Regarding Medical Applications … H-50102-3PropertyTest Method UnitsHTN501 NC010Zytel®ValueDAM 50%RHOther DensityISO 1183kg/m 3 (g/cm 3)1680 (1.68)Hardness, Rockwell ASTM D 785Scale M 108 Scale R 124Taber AbrasionASTM D 1044mgCS-17 Wheel, 1kg, 1000 cycles 57Water Absorption ASTM D 570%Immersion 24h 0.25Molding Shrinkage ISO 294-4%Normal, 2.0mm 0.5 Parallel, 2.0mm 0.2ProcessingMelt Temperature Range °C (°F)320-330 (610-625) Mold Temperature Range °C (°F)140-160 (280-320)Drying Time, Dehumidified Dryer h 6-8 Drying Temperature°C (°F)100 (210) Processing Moisture Content%<0.10Contact DuPont for Material Safety Data Sheet, general guides and/or additional information about ventilation, handling, purging, drying, etc ISO Mechanical properties measured at 4.0mm, ISO Electrical properties measured at 2.0mm, and all ASTM properties measured at 3.2mm. Test temperatures are 23°C unless otherwise stated.The DuPont Oval Logo, DuPont™, The miracles of science™ and Zytel® are trademarks or registered trademarks of DuPont Company. Copyright© 2008080505/080804The information provided in this data sheet corresponds to our knowledge on the subject at the date of its publication. This information may be subject to revision as new knowledge and experience becomes available. The data provided fall within the normal range of product properties and relate only to the specific material designated; these data may not be valid for such material used in combination with any other materials, additives or pigments or in any process, unless expressly indicated otherwise The data provided should not be used to establish specification limits or used alone as the basis of design; they are not intended to substitute for any testing you may need to conduct to determine for yourself the suitability of a specific material for your particular purposes. Since DuPont cannot anticipate all variations in actual end-use conditions DuPont makes no warranties and assumes no liability in connection with any use of this information. Nothing in thispublication is to be considered as a license to operate under or a recommendation to infringe any patent rights. DuPont advises you to seek independent counsel for a freedom to practice opinion on the intended application or end-use of our products. CAUTION: Do not use DuPont materials in medical application involving implantation in the human body or contact with internal body fluids or tissues unless the material has been provided from DuPont undera written contract that is consistent with DuPont policy regarding medical applications and expressly acknowledges the contemplated use. For further information, please contact your DuPont representative. You may also request a copy of DuPont POLICY Regarding Medical Applications H-50103-3 and DuPont CAUTION Regarding Medical Applications … H-50102-3PropertyTest Method Units HTN501 NC010。
PA66 101F DUPONT 物性表

PA66101F杜邦DUPONT物性数据表:杜邦工程聚合物公司Zytel®101F NC010-PA66-美国美国杜邦工程聚合物公司134********久隆塑胶原料Zytel®尼龙树脂的共同特征为:包括机械和物理性能,如高的机械强度,硬度和韧性的平衡优异,良好的高温性能,良好的电和燃烧性能,良好的耐磨性和耐化学性。
Zytel®尼龙树脂通常用于要求苛刻的应用在汽车,家具,家用电器,体育用品和建筑行业。
ZYTEL®101F是一个注塑成型的润滑聚酰胺66。
这是适合快速的生产周期和高效率的应用程序。
典型应用:长流路径或要求的几何形状,如扎带,连接器,插头,齿轮和轴承的精密零件。
密度(73°F)1140公斤/立方米ASTM D792吸水率(24小时) 1.2%ASTM D570模塑收缩率(平行)140/*%ISO294-4,2577模塑收缩率(垂直)130/*%ISO294-4,2577拉伸强度83兆帕ASTM D638屈服应力83兆帕ASTM D638屈服伸长率4%ASTM D638断裂伸长率50%ASTM D638弯曲模量2800兆帕ASTM D790洛克硬度R113-ASTM D785悬臂梁缺口冲击强度(1/8)的0.053千焦耳/米ASTM D256低温悬臂梁缺口冲击强度(低温度)0.032千焦耳/米ASTM D256温度-40°C ASTM D256UL94燃烧性V-2的-UL94测试厚度 1.5毫米-DTUL@66PSI210°C ASTM D648DTUL@264磅65°C ASTM D648熔点263°C ASTM D3418电介质强度(短时)16.5千伏/毫米ASTM D149耗散因素(1兆赫)0.02-ASTM D150电介质常数(1兆赫) 3.7-ASTM D150表面电阻率1E14欧姆ASTM D257体积电阻率1E15欧姆·厘米ASTM D257吸水性8.5/*%类似ISO62吸湿性260/*%类似ISO62密度1140/-公斤/立方米ISO1183熔体密度970公斤/立方米-熔体0.16W/(M K)-熔体的比热2790J/(千克K)-有效导热率一5E-8平方米/秒-喷射温度190°C-PA66101F美国杜邦注塑成型参数:干燥推荐=是,如果水分含量超过了推荐的树脂干燥温度为80°C干燥时间,除湿机=2-4小时处理水分含量<0.2%熔体温度处理最佳=290°C的熔融温度范围=280模具温度-300°C的最佳=70°C模具温度范围=50-90°Ç螺丝最大切向速度:0.4米/秒的流量前速度:300毫米/秒,保持压力最佳:85兆帕保持压力范围:50-100返回兆帕压力:低压保压时间:4秒/毫米最大保持时间:15分钟。
PA10T材料物性表

PA10T材料物性表P ROVISIONAL D ATA S HEETG RIVORY HTG RIVORY XE 4027BLACK 9916Product descriptionGrivory XE 4027 black 9916 is a 30% glass-fibre reinforced flame retardant (UL 94 V-0) engineering thermoplastic material based on a semicrystalline, partially aromatic co-polyamide.Grivory XE 4027 black 9916 is free of halogens and red phosphorus.RoHS: Grivory XE 4027 black 9916 is in compliance with RoHS (2002/95/EC, Re-striction of Hazardous Substances). WEEE:Parts produced from Grivory XE 4027 black 9916 are not subject to "selec-tive treatment" according the Directive 2002/96/EC on Waste Electrical and Elec-tronic Equipment.ISO polymer designation: PA 10T/XASTM designation: PPA, polyphthalamide The main distinguishing features of Grivory HT-PPA, when compared to other poly-amides, are its good performance at high temperatures providing parts which are stiffer, stronger, have better heat distortion and dimensional stability as well as excel-lent chemical resistance and low moisture absorption.Grivory XE 4027 black 9916 is especially suitable for injection moulded components in electrical and electronic applications which require a flame class acc. UL 94 V-0. The material is suitable for lead-free SMT reflow soldering acc. i.e. JEDEC J-STD-020C (peak temperature 260°C). Compo-nents conforming to JEDEC MSL1 are achievable.PROPERTIESMechanical Properties Standard Unit State Grivory XE 4027black 9916Tensile E-modulus 1 mm/min ISO 527 MPa drycond.10'00010'000Tensile strength at break 5 mm/min ISO 527 MPa drycond.115110Elongation at break 5 mm/min ISO 527 % drycond.1.51.5Impact strength Charpy, 23°C ISO 179/2-1eU kJ/m2drycond.3535Impact strength Charpy, -30°C ISO 179/2-1eU kJ/m2drycond.3535Notched impact strength Charpy, 23°C ISO 1792-/1eA kJ/m2drycond.66Notched impact strength Charpy, -30°C ISO 179/2-1eA kJ/m2cond. 6Ball indentation hardness ISO 2039-1 MPa drycond.225225Thermal PropertiesMelting point DSC ISO 11357 °C dry 295 Heat deflection temperature HDT/A 1.80 MPa ISO 75 °C dry 265 Heat deflection temperature HDT/C 8.00 MPa ISO 75 °C dry 175 Thermal expansion coefficient long. 23-55°C ISO 11359 10-4/K dry 0.2 Thermal expansion coefficient trans. 23-55°C ISO 11359 10-4/K dry 0.65 Maximum usage temperature long term ISO 2578°C dry 150Electrical PropertiesDielectric strength IEC 60243-1 kV/mmdrycond.3333Comparative tracking index CTI IEC 60112 - cond. 600Specific volume resistivity IEC 60093 ? · m drycond.109109Specific surface resistivity IEC 60093 ?cond. 1011General PropertiesDensity ISO 1183 g/cm3 dry 1.41 Flammability (UL 94) 0.4 - 3.2 mm ISO 1210 rating - V-0IEC GWFI IEC 60695-2-12 °C - 960 Glow wire temperature (3mm)IEC GWIT IEC 60695-2-13 °C 775 Water absorption 23°C/saturated ISO 62 % - 1.5 Moisture absorption 23°C/50% r.h. ISO 62 % - 0.6 Linear mould shrinkage long. ISO 294 % dry 0.3 Linear mould shrinkage trans. ISO 294 % dry 1.0 Productnomenclature acc. ISO 1874: PA 10T/X, MHF, 11-100, GF30Information on Injection Moulding ofGrivory XE 4027 black 9916This technical data sheet for Grivory XE 4027 black 9916 provides you with useful information on material preparation, machine requirements, tooling and processing.MATERIAL PREPARATIONGrivory XE 4027 black 9916 is delivered dry and ready for processing in sealed packaging. Pre-drying is not necessary. StorageSealed, undamaged bags can be kept over a long period of time in storage facilities which are dry, protected from the influence of weather and where the bags can be protected from damage.Handling and SafetyDetailed information can be obtained from the material safety data sheet (MSDS) which can be requested with every material order.Drying During its manufacturing process Grivory XE 4027 black 9916 is dried and packed with a moisturecontent of ≤ 0.10%. Should the packaging become damaged or the material is left open too long, then the material must be dried. A too high moisture content can be shown by a foaming melt and silver streaks on the moulded part. The drying can be done as follows:Temperature max. 80°CTime 4 - 12 hoursDew point -40°CTemperature max. 100°CTime 4 - 12 hoursDrying time If there is only little evidence of foaming of the melt or just slight silver streaks on the part, then the above mentioned minimal drying time will be suffi-cient. Material, which is stored open over days shows strong foaming, unusually easy flowing, streaks and rough surface on the moulded part. Then the maximal drying time is required.Silver streaks can also be caused by overheating of the material (over 350°C) or by too long melt residence time in the barrel.Drying temperaturePolyamides are affected by oxidation at tempera-tures above 80°C in the presence of oxygen. Visible yellowing of the material is an indication of oxida-tion. Hence temperatures above 80°C for desiccant dryers and temperatures above 100°C for vacuum ovens should be avoided. In order to detect oxida-tion it is advised to keep a small amount of granu-late (light colour only !) as a comparison sample.At longer residence times (over 1 hour) a hopper dryer (80°C) is useful.Use of RegrindGrivory XE 4027 black 9916 is a thermoplastic material. This allows recycling of sprues, runners and rejected components in the running processIt is recommended to add a maximum of 25% re-grind as long as the requirements on the final part allow the addition of regrind.To ensure a trouble free processing, special pre-caution has to be taken by the moulder. Followingpoints have to be kept in mind: ? Avoid moisture absorption of the regrind (oth-erwise drying is necessary)Contamination by foreign material such as other polymers, dust or oil has to be avoided Property and colour changes of the part can be controlled with proper handling measures. MACHINE REQUIREMENTSGrivory XE 4027 black 9916 can be processed eco-nomically on all injection moulding machines suit-able for polyamides. Screw Wear and corrosion protected, 3-zone universal screws with check valves are recommended.Length 18 D - 22 D Compression ratio 2 - 2.5Screw Desiccant dryer Vacuum ovenShot VolumeThe metering stroke must be longer than the length of the check valve (without decompression dis-tance).Shot volume = 0.5 - 0.8 x (max. shot volume)HeatingAt least three separately controllable heating zones, able of reaching cylinder temperatures up to 350°C are required. A separate nozzle heating is necessary. The cylinder flange temperature must be controllable (cooling).NozzleOpen nozzles are simple, allow an easy melt flow and are long lasting. There is, however, the danger that during retraction of the screw after injection, air maybe drawn into the barrel (decompression). For this reason, needle shut-off nozzles are often used.Clamping ForceAs a rule of thumb the clamping force can be esti-mated using the following formula:TOOLINGThe design of the mould tool should follow the general rules for glass fibre reinforced thermo-plastics.For the mould cavities common mould tool steel quality (e.g. hardened steel) which has been hard-ened to level of 56 - 65 HRC is necessary. We recommend additional wear protection in areas of high flow rates in the tool (e.g. pin point gates, hot runner nozzles).Demoulding / Draft AngleParts moulded from Grivory HT are setting very quickly showing excellent dimensional stability. Asymmetric demoulding and undercuts are to be avoided. It is favourable to foresee high numbers of large ejector pins or a stripper plate. Demoulding draft angles between 1 to 5° are acceptable. The following values can be considered:(VDI 3400) 12 1518 21 24 27 Depth of roughness (µm) 0.4 0.6 0.8 1.1 1.6 2.2 Demoulding angle (%) 11 1.1 1.2 1.3 1.5(VDI 3400) 30 33 36 39 42 45 Depth of roughness (µm) 3.2 4.5 6.3 9 13 18 Demoulding angle (%) 1.822.5345VentingIn order to prevent burn marks and to improve the weld line strength, proper venting of the mould cav-ity should be provided. Venting channels on the parting surface with dimensions of depth 0.02 mm and width 2 - 5 mm are recommended.Gate and RunnerTo achieve an optimal mould-fill and to avoid sink marks, a central gate at the thickest section of the moulding is recommended. Pin point gate (direct) or tunnel gates are more economical and more com-mon with technical moulding.To avoid premature solidification of the melt and difficult mould filling, the following points should be considered:0.8 x thickest wall section of the injectionmoulding part1.4 x thickest wall section of the injection moulding part (but minimum 4 mm)PROCESSINGMould Filling, Post Pressure and DosingThe best surface finish and a high weld line strength are achieved with a high injection speed and when a sufficiently long post pressure is em-ployed.The injection speed should be chosen to be re-duced towards the end of the filling process in order to avoid overheating and burning. For dosing at low screw speed and pressure the cooling time should be fully utilised.Selecting the injection unit Gate diameterRunner diameterBasic Machine SettingsIn order to start up the machines for processing Grivory XE 4027 black 9916, following basic set-tings can be recommended: Flange 80°CZone 1 305 - 320°CZone 2 305 - 320°CZone 3 305 - 320°CNozzle 305 - 320°CTool 110 - 150°CMelt 300 - 330°CInjection speed medium - highHold-on pressure (spec.) 500 - 800 barDynamic pressure (hydr.) 5 - 15 barPeripheral screw speed 0.1 - 0.3 m/s Start-up and PurgingForeign materials in the cylinder should be removed with suitable purging materials. Hot-runner systems should be purged likewise. Glass fibre reinforced polyamide 66 is a suitable “bridging material”. Cylinder heating should start with a clean, product-free screw, starting from the temperature level of the “bridging material” of 300°C up to the required temperature level of 300-330°C (see processing data).After at least three full dosings (free-shots) - apply-ing the shortest possible residence time - the start up procedure can be implemented.After completion of production with Grivory HT the screw, cylinder and melt distribution system should be cleaned out thoroughly.ConditioningThe dimensions and the mechanical properties of Grivory HT products are only marginally influenced by moisture absorption. For testing purposes, parts can be stored in a climatic chamber until an in-crease in weight of 1 % has been achieved. In order to avoid stress through swelling, conditioning in hot water is to be avoided. CUSTOMER SERVICES EMS-GRIVORY is a specialist for polyamide syn-thesis and polyamide processing. Our customer services are not only concerned with the manufac-turing and supply of engineering thermoplastics but also provide a full of technical support program: ? Rheological design calculation / FEAPrototype toolingMaterial selectionProcessing supportMould and component designWe are happy to advise you. Simply call one of our sales offices.The recommendations and data given are based on our experience to date, however, no liability can be assumed in connection with their usage and processing.Generated / updated: SEK / 07.2008This version replaces all previous product specific data sheets./doc/09cef1cf58f5f61fb7366629.htmlTemperatures Speeds / Pressures。
杜邦 PBT HR5330HF 物性表

杜邦PBT HR5330HF本色NC010黑色BK503物性表:产品提供久隆塑胶原料tEL134********CRASTIN®HR5330HF是30%的玻璃纤维增强,高流量(HF),抗水解(HR)树脂。
耐冲击性及强度出色的平衡性能。
添加剂:润滑剂,、脱模助剂。
特征:可焊、耐化学试剂、水解稳定。
应用:汽车,电子电气。
熔体体积流动速度(MVR)8cm³/10min ISO1133温度250℃ISO1133载荷2.16kg ISO1133模塑收缩率(平行)0.3%ISO294-4,2577模塑收缩率(垂直) 1.0%ISO294-4,2577拉伸模量8500MPa ISO527-1/-2断裂应力110MPa ISO527-1/-2断裂伸长率 2.9%ISO527-1/-2无缺口简支梁冲击强度(+23°C)75kJ/m²ISO179/1eU简支梁缺口冲击强度(+23°C)15kJ/m²ISO179/1eA简支梁缺口冲击强度(-30°C)12kJ/m²ISO179/1eA熔融温度(10°C/min)225°C ISO11357-1/-3热变形温度(1.80MPa)205°C ISO75-1/-2热变形温度(0.45MPa)220°C ISO75-1/-2维卡软化温度(50°C/h50N)215°C ISO306线性热膨胀系数(平行)21E-6/K ISO11359-1/-2线性热膨胀系数(垂直)85E-6/K ISO11359-1/-21.5mm名义厚度时的燃烧性HB class IEC60695-11-10测试用试样的厚度 1.5mm IEC60695-11-10吸水性0.35%类似ISO62吸湿性0.15%类似ISO62密度1500kg/m³ISO1183。
PA66 101L 美国杜邦公司 物性数据
PA66 101L 美国杜邦公司物性数据①原料描述部分规格级别:注塑级外观颜色:---用途概述:用于机械零件、消费用品等备注说明:特性:改进机器进料和脱模特性。
②原料技术数据性能项目试验条件[状态] 测试方法测试数据DAM 50%RH数据单位基本性能吸水率24小时浸渍(23℃) ASTM D-570 1.2 -%吸水率饱和(23℃) ASTM D-570 8.5 -%物理性能比重--- ASTM D-792 1.14 1.14---泰伯磨耗量cs-17 Wheel,1000g --- - 7mg/1000 cycles机械性能硬度计硬度--- ASTM D-676 89 82 ---洛氏硬度M --- ASTM D-785 M79 M59---洛氏硬度R --- ASTM D-785 R121 R108---拉伸强度23℃ASTM D-638 82.7 77.2MPa屈服强度23℃--- 82.7 58.6MPa断裂伸长率23℃ASTM D-638 60 ≥300%屈服伸长率--- ASTM D-638 5 25%剪切强度23℃ASTM D-732 66.2 -MPa揉曲模量23℃ASTM D-790 2827 1207MPa1%形变时的压应力--- ASTM D-695 33.8 -埃佐冲击强度23℃ASTM D-256 53 112j/m拉伸冲击强度长试样23℃ASTM D-1822 504 1470 KJ/m2拉伸冲击强度短试样23℃ASTM D-1822 157 231KJ/m2电气性能耗散因数106Hz(cps) ASTM D-150 0.02 0.1 ---体积电阻率--- ASTM D-257 1015 1013Ω.cm介电常数100Hz(cps) ASTM D-150 4.0 8.0---介电常数103Hz(cps) ASTM D-150 3.9 7.0---介电常数106Hz(cps) ASTM D-150 3.6 4.6---耗散因数100Hz(cps) ASTM D-150 0.01 0.2---耗散因数103Hz(cps) ASTM D-150 0.02 0.2热性能线性热膨胀系数--- ASTM D-696 7×10-5 - m/m/℃导热系数--- --- 0.25 -w/mkUL可燃性导级--- UL 94 94 V-2---熔点Fisher Johns法ASTM D-789 255 255℃熔点结晶--- ASTM D-2177 270 -℃脆化温度--- ASTM D-746 -80 -65℃热畸变温度18×106Pa ASTM D-648 90 -℃热畸变温度(0.5)×106Pa ASTM D-648 235 -℃荷重形变13.8MPa,50℃ASTM D-621 1.4 -%其它性能需氧指数--- ASTM D-2863 28 31哦尼龙66的拉伸强度你能给我查一下吗我做个选择Only、爱你15:37:19谢谢聚甲醛15:38:00PA66 70G33L 美国杜邦公司物性数据①原料描述部分规格级别:注塑级外观颜色:---用途概述:---备注说明:特性:高强度33%玻纤②原料技术数据性能项目试验条件[状态] 测试方法测试数据数据单位基本性能吸水率24小时浸渍(23℃) ASTM D-570 0.7 %吸水率饱和(23℃) ASTM D-570 5.4 %物理性能比重--- ASTM D-792 1.38 --- 机械性能洛氏硬度M DAM ASTM D-785 M101 ---泰伯磨耗量50%RH --- 14 cycles拉伸强度23℃,DAM ASTM D-638 196.1 MPa拉伸强度23℃,50%RH ASTM D-638 124.1 MPa断裂伸长率23℃,DAM ASTM D-638 3 %断裂伸长率23℃,50%RH ASTM D-638 4 %挤剪强度23℃,DAM ASTM D-732 86 MPa挠曲模量23℃,DAM ASTM D-790 8963 ---挠曲模量23℃,50%RH ASTM D-790 6205 MPa挠曲强度23℃,DAM ASTM D-790 262 MPa埃佐冲击强度23℃,DAM ASTM D-256 107 j/m埃佐冲击强度23℃,50%RH ASTM D-256 133 j/m电气性能介电强度DAM ASTM D-149 530 volts/mil介电强度(分步法) ASTM D-149 440 volts/mil介电常数DAM@103Hz赫ASTM D-150 4.5 ---介电常数100%RH@103Hz赫ASTM D-150 25.0 --- 介电常数DAM@106Hz赫ASTM D-150 3.7 ---介电常数100%RH@106Hz赫ASTM D-150 10.7 --- 损耗因数DAM@103Hz赫ASTM D-150 0.02 ---损耗因数100%RH@106Hz赫ASTM D-150 0.02 ---体积电阻率DAM ASTM D-257 1015 ohm-cm体积电阻率100%RH ASTM D-257 109 ohm-cm热性能熔点50%RH ASTM D-789 255 ℃线性热膨胀系数--- ASTM D-696 2.3×10-5 m/m/℃熔点DAM ASTM D-789 255 ℃热畸变温度 1.8MPa ASTM D-648 249 ℃POM 500P 美国杜邦公司物性数据①原料描述部分规格级别:注塑级外观颜色:---用途概述:一般机械零件、齿轮、拉炼、凸轮。
杜邦POM 物性表101NC010

DuPont ™ Zytel®nylon resinZytel ®101 NC010ValueDAM 50%RHIdentification Resin Identification ISO 1043PA66 Part Marking Code ISO 11469>PA66<Mechanical Yield Stress ISO 527MPa (kpsi)82 (11.9)55 (8.0)Strain at Break ISO 527%50mm/min45Nominal Strain at Break ISO 527%25>50 Yield Strain ISO 527% 4.525 Tensile Modulus ISO 527MPa (kpsi)3100 (450)1400 (200) Poisson's Ratio 0.41 Flexural ModulusISO 178MPa (kpsi)2800 (410)1200 (174)Notched Charpy Impact Strength ISO 179/1eAkJ/m2-30°C (-22°F) 4.53 23°C (73°F)5.515 Unnotched Charpy Impact Strength ISO 179/1eUkJ/m2-30°C (-22°F)400NB 23°C (73°F)NBNBThermalDeflection Temperature ISO 75f°C (°F)0.45MPa 200 (392) 1.80MPa70 (158)Melting Temperature ISO 11357-1/-3°C (°F)10°C/min262 (504)Contact DuPont for Material Safety Data Sheet, general guides and/or additional information about ventilation, handling, purging, drying, etc.ISO Mechanical properties measured at 4.0mm, ISO Electrical properties measured at 2.0mm, and all ASTM properties measured at 3.2mm. Test temperatures are 23°C unless otherwise stated.The DuPont Oval Logo, DuPont™, The miracles of science™ and Zytel® are trademarks or registered trademarks of DuPont Company. Copyright© 2005.050630/050630The information provided in this data sheet corresponds to our knowledge on the subject at the date of its publication. This information may be subject to revision as new knowledge and experience becomes available. The data provided fall within the normal range of product properties and relate only to the specific material designated; these data may not be valid for such material used in combination with any other materials, additives or pigments or in any process, unless expressly indicated otherwise. The data provided should not be used to establish specification limits or used alone as the basis of design; they are not intended to substitute for any testing you may need to conduct to determine for yourself the suitability of a specific material for your particular purposes. Since DuPont cannot anticipate all variations in actual end-use conditions DuPont makes no warranties and assumes no liability in connection with any use of this information. Nothing in this publication is to be considered as alicense to operate under or a recommendation to infringe any patent rights. DuPont advises you to seek independent counsel for a freedom to practice opinion on the intended application or end-use of our products. Caution: Do not use this product in medical applications involving permanent implantation in the human body. For other medical applications see "DuPont Medical Caution Statement", H-50102.Zytel ® 101 NC010 is a general purpose polyamide 66 resin for injection molding and extrusion.PropertyTest Method UnitsZytel® 101 NC010ValueProperty Test Method UnitsDAM50%RH ElectricalCTI UL 746A V3.0mm>600FlammabilityFlammability Classification IEC 60695-11-100.71mm V-2Flammability Classification UL940.71mm V-2Glow Wire Flammability Index IEC 60695-2-12°C0.71mm9601.5mm9603.0mm960Glow Wire Ignition Temperature IEC 60695-2-13°C0.71mm7251.5mm7503.0mm800High Amperage Arc Ignition Resistance UL 746A arcs0.71mm1201.5mm1683.0mm1826.0mm200High Voltage Arc Tracking Rate UL 746A mm/min (in/min) 5.10 (0.2)Hot Wire Ignition UL 746A s0.71mm71.5mm133.0mm176.0mm20Contact DuPont for Material Safety Data Sheet, general guides and/or additional information about ventilation, handling, purging, drying, etc.ISO Mechanical properties measured at 4.0mm, ISO Electrical properties measured at 2.0mm, and all ASTM properties measured at 3.2mm.Test temperatures are 23°C unless otherwise stated.The DuPont Oval Logo, DuPont™, The miracles of science™ and Zytel® are trademarks or registered trademarks of DuPont Company. Copyright© 2050630/050630 The information provided in this data sheet corresponds to our knowledge on the subject at the date of its publication. This information may be subject to revision as new knowledge and experience becomes available. The data provided fall within the normal range of product properties and relate only to the specific material designated;these data may not be valid for such material used in combination with any other materials, additives or pigments or in any process, unless expressly indicated otherwise.The data provided should not be used to establish specification limits or used alone as the basis of design; they are not intended to substitute for any testing you may need to conduct to determine for yourself the suitability of a specific material for your particular purposes. Since DuPont cannot anticipate all variations in actual end-useconditions DuPont makes no warranties and assumes no liability in connection with any use of this information. Nothing in this publication is to be considered as alicense to operate under or a recommendation to infringe any patent rights. DuPont advises you to seek independent counsel for a freedom to practice opinion on the intended application or end-use of our products. Caution: Do not use this product in medical applications involving permanent implantation in the human body.For other medical applications see "DuPont Medical Caution Statement", H-50102.Zytel ®101 NC010ValueDAM50%RHTemperature Index RTI, Electrical UL 746B °C0.71mm 130RTI, Impact UL 746B °C0.71mm 75RTI, Strength UL 746B°C0.71mm 85OtherWater Absorption ISO 62, Similar to %Equilibrium 50%RH 2.6 Saturation, immersed 8.5Molding Shrinkage ISO 294-4%Normal, 2.0mm 1.4 Parallel, 2.0mm 1.4Mold Shrinkage %Flow, 3.2mm (0.126in) 1.5ProcessingMelt Temperature Range °C (°F)280-300 (535-570)Melt Temperature Optimum °C (°F)290 (555) Mold Temperature Range °C (°F)50-90 (120-190)Mold Temperature Optimum °C (°F)70 (160) Drying Time, Dehumidified Dryer h 2-4 Drying Temperature°C (°F)80 (175) Processing Moisture Content%<0.20Contact DuPont for Material Safety Data Sheet, general guides and/or additional information about ventilation, handling, purging, drying, etc.ISO Mechanical properties measured at 4.0mm, ISO Electrical properties measured at 2.0mm, and all ASTM properties measured at 3.2mm. Test temperatures are 23°C unless otherwise stated.The DuPont Oval Logo, DuPont™, The miracles of science™ and Zytel® are trademarks or registered trademarks of DuPont Company. Copyright© 2050630/050630The information provided in this data sheet corresponds to our knowledge on the subject at the date of its publication. This information may be subject to revision as new knowledge and experience becomes available. The data provided fall within the normal range of product properties and relate only to the specific material designated; these data may not be valid for such material used in combination with any other materials, additives or pigments or in any process, unless expressly indicated otherwise. The data provided should not be used to establish specification limits or used alone as the basis of design; they are not intended to substitute for any testing you may need to conduct to determine for yourself the suitability of a specific material for your particular purposes. Since DuPont cannot anticipate all variations in actual end-use conditions DuPont makes no warranties and assumes no liability in connection with any use of this information. Nothing in this publication is to be considered as alicense to operate under or a recommendation to infringe any patent rights. DuPont advises you to seek independent counsel for a freedom to practice opinion on the intended application or end-use of our products. Caution: Do not use this product in medical applications involving permanent implantation in the human body. For other medical applications see "DuPont Medical Caution Statement", H-50102.PropertyTest Method Units。
PBT 杜邦 S600F10 物性表

PBT杜邦DUPONT S600F10物性表:产品提供久隆塑胶原料tEL134********PBT DUPONT Crastin®S600F10NC010是未增强聚对苯二甲酸乙二醇酯纯树脂,润滑,高粘度,注塑成型。
特别适宜成型厚壁产品。
加工方法:注塑,异型材挤出成型,其它挤出成型,表面涂层.Crastin®S600F10is an unreinforced,lubricated,high viscosity polybutylene terephtalate for injection molding.熔体体积流动速度(MVR)10cm³/10min ISO1133温度250°C ISO1133载荷 2.16kg ISO1133模塑收缩率(平行) 1.7%ISO294-4,2577模塑收缩率(垂直) 1.6%ISO294-4,2577拉伸模量2700MPa ISO527-1/-2屈服应力57MPa ISO527-1/-2屈服伸长率4%ISO527-1/-2名义断裂伸长率>50%ISO527-1/-2拉伸蠕变模量(1h)2300MPa ISO899-1拉伸蠕变模量(1000h)1800MPa ISO899-1无缺口简支梁冲击强度(+23°C)N kJ/m²ISO179/1eU无缺口简支梁冲击强度(-30°C)N kJ/m²ISO179/1eU简支梁缺口冲击强度(+23°C) 5.4kJ/m²ISO179/1eA简支梁缺口冲击强度(-30°C)4kJ/m²ISO179/1eA熔融温度(10°C/min)225°C ISO11357-1/-3玻璃化转变温度(10°C/min)55°C ISO11357-1/-2热变形温度(1.80MPa)50°C ISO75-1/-2热变形温度(0.45MPa)115°C ISO75-1/-2维卡软化温度(50°C/h50N)175°C ISO306线性热膨胀系数(平行)130E-6/K ISO11359-1/-2线性热膨胀系数(垂直)130E-6/K ISO11359-1/-21.5mm名义厚度时的燃烧性HB class IEC60695-11-10测试用试样的厚度 1.5mm IEC60695-11-10UL注册UL--厚度为h时的燃烧性HB class IEC60695-11-10测试用试样的厚度0.8mm IEC60695-11-10UL注册UL--燃烧性-氧指数22%ISO4589-1/-2相对介电常数.(100Hz) 3.8-IEC60250相对介电常数.(1MHz) 3.2-IEC60250介质损耗因子(100Hz)20E-4IEC60250介质损耗因子(1MHz)200E-4IEC60250体积电阻率>1E13Ohm*m IEC60093表面电阻率1E15Ohm IEC60093介电强度26kV/mm IEC60243-1相对漏电起痕指数600-IEC60112吸水性0.5%类似ISO62吸湿性0.2%类似ISO62密度1300kg/m³ISO1183熔体密度1110kg/m³-熔体0.21W/(m K)-熔体的比热2100J/(kg K)-注塑成型参数:干燥温度110-130°C干燥时间,除湿机=2-4小时处理水分含量<0.04%熔体温度处理最佳=250°C熔体温度范围240-260°C模具温度最佳=80°C模具温度范围30-130°C型材挤出参数:干燥温度110-130°C干燥时间,除湿机=2-4小时处理水分含量<0.04%熔体温度处理最佳=250°C熔融温度范围为240-260°C。
模具钢特性对照
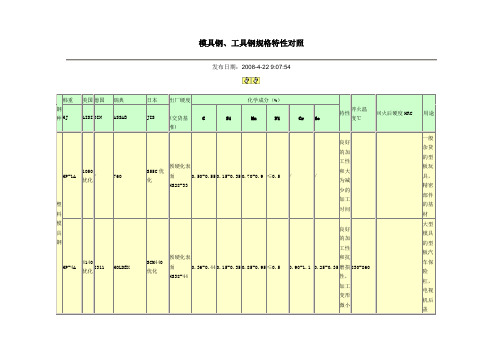
模具钢、工具钢规格特性对照发布日期:2008-4-22 9:07:54钢种韩重美国德国瑞典日本出厂硬度(交货基准)化学成分(%)特性淬火温度℃回火后硬度HRC用途HJ AISI DIN ASSAB JIS C Si Mn Ni Cr Mo塑料模具钢HP-1A1050优化/760S55C优化预硬化表面HS28-330.50-0.550.15-0.350.70-0.9≤0.5//良好的加工性和大为减少的加工时间一般杂货的型板玩具,精密部件的基材HP-4A4140优化2311HOLDEXSCM440优化预硬化表面HS38-440.36-0.440.15-0.350.85-0.95≤0.50.90-1.10.25-0.35良好的加工性和抗磨损性,加工变形微小830-860大型模具的型板汽车保险杠,电视机后盖表2:分类名称name刚厂编号比较标准出厂状态淬火硬度主要用途Usage 瑞典德国奥地利日本日本美国德国日本中国一胜百钢撒斯特钢百禄钢大同钢日立钢AISI DIN JIS GB塑胶模具钢预硬普通塑胶模具钢618GS-638 M201 P×4HPM7 P20 1.2311 - 3Cr2MO预硬HRC52一般要求的大小塑胶模具,可电蚀操作- - - HB270-300GS-2311 M202 P×5-预硬优质塑胶模具钢718S GS-2711M238 P×88- P20+Ni 1.2738 - 4Cr2MoNi预硬高要求的大小塑胶模具,尤其电蚀操作- - HB290-330718H GS-2738 HB330-370预硬高硬度镜面胶模具钢- - -NAK55HPM50 P21 - - 15Ni3Mn预硬高镜面,高精度塑胶模具- HB370-400NAK80 -预硬抗腐镜面塑胶模具钢S136H GS-2316 M300PAK90HPM38 420 1.2316SUS420J23Cr17NiMnMo预硬防腐蚀及需镜面抛光之塑胶模具- HB290-330(S-STAR)-抗腐镜面胶模具钢S136 GS-2083 M310 - - H13 1.2083SUS420J24Cr13退火HRC51-55防腐蚀及需镜面抛光之塑胶模具HB<215热作摸具刚热作压铸模具钢8470 GS-2044 W302 DHA1DACFDACH13 102344 SKD614Cr5MoSiV1退火HRC52-55铝、锌、镁及合金压铸模HB<250冷作模具钢不变形油钢DF-2GS-2510 K460 GOASGTO1 1.251 SKS3 9CrWMn退火HRC54-62 各种五金冲压模- - HB<230DF-3 ACD37 -韧性高铬钢XW-41GS-2379 K110DC11 SLDD2 1.2379 SKD11 Cr12Mo1V1退火HRC58-62各种不锈钢片、硅刚片、铝片的- - - HB<230。
丰野耐指纹剂介绍

×~ △ × ~ △ ○
△~○
耐热性
导电性 后涂装性
● 备注:
2007/12/10
○ ~ ◎
◎ ◎~○
△~○
△~ × ○ ~ ◎
无机皮膜只在低皮膜量条件下就能确保性能。
×—差,△—不可, ○ —良,◎ —优
Eco-Conscious Products for Sustainable Growth
耐腐蚀性
耐碱性
涂装密着性 导电性
其它特性(耐黑、耐水性、耐热、耐溶剂等)
最佳化皮膜量范围
=0.40~0.80g/m2
0.30
0.40
0.50
0.60 0.70 皮膜量((g/m2)
0.80
0.90
1.00
2007/12/10
Eco-Conscious Products for Sustainable Growth
100% 无明显痕迹 无明显痕迹 无明显变化 △E=0.5 无色透明
METER)
*导电性测定用仪器 (ADVANTEST
2007/12/10
Eco-Conscious Products for Sustainable Growth
FY-WS-001
A.1.
无铬无机耐指纹处理剂
FYNC-NZW-007
2007/12/10
Eco-Conscious Products for Sustainable Growth
FY-WS-001
A.1.
无铬无机耐指纹处理剂
FYNC-NZW-007
无机皮膜特征
性能項目
皮膜量范围 耐溶剂性 耐碱 耐黑变性
无机皮膜
0.3~0.8 g/m2 ○~◎ ○~◎ ○~◎
欧盟杜邦POM 500T NC010物性数据表

ASTM D638/ISO 527
%
拉伸断裂伸长率(延伸率)
ASTM D638/ISO 527
%
弯曲模量(弯曲弹性率)
ASTM D790/ISO 178
kg/cm²(MPa)[Lb/in2]
弯曲强度
ASTM D790/ISO 178
kg/cm²(MPa)[Lb/in2]
洛氏硬度
熔点
-
329
℃(℉)
燃烧性(率)
UL94
线性膨胀系数
ASTM D696/ISO 11359
mm/mm.℃
电气性能
介电常数
100HZ
ASTM D150/IEC 60250
1MHZ
ASTM D150/IEC 60250
体积电阻率
ASTM D257/IEC 60093
Ω.cm
表面电阻率
ASTM D257/IEC 60093
Ω耐电Biblioteka 性ASTM D495/IEC 60112
加工条件
干燥条件
加工温度
射嘴
℃
料筒前段
℃
料筒中段
℃
料筒后段
℃
熔体温度
℃
模具温度
℃
压力
注塑压力
Mpa
保压压力
Mpa
背压
Mpa
螺杆转速
rpm
其他
备注
颜色
特性
共聚物
用途
本文档由东莞市宇灵塑胶原料提供:聚甲醛
美国赫斯特pomlw90sc物性数据表性能项目测试条件测试方法数值描述单位机械性能拉伸强度引张强度astmd638iso527kgcm?mpalbin2断裂伸长率astmd638iso527拉伸模量astmd638iso527kgcm?mpalbin2拉伸屈服伸长率延伸率astmd638iso527拉伸断裂伸长率延伸率astmd638iso527弯曲模量弯曲弹性率astmd790iso178kgcm?mpalbin2弯曲强度astmd790iso178kgcm?mpalbin2洛氏硬度astmd785izod缺口冲击强度1423astm