NTC多晶硅切片机机床检验表
设备参数检查记录表
设备参数检查记录表前后前后前后前后前后前后一四一四二五二五三六三六123456789101112123456789101112123456789101112123456789101112链速链速注:1.生技每6小时确认检查设备参数一次并填写表单,IPQC Check。
2.所填写参数应符合WI要求,有异常时及时反馈带班工程师。
3SUPPORT PIN检查下区实际温度(℃)回焊炉是否使用氮气cm/min 贴片机程序名称上区锡膏型号脱膜延迟(sec)设备参数检查记录表Machine Parameter Check Sheet机型贴片机钢板编号刮刀编号是否使用氮气程序名称版本:线别:班别:日期:手动擦拭(片/次)刮刀压力(kg)下压深度(mm)锡膏型号印刷机机型刮刀压力(kg)SUPPORT PIN检查程序名称程序名称时间:生技客户:机种:温度是否在设定范围内钢板编号刮刀编号手动擦拭(片/次)时间:生技回焊炉实际温度(℃)IPQC CheckIPQC Check审核:上区下区cm/min 温度是否在设定范围内脱膜速度(mm/s)印刷间距(mm/s)印刷速度(mm/s)自动擦拭(片/次)印刷间距(mm/s)自动擦拭(片/次)印刷机SUPPORT PIN检查脱膜距离(mm)脱膜距离(mm)脱膜延迟(sec) SUPPORT PIN检查下压深度(mm)印刷速度(mm/s)脱膜速度(mm/s)。
多晶硅块检验标准

多晶硅锭/块质量检验规范编制:审核:批准:年月日发布年月日正式实施目录一. 适用范围二. 引用标准三. 检验项目四. 检验工具五. 实施细则1. 硅锭/块电性能检测2. 多晶硅块阴影检验3. 硅块电性能阴影判定4. 多晶硅块外观尺寸检验附表1:硅锭/块性能检验标准附表2:硅块外观尺寸检验标准一.适用范围本细则规定了多晶硅锭/块的电性能/阴影杂质/外观尺寸的检验项目、测量器具、检测方法、操作步骤、判定依据,适用于正常生产的多晶硅锭/硅块的质量检验。
二. 引用标准《硅锭内控标准》《Q/BYL02太阳能级多晶硅片》《硅片切割工艺文件》三.检验项目电阻率、少子寿命、导电类型、氧/碳含量、外观、几何尺寸、硅块杂质/隐形裂纹四.检验工具四探针电阻率测试仪、导电类型测试仪、少子寿命测试仪、红外阴影扫描测试仪、游标卡尺(0.02mm精度)、万能角度尺、钢板尺五.实施细则1. 硅锭/块电性能检测1.1 硅块测试取样及测试面的选取16块规格的硅块每锭抽测A块、B块和F块三块,25块规格的硅锭每锭抽测A块、B块、G块、M块四块,若“测量样块”表面无法测试时可选用对称位置的其他硅块代替。
(测量样块表面手感平整无明显“锯痕”、“台阶”等现象,测试时保证测试平面与少子寿命测试仪测试头无摩擦,防止损伤“测试头”,测试过程中“测试头”与测试平面距离(2±1mm)基本保持一致)。
通常选择“测量样块”的第2或3面(硅块上箭头所指方向为第1面,顺时针依次为2、3、4面)。
若A块第2或3面质量不符合测试要求,则选取D块第3、4面或M块第1、2面或P块第1、4面其中一面进行测试;B、G、F、M样块的测量出现质量不符合测试要求的情况可按以上A块测量方式测量;并在记录中注明。
D H L PE J O T Y16块规格 25块规格注:电性能参数不影响209mm切割高度的生产锭:16块规格:A块代表该硅锭四角的硅块(硅块A、D、M、P块,共4块);B块代表四周的硅块(B、C、E、H、I、L、N、O块,共8块)F块代表该硅锭中间的硅块(硅块F、G、J、K块,共4块);25块规格:A块代表该硅锭四周的硅块(硅块A、D、M、P块,共4块);B块代表四周的硅块(B、C、D、F、J、K、O、P、T、V、W、X块,共12块);G、M块代表中间的硅块(G、H、I、L、M、N、Q、R、S块,共9块)。
机床精度检测表

机床精度检测表1. 引言在刻度度量中,机床的精度是一个非常重要的指标。
机床的精度直接关系到加工零件的质量和尺寸的精确度。
因此,机床的精度检测是保证加工质量的关键步骤。
本文档旨在说明机床精度检测的过程,并提供机床精度检测表供参考。
2. 机床精度检测过程机床精度检测过程主要包括以下几个步骤:2.1 准备工作在进行机床精度检测之前,需要做一些准备工作。
首先,需要确认机床是否处于正常工作状态,并保证测量仪器的准确性。
其次,清理和保养机床的各个部件,以确保各个部件的运行正常和干净。
2.2 测量参数选择机床精度检测需要选择适当的测量参数。
常见的机床精度参数包括:加工尺寸、重复定位精度、插入量、直线度、垂直度、平行度等。
2.3 测量方法根据所选择的测量参数,选择合适的测量方法。
常见的测量方法包括:直接测量法、比较测量法、间接测量法等。
2.4 测量数据记录在进行机床精度检测时,需要准确地记录测量数据。
记录的数据包括测量数值、时间、测量设备等信息。
同时,还要对测量数据进行分析和处理,确保数据的准确性和可靠性。
2.5 分析和评估通过分析和评估测量数据,得出机床的精度结果。
根据测量结果,可以判断机床的加工能力和加工质量,从而采取相应的措施进行调整和改进。
3. 机床精度检测表下面是一个示例的机床精度检测表,供参考:项目单位测量数值标准要求是否合格加工尺寸mm重复定位精度mm插入量mm直线度mm垂直度mm平行度mm4. 结论机床精度检测是保证加工质量和尺寸精确度的重要步骤。
通过选择适当的测量参数和方法,准确地记录和分析测量数据,可以得出机床的精度结果,并采取相应的改进措施。
机床精度检测表是一个有力的工具,可以帮助工程师进行机床精度检测和评估。
数控加工中心CNC系统功能检查表

M19
1、切换MDI模式 2、程序下M19 3、检测主轴定位到其参考角度并且不动
39
自动模式检查
1、按下自动模式按键 2、打开一个程序
3、按下程序开始按键
4、检查程序运行
40
主轴正转按键检查
1、切换手动模式
2、按主轴正转按键,检查主轴正转
41
主轴停止按键检查
1、切换手动模式
2、按主轴停止按键,检查主轴停止
57
程序暂停按键检查
1、切换自动模式
2、选择程序,按程序开始按键 3、按程序停止按键
4、检测程序是否停止
58
注油时间间隔
1、机床维护登录
2、检查PLC变量设定值
59
注油时间
1、机床维护登录
2、检查PLC变量设定值
60
刀库回原点超时
1、机床维护登录
2、检查PLC变量设定值
61
刀套动作超时
1、机床维护登录
3、检测Z轴正向移动
46
Y轴点动正向按键检查
1、切换手动模式
2、同时按快速进给和Y轴正向点动按键
3、检测Y轴正向移动
47
X轴点动正向按键检查
1、切换手动模式
2、同时按快速进给和X轴正向点动按键
3、检测X轴正向移动
48
工作灯按键检查
1、按下工作灯按键
2、检查工作灯是否亮起,检测讯号
49
切削液按键检查
1、按下切削液按键
2、检查三轴的ACC和JERK
78
三轴的PID
1、优化软件或者系统自带功能检查三轴PID参数
79
三轴负载
1、程序下编制最大速度的轴移动速度,分别移动三轴。
CNC设备日常点检表

日 2 检测空压单元压力不低于0.4MPa
常 3 确认润滑油油位在正常值范围
点 4 确认切削油油位在正常值范围
检 5 检测抽风机运转情况
6 检查安全门是否能正常工作
7 检确查认护润单滑及及外冷露却管系线统是各否接有头破有损无
8
泄漏
9 对三联组合进行手动排水
10 清洁操作面板
序 号 点检项目
周别
周 1 电控柜灰尘清洁
6 X,Y,Z轴清理上黄油
备注:
点检状况
第一周 第二周 第三周 第四周
第五
月度
点检状况 保养签名 主管确认
耗品使用登记
说明:
耗品名称 跟换时
1.点检状况除特殊说明外,其余用"V"表示,异常"X" 及规格 间
表示,"O"表示维修中。
2.以上各清洁动作请关掉电源进行,并在清理机台时
勿使用压缩空气,严禁主轴长时间处于松刀位置。
跟换人
主管确 认
核
审
准
核
承Leabharlann ::办CN
C-
30
01
-
00
CNC加工中心日常点检表
(适用机型:丽驰 台群TV6/T-500 起亚CUT3800Ti FANUC@-T14iEe)
设
保
(
备
养
单
班
A/
型
人
位
次
B
年
号
设备编号:
:
:
:
)
月
序 号 点检项目
日期
点检状况
设备与附属设备外观及地面无
1 尘,
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
铣床精度检验单

精度检验单1、几何精度序号简图检验项目G1主轴箱垂向移动的直线度:a.在机床的横向垂直平面内;b.在机床的纵向垂直平面内G2工作台面的平面度G3 工作台面对工作台(或立柱,或滑枕)移动的平行度:a. 横向;b. 纵向G4 主轴端部的跳动:a.主轴定心轴颈的径向跳动(用于有定心轴颈的床身铣床);b.主轴的轴向窜动;c.主轴轴肩支承面的跳动精度检验单第 1页/共页允差 mm实测mm结果a:0.016/300b:0.016/3000.04/10000.02/300a:0.025/300b:0.025/300a:0.01b:0.01c:0.02第 2页/共页1、几何精度序号简图检验项目G5主轴锥孔轴线的径向跳动:a.靠近主轴端面;b.距主轴端面 300 mm处允差 mm实测mm结果a:0.01b:0.02G6 G7 G8 主轴旋转轴线对工作台面的垂直度:a.在机床的a:0.016/300横向垂直平面b:0.016/300内;b.在机床的纵向垂直平面内工作台中央或基准 T 形槽的0.01/500直线度直线运动坐标的重复定位精0.02度精度检验单第 3页/共页1、试件序号简图检验性质G1圆度G2a. 四面的直线度 ;b.相对面间的平行度 ;c.相邻两面间的垂直度G4精度检验单切削条件实测 mm结果0.04/200a:0.02/300b:0.04/300c:0.04/300第 1页/共页精选文档1、电气部分序号简图检验项目允差mm实测mm结果G1G2G3G4。
福达模具NC加工检查表
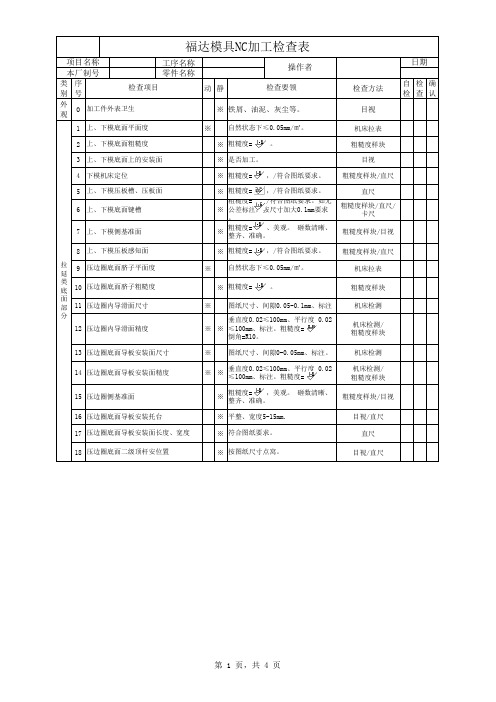
工序名称零件名称类别序号动静检查方法自检检查确认外观0※目视1※机床拉表2※粗糙度样块3※目视4※粗糙度样块/直尺5※直尺6※粗糙度样块/直尺/卡尺7※粗糙度样块/目视8※粗糙度样块/直尺9※机床拉表10※粗糙度样块11※机床检测12※※机床检测/粗糙度样块13※机床检测14※※机床检测/粗糙度样块15※粗糙度样块/目视16※目视/直尺17※直尺18※目视/直尺日期平整、宽度5-15mm.压边圈底面二级顶杆安位置按图纸尺寸点窝。
压边圈底面导板安装面长度、宽度符合图纸要求。
垂直度0.02≤100mm、平行度 0.02≤100mm、标注。
粗糙度=倒角=R10。
图纸尺寸、间隙0-0.05mm、标注。
垂直度0.02≤100mm、平行度 0.02≤100mm、标注。
粗糙度=压边圈侧基准面粗糙度= ,美观。
砸数清晰、整齐、准确。
压边圈内导滑面精度压边圈底面脐子粗糙度粗糙度= 。
上、下模底面键槽图纸尺寸、间隙0.05-0.1mm、标注上、下模压板感知面粗糙度= ,/符合图纸要求。
压边圈底面脐子平面度自然状态下≤0.05mm/㎡。
粗糙度= ,/符合图纸要求。
上、下模压板槽、压板面粗糙度= ,/符合图纸要求。
上、下模底面上的安装面粗糙度= /符合图纸要求。
如无公差标注,按尺寸加大0.1mm要求。
上、下模侧基准面粗糙度= 、美观。
砸数清晰、整齐、准确。
加工件外表卫生是否加工。
粗糙度= 。
自然状态下≤0.05mm/㎡。
铁屑、油泥、灰尘等。
检查项目检查要领福达模具NC加工检查表项目名称操作者本厂制号拉延类底面部分压边圈底面导板安装面精度压边圈底面导板安装面尺寸压边圈底面导板安装托台上、下模底面平面度上、下模底面粗糙度下模机床定位压边圈内导滑面尺寸1※粗糙度样块/目视2※卡尺3※目视4※目视5※※粗糙度样块/机床检测6※※粗糙度样块/机床检测7※※粗糙度样块/机床检测8※粗糙度样块9※※粗糙度样块/机床检测10※※粗糙度样块/机床检测11※粗糙度样块/手感12※粗糙度样块13※厚薄规/角尺14※粗糙度样块15※目视16※目视17※内径百分表粗糙度样块18※直尺/卡尺/深度尺19※内径百分表粗糙度样块20※目视/卡尺/卡钳21※直尺/卡尺/深度尺22※机床检测23※※机床检测/粗糙度样块24※机床检测25※※机床检测/粗糙度样块拉延类正面部分图纸尺寸、间隙0-0.05mm、标注。
国家机床质量监督检验中心检查表

精度检验
检验依据:JB/T8324.1-1996标准
序号
检验项目
允差(㎜)
1
导轨调平:
a)纵向导轨在垂直平面内的直线度
b)横向导轨的平行度
a.0.01(凸)
在任意250测量长度上为:0.0075
b.0.04/1000
2
溜移动在水平面内的直线度
0.015
3
尾座移动对溜板移动的平行度
a)在垂直平面内
b)在水平平面内
a和b:0.03
在任意500测量长度上为:0.02
4
主轴端部的跳动
a)主轴的轴向窜动
b)主轴轴肩支承面的跳动
a.0.01
b.0.02(包括轴向窜动)
5
主轴定心轴颈的径向跳动
0.010
6
顶尖的跳动
0.015
7
尾座套筒轴线对溜板移动的平行度
a)在垂直平面内
b)在水平平面内
在100测量长度上:
a.0.015(只许向上偏)
A
12
机床功能及性能
数控机床的手动和编程功能应符合相关标准或技术文件要求;机床返回基准点试验、负荷切削试验等应能满足合同要求或标准规定。
A
13
夹紧装置
机床运转的开始一般应与机动夹持装置夹紧过程的结束相联锁;机动夹持装置放松的开始一般现机床运转的结束相联锁;在紧急停止或动力系统发生故障时,机动夹持装置应保持对刀具、工件的夹紧力,否则应设计可靠的安全防护装置。
A
16
冷却系统
固定冷却液喷嘴的装置应能方便、安全、可靠地固定在所需位置上;冷却液开关或流量控制件不应贴近喷嘴,其布置应确保调整时操作者的安全。
A
17
NTC切片机操纵规程

NTC切片机操作规程一,切割前机床检查1.水.电.气a)水:. 主轴冷却水流量0.6L/min. 制冷机组是否正常工作;. 水流量是否正常b)电:解除急停按扭后,操作电源ON(初始化字样未消除前,不要操作任何按键)运行准备.c)气:. 冷干机和压缩机组是否正常运转;. 总气压0.4Mpa,主轴及主辊气压0.05Mpa;. 检查气压表值是否正常;2. 切割室和绕线室的检查:a) 导向轮轮检查:. 导向轮初始设定时间为100小时,每刀切割前必须检查,钢丝必须放导向轮内侧;b) 检查每刀主辊跳线情况.作好记录,严重的要检查线槽是否损坏c) 检查钢线的使用长度与剩余长度,看是否够切一刀;d) 建立线网;. 在将金属线缠绕在主轴周围之前,调节导向辊位置,使主辊一个孔与其校直.. 在主辊上缠绕胶带,将钢线头绕在上面,慢慢走线,用刀片将钢线拔进第一个槽. . 在绕线时要用15N力,等线进槽一部分后,可以用胶带包好线头,准备织线.. 线网再织过程中要观察跳线情况,及时调整.e) 检查上下工作台下挡板是否清洁干净(碎硅片每刀要及时清理);f) 检查工作导轨内是否有砂浆(要及时清理);g)每完成一刀要用气吹干净线网,防止碎片及脏东西残留在线网上,引起跳线;二、切割前准备砂浆系统a) 砂浆更换:. 切片机每次切片前换砂浆的密度在1.635左右.. 定量更换砂浆70L.. 切割密度不要超过1.70.b)循环过滤砂浆. “温调”- - - 料浆供泵ON(_4%)- - - 搅拌马达(ON). 过滤砂浆(手动70%L/min),结束后回到手动4%,在过滤时要卸下喷嘴.. 定量更换时,停止搅拌马达,供给泵手动;停机时,不能停止供给泵,否则叶轮会被砂浆凝固而无法转动,搅拌马达也要转动.搅拌马达最大转矩70HZ,通常为40HZ..自动走线甩掉砂浆,有跳线的需要修正.三、开机前准备工作1. 晶棒就位a ) 根据进给方向确定长短晶棒位置,A、B位置不要动.2. 停止过滤砂浆,供给泵速度降为4%,然后停止.3. 安装砂浆喷嘴,首先装中间的,装好后下降工作台,确认工作台不会碰到喷嘴,然后装两边的,最长两根分别装在两边最外侧,带塑料板的在中间,塑料板与钢线要有一定的空隙.注意:①固定喷嘴的把手一定要朝后,否则再切割过程中可能会碰到工作台.②每次切割完成后,要清洗喷嘴.4. 装晶棒:两根晶棒都装好后,对齐前端面,用12N力拧紧螺母.5. 对刀:下降工作台当晶棒正好接触到线网时,将工作台复位归零,然后在上升工作台1mm.6. 确认切割条件,选择切割条件时,要把砂浆供给泵关掉,防止由于不同条件下砂浆方式不同而喷出大量砂浆.7. 自动打砂浆,看喷嘴里是否有均匀的砂浆喷出然后手动走线,使钢线上全部覆盖砂浆.8. 消除报警,使黄色指示灯亮.9. 开始前再次确认有无跳线.10. 全部确认无误后,“全自动启动”注意:切割过程中若报警停机,消除报警后再次启动时,要先启动主轴,然后启动工作台。
数控铣床精度检验表
数控铣床精度检验表
G2
允差
a b
普通级精密级普通级精密级
0.016/30
0 0.010/30
0.016/30
0.010/30
工作台面对
主轴箱垂向
移动的垂直
度:
a 在机床的
横向垂直平
面内:
b 在机床的
纵向垂直平
面内:
角尺:工作台位于行
程中间位置。
角尺放在工作台面
上:a 横向垂直平面内
b 纵向垂直平面内。
固
定指示器,使其侧头触
及角尺的检验面。
移动
主轴箱进行检验。
a、b 的误差分别计
算。
误差以指示器读数
的最大差值计简图检验项目检验方法
检验工具
参照GB/T
17421.1—1998的
有关条文:5.3.2.2
5.3.2.3
G3
d~d
‵----每次测量移动距离
局部公差:在任意300测量长度上
工作台面
的平面度
水平仪
或工作台位于行程中
间位置。
平尺量:用水平仪
检验:如图,在工
作台面上选择由
六、小结
本堂课主要针对了数控铣床在新机装配时并且在无负荷或精加工条件下对机床进行精度检验的检验项目做了介绍并对有些项目进行实操;通过各个项目的检验得出的数据进行对比可以体现出机床的精度有没有达到精度要求,如果没达到精度要求的就要对机械进行调整,所以说检验出来的数据就是整台机床的机械装配的体现。
我们要重点要掌握的就是机床的检验的前所要准备工工具检验时仪器和量具的正确摆放方法,数据的读取;及误差的计算方法。
多晶硅片

检验项目的合格质量水平详见附录表A《检验项目、检验方法及检验规则对照表》。
7包装、储存和运输要求
7.1需提供明细装箱单,包装上要有晶体编号,清单和实物一一对应,每个小包装要有晶体编号,不同晶体编号放在同一包装要能明确区分开。
7.2产品应储存在清洁、干燥的环境中:温度:10℃~40℃;湿度:≤60%;避免酸碱腐蚀性气氛;避免油污、灰尘颗粒气氛。
附录a检验项目检验方法及检验规则对照表检验项目检验要求检测工具抽样计划崩边缺口长05mm深03mm检测灯光照度1000lux表面粗糙度20m20m切割线痕20m无密集线痕30m无密集线痕直径05mm20m30m裂痕鸦爪表面清洁度表面无可见花斑油污污迹和化学药剂残留规格尺寸游标卡尺边长直径倒角万能角规垂直度边长垂直变maxmin06125125125512459005156156156515559005tv20m30m厚度计ttv30m翘曲度弯曲度30m50m随机抽供每批硅片的检测报极性仪电阻率1cm3cm1cm3cm电阻率测1018atomscm氧碳含量测试仪碳含量51016atomscm
7.3产品运输过程中轻拿轻放、严禁抛掷,且采取防震、防潮措施。
8附录
旧底图总号
底图总号
拟制
日期
签字
校对
审核
更改
数量
文件号
签名
日期
第4页
附录A检验项目、检验方法及检验规则对照表
检验项目
检验要求
检测工具
抽样计划和验收标准
硅片等级
A级品Βιβλιοθήκη B级品外观崩边∕缺口
长≤0.5mm深≤0.3mm数量≤2个
全
检
表面粗糙度
5.3.3硅棒少子寿命≥2us(此寿命为硅棒切片前的少子寿命);
铣床精度检验表

空机运转不超过75分贝
7
机头外壳温度
运转状态不超过50度
本机床经检验合格,准予出厂。
检验员:
铣床精度检验表
2011-12-26
机型:3E机身编号:Y01037机头编号:J1110228出厂编号:11122111112
序号
检验项目
允差(MM)
实测(MM)
1
工作台移动对工作台面的平行度
X向任意300测量长度为0.02
Y向任意300测量长度为0.02
全程最大允差为
X向在300测量长度上为0.02
Y向在300测量长度上为0.02
a=≤90°
3
主轴径向跳动
主轴轴向窜动
0.005
0.005
4
工作台纵向(X向)移动对中央或基准T型槽的平行度
在任意300测量长度为0.015
全程最大允差为0.04
5
工作台横向(Y向)移动对工作台纵向(X向)移动的垂直度
0.02/300
6
SOP-06多晶硅片全检作业指导书

垫片
注意事项
1. 不良硅片的各种缺陷可参照缺陷样片。
2. 所有接触硅片的操作均须使用太阳能级硅片垫片,不允许手套直接接触硅片。 批
修改履历
翻转片盒, 检查硅片
准
审核
编制
浙江昱辉阳光能源有限公司
多晶硅片全检作业指导书
产品名称 文件编号 太阳能级多晶硅片 Q03-SOP作业说明 工 序 硅片成品检验作业 A/0 作业工序名称 生效日期 物料 名称 工具 翻转片盒,夹取硅片 硅片外观全检 2009 年 5 月 8 日 页码:第 2 页 共3页 版 本
1. 穿上工作服,按规定戴上汗布手套、洁净乳胶手套、口罩、头罩。
2. 将“厚度、边长尺寸、电阻率、极性抽检待检区”抽检合格的清洗好的待分选 的硅片全部放置到“外观全检待检区”。 3. 从“外观全检待检区”拿取一盒硅片放入“外观全检在检区”进行检验。 4. 翻转片盒,从各个角度检查硅片。有缺陷的硅片按照《多晶硅片检验标准》分 类放置到“外观全检不良品区”,并从“外观全检待检区”拿取合格硅片补齐一 盒(25 片)。
11. 有缺陷的硅片按照《多晶硅片检验标准》分类放置到“外观全检不良品区”, 垫片 并补齐 100 片。合格的 100 片硅片用收缩膜袋装好,放入“外观全检已检合格区” 收缩膜 泡沫盒 的泡沫包装盒中。
12. 检验完“外观全检待检区”的相同硅块的所有硅片后,填写好《多晶硅片追 踪单》,并将其压入检验台面下,以便随后录入数据。
垫片
8. 将检验完的 100 片硅片(4 盒)前后各加一张垫片叠起,进行检验。 9. 检查 100 片硅片四边,包括崩边、边缘、边缘污点、缺口、倒角。
垫片
浙江昱辉阳光能源有限公司
多晶硅片全检作业指导书
产品名称 文件编号 太阳能级多晶硅片 Q03-SOP作业说明 10. 将 100 片硅片展开,再检查线痕、边缘、边缘线痕。需正反两面、四边各展 开检查一次。 工 序 硅片成品检验作业 A/0 作业工序名称 边 硅片外观全检 2009 年 5 月 8 日 页码:第 3 页 共3页 版 本
精度检验单
北京广宇大成数控机床有限公司2. Z轴导轨直线度
北京广宇大成数控机床有限公司
北京广宇大成数控机床有限公司
北京广宇大成数控机床有限公司
北京广宇大成数控机床有限公司
北京广宇大成数控机床有限公司
北京广宇大成数控机床有限公司
北京广宇大成数控机床有限公司
北京广宇大成数控机床有限公司
北京广宇大成数控机床有限公司
北京广宇大成数控机床有限公司
北京广宇大成数控机床有限公司
北京广宇大成数控机床有限公司
北京广宇大成数控机床有限公司
北京广宇大成数控机床有限公司
北京广宇大成数控机床有限公司
北京广宇大成数控机床有限公司
北京广宇大成数控机床有限公司
北京广宇大成数控机床有限公司
北京广宇大成数控机床有限公司
北京广宇大成数控机床有限公司
北京广宇大成数控机床有限公司。
CNC加工中心检查表

大漏小漏5A75首件9:0010:0011:0012:0013:0014:0015:005A755A755A755A755A755A755A755A755A755A755A75工序品名时间段备注:A、D项合格用“OK”表示,不合格则用“ 个”表示;B、C项合格用“OK”表示,不合格则用“NO”表示.返修数工废料废备注检验项目品名生产数量A.加工前检验 1.检外观,毛坯是否有大披锋、缺料;2.如果有补焊的产品挑出;3.阀芯加工面是否有铜镏;4.网咀、上水孔是否有气孔、缺料;9.加工孔径是否对中心(如:阀芯孔,分水器孔,网咀孔,上水孔,麻管孔,接弯管孔)。
原因:夹具没锁紧,有松动.有铜销.毛坯不规则;CNC检查表试水/试压精加工异常情况7.操作员当班生产出来的第一件产品应当仔细观察产品是否合格;8.对出现异常,操作员应当边生产边调试产品,至到把产品生产合格后,方可进行批量产品生产;C.首件确认姓名: 班别:白班 时间: 年 月 日B.装夹 5.观看产品是否装夹到位或是否有间隙;6.夹具上是否有铜销,或有松动等情况;12.内外倒角是否过大(如:平角阀芯三个进水孔,两个定位孔.装饰杯接合处倒角.厨房龙头底座外倒角,接弯管处的外倒角等);解决方法:应把刀具把的内外角进行调试.13.螺纹是否完整(如:包括阀芯螺纹,麻管螺纹.网咀螺纹接弯管螺纹.底座定位孔螺纹,以上螺纹均要注意攻丝时是否会攻不到位,网嘴攻丝是否会撞底);D.加工过程检验11.加工面是否过深(如:阀芯面,上水孔面,网咀面,底座加工面,分水器面,接弯管面)解决方法:应把程式Z值设为小值;14.加工面是否不光过老皮如:阀芯面,上水孔面,网嘴面,底座面,,接弯管面,接花洒面等;解决方法:应把程式Z值设为小值;备注16.操作员应不定时留意观察或细听加工产品状况是否良好,是否会出现撞击刀具,挤刀切削等其它非正常切削声音;15.加工过程中应随时检查丝攻是否崩掉牙,攻丝后是否有粘合铜渣,存在则会攻牙时使螺纹变大.应把丝攻更换或清除丝攻上的铜渣;10.加工孔径是否过大或过小如:高角阀芯封水圈直径,分水器封水圈,麻管封水圈,还有螺纹孔径;原因:刀具尺寸变大或其它原因;。
多晶硅片质量检验规范
多晶硅片质量检验规范编制:赵荣伟审核:批准:年月日发布年月日正式实施目录一. 适用范围二. 引用标准三. 检验项目四. 检验工具五. 实施细则六. 相关记录附表1:硅片检验项目及判定标准附件1:二级硅片分类及标识方法附件2:125×125mm划片技术要求及标识方法附件3:硅片“亮线”的判定标准1.适用范围本细则规定了多晶硅片的电性能、外观尺寸的检验项目、测量器具、检测方法、操作步骤、判定依据,适用于正常生产的多晶硅片的质量检验。
2.引用标准《Q/BYL02太阳能级多晶硅片》《太阳能级多晶硅片内控标准》3.检验项目电性能、外形尺寸、外观4.检测工具硅片自动分选机、游标卡尺(0.02mm)、测厚仪、万能角度尺。
5.实施细则5.1表面质量目测外观符合附表1相关要求。
对整包硅片重点查看B4,B7、TTV、缺口、碎片、油污等情况;整包里的B4片在迎光侧表现为“亮点”背光侧较暗;B7、TTV片手感表现较重的,利用分选机重新分选;油污一般为斑点形式,擦拭不掉,无论面积大小均需重新清洗。
5.2 外型尺寸通过硅片自动分选机分选判定,符合附表1相关要求。
5.3 电性能依据硅锭/硅块测试数据判定,必要时用相关测试仪器核实。
5.3抽检方法(1)对硅片车间自检合格的包装硅片或直传片,采取一次抽检(抽检比例8%),不合格比例不高于0.5%。
每次抽检不合格率大于0.5%时,通知清洗班长重新分选,对重新分选片抽检合格后可入库。
(2)抽取8%硅片进行检测,其结果作为该批硅片合格的判定依据。
注:针对分选机现状,分选机分选A等硅片由清洗工序包装时进行简易分选;B3、B5、B9硅片人工分选,B7、B8硅片分选时加大抽检力度,避免不合格硅片混入。
6.相关记录附表1:硅片检验项目及判定标准附件1:二级硅片分类及标识方法按优先级B1至B9无重复排序标示如下:B1几何尺寸偏差,其它检验参数符合一级品标准。
注:具体情况在标签上注明(尺寸、倒角)。