铝合金表面阳极氧化处理及膜层的散热性能
铝表面阳极氧化处理方法

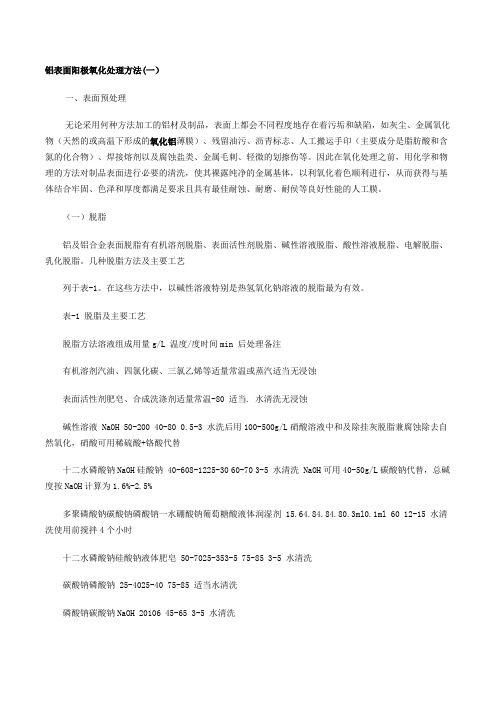
铝表面阳极氧化处理方法一、表面预处理无论采用何种方法加工的铝材及制品,表面上都会不同程度地存在着污垢和缺陷,如灰尘、金属氧化物(天然的或高温下形成的氧化铝薄膜)、残留油污、沥青标志、人工搬运手印(主要成分是脂肪酸和含氮的化合物)、焊接熔剂以及腐蚀盐类、金属毛刺、轻微的划擦伤等。
因此在氧化处理之前,用化学和物理的方法对制品表面进行必要的清洗,使其裸露纯净的金属基体,以利氧化着色顺利进行,从而获得与基体结合牢固、色泽和厚度都满足要求且具有最佳耐蚀、耐磨、耐侯等良好性能的人工膜。
(一)脱脂铝及铝合金表面脱脂有有机溶剂脱脂、表面活性剂脱脂、碱性溶液脱脂、酸性溶液脱脂、电解脱脂、乳化脱脂。
几种脱脂方法及主要工艺列于表-1。
在这些方法中,以碱性溶液特别是热氢氧化钠溶液的脱脂最为有效。
表-1 脱脂及主要工艺脱脂方法溶液组成用量g/L 温度/度时间min 后处理备注有机溶剂汽油、四氯化碳、三氯乙烯等适量常温或蒸汽适当无浸蚀表面活性剂肥皂、合成洗涤剂适量常温-80 适当. 水清洗无浸蚀碱性溶液NaOH 50-200 40-80 0.5-3 水洗后用100-500g/L硝酸溶液中和及除挂灰脱脂兼腐蚀除去自然氧化,硝酸可用稀硫酸+铬酸代替十二水磷酸钠NaOH硅酸钠40-608-1225-30 60-70 3-5 水清洗NaOH可用40-50g/L 碳酸钠代替,总碱度按NaOH计算为1.6%-2.5%多聚磷酸钠碳酸钠磷酸钠一水硼酸钠葡萄糖酸液体润湿剂15.64.84.84.80.3ml0.1ml 60 12-15 水清洗使用前搅拌4个小时十二水磷酸钠硅酸钠液体肥皂50-7025-353-5 75-85 3-5 水清洗碳酸钠磷酸钠25-4025-40 75-85 适当水清洗磷酸钠碳酸钠NaOH 20106 45-65 3-5 水清洗强碱阻化除油剂40-60 70 5 水清洗除油不净可延长处理时间酸性溶液硫酸50-300 60-80 1-3 水清洗硝酸162-354 常温3-5 水清洗松化处理磷酸硫酸表面活性剂3075 50-60 5-6 水清洗磷酸(85%)丁醇异丙醇水100%40%30%20% 常温5-10 水清洗溶液组成以体积记电解溶液阳极氧化用电解质常温适当交流电或阴极电流电解NaOH 100-200 常温0.5-3 水清洗后中和铝制品为阴极,电流密度为4-8A/dm2乳化溶液石蜡三乙醇胺油酸松油水8.0%0.25%0.5%2.25%89% 常温适当水清洗溶液组成以体积记有机溶剂是利用油脂易溶于有机溶剂的特点进行脱脂,常用的溶剂有汽油、煤油、乙醇、乙酸异戊脂、丙酮、四氯化碳、三氯乙烯等。
铝及其合金的表面处理技术

铝及其合金的表面处理技术全球铝的产量仅次于铁。
铝和铝合金密度小且易加工。
并且可以制造成形状十分复杂的零件,因而它在工业中的应用日益广泛,但是铝及其合金易产生晶间腐蚀,表面硬度低、不耐磨损。
国内外都在采取各种方法对铝及其合金表面进行改质处理,以获得各项优良性能,拓宽其应用范围。
作者讨论了铝及其合金的表面处理技术,简述了其应用,并对该领域目前研究的热门课题——微弧氧化及激光处理进行了介绍。
1电镀、抛光和砂面处理铝及其合金的电镀一般是为了改善装饰性,提高表面硬度和耐磨性,降低摩擦系数,改善润滑性,提高表面导电性和反光率等而进行的。
由于铝对氧有很强的亲和力,表面总是有氧化膜存在,铝属于两性金属,在酸性溶液和碱性溶液中都不稳定。
铝的膨胀系数较绝大多数金属的大,铬为7X10-6),所以镀层易脱落,又由于镀铝常含有砂眼、气孔等缺陷.在电镀过程中,砂眼和气孔中常会滞留溶液和氢气。
影响镀层与基体的结合力,所以直接在铝及其合金上电镀很困难。
铝及其合金的电镀效果主要取决于表面准备情况。
镀前一般进行机械处理,有机溶剂除油,化学除油、碱浸蚀、出光等处理。
铝及其合金的镀前处理及电镀工艺有下列几种:(1)化学浸锌呻电镀铜+电镀其他镀层;(2)电镀薄锌层一电镀铜一电镀其他镀层;(3)化学镀镍一电镀厚镍;(4)电镀镍一电镀其他镀层;(5)阳极氧化呻电镀其他镀层;(6)铝合金一步法镀铜—)电镀其他镀层1,铝及其合金的抛光多年来普遍采用三酸抛光工艺,该工艺温度高、时间短,亮度好,但一般只能单根抛光,无法批量生产,而且产生的黄烟对人体有害。
电解抛光的含磷和铬酸的废水处理一般厂家难以解决,且生产中耗电量很大。
为此,目前市场已推出无黄烟两酸抛光新工艺,只需在磷酸、硫酸中加入少量添加剂(其成本接近硝酸)即可在80~100°C下操作0.5-3.0min,其光亮度略次于三酸处理[2],但解决了环境污染问题+ 砂面处理和亚光处理是目前国外铝建材表面处理的流行工艺。
铝表面阳极氧化处理方法
铝表面阳极氧化处理方法(一)一、表面预处理无论采用何种方法加工的铝材及制品,表面上都会不同程度地存在着污垢和缺陷,如灰尘、金属氧化物(天然的或高温下形成的氧化铝薄膜)、残留油污、沥青标志、人工搬运手印(主要成分是脂肪酸和含氮的化合物)、焊接熔剂以及腐蚀盐类、金属毛刺、轻微的划擦伤等。
因此在氧化处理之前,用化学和物理的方法对制品表面进行必要的清洗,使其裸露纯净的金属基体,以利氧化着色顺利进行,从而获得与基体结合牢固、色泽和厚度都满足要求且具有最佳耐蚀、耐磨、耐侯等良好性能的人工膜。
(一)脱脂铝及铝合金表面脱脂有有机溶剂脱脂、表面活性剂脱脂、碱性溶液脱脂、酸性溶液脱脂、电解脱脂、乳化脱脂。
几种脱脂方法及主要工艺列于表-1。
在这些方法中,以碱性溶液特别是热氢氧化钠溶液的脱脂最为有效。
表-1 脱脂及主要工艺脱脂方法溶液组成用量g/L 温度/度时间min 后处理备注有机溶剂汽油、四氯化碳、三氯乙烯等适量常温或蒸汽适当无浸蚀表面活性剂肥皂、合成洗涤剂适量常温-80 适当. 水清洗无浸蚀碱性溶液 NaOH 50-200 40-80 0.5-3 水洗后用100-500g/L硝酸溶液中和及除挂灰脱脂兼腐蚀除去自然氧化,硝酸可用稀硫酸+铬酸代替十二水磷酸钠NaOH硅酸钠 40-608-1225-30 60-70 3-5 水清洗 NaOH可用40-50g/L碳酸钠代替,总碱度按NaOH计算为1.6%-2.5%多聚磷酸钠碳酸钠磷酸钠一水硼酸钠葡萄糖酸液体润湿剂 15.64.84.84.80.3ml0.1ml 60 12-15 水清洗使用前搅拌4个小时十二水磷酸钠硅酸钠液体肥皂 50-7025-353-5 75-85 3-5 水清洗碳酸钠磷酸钠 25-4025-40 75-85 适当水清洗磷酸钠碳酸钠NaOH 20106 45-65 3-5 水清洗强碱阻化除油剂 40-60 70 5 水清洗除油不净可延长处理时间酸性溶液硫酸 50-300 60-80 1-3 水清洗硝酸 162-354 常温 3-5 水清洗松化处理磷酸硫酸表面活性剂 3075 50-60 5-6 水清洗磷酸(85%)丁醇异丙醇水 100%40%30%20% 常温 5-10 水清洗溶液组成以体积记电解溶液阳极氧化用电解质常温适当交流电或阴极电流电解NaOH 100-200 常温 0.5-3 水清洗后中和铝制品为阴极,电流密度为4-8A/dm2乳化溶液石蜡三乙醇胺油酸松油水 8.0%0.25%0.5%2.25%89% 常温适当水清洗溶液组成以体积记有机溶剂是利用油脂易溶于有机溶剂的特点进行脱脂,常用的溶剂有汽油、煤油、乙醇、乙酸异戊脂、丙酮、四氯化碳、三氯乙烯等。
不同表面处理对辐射散热的影响

作者:Libo Chen
热设计基础实验数据
作者:Libo Chen
1 概述
材料表面处理不同,表面的辐射率也会不同,导致辐射散热能力也会不同。 铝导电氧化、铝阳极氧化、铝表面喷塑喷漆,这些表面处理对辐射散热到底有怎样的影 响,需通过实验数据给出答案。 对同样形状的铝块+粗糙表面、铝块+光滑表面、铝块+导电氧化、铝块+本色阳极氧化、 铝块+亮黑阳极氧化、铝块+喷砂无光黑色阳极氧化、铝块+白色喷塑、铝块+黑色喷塑、不 锈钢块光滑表面进行散热实验,得出不同表面处理对辐射散热的影响。
块,温升为 43.1℃;表面温升最高的为导电氧化和铝光滑表面以及粗糙表面的散热块,约为
45℃。
同时,在实验中,使用红外测温仪(如图 3),调节辐射率,直到测得散热块的表面温
度和热电偶测得的数值较为接近,将该辐射率作为此散热块表面的辐射率的参考值,见表 2。
表 2 温度数据
温度
铝+光 滑表
面
铝+粗 超表
面
铝+导 电氧 化
铝+黑 色喷
塑
铝+白 色喷
塑
铝+亮黑 阳极氧化
铝+喷砂 黑色无光 阳极氧化
铝+绿色 阳极氧
化
铝+本色 阳极氧
化
不锈 钢
环境温
31.4 32.6 31.8 30.4 29.7
32.9
32.2
度
31.7
32.6
测温点
76.4 76.6
76
65.2 64.1
67.2
66.6
1
测温点
77.1 78.2 77.6 65.4 64.2
铝合金表面氧化处理

铝合金表面氧化处理(总4页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--材料组采用的表面处理方法介绍将铝或者铝合金制品作为阳极放置在电解液中,利用电解作用在其表面形成氧化铝薄膜的过程称之为铝或者铝合金的阳极氧化处理。
铝阳极氧化的原理实际上就是电解水的过程,电解反应过程如下:阴极反应:2H+ + 2e-→ H2 ↑阳极反应: 4OH-– 4e-→ 2H2O + O2↑阳极上生成的氧气,其中一部分与阳极位置的铝发生反应,生成Al2O3,反应如下:4A1 + 3O2 = 2A12O3阳极氧化的种类很多,包括:直流电阳极氧化、交流电阳极氧化、脉冲电流阳极氧化等,电解液包括:硫酸、草酸、铬酸、混合酸以及硫基有机酸等,按照膜层性质分包括:普通膜、硬质膜、瓷质膜、光亮修饰层、半导体作用的阻挡层等;其中直流电阳极氧化最为普遍,其特点在于膜层较厚,硬而耐磨,封孔后可获得更好的抗侵蚀性,膜层无色透明;阳极氧化膜层厚一般3~15μm (注:材料组解释为双边减小3S),1 常见故障及分析(1)铝合金制品经硫酸阳极氧化处理后,发生局部无氧化摸,呈现肉眼可见的黑斑或条纹,氧化膜有鼓瘤或孔穴现象。
此类故障虽不多见但也有发生。
上述故障原因,一般与铝和铝合金的成分、组织及相的均匀性等有关,或者与电解液中所溶解的某些金属离子或悬浮杂质等有关。
铝和铝合金的化学成分、组织和金属相的均匀性会影响氧化膜的生成和性能。
纯铝或铝镁合金的氧化膜容易生成,膜的质量也较佳。
而铝硅合金或含铜量较高的铝合金,氧化膜则较难生成,且生成的膜发暗、发灰,光泽性不好。
如果表面产生金属相的不均匀、组织偏析、微杂质偏析或者热处理不当所造成各部分组织不均匀等,则易产生选择性氧化或选择性溶解。
若铝合金中局部硅含量偏析,则往往造成局部无氧化膜或呈黑斑点条纹或局部选择性溶解产生空穴等。
另外,如果电解液中有悬浮杂质、尘埃或铜铁等金属杂质离子含量过高,往往会使氧化膜出现黑斑点或黑条纹,影响氧化膜的抗蚀防护性能。
铝合金表面阳极极化
铝合金表面阳极氧化处理摘要:在电解液中,利用电解作用使铝合金(作为阳极)表面形成氧化膜的过程,称做电化学氧化,又称阳极氧化。
用这种方法在铝的表面生成的氧化膜称作阳极氧化膜,是一种电化学的转化膜。
选用不同浓度的草酸、稀硫酸作为氧化溶液,分别进行铝合金表面阳极氧化处理;当浓度低或是氧化时间不足时,得到的膜厚达不到要求;电解液温度升高时或是极比过大都将导致膜厚不均匀;当用同浓度的硫酸和草酸溶液分别作为电解液时,草酸的效果较硫酸好,得到的氧化膜厚,但是草酸氧化成本较高;草酸氧化膜不仅富有弹性,而且它的耐磨性,耐蚀性和装饰性比硫酸氧化膜有所提高,硬度与硫酸的相似,孔隙率比硫酸的小,膜的绝缘性能良好。
综合比较草酸作为电解液效果优于硫酸作为电解液。
关键词:铝合金电解液氧化膜阳极氧化Aluminium surface anodic oxidation process Abstract:In electrolyte ,Using electrolytic action to make the aluminium surface forming oxidation film ,this prossing is called electrochemical oxidation,which is also said as anodic oxidation. This method in the aluminum oxide film called surface generated anodized is a kind of electrochemical conversion film.Choosing different concentrations of oxalic acid, dilute sulphuric acid as oxidation solution, separately anodized aluminium .When the concentration of low or oxidized time is insufficient, the film is thickness.And when the electrolyte temperature rises or the ratio of the cathode and anode is bigger, mostly will cause the film thickness ;When using a sulfuric acid or oxalic acid solution as electrolyte, the oxide film of the former is thicker, but the cost of the oxalic acid oxidation is higher;Oxalic acid oxidation film is flexibility, and its wear resistance, corrosion resistance and adornment is better than sulfuric acid oxidation film . And the hardness is similar to sulfuric acid, porosity ratio of sulfuric acid is small, which also has a good insulation . Comprehensive comparison ,using the oxalic acid as electrolyte is better than that of sulfuric acid .Keywords:aluminum alloy electrolyte oxidation film positive pole oxidization目录第一章绪论 (1)1.1 铝合金的概况 (1)1.2 铝合金的性能 (2)1.2.1铸造铝合金 (2)1.2.2. 变形铝合金 (2)1.3铝合金表面处理阳极氧化的种类 (3)1.4阳极氧化膜生成的一般原理 (3)第二章实验方法 (5)2.1实验材料及设备 (5)2.2工艺参数 (5)2.3工艺流程 (5)2.4酸洗、碱洗溶液的配置 (5)2.5电解液的配置 (5)2.6实验步骤 (5)第三章结果分析 (7)3.1组织分析 (7)3.1.1铝合金的原始显微组织 (7)3.1.2 电解液为3%草酸溶液的显微组织 (7)3.1.3电解液为6%草酸溶液的显微组织 (8)3.1.4电解液为10%草酸溶液的显微组织 (8)3.1.5电解液为15%硫酸溶液的显微组织 (9)3.2 硬度分析 (9)3.3 腐蚀实验 (10)第四章实验结论 (11)参考文献 (12)第一章绪论1.1 铝合金的概况铝是地壳中蕴藏量最多的金属元素,其总储量约占地壳质量的7.45%。
铝表面阳极氧化处理工艺【大解析】

铝表面阳极氧化处理工艺内容来源网络,由深圳机械展收集整理!以铝或铝合金制品为阳极,置于电解质溶液中进行通电处理,利用电解作用使其表面形成氧化铝薄膜的过程, 称为铝及铝合金的阳极氧化处理。
经过阳极氧化处理,铝表面能生成几个微米———几百个微米的氧化膜。
比起铝合金的天然氧化膜,其耐蚀性、耐磨性和装饰性都有明显的改善和提高。
一、表面预处理无论采用何种方法加工的铝材及制品,表面上都会不同程度地存在着污垢和缺陷,如灰尘、金属氧化物(天然的或高温下形成的氧化铝薄膜)、残留油污、沥青标志、人工搬运手印(主要成分是脂肪酸和含氮的化合物)、焊接熔剂以及腐蚀盐类、金属毛刺、轻微的划擦伤等。
因此在氧化处理之前,用化学和物理的方法对制品表面进行必要的清洗,使其裸露纯净的金属基体,以利氧化着色顺利进行,从而获得与基体结合牢固、色泽和厚度都满足要求且具有最佳耐蚀、耐磨、耐侯等良好性能的人工膜。
(一)脱脂铝及铝合金表面脱脂有有机溶剂脱脂、表面活性剂脱脂、碱性溶液脱脂、酸性溶液脱脂、电解脱脂、乳化脱脂。
几种脱脂方法及主要工艺列于表-1。
在这些方法中,以碱性溶液特别是热氢氧化钠溶液的脱脂最为有效。
(二)碱蚀剂碱蚀剂是铝制品在添加或不添加其他物质的氢氧化钠溶液中进行表面清洗的过程,通常也称为碱腐蚀或碱洗。
其作用是作为制品经某些脱脂方法脱脂后的补充处理,以便进一步清理表面附着的油污赃物;清除制品表面的自然氧化膜及轻微的划擦伤。
从而使制品露出纯净的金属基体,利于阳极膜的生成并获得较高质量的膜层。
此外,通过改变溶液的组成、温度、处理时间及其他操作条件,可得到平滑或缎面无光或光泽等不同状态的蚀洗表面。
蚀洗溶液的基本组成是氢氧化钠,另外还添加调节剂(NaF、硝酸钠),结垢抑制剂、(葡萄糖酸盐、庚酸盐、酒石酸盐、阿拉伯胶、糊精等)、多价螯合剂(多磷酸盐)、去污剂。
(三)中和和水清洗铝制品蚀洗后表面附着的灰色或黑色挂灰在冷的或热的清水洗中都不溶解,但却能溶于酸性溶液中,所以经热碱溶液蚀洗的制品都得进行旨在除去挂灰和残留碱液,以露出光亮基本金属表面的酸浸清洗,这种过程称为中和、光泽或出光处理。
金属的各种表面处理
金属的各种表面处理文档编制序号:[KKIDT-LLE0828-LLETD298-POI08]一、阳极氧化阳极氧化:主要是铝的阳极氧化,是利用电化学原理,在铝和铝合金的表面生成一层Al2O3(氧化铝)膜。
这层氧化膜具有防护性、装饰性、绝缘性、耐磨性等特殊特性。
技术难点及改善关键点:阳极氧化的良率水平关系到最终产品的成本,提升氧化良率的重点在于适合的氧化剂用量、适合的温度及电流密度,这需要结构件厂商在生产过程中不断探索,寻求突破。
二、电泳 ( ED-Electrophoresis deposition )电泳:用于不锈钢、铝合金等,可使产品呈现各种颜色,并保持金属光泽,同时增强表面性能,具有较好的防腐性能。
工艺流程:前处理→电泳→烘干技术特点:优点:1、颜色丰富;2、无金属质感,可配合喷砂、抛光、拉丝等;3、液体环境中加工,可实现复杂结构的表面处理;4、工艺成熟、可量产。
缺点:掩盖缺陷能力一般,压铸件做电泳对前处理要求较高。
三、微弧氧化 (MAO)微弧氧化:在电解质溶液中(一般是弱碱性溶液)施加高电压生成陶瓷化表面膜层的过程,该过程是物理放电与电化学氧化协同作用的结果。
工艺流程:前处理→热水洗→ MAO →烘干技术特点:优点:1、陶瓷质感,外观暗哑,没有高光产品,手感细腻,防指纹;2、基材广泛:Al, Ti, Zn, Zr, Mg, Nb, 及其合金等;3、前处理简单,产品耐腐蚀性、耐候性极佳,散热性能佳。
缺点:目前颜色受限制,只有黑色、灰色等较成熟,鲜艳颜色目前难以实现;成本主要受高耗电影响,是表面处理中成本最高的其中之一。
四、PVD真空镀物理气相沉积(Physical vapor deposition,PVD):是一种工业制造上的工艺,是主要利用物理过程来沉积薄膜的技术。
工艺流程:PVD前清洗→进炉抽真空→洗靶及离子清洗→镀膜→镀膜结束,冷却出炉→后处理(抛光、AFP)技术特点:PVD(Physical Vapor Deposition,物理气相沉积) 可以在金属表面镀覆高硬镀、高耐磨性的金属陶瓷装饰镀层五、电镀 (Electroplating)电镀:是利用电解作用使金属的表面附着一层金属膜的工艺从而起到防止腐蚀,提高耐磨性、导电性、反光性及增进美观等作用的一种技术。
铝合金硬质阳极氧化膜厚和盐雾等级
铝合金硬质阳极氧化膜厚和盐雾等级铝合金是一种常用的金属材料,具有轻质、高强度、良好的导热性和导电性等优点,被广泛应用于航空、汽车、建筑等领域。
然而,铝合金表面容易氧化,影响其美观性和耐腐蚀性能。
为了提高铝合金的耐蚀性和附着力,常常采用阳极氧化技术对其进行表面处理。
本文将从铝合金硬质阳极氧化膜厚和盐雾等级两个方面进行讨论。
一、铝合金硬质阳极氧化膜厚1. 阳极氧化工艺阳极氧化是指在一定条件下,将铝合金制品作为阳极,在电解液中进行电解处理,形成一层致密、均匀的氧化膜。
阳极氧化的工艺参数包括电解液组成、电解条件和处理时间等。
其中,电解液的组成对氧化膜的厚度有着重要影响。
2. 氧化膜厚度的测量氧化膜的厚度是评价阳极氧化质量的重要指标之一。
常用的测量方法有电子显微镜观察、剥离法、显微硬度计测量等。
其中,电子显微镜观察方法可以直观地观察到氧化膜的厚度和形貌。
3. 影响氧化膜厚度的因素影响铝合金硬质阳极氧化膜厚度的因素有很多,主要包括电解液的成分、电流密度、电解时间、温度等。
电解液的成分对氧化膜的形成速率和厚度有着显著影响。
较高的电流密度和较长的电解时间可以得到更厚的氧化膜。
此外,温度对氧化膜的厚度也有一定的影响,一般情况下,较高的温度可以加快氧化膜的生长速率。
4. 厚度对性能的影响铝合金硬质阳极氧化膜的厚度对其性能有显著影响。
一般情况下,氧化膜的厚度越大,其耐腐蚀性能和耐磨性能越好。
此外,较厚的氧化膜还可以提高铝合金的绝缘性能和耐热性能。
二、盐雾等级1. 盐雾测试盐雾测试是一种常用的评价金属材料耐腐蚀性能的方法。
在盐雾环境中,金属材料暴露于含有盐分的湿润空气中,通过观察材料表面的腐蚀情况来评价其耐腐蚀性能。
盐雾测试可以模拟金属材料在潮湿或海洋环境中的腐蚀情况。
2. 盐雾等级标准盐雾等级是根据耐腐蚀性能来划分的,常见的盐雾等级有NSS、CASS等。
其中,NSS等级为常规盐雾试验,测试时间为48小时;CASS等级为加速盐雾试验,测试时间为96小时。
铝型材表面处理喷涂及阳极氧化的优缺点

铝型材表面处理喷涂及阳极氧化的优缺点铝合金型材的表面处理方式大体存在着阳极氧化、电泳涂装及粉末喷涂三种处理方式,每一种方式都各有优势,占有相当的市场份额。
1粉末喷涂工艺较为简单,主要得益于生产过程中主要设备的自动精度的提高,对一些主要的技术参数已经可以实现微电脑控制,有效地降低工艺操作难度,同时辅助设备大为减少;2粉末喷涂成品率高,对材料原始表面的要求也不高,一般情况下,各项措施得当,可最大限度地控制不合格品的产生,能耗明显降低;3在阳极氧化、电泳涂装的生产过程中,水、电的消耗是相当大的,特别是在氧化工序。
整流机的输出电流可达到8000~11000A之间,电压在15~17.5V之间,再加上机器本身的热耗,需要不停地用循环水进行降温,吨电耗往往在1000度左右,同时辅助设施的减少也可以降低一些电耗;4阳极氧化,水、大气的污染程度大,片碱、硫酸及其它液体有机溶剂对水及大气污染大;5粉末喷涂工人的劳动强度明显降低,由于采用自动化流水线作业,上料方式以及夹具的使用方式已经得到明显简化,提高了生产效率,也降低了劳动强度;6对毛料的表面质量要求标准有明显降低,粉末涂层并且可以完全覆盖型材表面的挤压纹,掩盖一部分铝合金型材表面的瑕疵,提高铝合金型材成品的表面质量;7涂膜的一些物理指标较其他表面处理膜有明显提高,如硬度、耐磨性,抗老化可有效地延长铝合金型材的使用寿命。
粉末喷涂采用的是粉末涂料,工艺上采用的是静电喷涂,利用磨擦喷枪的作用,在加速风的影响下,使粉末颗粒喷出枪体时携带正电荷,与带负电荷的型材接触,产生静电吸附,然后经过高温固化。
也增强了涂料的吸附强度,防止漆膜脱落。
从工艺本身来看,具有相当高的科技成分,调配颜色各异的涂料,产生不同色系的装饰效果,更加符合室内装饰的需要,也是与铝合金型材在建筑业的应用向室内发展的趋势相一致的。
省直屏东危旧房改造一期工程截止到2011月2月24进度1#楼结构施工到30层梁板、砌体5层至18层、梁柱粉刷5层至20层2#楼结构施工到28层梁板、砌体5层至21层、梁柱粉刷5层至19层3#楼结构施工到26层梁板、砌体5层至16层、梁柱粉刷5层至20层4#楼结构施工到30层梁板、砌体2层至19层、梁柱粉刷5层至18层5#楼结构封顶、砌体2层、梁柱粉刷2层至5层、屋面栏板安装模板6#楼结构施工到230层梁板、砌体2层至20层、梁柱粉刷2层至20层2#楼地下室自行车坡道已开挖。
铝件导电氧化和阳极氧化
铝件导电氧化和阳极氧化铝是一种常见的金属材料,因其轻质、强度高、耐腐蚀等特点,广泛应用于电子、汽车、航空航天、建筑等行业中。
然而,铝面临的一个问题是,其表面容易氧化,导致其导电性变差,从而影响其使用效果。
因此,铝件的导电氧化和阳极氧化技术得到了广泛的研究和应用。
本文将介绍铝件的导电氧化和阳极氧化过程及其应用。
一、导电氧化技术导电氧化技术是通过在铝材表面形成一层氧化膜,使其具有较好的导电性能,从而实现对铝件表面的防腐蚀和增强其结构性能的目的。
目前常用的导电氧化工艺有紫外线辐射法、微波辐射法、脉冲电解法、电化学氧化法等。
1.紫外线辐射法紫外线辐射法是一种新兴的导电氧化技术,其主要原理是在紫外光照射下,铝材表面形成自组织氧化膜。
它的优点在于加工时间短、工艺简单、能耗低、成本较低,同时所形成的氧化膜均匀、致密,具有较好的导电性能。
2.微波辐射法微波辐射是在高频电场的作用下,利用铝与氧化还原剂反应得到氧化膜的方法。
其优势在于导电性能优异,且氧化膜表面平整光洁,粗糙度低,表面孔洞少,防腐蚀性能较好。
另外,微波辐射法的工艺稳定,操作简单,但其成本较高。
3.脉冲电化学氧化法脉冲电化学氧化法是一种新型的导电氧化技术,其主要原理是在铝材表面施加脉冲电流,由于脉冲电流存在间歇性,因此能够形成致密均匀的氧化膜,且导电性能好。
脉冲电化学氧化法对处理铝材的厚度、形状、大小、数量等几乎没有限制,优点在于工艺可控性好,操作简单,加工速度快。
4.电化学氧化法电化学氧化法是较常见的一种导电氧化技术,其通过电解处理,在铝材表面生成含Al2O3的氧化膜,从而实现防腐蚀和导电的目的。
电化学氧化法具有操作简单、成本低、处理效果好等优点。
但其缺点在于钝化剂、电压、电解质的选择必须谨慎,并且加工时间较长。
二、阳极氧化技术阳极氧化技术是一种特殊的电化学氧化技术,它通过加强电压,使氧化膜生成速度大幅提高,从而得到更厚、更硬的氧化膜。
相比于导电氧化技术,阳极氧化技术所形成的氧化膜硬度高,耐用性好,防腐蚀性强。
铝的阳极氧化工艺与氧化膜性能

收稿日期:2009-09-06第一作者简介:王振林(1968-),男,湖北仙桃人,副教授。
铝的阳极氧化工艺与氧化膜性能王振林,唐丽文,杨 惠(重庆工学院 材料科学与工程系,重庆400050)摘要:采用硫酸直流阳极氧化在铝表面形成氧化膜,并进行了表面成分深度分布、物相结构、形貌、显微硬度表征。
结果表明,氧化膜为无定型A l 2O 3和A l 的夹杂层,O 和A l 的分布由表及里呈反向变化,硫酸根离子渗入氧化层并在界面处富集,氧化膜的显微硬度较基体有了显著提高。
通过正交试验优化了试验工艺条件。
关键词:阳极氧化;氧化膜;显微硬度;正交试验中图分类号:TG146 21;TQ 153 6 文献标识码:A 文章编号:1007-7235(2010)02-0045-04A l u m i niu m anodizi ng process and perfor m ances of the anodic fil mWANG Zhen lin ,TANG L i w en ,YANG Hu i(School of M aterials Sc ience and Engineering ,Chongq ing Un iversity of T echnology ,Chongq i ng 400050,Ch i na)Abstrac t :A l u m i n i u m ox i de fil m w as prepa red on a l um i n i u m surface by sulf ur i c ac i d DC anod izi ng ,dept h pro file o f e lem ents ,phase ana l y si s ,mo rphorlogy ,m icrohardnessw ere also charate rized .T he resu lts sho w that the anod i c fil m sw ere layers w it h hybr i d of amo rphous A l 2O 3and A ,l e le m en ts o fO and A l distributed conv ersely w ith depth ,su lfate rad i ca l d iffused i nto the anod i c fil m and enriched i n the i n terface ,t he anodic fil m has an elevated m icrohardness .T he anod izi ng process was opti m i zed through o rt hogona l test .K ey word s :anodizi ng ;anod i c fil m ;m i c roha rdness ;orthogona l test在大气中铝及铝合金表面与氧作用能形成一层氧化膜(0 01 m ~0 05 m ),这层自然氧化膜虽然能阻止大气腐蚀,但氧化膜为非晶态、不均匀、不连续的膜层,不能作为可靠的防护、装饰性膜层。
铝合金阳极氧化与表面处理技术

铝合金阳极氧化与表面处理技术一、铝及铝合金的特点1.密度低铝的密度约为2.7g/cm3,在金属结构料中仅高于镁的第二轻金属,只有铁或者铜的1/3。
2.塑性高铝及其合金延展性好,可通过挤压、轧制或拉拔等压力加工手段制成各种型、板、箔、管和丝材。
3.易强化纯铝强度不高,但通过合金化和热处理容易使之强化,制造高强度铝合金,强度可以和合金钢媲美。
4.导电好铝的导电性和导热性仅次于银、金、铜。
设铜相对导电率为100,则铝为64,铁只有16。
如按照等质量金属导电能力计算,铝几乎是铜的一倍。
5.耐腐蚀铝和氧具有有极高的亲和力,自然条件下铝表面会生成保护性氧化物,具有比钢铁好得多的耐腐蚀性6.易回收铝的熔融温度低,为660°С左右,废料容易再生,回收率极高,回收能耗只是冶炼的3%。
7.可焊接铝合金可通过惰性气体保护法焊接,焊接后力学性能好,耐腐蚀性好,外观美丽,满足结构料要求8.易表面处理铝可通过阳极氧化着色处理,处理后硬度高,耐磨耐腐蚀及电绝缘性好,通过化学预处理还可以进行电镀、电泳、喷涂等进一步提高铝的装饰性和保护性二、铝的表面机械预处理1.机械预处理的目的提供良好的表观条件,提高表面精饰质量;提高产品品级;减少焊接的影响;产生装饰效果;获得干净表面。
2.机械预处理的常用方法常用的机械预处理方法有抛光、喷砂、刷光、滚光等方法。
具体采用那一种预处理要根据产品的类型、生产方法、表面初始状态及最终精饰水平而定。
3.机械抛光的原理及作用高速旋转的抛光轮与工件摩擦产生高温,是金属表面发生塑性变形,从而平整了金属表面的凸凹点,同时使在周围大气氧化下瞬间生成的金属表面的极薄氧化膜反复地被磨削下来,从而变得越来越光亮。
主要作用是去除工件表面的毛刺、划痕、腐蚀斑点、砂眼、气孔等表面缺陷。
同时进一步清除工件表面上的细微不平,使其具有更高的光泽,直至镜面效果。
4.喷砂的原理及作用用净化的压缩空气将干沙流或其它磨粒喷到铝制品表面,从而去除表面缺陷,呈现出均一无光的沙面。
铝合金表面阳极化处理及其胶接性能分析

铝合金表面阳极化处理及其胶接性能分析摘要:铝合金构件使用过程中不可避免产生裂纹损伤,需要对其进行必要的修理。
复合材料胶接修复是指将已固化的、半固化的或者未固化的复合材料预浸料补片,用胶接的方法贴补到构件的损伤区,进行局部补强,以达到延长结构使用寿命的一种有效方法。
复合材料胶接修复具有结构增重小、抗疲劳性能和耐腐蚀性能好、修理时间短、成本低等优点,是一种优质、高效、低成本的结构修理方法。
关键词:磷酸;阳极化;铝合金板;表面自然条件下,铝合金材料表面会形成致密的氧化膜,有一定的耐腐蚀能力。
但在实际使用条件下,若不采取适当的防护措施,铝合金材料仍然会发生腐蚀。
为了提高铝合金材料的耐腐蚀能力,满足使用需求,通常采用硫酸阳极氧化的方法对铝合金表面进行防护。
一、氧化膜层的形貌、组成及特点磷酸阳极化处理铝合金时,最主要的过程是金属的晶胞在电场作用下发生电解质溶液的溶解过程,使得铝合金表面生成了一层均匀、致密的多孔氧化膜,该氧化膜为双层结构:内层是薄而致密的阻挡层,与基体直接结合在一起;外层是粗厚的多孔层,垂直于铝合金表面生长。
阳极化时,首先生成了阻挡层,随着反应的进行,氧化膜外层被电解液溶解成蜂窝状的多孔层结构。
这种结构有利于电解液和基体的连通,使反应继续下去。
阻挡层薄而致密,性质不活泼,如铝合金的阻挡层厚1 000~1 500 nm,比酸蚀法产生的(20~80 nm)厚得多,阻挡层可用水封闭并生成氧化物的水合物,以增强耐腐蚀性能;多孔层呈网状松孔结构,其顶部为纤维管状结构,膜孔呈凹凸不平的六边形蜂窝状。
铝合金经磷酸阳极氧化成膜后表面呈凹凸不平的多孔结构,膜孔大致为六边形;随着阳极化过程的继续,磷酸电解质溶液溶解已形成的孔格壁,造成部分已形成的膜孔壁消失,形成尺度不同的膜孔;膜孔的外接圆直径约为4.78μm,是各种阳极氧化膜中最大的,有利于胶粘剂深入到膜孔根部;多孔膜的厚度约为90.10μm。
多孔层顶部的纤维状结构高度约为100 nm,可通过类似纤维强化作用而增大界面上的机械啮合效果,从而利于提高胶接强度。
铝合金表面阳极氧化膜的制备及其摩擦性能_张栋

9铝合金表面阳极氧化膜的制备及其摩擦性能张 栋,张文静,乐永康,李 炼(苏州有色金属研究院有限公司,江苏苏州 215026)[摘 要] 为了提高铝合金表面耐磨性能并降低摩擦系数,对其进行自润滑表面处理。
利用铝合金阳极氧化膜耐磨的特性及多孔的形貌,研究制备既具备高耐磨性又具有大孔径的阳极氧化膜工艺,并采用超声处理结合热浸渍的方法向纳米孔中填充聚四氟乙烯(PTFE )润滑颗粒。
通过对草酸、磷酸+有机酸和草酸+磷酸+柠檬酸3种体系的氧化液制备出的氧化膜性能的比较,选用草酸、磷酸、柠檬酸的混合酸对铝合金进行阳极氧化,形成了厚为28.2L m,维氏硬度为236.4的硬质氧化膜,其氧化膜孔径大小约为90nm 。
经过润滑颗粒填充处理和热处理之后在铝合金表面制备出了结合良好的自润滑膜,其表面摩擦系数为0.135。
该表面处理方法实现了铝合金表面的自润滑。
[关键词] 阳极氧化膜;铝合金;纳米孔;热浸渍;填充;自润滑;摩擦性能[中图分类号]TG174.451[文献标识码]A [文章编号]1001-1560(2009)03-0009-03 [收稿日期] 20081028 [通信作者] 张栋(1983-),女,苏州有色金属研究院有限公司工程师,从事金属表面工程研究,E-m ai:l z dcpp @0 前 言铝材在较强酸性介质中进行电化学氧化,氧化膜表面具有均匀分布、垂直于基底、许多相互分离且平行的纳米级的孔道[1]。
多年来,向阳极氧化铝纳米级孔中填充其他物质,形成功能性膜层的方法越来越受到关注[2~5]。
这一技术能够用于汽车、纺织、食品、制药等许多领域,可以避免和减少油性润滑带来的污染[6~8]。
我国,在这方面仍处于起步阶段[9],加强对其的研发意义重大。
目前,硬质阳极氧化多采用硫酸进行氧化,特点是氧化膜硬度较高,但是纳米孔较小[10,11]。
为了增大纳米孔以利于润滑颗粒的填充,本工作分别选用草酸和磷酸进行阳极氧化研究,最终选定了两者的混合酸作为氧化液,并以超声结合热浸的方法向纳米孔中填充聚四氟乙烯(PTFE )润滑颗粒,在铝合金表面制备出自润滑膜,可以减少工件间摩擦。
建筑装修用铝合金表面处理技术

建筑装修用铝合金表面处理技术随着时代的进步,技术的不断发展,建筑装修用铝合金表面处理技术也在完善,越来越多的新技术得到应用,如何提升处理技术水平,这是我们需要重点探讨的问题。
一、铝合金表面着色技术1.化学着色法,又称为浸渍着色法。
它是最早用于铝合金阳极氧化膜着色的方法,是指用无机或有机染料对铝合金进行染色的方法。
根据所用的染料可以将其分为有机着色和无机着色两类。
2.电解着色法,这种着色法可以分为两种:一种为一步电解着色法,又称自然着色法,是指铝合金在特定的电解条件下阳极氧化的同时进行着色的方法。
根据着色的原因,又可以将其分为合金着色法(自然发色法)和溶液着色法(电解发色法)两类。
合金着色法是利用阳极氧化过程中铝合金的添加成分(如硅、铁、锰等)的氧化而引起氧化膜着色;而溶液着色法是通过电解液组成及电解条件的改变引起氧化膜着色。
另一种为二步电解着色法,又称二次电解着色法,通常简称为电解着色。
该方法是指着色前对铝合金进行一次阳极氧化,再将阳极氧化后的铝合金置于无机盐电解质溶液中进行电解,溶液中的金属离子渗到氧化膜多孔层的底部,形成金属、金属氧化物或金属化合物沉积,由于沉积物对光的散射作用而显现各种颜色。
目前在工业生产中多采用交流电,利用锡盐、镍盐、锰盐等着色盐进行电解着色。
3.粉末喷涂着色法,将经过表面处理(如磷化)的铝合金放入喷粉室,在强电场中通过喷枪压力,将带负电荷的环氧树脂或聚醚树脂粉末均匀地喷涂到其表面,即为粉末喷涂着色法。
二、铝合金表面涂装工艺在电的作用下使水性涂料产生变化,对铝合金的表面进行涂膜,涂装后的铝合金材质更加的坚固,耐磨,更好的发挥其性能。
1.涂装过程涂装工艺主要是电泳涂装。
需要泳槽,搅拌装置,过滤装置,循环泵,电源,铝合金,漆液等物品和设备。
将漆液用搅拌装置搅拌均匀后放入泳槽,用循环泵进行均匀反动,同时控制好涂料成分和槽液的pH值。
涂料配置好以后就可以对铝合金表面进行涂装。
铝合金表面涂装涂料还需要多次的水洗,除锈,电泳涂装,烘干等操作。
铝合金各种阳极氧化工艺的特点

铝合金各种阳极氧化工艺的特点很多老师傅从事铝表面处理有很多年了,对于阳极氧化工艺应该是驾轻就熟,哪个步骤都心中有谱。
但是你心中的那本谱是不是只记着硫酸的阳极氧化方法呢?草酸、铬酸这些阳极氧化工艺你又知道多少?硫酸阳极氧化目前国内外广泛使用的阳极氧化工艺就是硫酸阳极氧化,和其他方法相比他在生产成本、氧化膜特点和性能上都具有很大优势,它成本低、膜的透明性好、耐腐蚀耐摩擦性好、着色容易等优点。
它是以稀硫酸作电解液,对产品进行阳极氧化,膜的厚度可达5um—20um,膜的吸附性好,无色透明,工艺简单,操作方便。
但是要注意使用ht402酸雾抑制剂控制酸雾产生,以免腐蚀其他闲置铝材。
如果铝材缝隙较大,其缝隙和盲孔内会残有硫酸,此时千万不可直接染色和封孔,否则会有流痕或发花,需要用ht400表调剂清除残酸。
铬酸阳极氧化铬酸阳极氧化得到的膜较薄,只有2-5um,能保持工件原有的精度和表面粗糙度;孔隙率低难染色,不做封孔也可使用;膜层软,耐磨性较差但弹性好;耐腐蚀力较强,铬对铝的溶解度小,使针孔和缝隙内残留液对部件的腐蚀较小,适于铸件等结构件,该工艺在军事上用得较多。
同时可以对部件质量进行检验,在裂纹处褐色电解液就会流出,很明显。
草酸阳极氧化草酸对铝的氧化膜溶解性小,所以氧化膜孔隙率低,膜层耐磨性和电绝缘性比硫酸膜好;但草酸氧化成本高是硫酸的3~5倍;同时草酸在阴极和阳极都会被反应,导致电解液稳定性差;草酸氧化膜的色泽易随工艺条件变化,导致产品产生色差,所以该工艺应用受到一定限制。
但草酸可做硫酸氧化添加剂使用较常见。
磷酸阳极氧化氧化膜在磷酸电解液中溶解比硫酸大,因此氧化膜薄(只有3um),同时孔径大。
因磷酸膜有较强的防水性,可阻止胶黏剂因水合而老化使胶接剂的结合力比较好,所以主要用于印刷金属板的表面处理和铝工件胶接的预处理。
不得不说,硫酸的阳极氧化工艺确实是市面上应用最为广泛的处理方法,它的很多特性优于其他氧化工艺。