合格焊工登记表
焊接表格.doc

数无损检测委托单项目名称:独山子炼油加氢裂化装置扩能改造项目2007年7月31日设备(管线)号如下规格材质20#焊接方法根层:GTAW 其他层:SMAW 检验标准JB/T4730-2005-Ⅱ检验方法坡口根层最终层PT FT RT PT MT FT RT PT MT UT FT 序号焊缝编号1 KJ1 P-3005--(19) –0316/03162 KJ2 P-3006--(20) --0316/0316 φ168X6.5--Ⅱ 20%透视比例3 KJ3 P-3006--(31) --0316/03164 KJ4 FG-3007--(53)-0266/02665 KJ5 FG-3007--(55)-0266/0266 φ406X8--Ⅱ 20%透视比例6 KJ6 FG-3007--(84)-0266/02667 KJ7 P-3005—(28)—5670/56708 KJ8 P-3005—(29)—5670/5670 φ168X6.5--Ⅱ 20%透视比例9 KJ9 P-3005—(22)—5670/5670外观检查结论焊接检查员(签字)美文欣赏1、走过春的田野,趟过夏的激流,来到秋天就是安静祥和的世界。
秋天,虽没有玫瑰的芳香,却有秋菊的淡雅,没有繁花似锦,却有硕果累累。
秋天,没有夏日的激情,却有浪漫的温情,没有春的奔放,却有收获的喜悦。
清风落叶舞秋韵,枝头硕果醉秋容。
秋天是甘美的酒,秋天是壮丽的诗,秋天是动人的歌。
2、人的一生就是一个储蓄的过程,在奋斗的时候储存了希望;在耕耘的时候储存了一粒种子;在旅行的时候储存了风景;在微笑的时候储存了快乐。
聪明的人善于储蓄,在漫长而短暂的人生旅途中,学会储蓄每一个闪光的瞬间,然后用它们酿成一杯美好的回忆,在四季的变幻与交替之间,散发浓香,珍藏一生!3、春天来了,我要把心灵放回萦绕柔肠的远方。
让心灵长出北归大雁的翅膀,乘着吹动彩云的熏风,捧着湿润江南的霡霂,唱着荡漾晨舟的渔歌,沾着充盈夜窗的芬芳,回到久别的家乡。
合格焊工登记报审表
合格焊工登记报审表工程名称:新疆和山巨力化工有限公司
施工组织设计/(专项)施工方案报审表
承包商资格报审表HHJL-B.01
B.0.6工程材料/构配件/设备报审表
工程名称:新疆和山巨力化工有限公司15万t/aTDI项目
气力输灰安装系统编号:
B C
一、工程概况
1、工程名称:
2、建设单位:
3、施工单位:山东显通安装有限公司
4、设计单位:
5、监理单位:
6、工程地点:
7、工程内容:气力输灰系统安装
(1)、输灰管道(根据图纸设计要求安装,焊接连接做防腐、保温处理)
(2)、仓泵就位安装(根据图纸设计要求固定在建筑基础上)(3)、储气罐安装(根据图纸设计要求固定在建筑基础上)
(4)、灰库设备(搅拌机、散装机、气化槽、脉冲除尘器、电加热器及罗茨风机等)安装(根据图纸设计要求安装)
(5)、配电柜与用电设备电机间电缆敷设及盘柜配线
二、编制依据
1、公司有关图纸及技术资料
2、《电力建设施工及验收技术规范(锅炉机组篇)》DL/t5047-95;
3、《电力建设施工及验收技术规范(管道篇)》DL5031-94;
4、《电力建设施工及验收技术规范(火力发电厂焊接篇)》DL5007-92;
5、《电力建设施工及验收技术规范(热工仪表及控制装置篇)》SDJ279-90;。
焊工登记表
焊工登记表焊工登记表是一种非常重要的文档,它记录了焊工和他们的技能和经验。
这个表格可以帮助公司和工厂管理焊工和焊接项目,以确保每个项目都得到了高质量的焊接。
在这篇文章中,我们将深入探讨焊工登记表的作用和重要性,以及如何创建一个有效的焊工登记表。
焊工登记表的作用和重要性焊工登记表是一种记录焊工技能和经验的文档。
对于任何公司或工厂来说,这个表格都非常重要。
以下是焊工登记表的几个作用:1. 了解焊工的技能和经验焊工登记表可以帮助公司和工厂了解焊工的技能和经验。
这可以帮助他们安排焊工参与适当的项目和任务。
查看焊工登记表时,可以了解焊工是否有足够的技能和经验来应对特定的焊接任务。
2. 根据适当的级别安排焊工焊工通常根据他们的技能和经验分为不同的级别。
焊工登记表可以帮助管理层知道哪个焊工适合哪个级别的任务。
这将确保每个任务都由最合适的焊工执行。
3. 帮助管理焊接项目焊工登记表还可以帮助管理层管理焊接项目。
查看焊工登记表时,他们可以了解哪个焊工可以参与某个项目的特定部分。
这将确保每个项目的质量得到保证,并有助于提高效率。
4. 记录疏散情况焊工登记表还可以用于记录焊工的疏散情况。
这可以在事故或紧急情况下帮助管理层快速确定哪些焊工安全。
此外,在疏散演习时,这可以用于确定缺少哪些关键角色。
如何创建一个有效的焊工登记表要创建一个有效的焊工登记表,您需要考虑以下几点:1. 列出所需的信息首先,您需要列出需要在焊工登记表中包含的信息。
这可能包括焊工的姓名,级别,证书,工作经验等。
2. 使用易于使用的格式要使焊工登记表易于使用,您应该使用易于使用的格式。
您可能希望使用电子表格或表格来放置数据,这样就可以更轻松地筛选和排序。
3. 记录更新您应该确保焊工登记表保持最新。
当焊工完成培训或获得新的证书时,他们的信息应更新。
这可以帮助确保焊工表中的信息始终准确。
4. 定期审查与更新类似,您应该定期审查焊工登记表以确保信息正确。
如果焊工不再是团队的一部分,他们的信息应该从登记表中删除。
焊接作业常用表格(企业版)
焊材
焊接规范
牌号
规格
电流
电压
焊接速度
mm
A
V
cm/min
(4)坡口要求:
(4)指定返修焊工:
(6)焊后清理
编制:日期:审核:日期批准:日期:
返修记录
1.返修焊缝施焊记录
层次
焊材
焊接规范
备注
牌号
规格
电流
电压
焊接速度
mm
A
V
cm/min
2.外观检验结果:
焊缝余高:mm
其它:
3.检验结论:
施焊焊工:
4.无损检验结果:
检查员:日期:
单位名称
焊工焊绩记录
单位名称:
姓名
焊工
代号
工程名称及分项名称
焊接
方法
母材
材质
合格项目代号
施焊起止日期
QC工程师:
年月日
焊接责任工程师:
年月日
说明:本表每年填写一次,每年12月5日上报,本表一式二份,一份上报培训中心存档;一份施工单位存档。分项工程分为钢结构、设备及配管。
焊材入库记录(企业版)
单位名称
焊材入库记录
工程名称:
日期
厂家
牌号
批号
规格
(mm)
数量
(kg)
记录
QC
备注
焊缝返修工艺及记录(企业版)
单位名称
焊缝返修工艺及记录
编号:
产品名称
产品编号
材质
缺陷性质
返修次数
返修片号
返修工艺
1.缺陷产Байду номын сангаас原因及防止措施
2.工艺3.返修部位节点图:
焊接的表格模板
单位工程编号
管线/设施名称
管线/设施位(线)号
焊接方法
加热方法
缺点去除方法
返修焊缝地点编号
返修
日期
焊工
编号
返修
次数
焊接资料
预热温度℃
层间
温度℃
后热
温度℃
无损检测
结果
无损检测报告编号
监理单位
总承包单位
施工单位
监理工程师:
年月日
专业工程师:
年月日
质量检查员:
技术负责人::
年月日
SY03-F006
焊 接 工 艺 卡
工程名称:独山子55万吨/年聚丙烯装置安装工程
2008年 5月26 日
编号:
设施名称
母材组合及规格
本卡合用的焊缝编号
工艺评定编号
工艺管道
TP316L
2G
AG-SS-4
焊接方法
焊接资料及规格
焊条办理条件
焊接地点
GTAW
垂直固定
预热温度
层间温度控制
焊 后 热 处 理 要 求
≤100℃
清根方法
返 修 方 法
坡口组对尺寸及焊道次序(表示图)
砂轮打磨
特 殊 要 求
反面充氩气保护
焊 缝 检 验 要 求
按GB50236-98、SH3501-2002和
图纸及设计的要求履行
焊 接 工 艺 参 数
焊道
焊接方法
焊接资料
规格
焊接电流(A)
电弧电压(V)
焊速(Cm/min)
线能量(KJ/Cm)
1
GTAW
ER316L
项目名称:
压力管道焊接记录
管道焊工登记表

16
王保学 HJ12000020071077 F006
17
刘红亮
TS6JTJS05428
F007
18
李兆祥 HJ12000020041082 F010
19
王东升 HJ37080020060213 F031
20
杜辉
TS6JTJS02118
F009
21
周杰
HJ12000020063163 F029
SMAW-Ⅲ-6G(K)-3/60-F3J 2007.04.18-2009.04.17 SMAW-Ⅲ-6G-12/133-F3J 2007.04.18-2009.04.17 SMAW-Ⅳ-6G(K)-5/60-F4J 2007.04.18-2009.04.17 SMAW-Ⅳ-6G-12/133-F4J 2007.04.18-2009.04.17 GTAW-Ⅲ-6G-3/60-02 2007.04.18-2009.04.17 GTAW-Ⅳ-6G-3/60-02 2007.04.18-2009.04.17 SMAW-Ⅲ-6G(K)-3/60-F3J 2007.04.18-2009.04.17 SMAW-Ⅲ-6G-12/133-F3J 2007.04.18-2009.04.17 SMAW-Ⅳ-6G(K)-5/60-F4J 2007.04.18-2009.04.17 SMAW-Ⅳ-6G-12/133-F4J 2007.04.18-2009.04.17 GTAW-Ⅲ-6G-3/60-02 2008.01.12-2010.01.11 GTAW-Ⅳ-6G-3/60-02 2008.01.12-2010.01.11 SMAW-Ⅲ-6G(K)-3/60-F3J 2008.01.12-2010.01.11 SMAW-Ⅳ-6G(K)-5/60-F4J 2008.01.12-2010.01.11 GTAW-Ⅲ-2G-3/60-02 2006.07.01-2009.07.01 GTAW-Ⅲ-5G-3/60-02 2006.07.01-2009.07.01 SMAW-Ⅲ-2G(K)-3/60-F3J 2006.07.01-2009.07.01 SMAW-Ⅲ-5G(K)-3/60-F3J 2006.07.01-2009.07.01 GTAW-Ⅳ-2G-6/108-02 2008.01.01-2010.01.01 GTAW-Ⅳ-2G(K)-6/108-F4J 2008.01.01-2010.01.01 GTAW-Ⅳ-5G(K)-3/108-02 2008.01.01-2010.01.01 SMAW-Ⅳ-5G(K)-6/108-F4J 2008.01.01-2010.01.01 SMAW-Ⅲ-5G(K)-3/108-F3J 2008.01.01-2010.01.01 SMAW-Ⅲ-6G-12/108-F3J 2008.01.01-2010.01.01 GTAW-Ⅲ-6G-2/42-02/SMAW-Ⅲ-6G(K)-3/42-F3J 2007.10.05-2009.10.05 GTAW-Ⅲ-2G-3/355-02/SMAW-Ⅲ-6G(K)-37/355-F3J 2007.10.05-2009.10.05 GTAW-Ⅲ-5G-3/355-02/SMAW-Ⅲ-5G(K)-37/355-F3J 2007.10.05-2009.10.05 GTAW-Ⅳ-2G-5/42-02/GTAW-Ⅳ-5G-5/42-02 2007.10.05-2009.10.05 GTAW-Ⅲ-6G-3/60-02 2006.11.11-2009.11.10 GTAW-Ⅳ-6G-3/60-02 2006.11.11-2009.11.10
7.焊接专业通用表格
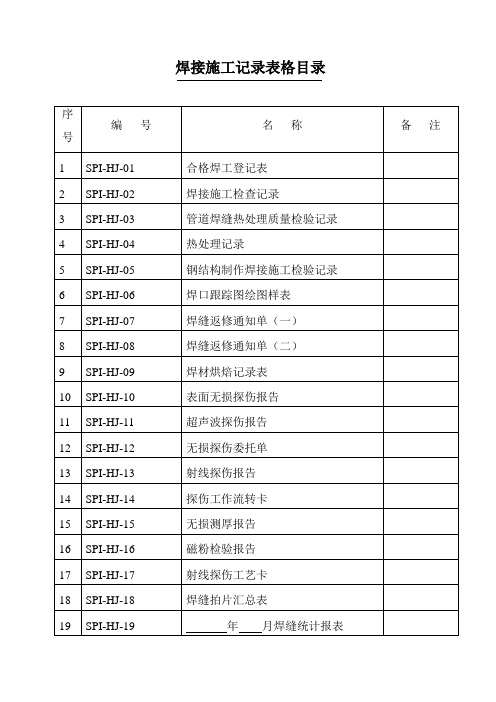
焊接施工记录表格目录
上海石化安装检修工程公司
焊接施工检查记录
SPI-HJ-02
上海石化安装检修工程公司
钢结构制作焊接施工检验记录
SPI-HJ-06
焊口跟踪图样
建议:图纸幅面采用A4(210×297mm)
上海石化安装检修工程公司
焊缝返修通知单
SPI-HJ-07
上海石化安装检修工程公司
焊缝返修通知单
SPI-HJ-08
上海石化安装检修工程公司
焊材烘焙记录表
SPI-HJ-09
表面无损探伤报告
SPI-HJ-10
超声波探伤报告
SPI-HJ-11
无损探伤委托单
SPI-HJ-12
射线探伤报告
SPI-HJ-13
无损测厚报告
探伤工作流转卡
SPI-HJ-14
磁粉检验报告
SPI-HJ-16
射线探伤工艺卡
SPI-HJ-17
焊缝拍片汇总表
SPI-HJ-18
一次拍片合格率:
上海石化安装检修工程公司
年月焊缝拍片汇总
注:射线探伤—RT。
超声探伤—UT。
磁粉探伤—MT。
着色探伤—PT。