FX-20P编程器的常用功能使用
FX20P使用说明

PC的状态处于"停止" 编程器处于"PROGRAM"状态.
先用读出,搜索指令的方法找到该指令,然后用下步骤删除或插入指令.
删除:
[读出指令]→[DEL]
指令被删除后,步序号将自动修改.
插入:
[读出该指令]→[插入的指令]→[插入的元件号]→[INSERT]
(1) 从第0步开始编程时,无需键入首步号.
(2) ANB,ORB等指令输入时,无需键入常数值.
(3) 按[WRITE]键前,若需修改指令,先按[INSTR]键,然后写入正确的指令.
(4) 按[WRITE]键后,若需修改指令,先按[STEP-]键返回原指令,然后写入正确的指令.
编程举例:
要写入的程序如下:
!
! X1 X2 Y 31
+---] [---+---]/[---+---------+---------+---------+--( )-!
! ! 位(断ຫໍສະໝຸດ ). F-12R 477 (八进制数)
F-20M 477 (八进制数)
F-40M 889 (十进制数)
F1/F2系列 999 (十进制数)
(2) 程序的写入
PLC处于"停止"状态;编程器处于"PROGRAM"状态.
在某些情况下,同一元件的OUT指令被编写两次以上(称为双重线圈),它们在跳步
程序或步进程内具有逻辑上的相容性.但是在某种情况下,可能要发生同一线圈同
时既要接通,又要断开的情况.为避免这一点,可按下述步骤进行检查:
键盘操作如下:
FX-20P-E编程器

WR
指令
元件符号
元件号
SP
元件符号
元件号
GO
WR
指令
元件符号
元件符号
(需要指令、第1元件和第2元件的输入) (需要指令、第1元件和第2元件的输入)
基本指令的写入 基本程序写入到PLC的操作步骤如下
X0 X1 Y0 X0 X1 Y0
按 WR LD X 0 GO ANI X 1 GO OUT Y 0 GO
对用户程序初始化
PLC状态: STOP
全部清除
RD → WR → NOP → A → GO → GO
ALL CLEAR? OK → [GO] NO → [CLEAR]
部分清除
RD → WR →
↑ ↓
→
NOP
→ K→
终止步序号
→
GO
指定起始步
指定终止步序号
指定范围清除
编程操作
读出程序
根据步序号读出
屏幕显示“NO ERROR ”;若发现程序有错,则显示出错的 语句步序及相应的出错代码。
➢ DATA TRANSFER:数据的传送 ➢ PARAMETER:可以对PLC的用户程序存储器进行设置 ➢ YM.NO.CONV.:可以直接对用户程序中的X、Y、或M的地址
进行修改。 ➢ BUZZER LEVEL:对编程器的蜂鸣器的音量进行调节。 ➢ LATCH CLEAR:对PLC的各种具有失电保持的软设备进行复位
接通PLC电源→显示第一个画面→2s后→ 选择在线ONLINE或离线OFFLINE→按 [GO] →进入所选定的编程方式
联机方式:编程器对PLC的用户程序存储 器进行直接操作、存取的方法。
脱机方式:编制的程序先写入编程器内部 的RAM,再成批地传送到PLC地存储器 中
FX-20P编程器的常用功能使用

FX-20P编程器的常用功能使用FX-20P手持编程器(Handy Programming Panel,简称HPP)用于FX 系列PLC,FX-20P有联机(OnLine)和脱机(Offline)两种操作方式。
开机显示:PROGRAM MODEMONLINE (PC) 联机;OFFLINE (HPP) 脱机;一、HPP操作面板①功能键【RD/WR】,读出/写入;【INS/DEL】,插入/删除;【MNT/TEST】,监视/测试;各功能键交替起作用,按一次时选择第一个功能,再按一次,则选择第二个功能。
②其它键【OTHER】,在任何状态下按此键,显示方式菜单(项目单)。
安装ROM写入模块时,在脱机方式菜单上进行项目选择。
③清除键【CLEAR】,如在按【GO】键前(即确认前)按此键,则清除键入的数据。
此键也可以用于清除显示屏上的出错信息或恢复原来的画面。
④帮助键【HELP】,显示应用指令一览表。
在监视时,进行十进制数和十六进制数的转换。
⑤空格键【SP】,在输入时,用此键指定元件号和常数。
⑥步序键【STEP】,用此键设定步序号。
⑦光标键【↑】、【↓】,用此键移动光标和提示符,指定当前元件的前一个或后一个元件,作行滚动。
⑧执行键【GO】,此键用于指令的确认、执行,显示后面的画面(滚动)和再搜索。
⑨指令、元件号、数字键,上部为指令,下部为元件符号或数字。
上、下部的功能是根据当前所执行的操作自动进行切换。
下部的元件符号【Z/V】、【K/H】、【P/I】交替起作用。
二、HPP主要功能操作手持编程器HPP复位:RST+GO;程序删除:PLC处于STOP状态。
逐条删除:读出程序,逐条删除用光标指定的指令或指针,基本操作:【读出程序】→【INS】→【DEL】→【↑】、【↓】→【GO】。
指定范围的删除:【INS】→【DEL】→【STEP】→【步序号】→【SP】→【STEP】→【步序号】→【GO】。
元件监控:【MNT】→【SP】→【元件符号】→【元件号】→【GO】→【↑】、【↓】。
FX的编程器和编程软件使用方法
功能指令输入的基本操作
[写入功能] → LD → M → 8 → 0 → 0 → 0 → GO → FNC → 1 → 9 → SP → K → 2 → X → 1 → 0 → SP → D → 0 → GO。 此时显示屏显示:
W
▢
3)元件的写入。
LD BIN K2X D
M8000 19 010 0
元件监视的基本操作
例如,监视T100和C99的时,显示屏将显示
M T P C P 100 R 99 R■
GO
SP
C
K100 K250 K0 K100
当前值监视 设定值监视
监视复位线圈ON 监视输出触点OFF 由■表记的有/无监视输出接点和复位线圈的ON/OFF状态。
三、FX-20P-E编程的脱机操作
在联机方式中,所编程序是存放在PLC内部的RAM区中,同 时也完整地保存在编程器内部的RAM区中。脱机方式是指对编 程器内部存储器的存取方式,在此方式下所编程序仅存放在编 程器内部RAM区中,由其内部超级电容器进行停电保持(充电 1h可保持3天以上)。在需要时可利用编程器方式菜单的传送 功能,通过适当的键操作,成批将编号的程序和参数传送到 PLC内部的RAM区或装在PLC上的存储器卡盒,也可以传送至ROM 写入器。脱机操作方式可以方便地将实验室里生成并经模拟调 试的程序,传送给安装在生产现场的PLC。脱机编程方式与PLC 状态无关,但程序和参数的传送与PLC状态有关。图5-12表示 程序和参数的传送过程。
FX-20P-E简易编程器组成
根据主机型号选用相应型号的连接电缆。例如FX2系 列PLC可选用FX-20P-CAB电缆。根据不同编程方式需要 还可以选用ROM写入器、存储器卡盒等其他模块。编程 器的面板键盘上共有35个键。各键作用说明如下: 1.功能键 RD/WR, 读出/写入; INS/DEL, 插入/删除; MNT/TEST, 监视/测试; 2.其他键(OTHER) 在任何情况下按此键将显示方式项目菜单。安装ROM 写入模块时,在脱机方式菜单上进行项目选择。 3.清除键(CLEAR) 在按执行键(GO)之前按此键,则清除键入的数据。 此键也可以用于清除显示屏上的错误信息或恢复原来的 画面。
东芝电梯FX-20P编程器的常用功能使用说明

东芝电梯FX-20P编程器的常用功能使用说明一,PUS 故障参数表(参数输入话以后再讲)注1:PUS 故障参数存储超过60次就需要清理.注2:参数1 = 故障码参数2 = 情况参数3 - 9 = 其它情况资料注3:bit 7 6 5 4 3 2 1 0SU SD DZ DC UDX CC 80%? SLD二,故障码出错检查主题(01-FC)故障码说明及处理方法1 SMA 故障故障码处理方法Data 3~~7SMA 故障3=0 bit : SXA $ FLG 1bit : XSMA $FLG? 4=CAR positioned Floor2 SMB 故障故障码处理方法Data 3~~7SMB 故障3=0 bit : SXB $ FLG 1bit : XSMB $FLG? 4=CAR positioned Floor3 SMC 故障故障码处理方法Data 3~~7SMC 故障3=0 bit : SXC $ FLG 1bit : XSMC $FLG? 4=CAR positioned Floor4 SMD 故障故障码处理方法Data 3~~7SMD 故障3=0 bit : SXD $ FLG 1bit : XSMD $FLG? 4=CAR positioned Floor5 SME 故障故障码处理方法Data 3~~7SME 故障3=0 bit : SXE $ FLG 1bit : XSME $FLG? 4=CAR positioned Floor6 因为SM 故障导致SMSI 导通故障码处理方法3 = EDH $ LFL or EMD $ LFLSM 故障因为SME 故障, 使马达反转10 BLXA BKD 及XBK 使到制动不正常故障码处理方法顺序检查CC XBK BK 会影响到BLXA? 10 制动器开动BK = ON 1BK 需要OFF? 11 制动器关闭BK = OFF 1BK 需要On11 BLXA BKD 及XBK 使到制动不正常12 PUL XBK 讯号相反使到制动不正常故障码处理方法顺序检查XBK 影响到BKD? 12 制动器开动逻辑顺序信号异常? 13 制动器关闭检查BKD 回应信号13 BKD 讯号反应不正常20 7LS , 8LS 反应不正常故障码处理方法上行及下行限位开关出错? 20 限位开关问题SLD ON LS 7 LS 8 ON21 起动, 驱动及停车脉动讯号不正常故障码处理方法电梯上下运行不停中间楼层21 脉动讯号不正常车上层楼遮板脉动讯号不正常或牵引机22 ADCPD 脉动讯号异常比率错误或ROM 参数22 ADCPD 脉动讯号异常23 提前通知脉动讯号异常24 脉动讯输入号异常故障码处理方法检查ADCPD脉动讯号因为俩个脉动24 脉动讯输入号异常不一致( 参数1及2 有关)25 没有脉动讯输入26 ADCPD 接线出错故障码处理方法检查PG 脉动发动机或输入26 ADCPD 接线出错PG 脉动发动机参数不一致27 脉动讯参数出错故障码处理方法当电梯在运行时PG 脉冲讯号位移超过27脉动讯参数出错设定参数范围.30 开门受到干扰故障码处理方法门马达有问题, DOL问题, 门无法开30开门受到干扰门锁问题,门马达皮带问题等等.31 当开门时:被中断了如:没电断线?32 当开门时:门的SWITCH 开关不正常?43 23 DS 或18DS 开关位置不正确44 23 DS 或24DS 开关接触不良45 24 DS 位置需要从调47 18 DS 位置需要从调48 当18 DS开关不通时位置需要从调49 当18 DS开关接通时位置需要从调4A 当24 DS开关位置需要从调4B 门马达:在同一时间内有超过倆个开关不正常?4C 18 DS 位置需要从调4D 门马达:在同一时间内有超过倆个开关不正常4F 18 DS 开关接触不良?50 上行或下行回输讯号出错?51 SM模式出错时安全电路CC没有切断?52 SCC :逻辑安全电路出错53 电线开关出错54 5LS 及6LS 开关不正常5A/5B 门马达输入讯号出错开关13CS,14CS 及18DS5C/5D LU / LD LS1 LS2 SDZ 不正常60/64 LU / LD 开关接触不良67 LD / LD 或SDZ 位置需要从调?68 井道内有超过倆开关不正常?69 LS2位置需要从调或SDZ接触不良?6A LS2位置及SDZ之间距离不正确?6B LS2位置需要从调?6C LU / LD 或LS1 开关接触不良6F LU / LD位置需要从调?70 井道内有超过倆开关跟脉冲对比不正常71 LS1 位置需要从调74 LS2 开关接触不良75 LS1 位置需要从调或LS2 开关接触不良77 需要检查SW及脉冲信号78 SDZ 开关接触不良80 远程监督控制屏把CC切断了80~8C Supervisory panel 远程监督控制屏及电梯,开关信号不协调出现的故障码81 输入53S 讯号出错83 远程监督控制屏把DC切断了(开关门电路切断了)84 "停车PARK时, PUL输出讯号出错"85 "当门在开始关时, UND切断了"86 "当门在开始开时, DC切断了,DT接通或DC接通DT切断了"88 "电梯内有人在按钮时, CC被切断了"8A 平层故障RUT输出讯号出错8B 平层停车18DS没接通故障8C 远程监督控制屏没有反应RUT讯号出错91 电梯运行了45秒DZ没有离开平层区电梯在操作时期出现故障92 电梯运行了45秒检测不到DZ动作93 DT接通7秒后18CS或18DS没反应94 DT接通7秒后DC没有电95 "电梯在平层区内运行了超过10秒, 无法平层"96 电梯在平层时超过正常平层范围DN UP 或PG问题A0 路径错误检查输入/输出数据程序单元故障包括: 硬件/ 软件/板子内的跳线及型号出错A1 路径错误检查运行控制程序单元A3 路径错误检查门控制程序单元B0 CPU 及PUL 关系错误B1 CPU 及SLS 关系错误B2 CPU 及ADCP 关系错误B3 CPU 及SLS线传送或CCU 关系错误B4 CPU 及PUL反应延迟超过2秒B5 CPU 及PUM反应延迟超过2秒B8 "CPU 及PUG , WDT恢复超过6次的反应不正常"B9 "CPU 及WDT , CCU恢复超过3次的反应不正常"BA "CPU 及SLS , WDT恢复超过3次的反应不正常"BB "CPU 及ADCPD , WDT恢复超过3次的反应不正常"BC "CPU 及PUL , WDT发生故障"BD "CPU 及PUM , WDT发生故障"BE "CPU 及PUG , WDT发生故障"BF "CPU 及CCU , WDT发生故障"CV180编码内容或原因数据3~830 STH 检查出暂存器发热异常。
FX编程器的使用

FX —20P 型手持编程器的使用平顶山电子技术学校在线编程(ONLINE ):编程器与PLC 直接相连,对PLC 的用户程序存储器进行读/写操作。
上电后,液晶显示屏上显示:图一其中闪烁的符号“<”表示编程器当前所处的工作方式,在线(ON —LINE )方式后的“PC ”就是指PLC ,将光标“<”移动到选中的方式上,然后按[GO]键,就进入所选定的编程方式【ONLINE 】。
1、按[OTHER]键,则进入工作方式选择的操作。
此时液晶屏显示如图二,按[OTHER]键可恢复初始状态。
闪烁的符号“<”表示编程器所选择的工作方式。
在联机编程方式下,所供选择的工作方式:图二<1>OFFLINE(脱机方式):<2> PROGRAM CHECK :程序检查方式。
若无错误,显示:[NO ERROR],若有错误,则显示出错序号及代码。
<3>DATA TRANSFER: 数据传送方式。
2、 指令的读出在图二初始状态下,按【RD/WR 】键可进行读写操作。
读出操作可在PLC 的“RUN ”或“stop ”状态下操作。
先按[RD/WR]键,在编程器处于“R ”(读)的工作方式。
如要读出该序号(即地址)为100的指令,按以下操作该步的指令就会显示在屏上。
若还需要显示该指令之前或之后的其它指令,可以按[↑]、[↓]或[GO]键。
按[↑]、[↓]键可显示上一条或下一条,按[GO]键可以显示往下的4条指令。
3、 指令的输入方法。
输入指令时,先按[RD/WR]键。
使编程器处于是“ W ”(写)的工作方式,然后根据该指令所在的步序号,按[STEP]键后,键入相应的步序号,接着按[GO]指定的步序号,接着就可以写入指令。
如果需要改写刚写入的指令,在按下[GO]键之前,按下[CLEAR]键,刚键入的操作码或操作数就被清除。
按下[GO]键之后,按[↑]键,返回到刚写入的指令,再进行修改。
F-20编程器使用说明
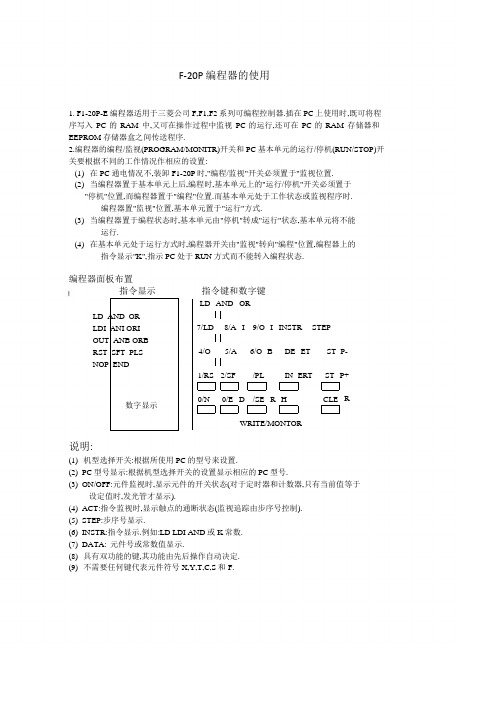
F-20P 编程器的使用1. F1-20P-E 编程器适用于三菱公司 F,F1,F2 系列可编程控制器.插在 PC 上使用时,既可将程序写入 PC 的 RAM 中,又可在操作过程中监视 PC 的运行,还可在 PC 的 RAM 存储器和EEPROM 存储器盒之间传送程序.2.编程器的编程/监视(PROGRAM/MONITR)开关和 PC 基本单元的运行/停机(RUN/STOP)开关要根据不同的工作情况作相应的设置:(1) 在 PC 通电情况不,装卸 F1-20P 时,"编程/监视"开关必须置于"监视位置.(2) 当编程器置于基本单元上后,编程时,基本单元上的"运行/停机"开关必须置于"停机"位置,而编程器置于"编程"位置.而基本单元处于工作状态或监视程序时.编程器置"监视"位置,基本单元置于"运行"方式.(3) 当编程器置于编程状态时,基本单元由"停机"转成"运行"状态,基本单元将不能运行.(4) 在基本单元处于运行方式时,编程器开关由"监视"转向"编程"位置,编程器上的指令显示"K",指示 PC 处于 RUN 方式而不能转入编程状态.编程器面板布置 指令显示 指令键和数字键数字显示7/LD 8/A I 9/O I INSTR STEP4/O 5/A 6/O B DE ET ST1/RS 2/SF /PL IN ERT STR0/N 0/E D /SE R HCLEWRITE/MONTOR说明:(1) 机型选择开关:根据所使用 PC 的型号来设置.(2) PC 型号显示:根据机型选择开关的设置显示相应的 PC 型号.(3) ON/OFF:元件监视时,显示元件的开关状态(对于定时器和计数器,只有当前值等于设定值时,发光管才显示).(4) ACT:指令监视时,显示触点的通断状态(监视追踪由步序号控制).(5) STEP:步序号显示.(6) INSTR:指令显示.例如:LD LDI AND 或 K 常数.(7) DATA: 元件号或常数值显示.(8) 具有双功能的键,其功能由先后操作自动决定.(9) 不需要任何键代表元件符号 X,Y,T,C,S 和 F.LD AND ORLDI ANI ORIOUT ANB ORBRST SFT PLSNOP END3.编程操作常用指令键LD 取 LDI 取反AND 与 ANDI 与反OR 或 ORI 或反ANB 区段与 ORB 区段或OUT 输出 RST 复位SFT 移位 PLS 脉冲NOP 空操作 END 结束(1) PC RAM的清除PLC处于"停止"状态; 编程器处于"PROGRAM"状态.键盘操作顺序如下:[CLEAR]→[STEP]→[0]→[STEP]→[最终步地址]→[DEL]不同型号的 PC最终步地址表示如下:PC型号最终步号F-12R 477 (八进制数)F-20M 477 (八进制数)F-40M 889 (十进制数)F1/F2系列 999 (十进制数)(2) 程序的写入PLC处于"停止"状态;编程器处于"PROGRAM"状态.键盘操作顺序如下:[CLEAR]→[STEP]→[首步号]→[INSTR]→[指令]→[元件号/常数]→ [WRITE]→↑_______________________________↓说明:(1) 从第 0步开始编程时,无需键入首步号.(2) ANB,ORB等指令输入时,无需键入常数值.(3) 按[WRITE]键前,若需修改指令,先按[INSTR]键,然后写入正确的指令.(4) 按[WRITE]键后,若需修改指令,先按[STEP-]键返回原指令,然后写入正确的指令. 编程举例:要写入的程序如下:!! X1 X2 Y 31+---] [---+---]/[---+---------+---------+---------+--( )-!! !! M160 !+---] [---+!! X3 T51 T 50+---] [---+---]/[---+---------+---------+---------+--( )-!! ! !! ! Y32! +--( )-!按键操作如下:[CLEAR] [STEP] [0][STEP] [999] [DELET][INSTR] [LD] [1] [WRITE][OR] [160] [WRITE][ANI] [2] [WRITE][OUT] [31] [WRITE][LD] [3] [WRITE][ANI] [51] [WRITE][OUT] [50] [WRITE][K] [2.5] [WRITE][OUT] [32] [WRITE][END] [WRITE]注意: 定时器常数设定范围如下表示PC型号\元件号 T50-57 T450-457 T550-557 T650-657F-12,20M 0.1-99 ------ ------ ------F-40M ------ 0.1-999 0.1-999 ------F1/F2系列 0.1-999 0.1-999 0.1-999 0.01-99.9说明:编写 10ms定时器(F1,F2系列 PC)设置十进制数的小数点是很重要的.例如: 键盘输入 99.0 其值设定为 99.0s键盘输入 99,则其值设定为 0.99s(如果键盘输入数不加入小数点,其值即为 0.01s)如果编写 100ms定时器,键盘输入值就等同于设定值.3. 用步序号读出程序PC 处于"停止"状态编程器处于"PROGRAM"状态用步序号读出和显示指令的键盘操作:[CLEAR]→[STEP]→[INSTR]→[STEP+/STEP-]→↑_______________↓按[STEP+]读出下一步指令,按[STEP-]读出上一步指令.4. 搜索一条指令PC 处于"停止"状态编程器处于"PROGRAM"在不知道指令步序号的情况下,可以很快找到所编的指令.键盘操作如下:[CLEAR]→[指令]→[元件号]→[SEARCH]→[SEARCH]→[INSTR]→[STEP+/STEP-]→↑_________________↓说明:(1) 指令有 LD AND OUT 等(2) 显示被搜索指令的步序号.(3) 显示被搜索指令的下一步序号.若程序中无该指令,则显示终步号.(4) 此步骤不能用来寻找常数,如果需要搜索常数,可先找对应的 OUT指令,然后按[STEP+]键.5. 程序修改PC处于"停止"状态,编程器处于"PROGRAM"状态.在编程状态下,如需修改某条指令.其键操作如下:[读出原指令]→[键入新指令]→[新元件号]→[WRITE](1) (2) (3)说明:(1) 用前面介绍的读出,搜索指令的方法读出.(2) 用键盘输入新指令,如 LD OUT 等.(3) 显示下一条指令,若需检查需要修改的指令是否已被修改,则按[STEP-]键.6. 指令的删除和插入PC的状态处于"停止" 编程器处于"PROGRAM"状态.先用读出,搜索指令的方法找到该指令,然后用下步骤删除或插入指令.删除:[读出指令]→[DEL]指令被删除后,步序号将自动修改.插入:[读出该指令]→[插入的指令]→[插入的元件号]→[INSERT]读出的指令应在被插入指令的后一条指令,指令被插入后,步序号自动递减.注意:删除某些指令,如 LD AND ORB 等会改变电路的结构.7. 程序检查PC处于"停止"状态编程器处于"PROGRAM"状态(1) 程序语法检查键盘操作:[CLEAR]→ [STEP]→[1]→[WRITE]→[STEP]→[INSTR]<1> <2> <3> <4>说明:<1> [1] 表示语法检查.<2> 如果程序中有错误的语法,则显示出错代码.<3> 显示出错的步序号.<4> 显示出错指令及步序号.出错代码:1-1: 不正确的元件号(如 X80) 或不相配的元件号(如 OUT 400).1-2: OUT C 或 OUT T后无常数.1-3: 不正确的常数范围.修改错误后,重新检查语法,以便检查其他步序.(2) 线路检查键盘操作:[CLEAR]→[STEP]→[2]→[WRITE]→[INSTR]<1> <2> <3>说明:<1> [2] 代表线路检查<2> 若程序中存在某一线路错误,则显示出错代码.<3> 显示错误线路的指令及步序号.线路出错代码:2-1: 在一个线圈中 LD/LDI使用次数超过 8次.2-2: LD/LDI ANB/ORB使用不正确.MC MCR EJP 或 END没有连在母线上.2-3: 步进顺控指令不符合规定:-STL没有从母线上开始.-STL在子程序中-MC MCR 在 STL之中-缺少 RET指令-STL连续使用超过 8次2-4:子程序启动(F670 K06)指令用了两次以上.2-5:子程序不匹配,可能存在以下错误:-调用指令(F670 K07)误用在子程序中-缺少子程序返回指令(F670 K09)-子程序返回指令(F670 K09)在子程序外面-子程序调用指令(F670 K09)在 STL内部在更正一个错误后,再次检查其他程序的线路错误.(3) 求和检查用于检查数据是否已被破坏.它包括程序存储器中的数据求和,并检查这个和是否保持不变.求和检查的键盘操作如下:[CLEAR]→[STEP]→[3]→[WRITE]如果显示出错代码 3-1,则表示两次和的值之间有差异.(4) 双重线圈检查在某些情况下,同一元件的 OUT指令被编写两次以上(称为双重线圈),它们在跳步程序或步进程内具有逻辑上的相容性.但是在某种情况下,可能要发生同一线圈同时既要接通,又要断开的情况.为避免这一点,可按下述步骤进行检查:键盘操作如下:[CLEAR]→ [STEP]→ [4]→ [WRITE]显示相应的双重线圈元件号(否则显示"000").重复操作,检查下一个双重线圈.8. 监视操作(1) 元件状态监视PC可处于"运行"或"停止"状态编程器处于"MONITOR"状态键盘操作:[CLEAR]→[元件号]→[MONITOR]→[STEP+/STEP-]说明:<1> 被监视元件由"ON/OFF"发光二极管显示.<2> 按[STEP+]或[STEP-]键可监视下一个或上一个元件号的状态.<3> 监视定时器或计数器时,显示剩余计时或计数值.PC停机状态时,显示设定常数.<4> 当定时或计数满足时,"ON/OFF"发光二极管亮.<5> 跳步回路内的元件同样被监视.(2) 强制接通/断开可用于 F1/F2系列 PC的全部元件(除无电池支持的辅助继电器和功能指令线圈) 键盘操作:[CLEAR] [元件号] [MONITOR] [8或 S] <1>↓→[9或 S] <2><1> 强制接通(一个扫描周期)<2> 强制断开(一个扫描周期)此操作功能主要用于:对定时器,计数器强制复位,或者对它们的输出强制接通但在停机(STOP)方式下,定时器输出不能强制接通.停机(STOP)时,PC输出可强制接通.接通状态能保持,直到由强制断开操作使其复位(断开).如果该线圈正在跳步,则不能强制接通或强制断开.(3) 指令监视此操作功能可按步序号显示指令的接通或断开状态.键盘操作如下:[CLEAR] [元件号] [SEARCH] [MONITOR] [STEP+/STEP-]说明:<1> 显示指示元件 OUT,PLS 或 S指令的步序号<2> 相应元件接通时,"ACT"发光二极管亮.<3> 按步序监视下一步或上一步指令状态.注意:<1> 不能监视有跳步指令的程序段.<2> 在下列情况显示接通状态:-常开触点动作. 常闭触点不动作.-输出线圈接通.定时器/计数器线圈接通.<3> 当定时器或计数器的计时/计数末完成时,定时器/计数器触点不指示接通状态.<4> 对定时器或计数器的监视时,对剩余时间或末计的数不能监视.(4) PC运行时修改 T/C常数此操作可用于在 PC运行时修改定时器或计数器的设定值.键盘操作如下:[CLEAR]→[指定 T/C号]→[SEARCH]→[MONITOR]→[STEP+]→[新常数值]→[WRITE]说明:<1>监视定时器/计数器线圈状态<2>显示需要修改的常数如果修改正在使用的常数,其值将在计时或计数达到后才修改跳步回路中程序部分的元件,无法用寻找功能发现.(5) 修改常数表数据此操作用于修改F2系列 PC的 T/C常数表数据寄存器内容,可在运行ROM程序时修改T/C的设定值.键盘操作如下:[CLEAR] [指定元件号] [END]→ [WRITE]→ [新常数值]→ [WRITE]→ [STEP+]↑__________________________________________↓说明:<1> 从数据寄存器中的原有值.<2> 显示数据寄存器的原有值.<3> 将新值写入数据寄存器.<4> 显示下一个元件号.如需要改动,则再次按[WRITE].当程序清零时,常常数表数据被删除.5. EEPROM程序的传送及比较PC必须处于"停止"状态. 编程器处于"PROGRAM"状态.(1) 操作准备<1> PC必须停电.<2> 卸掉 PC单元中的 ROM防护盖.<3> 插入 EEPROM卡盖.<4> 插入编程器并置状态开关为 PROGRAM方式.(2) 将程序从 RAM→EEPROM写入EEPROM 卡上的 M.PROTECT开关置 OFF.键盘操作如下:[CLEAR]→[STEP]→[8][0][9]→[WRITE]→[WRITE]写入时间约 20S/1K或 40S/2K(3) 将程序从 EEPROM→RAM读出EEPROM卡上的 M.PROTECT开关可置 ON或 OFF.键盘操作如下:[CLEAR]→[STEP]→[9][0][8]→[WRITE]→[WRITE]程序写入或读出完成后,编程器步号"000".(4) EEPROM←→RAM 程序比较EEPROM卡上的 M.PROTECT开关可置 ON/OFF.键盘操作如下:[CLEAR]→[STEP]→[8][1][9]→[WRITE]→[WRITE] 程序比较正确,则步序号显示"000".。
8-三菱FX-20P型手持式编程器PPT模板

三菱FX-20P型手持式编程器的使用技巧
(1)在断电的情况下,插拔手持编程器的连接电缆,这样既能保护PLC和编程器,又能延长其 使用寿命。
三菱FX-20P型手持式编程器编程与操作
利用三菱FX-20P型手持式编程器对PLC编程,不管是联 机方式还是脱机方式,基本编程操作相同。如将图5-56所示 的梯形图程序写入到PLC中,可进行如下操作。
图5-56 梯形图
1.程序写入 写入程序之前,要将PLC内部存储器的程序全部清除。步骤如下:
→ → → RD/
图5-57 FX-20P型手持式编程器
三菱FX-20P型手持式编程器面板功能介绍
(1)液晶显示屏 FX-20P简易编程器的液晶显示屏只能同时显示4行,每行16个字符,在编程操作时,显示屏上显 示的内容如图5-58所示。
(2)键盘
图5-58 液晶显示屏
键盘由35个按键组成,包括功能键、指令键、元件符号键和数字键。
RD → OUT → Y → 0 → GO • 根据指针读出:如要读出P2的指令,操作步骤如下:
RD → P → 2 → GO • 根据元件读出:如要读出Y000的元件,操作步骤如下:
RD → SP → Y → 0 → GO
三菱FX-20P型手持式编程器编程与操作
(4)插入程序 插入程序操作是根据步序号读出程序,在指定的位置上插入指令。如要在5步前插入指令ANI
WR
RD/ WR
NOP
读写A → GO → O成批写入三菱FX-20P型手持式编程器编程与操作
FX的编程器和编程软件使用方法

W
▲
3)元件的写入。 元件的写入。
LD BIN K2X D
M8000 19 010 0
在基本指令和功能指令输入中,往往要涉及元件的写入, 在基本指令和功能指令输入中,往往要涉及元件的写入, 例如要写入功能指令MOV ZD1时 变址存储器Z 例如要写入功能指令MOV K1 X10 ZD1时,变址存储器Z附加 在元件号上一起输入,其操作方法是:[写入功能] → FNC → 在元件号上一起输入,其操作方法是: 写入功能] 1 → 2 → SP → K → 1 → X→ 1 → 0 → Z → SP → D GO。 → 1 → GO。
a)根据步序读出 b)根据指令读出 c)根据指针读出 d)根据元件读出 程序读出的基本操作
3、程序修改
包括程序的改写、删除、 包括程序的改写、删除、插入等操作 (1) 程序改写 指令输入过程中修改基本操作如图5 所示。 1) 指令输入过程中修改基本操作如图5-6所示。
2、编程软件 三菱MELSEC MEDOC编程软件 MELSEC三菱MELSEC-MEDOC编程软件
这是在DOS操作系统上运行的编程软件。目前已不使用。 这是在DOS操作系统上运行的编程软件。目前已不使用。 DOS操作系统上运行的编程软件
FX20P编程器的使用方法

FX20P编程器的使用方法一、概述FX20P的特点1)、液晶画面;2)、监视PLC的各个设备(输入输出的信号);3)、具有存储、编程、及修改程序的作用,适用于维修和调试。
二、关于FX20P编程器的使用方法示例一:怎样将计算机的三菱程序文件写入到手持编程器FX20P中a、三菱PLC的初始设置Ⅰ、引入电源接至PLC电源端子上。
POWER指示灯亮(绿色)。
Ⅱ、将内附RUN/STOP开关(编程插口上方),拨至“STOP”位置,若正常,则将电源插头拔掉。
b、计算机与三菱PLC的通信线路采用一根RS232C——SC-O9通信电缆,9芯插头与计算机的输出端RS232C的COM1或COM2相连,25芯插头与RS422——FX-20P-CADP 的25芯插头相连,FX-20P-CADP的8芯插头与三菱PLC的插口相连,(注意:插头的槽口方向)至此通信线路完成。
这时,将三菱PLC电源插头插上。
c、程序的写出打开计算机中三菱程序文件,点击主菜单中“PLC”选项,出现图c-1子菜单。
c-1点击图c-1子菜单中的“传送”选项,出现图c-2子菜单。
c-2点击图c-2子菜单中的“写出”选项,出现图c-3的对话框。
c-3点击一下“确认”键,出现图c-4的提示栏。
c-4ac-4b出现图c-4a 时,表明此时计算机中的三菱程序文件正写入到三菱PLC 中。
出现图c-4b 时,表明此时将计算机中的三菱程序文件与写入到三菱PLC 的程序进行核对,如果核对没有问题,则将不再出现对话框。
d 、程序的读入双击计算机桌面上的三菱快捷方式,出现图d-1的主菜单。
d-1点击主菜单中“PLC”选项,出现图d-2的子菜单。
d-2 点击图d-2子菜单中的“程序读入”选项,出现图d-3的对话框。
d-3的提示栏。
当图d-3提示栏消失时,屏幕上出现你所输入到三菱PLC 中的程序,这时你可人工核对下,看是否有错误。
的 8芯插头拔掉,AC 、 PLC 之间的连接电缆。
FX-20编写式编程器器的使用

(一)HPP的组成与操作面板1 HPP的组成HPP由液晶显示屏(16字符ⅹ4行,带后照明)、ROM写入器等模块接口、安装存储器卡盒的接口,以及专用的键盘(功能键、指令键、软元件符号键、数字键)。
HPP配有FX-20P-CAB电缆(适用于FX2系列PLC)或FX-20P-CABO电缆(适用于FX0系列PLC),用来与PLC连接;还有系统的存储卡,用来存放系统软件(在系统软件修改版本时更换);其它如ROM写入器模块、PLC存储器卡盒等均为选用件。
2 HPP的操作面板(1)功能键功能键有三个:[RD/WR](读出/写入)、[INS/DEL](插入/删除)、[MNT/TEST](监视/测试)。
每个功能键均有两个功能并交替起作用:按一次时选择第1功能;再按一次,则选择第2功能。
(2)其它键其它键[OTHER],在任何状态下按该键,将显示方式项目单(菜单)选择画面。
安装ROM写入器模块时,在脱机方式项目单上进行项目选择。
(3)清除键[CLEAR] 如果在按[GO]键以前(确认前)按此键,则清除键入的数据。
此键也可以用于清除错误信息,恢复原来的画面。
(4)帮助键[HELP] 显示功能指令一览表;在监视时,进行十进制数和十六进制数的转换,起到键输入时的辅助功能。
(5)空格键[SP] 在输入时,用该键指定软元件的编号和常数。
(6)步序键[STEP] 设定步序号时。
(7)光标键[↑]、[↓] 用此键来移动光标和提示符,指定当前元件的前一个或后一个地址号元件,作行滚动。
(8)执行键[GO] 此键用于指令的确认、执行,显示后面的画面(滚动)以及再检索。
110(9)指令、元件符号及数字键共24个,都是双功能(指令/元件符号及数字)复用键,用于程序的输入、读出或监视。
两种功能是根据当前所执行的操作自动进行切换,其中元件符号Z/V、K/H、P/I交替起作用(反复按键时互相交替切换)。
(二)HPP的操作过程HPP的操作过程主要包括:操作准备、方式选择、编程、监视与测试等。
FX-20P-E手持编程器使用
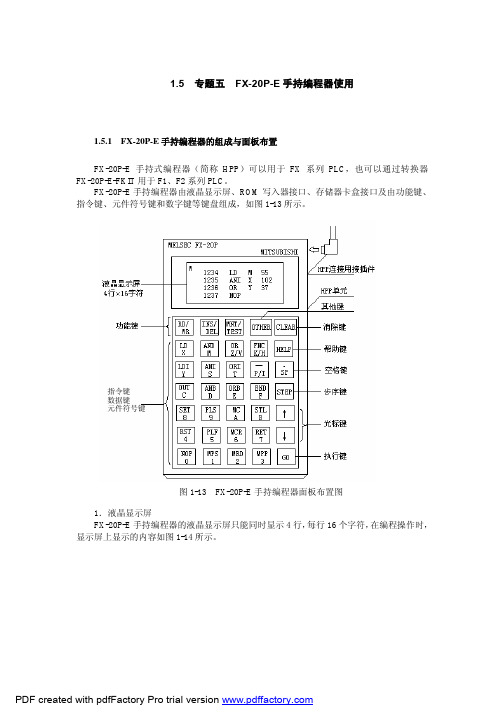
1.5专题五FX-20P-E手持编程器使用1.5.1 FX-20P-E手持编程器的组成与面板布置FX-20P-E手持式编程器(简称HPP)可以用于FX系列PLC,也可以通过转换器FX-20P-E-FKIT用于F1、F2系列PLC。
FX-20P-E手持编程器由液晶显示屏、ROM写入器接口、存储器卡盒接口及由功能键、指令键、元件符号键和数字键等键盘组成,如图1-13所示。
指令键数据键元件符号键图1-13FX-20P-E手持编程器面板布置图1.液晶显示屏FX-20P-E手持编程器的液晶显示屏只能同时显示4行,每行16个字符,在编程操作时,显示屏上显示的内容如图1-14所示。
图1-14液晶显示屏液晶显示屏左上角的黑三角提示符是功能方式说明,介绍如下:R(Read):读出;W(Write):写入;I(Insert):插入;D(Delete):删除;M(Monitor):监视;T(Test):测试。
2.键盘键盘由35个按键组成,包括功能键、指令键、元件符号键和数字键。
(1)功能键:[RD/WR],读出/写入;[INS/DEL],插入/删除;[MNT/TEST],监视/测试。
各功能键交替起作用:按一次时选择第一个功能;再按一次,选择第二个功能。
(2)其它键[OTHER]。
在任何状态下按此键,显示方式菜单。
安装ROM写入模块时,在脱机方式菜单上进行项目选择。
(3)清除键[CLEAR]。
如在按[GO]键之前(确认前)按此键,则清除键入的数据。
此键也可以用于清除显示屏上的出错信息或恢复原有的画面。
(4)帮助键[HELP]。
显示应用指令一览表。
在监视时,进行十进制数和十六进制数的转换。
(5)空格键[SP]。
在输入时,用此键指定元件号和常数。
(6)步序键[STEP]。
用此键设定步序号。
(7)光标键[↑]、[↓]。
用此键移动光标和提示符,指定当前元件的前一个或后一个元件,作行滚动。
(8)执行键[GO]。
此键用于指令的确认、执行,显示后面的画面(滚动)和再搜索。
FX-20P-E型手持式编程器的使用方法.doc
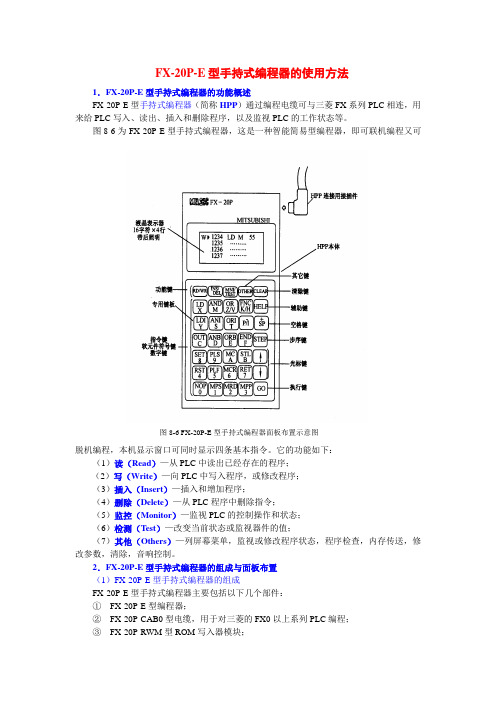
FX-20P-E型手持式编程器的使用方法1.FX-20P-E型手持式编程器的功能概述FX-20P-E型手持式编程器(简称HPP)通过编程电缆可与三菱FX系列PLC相连,用来给PLC写入、读出、插入和删除程序,以及监视PLC的工作状态等。
图8-6为FX-20P-E型手持式编程器,这是一种智能简易型编程器,即可联机编程又可图8-6 FX-20P-E型手持式编程器面板布置示意图脱机编程,本机显示窗口可同时显示四条基本指令。
它的功能如下:(1)读(Read)—从PLC中读出已经存在的程序;(2)写(Write)—向PLC中写入程序,或修改程序;(3)插入(Insert)—插入和增加程序;(4)删除(Delete)—从PLC程序中删除指令;(5)监控(Monitor)—监视PLC的控制操作和状态;(6)检测(Test)—改变当前状态或监视器件的值;(7)其他(Others)—列屏幕菜单,监视或修改程序状态,程序检查,内存传送,修改参数,清除,音响控制。
2.FX-20P-E型手持式编程器的组成与面板布置(1)FX-20P-E型手持式编程器的组成FX-20P-E型手持式编程器主要包括以下几个部件:①FX-20P-E型编程器;②FX-20P-CAB0型电缆,用于对三菱的FX0以上系列PLC编程;③FX-20P-RWM型ROM写入器模块;④FX-20P-ADP型电源适配器;⑤FX-20P-CAB型电缆,用于对三菱的其他FX系列PLC编程;⑥FX-20P-FKIT型接口,用于对三菱的F1、F2系列PLC编程。
其中编程器与电缆是必须的,其它部分是选配件。
编程器右侧面的上方有一个插座,将FX-20P-CAB0电缆的一端输入该插座内(见图8-6),电缆的另一端插到FX0系列PLC的RS-422编程器插座内。
FX-20P-E型编程器的顶部有一个插座,可以连接FX-20P-RWM型ROM型写入器,编程器底部插有系统程序存储器卡盒,需要将编程器的系统程序更新时,只要更换系统程序存储器即可。
FX-20P-E手持编程器的操作
(3)修改T、C设定值 元件监视或导通检查后,转到测试功能, 可修改T、C的设定值。基本操作如图4-39 所示。
图4-39
修改T、C设定值的基本操作
若将T5的设定值K300修改为K500,其操 作如下:
若将T10的设定值D123变更为D234,其操 作如下:
将第251步的OUT T50指令的设定值K1234 变更为K123,其操作如下:
③ HPP本身RAM中的程序是由HPP内置 的大电容器来供电的,但它离开主机后程 序只可保存3天(须与主机连接超过一个小 时以上),3天后程序会自然消失。
④ HPP内置的RAM可与PLC主机的RAM 存储盒的8KB RAM/EPROM/EEPROM相 互传输程序,也可传输至HPP附加的ROM 写入器内(需要时另外购买FX-20P– RWM)。
(1)根据步序号读出 指定步序号,从PLC用户程序存储器中读 出并显示程序的基本操作如图4-26所示。
图4-26
根据步序号读出的基本操作
例如,要读出第55步的程序,其操作步骤 如下:
(2)根据指令读出 指定指令,从PLC用户程序存储器中读出 并显示程序的基本操作如图4-27所示。
图4-27
根据指令读出的基本操作
(2)离线时的工作方式选择
在离线方式下,按OTHER键,即进入工作方式选择的 操作,可供选择的工作方式共有7种,其中:PROGRAM CHECK(程序检查);PARAMETER(对PLC的用户程序 存储器容量进行设置);XYM..NO.CONV.(修改X, Y,M的元件号);BUZEER LEVEL(蜂鸣器的音量调节) 与ON LINE相同。但在OFF LINE时它只对HPP内的 RAM有效。
(3)如何设定密码 必须在ONLINE 下按OTHER 键,将光标 移至4.PARAMTER,按GO键,此时出现 “DEFAULT SETTING YES▋NO”,再 按GO键,出现“2K-STEP …”,再按GO 键,又出现“ENTRY CODE▋ENTER DELETE”,
FX-20P-E型手持式编程器的使用方法.doc
FX-20P-E型手持式编程器的使用方法1.FX-20P-E型手持式编程器的功能概述FX-20P-E型手持式编程器(简称HPP)通过编程电缆可与三菱FX系列PLC相连,用来给PLC写入、读出、插入和删除程序,以及监视PLC的工作状态等。
图8-6为FX-20P-E型手持式编程器,这是一种智能简易型编程器,即可联机编程又可图8-6 FX-20P-E型手持式编程器面板布置示意图脱机编程,本机显示窗口可同时显示四条基本指令。
它的功能如下:(1)读(Read)—从PLC中读出已经存在的程序;(2)写(Write)—向PLC中写入程序,或修改程序;(3)插入(Insert)—插入和增加程序;(4)删除(Delete)—从PLC程序中删除指令;(5)监控(Monitor)—监视PLC的控制操作和状态;(6)检测(Test)—改变当前状态或监视器件的值;(7)其他(Others)—列屏幕菜单,监视或修改程序状态,程序检查,内存传送,修改参数,清除,音响控制。
2.FX-20P-E型手持式编程器的组成与面板布置(1)FX-20P-E型手持式编程器的组成FX-20P-E型手持式编程器主要包括以下几个部件:①FX-20P-E型编程器;②FX-20P-CAB0型电缆,用于对三菱的FX0以上系列PLC编程;③FX-20P-RWM型ROM写入器模块;④FX-20P-ADP型电源适配器;⑤FX-20P-CAB型电缆,用于对三菱的其他FX系列PLC编程;⑥FX-20P-FKIT型接口,用于对三菱的F1、F2系列PLC编程。
其中编程器与电缆是必须的,其它部分是选配件。
编程器右侧面的上方有一个插座,将FX-20P-CAB0电缆的一端输入该插座内(见图8-6),电缆的另一端插到FX0系列PLC的RS-422编程器插座内。
FX-20P-E型编程器的顶部有一个插座,可以连接FX-20P-RWM型ROM型写入器,编程器底部插有系统程序存储器卡盒,需要将编程器的系统程序更新时,只要更换系统程序存储器即可。
第三课题编程器的使用(第三课题,第四课题任选一)

元件的监测操作 修改T、C、D、Z、 V的当前值
◆ 学生按以下要求练习
◆将梯形图编译成指令,输入进PLC;
◆掌握查找元件,查找指令的操作方法;
◆掌握插入指令,逐条删除和部分删除指令的方法;
◆掌握监视元件,强制元件Y、M闭合和断开的方法;
◆ PLC运行时修改元件T、C的参数; ◆掌握清屏的方法; ◆按上述要求练习右图的梯形图。
有指令助记符和一个元件
LD X0、OUT Y0
按LD X 0 GO
混合元件T ,C
如OUT T0 K100
按OUT T0 SP K 100 GO
功能指令写入
按FNC键后,再输入功能指令号 返回
按SP键,输入元件或常数
输完后,按GO键结束
监视功能操作M 导通检查操作
元件的监测T
主要是指编程器对用户程序中位元件的触点和线圈进行强制置位或复 位,以及对参数的修改。
强制元件ON/OFF 先对元件进行监视操作,然后 对元件进行监测操作。 对元件Y3进行强制ON/OFF, M SP Y3 GO; T SET RST。 对元件进行监视操作;然后进 行监测操作,此时可对元件T、 C、D、V、Z的当前值进行修 改。监视M SP T0 GO, 监测T SP K(或H) 输入T0新的当前值 GO。
部分删除指令操作
按STEP 起始步序 号 SP STEP 终止步序号 GO
监视操作M
监视用户程序中元件的导通,以 及T、C元件当前值的变化
按功能键MNT/TEST, 出现监视功能M
按SP键,输入要监视的元 件符号及元件号,按GO键 。
元件的监视操作
如:SP Y0 GO。元件前 面出现▌阴影,表示该元件 处于ON状态 使显示屏上出现监视功能M 则程序中所有指令处于监视 状态,指令中出现▌阴影, 表示该元件处于ON状态。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FX-20P编程器的常用功能使用
FX-20P手持编程器(Handy Programming Panel,简称HPP)用于FX系列PLC,FX-20P有联机(OnLine)和脱机(Offline)两种操作方式。
开机显示:
PROGRAM MODEM
ONLINE (PC) 联机;
OFFLINE (HPP) 脱机;
一、HPP操作面板
①功能键【RD/WR】,读出/写入;【INS/DEL】,插入/删除;【MNT/TEST】,监视/测试;各功能键交替起作用,按一次时选择第一个功能,再按一次,则选择第二个功能。
②其它键【OTHER】,在任何状态下按此键,显示方式菜单(项目单)。
安装ROM 写入模块时,在脱机方式菜单上进行项目选择。
③清除键【CLEAR】,如在按【GO】键前(即确认前)按此键,则清除键入的数据。
此键也可以用于清除显示屏上的出错信息或恢复原来的画面。
④帮助键【HELP】,显示应用指令一览表。
在监视时,进行十进制数和十六进制数的转换。
⑤空格键【SP】,在输入时,用此键指定元件号和常数。
⑥步序键【STEP】,用此键设定步序号。
⑦光标键【↑】、【↓】,用此键移动光标和提示符,指定当前元件的前一个或后一个元件,作行滚动。
⑧执行键【GO】,此键用于指令的确认、执行,显示后面的画面(滚动)和再搜索。
⑨指令、元件号、数字键,上部为指令,下部为元件符号或数字。
上、下部的功能是根据当前所执行的操作自动进行切换。
下部的元件符号【Z/V】、【K/H】、【P/I】交替起作用。
二、HPP主要功能操作
手持编程器HPP复位:RST+GO;
程序删除:PLC处于STOP状态。
逐条删除:读出程序,逐条删除用光标指定的指令或指针,基本操作:【读出程序】→【INS】→【DEL】→【↑】、【↓】
→【GO】。
指定范围的删除:【INS】→【DEL】→【STEP】→【步序号】
→【SP】→【STEP】→【步序号】→【GO】。
元件监控:【MNT】→【SP】→【元件符号】→【元件号】→【GO】
→【↑】、【↓】。
强制ON/OFF:PC状态:RUN、STOP
元件的强制ON/OFF,先进行元件监控,而后进行测试功能。
【MNT】→【SP】→【元件符号】→【元件号】→【GO】→【TEST】→【SET】/【RST】。
其中【SET】为强制ON,【RST】为强制OFF。
注意:在PLC为RUN运行时,可能会使强制失效,为验证强制输出,
最好PLC为STOP。
程序的写入:【RD/WR】→【指令】→【元件号】→【GO】。
计时器写入:【RD/WR】→【OUT】→【T××】→【SP】→【K】→【延时时间值】→【GO】。
程序的插入:PLC处于STOP状态。
读出程序→【INS】→指令的插入→【GO】。
联机方式菜单有7个项目:
方式切换、程序检查、存储盒传送、参数设置、元件变换、蜂鸣器音量调整、锁存清除。
1、方式切换:由联机方式切换到脱机方式。
按【GO】键,进行联机→脱机方式切换。
按【CLEAR】键返回方式菜单。
2、程序检查:程序检查时,分“有错”和“无错”两种情况。
有错时,显示有错的步序号,出错信息和出错代码。
有错或无错时,只要按【CLEAR】或【OTHER】键,则显示方式菜单。
3、存储盒的传送:PLC停止状态;
用【↑】、【↓】键,使光标对准所选项目,然后按【GO】。
说明:
FXROM→EEPROM时,应将EEPROM盒内的保护开关置于OFF;
4K或8K的程序,不能从存储盒传送到内部RAM(显示“PC PARA.ERROR)。
正确传送后,显示“COMPLETED”。
4、参数设定:
参数设定包括:缺省值(DEFAULT values)、存储器容量、锁存范围、文件寄存器的设定和关键字登记。
5、元件变换:PLC停止状态;
此操作可以在同一类元件内进行元件号变换。
执行此操作时,程序中的该元件号全部被置换(包括在END指令后的该元件号)。
6、蜂鸣器音量调整:PLC停止状态;
利用【↑】、【↓】键调整显示条的长度,条越长,音量越大,音量分10级,用【OTHER】或【CLEAR】键,返回方式菜单。
7、锁存清除:PLC停止状态;
注意:程序存储器为EPROM时,此操作不能用来进行文件寄存器的清除。
程序为EEPROM时,存储器保护开关处于OFF位置,才能进行文件寄存器的清除。
文件寄存器以外的元件,无论存储器的形式为RAM、EPROM、EEPROM中任何一种,其锁存清除均有效。