西门子刀库管理应用实例指南
Siemens数控系统之刀库管理详解(二)...
Siemens数控系统之刀库管理详解(二)...标签:无标签Siemens数控系统之刀库管理详解(二)设置刀库管理相关数据MD 18080: MM_TOOL_MANAGEMENT_MASK=1H仅激活刀库管理功能,先别看其它功能!呵呵,后面会介绍。
MD 18082: MM_NUM_TOOL=10刀具数量,实际是刀库刀位数量MD 18084: MM_NUM_TOOL_MAGAZINE=3定义刀库数量,包括刀库,缓冲区,装载点,所以是3个。
而且每个刀库在刀库管理中都有编号:•真实刀库在刀库管理中的刀库号是:1•所谓缓冲区,指的是主轴,链式刀库的机械手,其在刀库管理中的刀库号是:9998•装载点,装/卸刀具的位置,很多链式刀库在刀库侧会有单独的操作站,用于装/卸刀具和手动控制机械手等。
装载点在刀库管理中的刀库号是:9999MD 18086: MM_NUM_MAGAZINE_LOCATION=15总的刀位数量(包括刀位10,手爪2,主轴1,装刀位2)MD 20310: TOOL_MANAGEMENT_MASK=1H激活通道的刀库管理功能,即在这个通道使用刀库管理功能,如果是多通道系统,有的通道可以使用刀库管理,另外的通道不使用。
MD 22550: TOOL_CHANGE_MODE换刀方式•对于车床刀塔,MD22550=0,刀具数据换刀后立即生效•对于链式刀库/矩阵式刀库,MD22550=1,刀具数据在执行MD22560定义的M代码后生效。
MD 22560: TOOL_CHANGE_M_MODE激活刀具数据的M代码,默认是6,即若MD22550=1,执行M6后,刀具数据才生效。
系统分类: 电机传动 | 用户分类: 数控资料 | 来源: 整理。
SiemensNC刀库管理
西门子810D/840D/840Di都可以使用刀库管理功能。
此课程以链式刀库为例,只介绍其中关于装刀,卸刀,找刀,换刀等基本操作,及相关的数据设定和PLC编程。
实验环境:SINUMERIK840D3个进给轴—X,Y,Z刀库轴—A (Index 轴)1个主轴—C选件:刀库管理6FC5251-0AB12-0AA0MD 18080: MM_TOOL_MANAGEMENT_MASK=1H 激活刀库管理功能MD 18082: MM_NUM_TOOL=10 刀具数量MD 18084: MM_NUM_TOOL_MAGAZINE=3 定义刀库数量MD 18086: MM_NUM_MAGAZINE_LOCATION=15 刀位数量(包括刀位10,手爪2,主轴1,装刀位2) MD 18100: MM_NUM_CUTTING_EDGES_IN_TOA= 刀沿数量MD 18106: MM_MAX_CUTTING_EDGE_PERTOOL 每把刀具刀沿的数量MD 20310: TOOL_MANAGEMENT_MASK=1H 激活刀库管理功能MD 20320: TOOL_TIME_MONITOR_MASKMD 22550 TOOL_CHANGE_MODE 换刀方式MD 22560 TOOL_CHANGE_M_MODE 激活刀沿的M代码将A轴设置为INDEX轴:MD 30501: $MA_INDEX_AX_NUMERATOR=360度MD 30502: $MA_INDEX_AX_DENOMINATOR=10(对应10个刀位)MD 30500: $MA_INDEX_AX_ASSIGN_POS_TAB=3MD 30505: $MA_HIRTH_IS_ACTIVE=1在PLC中使用FC18控制刀库轴运行,模拟找刀,换刀等刀库动作刀库基本设置(10把刀具的链式刀库,无大小刀管理):1. START-upÆTool managementÆMagazineÆNewÆ在Name项中输入”my_mag”Æ回车ÆType项选择”Chain magazine”Æ在Locations项中输入10回车ÆOK 2. Location typesÆNewÆ在Name项中输入”my_loc”ÆHeight项”2”ÆWidth项”2”ÆOK 3. Buffer locationsÆNewÆ在Name项中输入”my_spi”ÆType项选择SpindleÆOKÆNewÆ在Name项中输入”gri_1”Æ Type项选择GripperÆOKÆ NewÆ在Name项中输入”gri_2”Æ Type项选择GripperÆOKÆ选择gri_1Æ光标移动到Assign to spindle项ÆAssign spindleÆ选择gri_2Æ光标移动到Assign to spindle项ÆAssign spindle4. Magazine configure.ÆNewÆ在Name项中输入”my_test”ÆOKÆLoc. Type项选择”my_loc”ÆFrom loc.项输入”1”ÆTo loc.项输入”10”ÆAssignÆGenerate conf.fileÆLoad conf. FileÆ LoadÆ选择自动方式Æ按程序启动(MD20700=0)系统将配置转换成工件程序,然后执行装入,装载成功后自动删除该工件。
Siemens数控系统之刀库管理详解(三)...

Siemens数控系统之刀库管理详解(三)...标签:无标签Siemens数控系统之刀库管理详解(三)在PCU50上配置刀库刀库基本设置(10把刀具的链式刀库,无大小刀管理):•1.创建刀库(刀库类型和刀位数量)Start-up(HSK6)–>T oolmanagement(HSK8)–>Magazine(HSK1)–>New(VSK4)–>在Name 项中输入”my_mag”–>回车–>Type项选择”Chain magazine”–>在Locations项中输入10回车–>OK–>按”Create PLC data”(VSK2)–>按返回键–>NCK reset(VSK4)•2.创建buffer创建主轴bufferBuffer locations(HSK2)–>New(VSK4)–>在Name项中输入”my_spi”–>Type项选择Spindle–>OK–>用光标键切换到”Distances to magazines”窗口,在”Distance to change location”项中输入”0″–>Assign magazine(VSK6)创建手爪1bufferNew–>在Name项中输入”gri_1″–> Type项选择Gripper–>OK–>用光标键切换到”Assign to spindle”窗口的”Assign to spindle”项–>Assign spindle(VSK2)–> 用光标键切换到”Distance to magazines”窗口的”Distance to change location”项,输入0 –>Assign magazine(VSK6)创建手爪2bufferNew–>在Name项中输入”gri_2″–> Type项选择Gripper–>OK–>用光标键切换到”Assign to spindle”窗口的”Assign to spindle”项–>Assign spindle(VSK2)–> 用光标键切换到”Distance to magazines”窗口的”Distance to change location”项,输入0 –>Assign magazine(VSK6)•3.创建装载点已有一名为”Manual loading point”装载点,为了跟PLC程序例配合,再建个装载点。
西门子840D刀库管理功能在FMH800加工中心中的应用
西门子840D刀库管理功能在FMH800加工中心中的应用比较了两种刀库管理功能,介绍了西门子840D刀库管理功能的优势,阐述了使用西门子840D刀库管理实现自动换刀功能的主要过程。
调试完成之后,恢复了自动换刀功能,刀库管理界面友好,刀库系统运行正常,提高了换刀效率,缩短了整体加工时间,为正常生产提供了有效的保障。
标签:840D;刀库管理;自动换刀引言友嘉卧式加工中心FMH800是江西洪都航空工业集团有限责任公司的重要设备,采用SINUMERIK 840D pl控制系统。
机床仅配置了链式刀库和机械手换刀装置,刀库容量60把,但机床并未配置自动换刀的NC/PLC控制程序,从该机床开始使用以来,一直使用手动换刀。
在零部件的加工过程中需要多次手动更换刀具,从而导致换刀效率低下。
为了提高换刀效率,缩短整体加工时间,我公司决定恢复其自动换刀功能。
1 自动换刀方案选择1.1 传统刀库管理功能传统刀库管理功能(即用户编写的刀库管理功能)可分为三部分:人机界面,备刀(刀库的运动),换刀(机械手的运动)。
由于西门子840D系统具有良好的开放性,允许机床厂家将自己的专有技术加入到系统当中,并提供适合特殊应用的显示界面、更方便的操作方式、更简单的加工参数调整等功能,使其与标准系统无缝连接。
1.2 西门子840D的刀库管理功能西门子840D提供了标准的刀库管理功能,相比于传统的刀库管理功能,除了具备传统的刀库管理功能外,还具有以下优点:(1)刀库管理适用范围广;(2)换刀灵活;(3)换刀过程透明;(4)实现刀具寿命监控;(5)刀库配置容量大;(6)大小刀管理。
综合比较两个方案,文章决定使用西门子840D的标准刀库管理功能来实现本机床的自动换刀功能。
2 刀库机械手结构与数控系统配置2.1 刀库机械手结构该机床刀库采用带机械手的链式单刀库,可装60把刀具。
液压马达和双速换向阀控制刀库的高低速旋转,机械手由液压驱动。
在刀库侧面配备有單独的换刀机械手手动控制平台。
840D刀库管理中工件计数的使用

刀库管理中工件计数的使用
本文简易叙述了在Siemens 840D刀库管理中如何使用刀具管理的工件计数功能,包括人机界面的设定和SETPIECE的使用。
一、 首先需要对进行工件计数使用到的刀具进行相关设定:
按下键,选择水平软键:
然后选择键可进入刀具表界面:
然后选择需要设定的刀具,在按键可进入刀具细节界面,并在Monitoring type项中选择Quantity(工件计数):
按竖直软键进入监控数据界面:
在Quantity栏中,填入相关数据:
Actual Value(实际使用):按需求填写;
Setpoint Value(起始值):0;
Prewarn. Limit(预警告限制值):按需求填写;
填写完成后,按退出界面。
二、 需要对程序进行相关修改
1)SETPIECE的相关说明
SETPIECE用于更新加工刀具的监控数据,在SETPIECE之前使用过的刀具的监控数据都会被更新。
编程方式:
SETPIECE (x,y)
x-完成工件的数量,范围0-32000
y-主轴标号,0表明为主主轴,通常为0
SETPIECE被执行之后,在其之前的所有刀具的使用次数被减少x。
2)编程示例:
T1 ;预选T1
M6 ;换T1
T2 ;预选T2
…
… ;使用T1加工
M6 ;换T2
…
… ;使用T2加工
SETPIECE(1);进行工件计数,所有刀具T1,T2使用次数减1
M2。
Siemens数控系统之刀库管理详解(四)...
Siemens数控系统之刀库管理详解(四)...标签:无标签Siemens数控系统之刀库管理详解(四)刀库管理之装刀功能的实现装载刀具是操作者将加工所需要的并在刀具调整站已测量好的刀具,按照一定的顺序插入刀库的步骤。
通常来说,在机床的刀库侧,应该有个用于刀库装刀和卸刀的操作站。
操作站可以是:1.纯按钮站2.使用OP030作为第二操作面板OP030是专门为数控系统设计的操作面板,可以进行Load/Unload操作。
但此面板目前已停产,暂时没有替代型号。
3.使用OP+TCU的配置。
TCU-Thin Client Unit,它是PCU50的Client4.使用第二操作面板,与第一面板完全一样。
当然选择不同的操作站,在具体装刀时的操作顺序,也不尽相同。
在这个例子中,暂时不考虑刀库专用操作站,而是在主操作站上完成装刀操作。
本例中使用的PLC程序:•1.创建PLC项目•2.在程序中添加A I 7.7FP M 100.1S M 100.2CALL FC 8Start :=M100.2TaskIdent :=B#16#1TaskIdentNo:=B#16#2NewToolMag :=DB71.DBW58NewToolLoc :=DB71.DBW60OldToolMag :=0OldToolLoc :=0Status :=1Ready :=M100.0Error :=MW102A M 100.0R M 100.2FC8是PLC与TM(刀具管理)交换信息的PLC程序块。
简单地说,刀库管理实际上就是显示刀库的实际状态,而它并不知道PLC做了什么动作,所以就要求你–PLC编程人员,在完成每个换刀步骤后通知TM(刀具管理):我完成了这一步,你需要更新数据。
换者说,TM是根据你用FC8给的信息去更新刀库的数据和状态。
所以,掌握了FC8的使用方法就会调试刀库管理了。
简单吧。
另外,DB71和DB72是刀库管理与PLC之间的接口信号,其中DB71是装刀、卸刀、重新分配刀位的接口;DB72是换刀的接口。
SIEMENS+840D刀具管理功能在17轴KOLB加工中心上的应用 (1)
SIEM ENS 840 D刀具管理功能在1 7轴 KO LB加工中心上的应用
‘ 胡国清 (武汉华中自控技术发展有限公司,湖北武汉430077)
摘要:讲述了应用西门子840D数控系统刀具管理功能实现KOLB加工中心刀具管理的方法,分别就主要 机床参数、刀库配置、NC编程和PLC编程进行了说明。
24
2
装卸库u4
U4
5
抽屉式
24
2
虚拟手动库
U5
6
抽屉式
20
缓冲区 装载点
VT2500一BUFFER Load—location
/ 9998 / 9999
4 1
1
//
其中缓冲区和装载点的刀库号为系统内定,只需 对其各刀位特性进行定义即可。
为了管理各种类型的刀具,将刀位类型分为普通、 宽刀、长刀、超大刀具和附件共5种,以适应相应的刀 具存放,其中宽刀、长刀和超大刀具类型刀位均可存放 普通刀具,前4种刀位之间存在优先级。宽刀不能放 在刀库两端的刀位上,长刀只能放在上层刀位中,附件 只能放在附件刀位中。
DBX2.3
21
异步传输Relocate:El_主轴1
DBX2.4
22
异步传输Relocate:El-÷主轴2
DB)(2.5
23
异步传输Relocate:E2一主轴l
DBX2.6
24
异步传输Relocate:主轴1一El
DBX2.7
25
异步传输Relocate:主轴I—E2
DB)。.0
26
异步传输Relocate:主轴2一El
MDl8082——刀具数量:150把,最多600把。 MDl8084——刀库数量:8个,最多32个。 MDl8086——刀位数量:120个,最多600个。 MDl8100——每个TOA域中刀沿数量:500,最大 值=MDl8082xMDl8106。 MD201 lo——复位功能模式,它有18位,决定NC 复位后的各功能状态。如位6对应刀具偏置,结合 MD20120和MD20130等参数决定刀具长度补偿在复 位后是否保持有效;位14=1对应基本零偏在复位后 保持有效。 · MD20112——启动功能模式,它有18位,各位与 MD201 10完全一致。 MD22550——新刀具补偿生效方式:1。 MD22560——换刀M功能:6,表示换刀指令为
西门子EasyScreen在臂架专机刀库管理上的应用
下 , 言文本 主要 放在 lg目录下 , 语 n 程序 文 本 主要 放 在
po r j目录 。
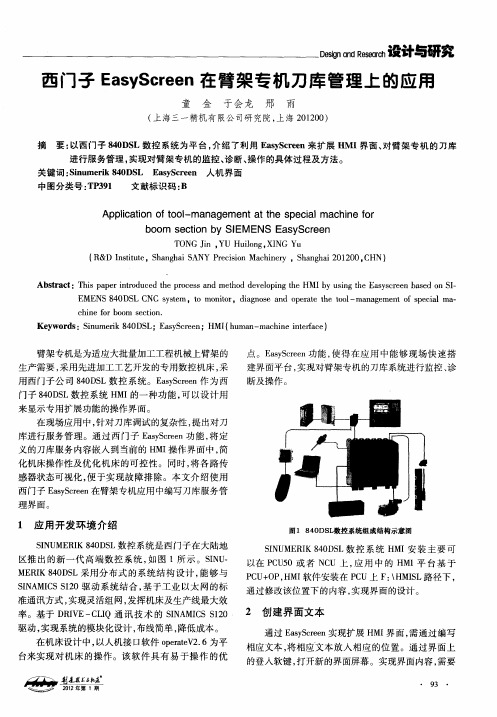
其 中刀库 服务 界面如 图 3所 示 。
3 界 面 设 计
3 1 刀库服 务 的界面 结构 .
刀库服 务界 面主 要 包括 两 种 界 面 : 系统 服 务 主 界 面和 刀库 服 务 界 面 。其 中界 面 之 间 主要 通 过 软键 触 发 , 入 的形 式 相 互 链 接 。通 过 配 置 文 件 essre. 存 ayeen ii n 载人刀 库服务 主 界 面文 件 MA A T CB, 过 编 — U O.O 通
8 0 ’”, 51 8,’ /wr l,a 7 /” DB28 c/ 0. DBX31 .7” 0,70, /1
为刀库服务建立的程序文本为 s y tm, a t o 选项通过对 n.
系统 状态 的监控 , 一旦 系统 准备 条件允 许 , 即可 以通过
・
10 3 / 2 ,0,0 / ) 1 ,0 10 7 10 /
台来实现对机床 的操作。该软件 具有易于操作 的优
相应文本 , 将相应文本放人相应 的位置。通过界面上 的登 入软键 , 开新 的界 面屏幕 。实 现界 面内容 , 要 打 需
’
.
ZU ‘ 平 帚 l
I 删
设计与研究 DI0 Reh en d sc s a 叼 n er
建立 相应 的 程 序 文本 、 言 文 本 、 语 图形 文 件 及 配 置 文 件。 启 动键 触 发 , 过 指 令 L “ O L , snttn”, 通 M( T O ” “ay. oi 1, ) 载人 了新 的界 面 即刀 库 服 务 管 理 的界 面 , 动 刀 启 库 服务 选项 , 进行 刀 臂 运 动控 制 及 对 系 统状 态 和 刀 来
840D刀库管理设定步骤

刀库管理设定步骤本文叙述了使用Siemens 840D HMI ADVANCE的刀库管理功能时,初始设定刀库的具体信息,产生PLC数据文件的方法。
以凸轮24把刀的刀库为例。
1.建立新刀库选择[New],输入Name:CAM_24 选择Type:Chain magazine输入Locations:24 输入Number of lines:1选择[OK]2.建立Buffer选择[New],输入Name:SPDL选择Type:Spindle 选择[OK]选择[New],输入Name:GP_1选择Type:Gripper选择[OK]选择[New],输入Name:GP_2选择Type:Gripper选择[OK]3.分配Buffer分别选择GP_1/Gp_2选择Assign to spindle:SPDL,然后选择竖直软键[Assign spindle]分别选择SPDL/GP_1/Gp_2选择Magazine:CAM_244.选择竖直软键[Assign magazine] 建立Loc.Type.选择[New],输入Name:POT选择Form type:Rectangle选择Hight:2 Wight:2 选择[OK]选择< Name:POT选择竖直软键[Generate hierarchy]5.建立刀库配置选择[New],输入Name:POT_24选择Tool search:Shortest path选择Location search:Current location forward,然后选择[OK]选择Real magazine Name:CAM_24 选择竖直软键[Assign]选择Loc. type:POT选择From loc.:1To loc.:24 选择竖直软键[Assign]6.产生配置文件选择竖直软键[Generate conf. file]选择竖直软键[load conf. file]在Auto方式下,按[Cycle Start] 选择[OK]选择竖直软键[Create PLC data]刀库配置完成。
西门子Sinumerik828D刀具管理功能

按照 DB9902 中定义的表格进行, 或者在一个步骤中的 文对带有西门子刀具管理功能机床的维修和调试有一 刀具管理任务完用于对实际刀具位置后, 通过用户接口 上相应位的 0 /1 脉冲沿发出总应答( DB40xx /42xx DB × 0. 0) 。应答信号存在时, 不可修改此接口的数据, 再将 应答传输至刀具管理后, 此信号由 PLC 固件复位, 复位 可能在多个 PLC 周期后进行。 定 Sinumerik 828D 刀具管理软件使刀具管理
作者: 王大双, 男, 1979 年生, 硕士研究生, 工程师, 已发表论 主要研究方向为西门子数控技术和 PLC 技术, 文 2 篇。 ( 编辑 李 静)
( 收稿日期: 2011 - 06 - 09 ) 文章编号: 120207 如果您想发表对本文的看法, 请将文章编号填入读者意见调查表中的相应位置。
换刀的任务, 刀具管理从这些任务中获取刀具需要进行 的刀位变化, 并将任务交给 PLC, 通过用户接口上相应 位的脉冲沿发出应答, 完成换刀过程。本文就按照程序 执行的顺序来介绍该刀具管理功能在机床的具体应用 过程。数控车削中心刀库上的刀具一般比较少, 且不需 要机械手, 因此其程序比较简单, 但程序编写原理和方 法与其他复杂加工中心的刀库是一样的, 所以本文以带 有转塔刀库数控车床为例说明该功能的应用过程。
构的加工, 其加工精度达到 0. 2 mm 以上。
西门子刀具管理软件的应用探讨
第2卷第4期2009年12月上海电气技术JOU RNAL OF SH ANGH AI ELECTRIC TECH NOLOGYVol.2No.4Dec.2009收稿日期3作者简介陈贤国(55),男,高级工程师,主要从事数控技术的应用,x @文章编号:1674-540X(2009)04-005-04西门子刀具管理软件的应用探讨陈贤国(上海第三机床厂,上海201600)摘要:主要介绍了西门子刀具管理软件对特例刀具、同类刀具或异类刀具在随机换刀、数据刷新和数据管理过程中的应用。
根据应用过程中出现的情况提出了解决的思路,提高了对刀库控制的可靠性。
关键词:随机换刀;特例刀具;同类刀具;异类刀具;数据刷新;数据管理中图分类号:TP 311.52:T G 71文献标识码:AApplication and Rese arch of Too -l managementSoftware for Sieme nsCH EN X ianguo(Shanghai N o.3Machine Tool Works,Shanghai 201600,China)A bstract:Application of intr oducing too-l management for Siemens to special kind of tool,same kind of tool or different kind of tool in the process of r andom tool changing,updating data and data management.Resolving idea is pr ovided according to appear problem pr actically in apply,so control reliability of magazine is improved.K e y words:random tool change;special kind of tool;same kind of tool;differ ent kind of tool;updating data;data management西门子刀具管理软件集成了对刀具/刀库的许多管理功能,这些功能主要有刀具数据/刀库数据显示、刀具数据/刀库数据管理(刀具寿命、刀具磨损和数据补偿)、刀具管理(新刀具搜索、空刀位置寻找、大小刀具交换、装载和卸载),并提供了PLC 基本功能程序,保证了刀具在交换过程中的可靠和安全[1]。
SIEMENS 840D刀具管理参数与变量的应用

SIEMENS 840D刀具管理参数与变量的应用武汉华中自控技术发展有限公司胡国清摘要:刀具管理是加工中心维改过程中经常用到的重要功能,本文就其机床参数的含义与设置、刀具管理有关的系统变量的含义与应用进行详细地阐述。
SIEMENS 840D数控系统可选配刀具管理功能,它具有刀具装载、卸载、重新定位、刀具数据管理、刀具类型管理以及刀位搜索等功能,提供刀具管理数据修改功能FC块和后台数据块作为PLC接口,根据刀库结构形式来组态,灵活方便、功能强大,可适用于转塔式、链式、抽屉式以及多种特殊结构的刀库。
换刀、换附件通过NC编程与PLC编程相结合来实现,NC程序控制相应的轴定位,一定的步骤完成即通知PLC修改刀具管理数据,使其与实际状态始终保持一致。
由于刀库有关数控轴通常分配在第2通道,NC编程时需注意两个通道之间的程序协调。
如果将刀库有关的轴改变为PLC轴,则可以通过PLC程序来控制轴移动,为方便调试及点动操作,可设置单键切换回NC轴。
由于篇幅所限,本文仅就刀具管理功能有关的机床参数和系统变量进行阐述。
1.机床参数MD18080:MM_TOOL_MANAGEMENT_MASK,刀具管理内存(SRAM)区间设定。
该参数为双字(DWORD)数据格式,其中位0~9有定义,分别设定不同的数据区是否有效。
MD18082:MM_NUM_TOOL,NCK能够管理的最大刀具数量。
该参数取值范围为0~600,默认值为30,其设定值应大于或等于实际刀具总数。
MD18084:MM_NUM_MAGAZINE,NCK管理的刀库数量。
该参数取值范围为0~32,默认值为3,刀库数量应包括虚拟刀库、系统内部定义的缓冲区(9998)和装载点(9999)。
MD18086:MM_NUM_MAGAZINE_LOCATION,NCK管理的刀位数量。
该参数取值范围为0~600,默认值为30,其设定值应大于或等于实际刀位总数。
MD18088:MM_NUM_TOOL_CARRIER,可定义的最大刀架数量。
828D刀具管理使用说明

时刻保证每把刀具都在正确的位置上!
Page 2/4
© Siemens AG 2009. All Rights Reserved. Industry Sector
刀具管理包括哪些部分?
▪ HMI: 显示、修改刀补数据; 显示、修改刀库数据; 装载、卸载刀具的对话框。
▪ NCK: 处理手动模式和自动模式下的刀具调用命令; 管理刀具位置; 刀具寿命监控及替换刀具管理;
nck刀具管理hmi程序换刀命令装载卸载手动模式plc固件用户程序作为用户程序与nck刀具管理的接口固化在plc将nck刀具管理指令翻译给用户plc程序动作指令响应信号准备完成应答成应答换刀机构机械动作到位检测信号刀具位置信息接口信号卸载刀具任务
828D刀具管理简介
1. 什么是刀具管理? 2. 刀具管理包括哪些部分? 3. 机床是如何完成换刀动作的? 4. 一些必要的概念 5. PLC接口数据 6. 如何初始化刀具管理? 7. 练习
Internal T number [NCK]
Bit 3
T0
Measure tool
Bit 2
Prepare change
Bit 1
Perf orm change M06/M206
Tool released
刀库管理有刀具准 备/换刀任务发出
Bit 0
Order Fixed location coded
Target Location no [INT] old tool
Location type[INT]
Size left[INT]
Size Right[INT]
Tool w as Tool fixed in use location
coded
西门子刀库管理应用实例指南

西门子刀库管理指南为了达到一次装夹实现多工序加工的目的,现在的数控机床大部份配备了交换刀具系统,这样数控系统需要知道这些刀具的几何尺寸,还有刀具在刀库里的具体位置。
为了适用工厂自动化生产的更高要求,有时还需要对刀具的加工时间或者是加工工件数进行监控,当达到刀具的加工寿命时,系统会提示操作者更换刀具,避免因为刀具的磨损而造成批量废品。
在自动化程度更高的机床上,还可以为一些刀具配备一把或几把类似的刀具,叫做姊妹刀,当某把刀具达到加工寿命时,系统会自动挑选它的姊妹刀来代替,这样能保证加工的连续运行,上述这些功能统称为刀库管理功能,西门子840D系统可以选配刀库管理功能。
在没有刀库管理功能时,系统只是管理刀具数据,主要是刀具的几何尺寸,当需要交换刀具时,系统会通过通道的接口信号通知PLC需要更换的新刀具号,PLC控制刀具换刀动作,当动作完成后,通知NC。
具体接口信号如下:DB21.DBX61.0 T码改变,当NC遇到一个新的T指令时,该信号有效,信号只持续一个 PLC周期。
DB21.DBW118 T码的值,也就是要交换的新刀号的值,该信号在新的刀号来之前一直有效对于机床来说,一般有一个实际存在的刀库,同时根据实际情况,可能有一到两个机械手,至少一个主轴,有的刀库还需要用来装卸刀具的装卸站,系统把实际存在的刀库定义为刀库1,这个刀库里有定义好的刀座数,机械手和主轴定义为虚拟的缓存刀库,刀库号为9998,一般定义主轴为这个刀库里的第一个刀座,其它依次为机械手1,机械手2.....等等,对于装/卸刀具站而言,定义为另外一个虚拟的刀库,刀库号为9999,依据实际情况定义里面的刀座数,一般主轴都能用来装/卸刀具,所以至少算一个刀座。
如下图所示:shop.doc这台机床有一个实际的链式刀库,刀库号为1,里面有16个刀座,有一个主轴和两个机械手卡爪,它们都属于一个虚拟的刀库9998,分别对应为这个刀库里面的刀座1,2和3,还有一个装/卸刀具站,它的刀库号为9999,加上主轴也是一个装/卸刀站,这个刀库有两个刀座,分别为刀座1和2,下面以这个示例来说明刀库管理功能的调试。
Siemens数控系统之刀库管理详解(一)...
Siemens数控系统之刀库管理详解(一)...
签:无标签
Siemens数控系统之刀库管理详解(一)
西门子的刀库管理比较完善,其中包含了刀位管理(包括刀库刀位,机械手,主轴等位置的刀具)、大小刀管理、随机/固定换刀、替代刀具管理、刀具寿命管理、多主轴多刀库管理等等。
但目前国内机床厂使用的不多,因为工程师看资料都觉得比较麻烦,而现在国内经济形势很好,机床市场需求旺盛,大部分机床厂工程师没有时间去花时间研究应用”新”技术。
本着”人人为我,我为人人”的精神,我在这里以链式刀库为例由浅入深地介绍一下西门子的刀库管理,不一定全面,希望能对大家有所启发。
第一个实例比较简单,只介绍刀位管理和固定换刀功能。
分三步调试:
•1.设置刀库管理相关数据
•2.在PCU50上根据实际情况配置刀库
•3.编写PLC程序,实际上使用的是T oolbox中的PLC程序。
第一个例子的介绍将分为:
•1.设置刀库管理相关数据
•2.在PCU50上根据实际情况配置刀库
•3.装刀功能的实现(包括操作和PLC程序)
•4.卸刀功能的实现(包括操作和PLC程序)
•5.重新分配刀位(包括操作和PLC程序)
•6.链式刀库换刀步骤
•7.异步通讯的作用
•8. Toolbox中PLC程序的使用
•9.完整的换刀PLC例程
其中3,4,5单功能的介绍目的是帮助你理解PLC与TM(刀库管理)之间的通讯过程。
经过这个实例的学习,你应该对西门子的刀
库管理的流程有所理解,能看懂T oolbox中其它实例,并有能力在此基础上进行简单地修改。
系统分类: 电机传动 | 用户分类: 无分类 | 来源: 整理。
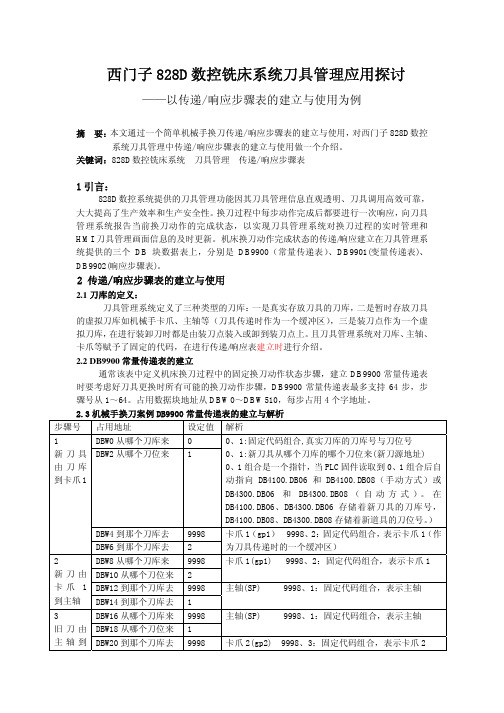
西门子828D数控铣床系统刀具管理应用探讨1
0:新刀无动作
DBB21 要响应的旧刀步骤 4
4:指向 DB9900 常量传递表步骤号 4(即第 4 步,旧刀
具由卡爪 2 到刀库)
DBB22 要响应的状态
105
105:中间步骤,换刀未完成状态响应
7
DBB24 要响应的新刀步骤 1
1:指向 DB9900 常量传递表步骤号 1(即第 1 步,新刀
具由刀库到卡爪 1)
DBB33 要响应的旧刀步骤 0
旧刀具无动作
DBB34 要响应的状态
204
204:刀库旋转状态响应。刀库旋转,处于刀库换刀点
的刀位号发生变化,用 204 进行响应
注:同步响应:PLC 与 NCK 共同完成的状态步。如将卡爪中的新刀具装入主轴时,PLC
负责动作的执行,NCK 同时要执行“读入禁止”功能。待新刀具装入主轴后,可响应换刀 完成,NCK 解除“读入禁止”,开始下一程序段的运行。在一些特殊应用中,卡地址从 DBB0~DBB118(DB9902.DBB0~DB9902.DBB118),
每个响应步占用 3 个字节地址。需要特别指出的是,在“要响应的新刀步骤号”和“要响应
的旧刀步骤号”中填写的数值都可看作一个指针,指向 DB9900 常量传递表或 DB9901 变量
传递表中所定义的某一步进行状态响应。刀具管理系统提供了两类及 5 种不同的响应状态代
在 DB9900 常量传递表和 DB9901 变量传递表中定义了机床换刀和刀库旋转动作的若干
状态步,机床换刀过程中每完成其中的一步,就应向 NC 刀具管理系统响应一次,告知 NC
刀具管理系统当前机床换刀动作进行到的状态,同时进行 HMI 刀具管理信息画面的更新。
机床换刀和刀库旋转时的动作状态响应建立在 DB9902 响应步骤表中,最多可建立 30 个响
西门子机床车间资源管理软件应用介绍
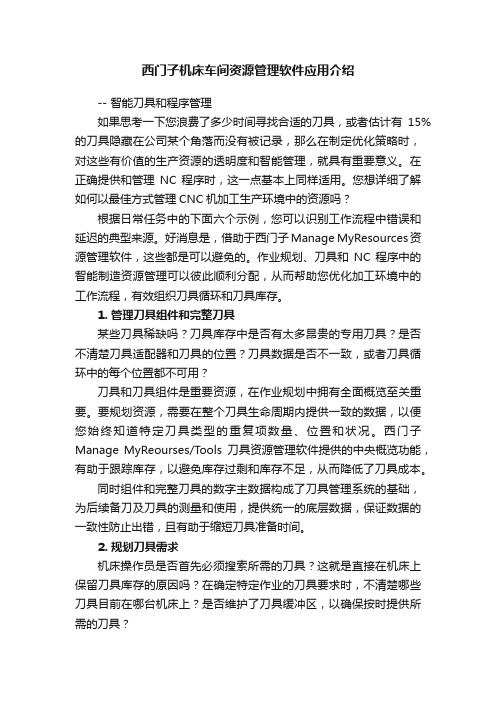
西门子机床车间资源管理软件应用介绍-- 智能刀具和程序管理如果思考一下您浪费了多少时间寻找合适的刀具,或者估计有15%的刀具隐藏在公司某个角落而没有被记录,那么在制定优化策略时,对这些有价值的生产资源的透明度和智能管理,就具有重要意义。
在正确提供和管理NC 程序时,这一点基本上同样适用。
您想详细了解如何以最佳方式管理CNC机加工生产环境中的资源吗?根据日常任务中的下面六个示例,您可以识别工作流程中错误和延迟的典型来源。
好消息是,借助于西门子Manage MyResources资源管理软件,这些都是可以避免的。
作业规划、刀具和NC 程序中的智能制造资源管理可以彼此顺利分配,从而帮助您优化加工环境中的工作流程,有效组织刀具循环和刀具库存。
1. 管理刀具组件和完整刀具某些刀具稀缺吗?刀具库存中是否有太多昂贵的专用刀具?是否不清楚刀具适配器和刀具的位置?刀具数据是否不一致,或者刀具循环中的每个位置都不可用?刀具和刀具组件是重要资源,在作业规划中拥有全面概览至关重要。
要规划资源,需要在整个刀具生命周期内提供一致的数据,以便您始终知道特定刀具类型的重复项数量、位置和状况。
西门子Manage MyReourses/Tools刀具资源管理软件提供的中央概览功能,有助于跟踪库存,以避免库存过剩和库存不足,从而降低了刀具成本。
同时组件和完整刀具的数字主数据构成了刀具管理系统的基础,为后续备刀及刀具的测量和使用,提供统一的底层数据,保证数据的一致性防止出错,且有助于缩短刀具准备时间。
2. 规划刀具需求机床操作员是否首先必须搜索所需的刀具?这就是直接在机床上保留刀具库存的原因吗?在确定特定作业的刀具要求时,不清楚哪些刀具目前在哪台机床上?是否维护了刀具缓冲区,以确保按时提供所需的刀具?西门子Manage MyResources/Tools刀具资源管理软件支持对刀具需求的高效规划。
生成的刀具计划确定生产环境中已有哪些刀具。
840D刀库管理基本功能的使用

刀库管理基本功能的使用本文叙述了在HMI ADVANCE人机界面上如何操作刀库功能,如新建/删除刀具、装载/卸载刀具以及重新定位等,在人机界面上设定刀具的具体信息。
1.凸轮刀库刀具表按下键,选择水平软键,然后选择键可进入刀具表界面:2.建立新刀具的方法(修改刀具表需要用户级口令“CUSTOMER”)在刀具管理界面下,按水平软键,进入刀具列表界面:在刀具列表界面下,按下竖直软键,进入建立新刀具界面:将光标定位于Name栏,输入1,然后按键输入数据;将光标定位于Type栏,按键,然后将光标定位于需要的选择刀具型号,按确定;按下竖直软键进入建立刀补界面:按下竖直软键,在Length 1 /Radius 1中输入相应刀具长度及半径数据,然后按竖直软键退出。
刀具建立完成。
3.装载刀具在刀具管理界面下,按下水平软键,进入装载界面:方法1:在界面中输入MN(刀库号):1,按键输入数据;LN(刀仓号):1,按键输入数据;按下竖直软键将刀具装载之1号刀库的1号刀仓,完成后有“装载完成字样”显示在屏幕左下角;方法 2 :按下竖直软键,在刀库中自动寻找空刀位,找着空位后有“Empty location found”显示在屏幕作下角:按下竖直软键将刀具装载之1号刀库的2号刀仓,完成后有“装载完成字样”显示在屏幕左下角;4.卸载刀具将光标定位于需要卸载的刀具上,按下竖直软键,卸载完成后有“Move Tool/Magazine finished”字样显示在屏幕左下角。
5.刀具重新定位将光标定位于需要重新定位的刀具上,按下键跳出重定位界面,可在Loc. no中输入重定位的刀仓号,按下竖直软键即可。
6.删除刀具当需要删除某把刀具时,应首先将刀具从刀库中卸载,然后按下竖直软键即可;或者在刀具卸载界面下,直接按下竖直软键即可。
K1000M4_CS_EXT圆盘刀库使用说明
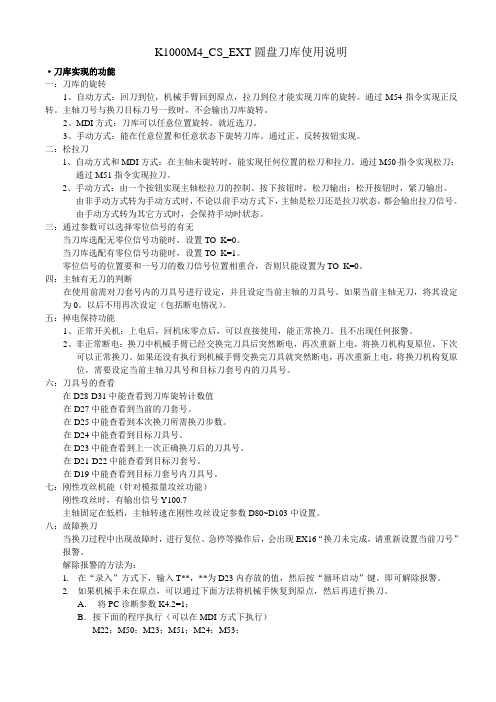
K1000M4_CS_EXT圆盘刀库使用说明·刀库实现的功能一:刀库的旋转1、自动方式:回刀到位,机械手臂回到原点,拉刀到位才能实现刀库的旋转。
通过M54指令实现正反转。
主轴刀号与换刀目标刀号一致时,不会输出刀库旋转。
2、MDI方式:刀库可以任意位置旋转。
就近选刀。
3、手动方式:能在任意位置和任意状态下旋转刀库。
通过正、反转按钮实现。
二:松拉刀1、自动方式和MDI方式:在主轴未旋转时,能实现任何位置的松刀和拉刀。
通过M50指令实现松刀;通过M51指令实现拉刀。
2、手动方式:由一个按钮实现主轴松拉刀的控制。
按下按钮时,松刀输出;松开按钮时,紧刀输出。
由非手动方式转为手动方式时,不论以前手动方式下,主轴是松刀还是拉刀状态,都会输出拉刀信号。
由手动方式转为其它方式时,会保持手动时状态。
三:通过参数可以选择零位信号的有无当刀库选配无零位信号功能时,设置TO_K=0。
当刀库选配有零位信号功能时,设置TO_K=1。
零位信号的位置要和一号刀的数刀信号位置相重合,否则只能设置为TO_K=0。
四:主轴有无刀的判断在使用前需对刀套号内的刀具号进行设定,并且设定当前主轴的刀具号。
如果当前主轴无刀,将其设定为0。
以后不用再次设定(包括断电情况)。
五:掉电保持功能1、正常开关机:上电后,回机床零点后,可以直接使用,能正常换刀。
且不出现任何报警。
2、非正常断电:换刀中机械手臂已经交换完刀具后突然断电,再次重新上电,将换刀机构复原位,下次可以正常换刀。
如果还没有执行到机械手臂交换完刀具就突然断电,再次重新上电,将换刀机构复原位,需要设定当前主轴刀具号和目标刀套号内的刀具号。
六:刀具号的查看在D28-D31中能查看到刀库旋转计数值在D27中能查看到当前的刀套号。
在D25中能查看到本次换刀所需换刀步数。
在D24中能查看到目标刀具号。
在D23中能查看到上一次正确换刀后的刀具号。
在D21-D22中能查看到目标刀套号。
在D19中能查看到目标刀套号内刀具号。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
西门子刀库管理指南为了达到一次装夹实现多工序加工的目的,现在的数控机床大部份配备了交换刀具系统,这样数控系统需要知道这些刀具的几何尺寸,还有刀具在刀库里的具体位置。
为了适用工厂自动化生产的更高要求,有时还需要对刀具的加工时间或者是加工工件数进行监控,当达到刀具的加工寿命时,系统会提示操作者更换刀具,避免因为刀具的磨损而造成批量废品。
在自动化程度更高的机床上,还可以为一些刀具配备一把或几把类似的刀具,叫做姊妹刀,当某把刀具达到加工寿命时,系统会自动挑选它的姊妹刀来代替,这样能保证加工的连续运行,上述这些功能统称为刀库管理功能,西门子840D系统可以选配刀库管理功能。
在没有刀库管理功能时,系统只是管理刀具数据,主要是刀具的几何尺寸,当需要交换刀具时,系统会通过通道的接口信号通知PLC需要更换的新刀具号,PLC控制刀具换刀动作,当动作完成后,通知NC。
具体接口信号如下:DB21.DBX61.0 T码改变,当NC遇到一个新的T指令时,该信号有效,信号只持续一个 PLC周期。
DB21.DBW118 T码的值,也就是要交换的新刀号的值,该信号在新的刀号来之前一直有效对于机床来说,一般有一个实际存在的刀库,同时根据实际情况,可能有一到两个机械手,至少一个主轴,有的刀库还需要用来装卸刀具的装卸站,系统把实际存在的刀库定义为刀库1,这个刀库里有定义好的刀座数,机械手和主轴定义为虚拟的缓存刀库,刀库号为9998,一般定义主轴为这个刀库里的第一个刀座,其它依次为机械手1,机械手2.....等等,对于装/卸刀具站而言,定义为另外一个虚拟的刀库,刀库号为9999,依据实际情况定义里面的刀座数,一般主轴都能用来装/卸刀具,所以至少算一个刀座。
如下图所示:这台机床有一个实际的链式刀库,刀库号为1,里面有16个刀座,有一个主轴和两个机械手卡爪,它们都属于一个虚拟的刀库9998,分别对应为这个刀库里面的刀座1,2和3,还有一个装/卸刀具站,它的刀库号为9999,加上主轴也是一个装/卸刀站,这个刀库有两个刀座,分别为刀座1和2,下面以这个示例来说明刀库管理功能的调试。
刀库管理功能的调整HMI的调整对于新版本的HMI,不需要对刀库管理进行特殊的设置,只要系统刀库管理功能生效以后,系统会自动用带刀库管理功能的操作画面来代替标准的刀具参数显示画面,在这个画面里既能显示刀库里刀具的情况,也能显示缓冲区里面的刀具情况,还可以选择显示所有的刀具列表,可以对刀具进行管理,比如装载和卸载,是定点换刀还是随机换刀,常规的刀沿尺寸修改,刀具位置的重新分配等。
NCK的调整840D的刀库管理是一个选项,需要激活该选项功能。
由于刀库管理需要占用一些内存,需要在系统里面预留相应的内存,主要相关参数如下:MD18080 系统刀库管理参数,对整个系统而言MD20310 通道刀库管理参数,仅对相应通道而言,一般设置成和MD18080一样比较重要的设置位 Bit 0 刀库管理功能是否有效 Bit 1 刀具监控功能是否有效Bit 3 是否考虑邻近刀座Bit 4 PLC 是否能要求新的修改参数后的预选刀具指令一般的刀库管理功能,这四位都需要置上,所以至少为BH。
MD18084 系统管理刀库数量,要包含虚拟刀库,所以至少为3MD18086 系统管理刀座数量,要包含虚拟刀座,>=实际刀座数+5 MD18082 系统管理的刀具数,一般要大于实际的刀座数MD18100 系统管理的刀沿数,一般要大于系统管理的刀具数以上参数的修改都会涉及到内存的重新分配,所以修改后要立即(不要下电和NCK复位)做一个NC数据的备份,再回装回来,这样NCK的刀库管理功能就急活了。
刀库的建立通过以上参数的设定,系统只是为刀库管理预留了相应的空间,但对于刀库的特征(比如刀库的类型,实际刀座的数量,虚拟刀座的数量等)需要通过对刀库管理系统变量来定义,系统可以通过传输一个刀库定义文件来对系统变量赋值,也可以通过执行一个子程序来对这些变量赋值,对于HMI_ADVACED来说,可以在启动菜单里通过图形交互形式生成一个刀库的配置文件,对PCU20而言,只能通过编辑器来编辑刀库定义文件,附件里有一个刀库定义文件,里面主要包含以下几个信息:$TC_MAP1[0]=0 删除原来有关刀库的数据$TC_DP1[0,0]=0 删除原来有关刀具的数据$TC_MAP1[n] 刀库的类型实际的刀库类型一般有两种,链式刀库和车床用的刀塔$TC_MAP7[n] 刀座的数量 n表示刀库号$TC_MAMP2 刀具和空刀座的搜索策略$TC_MAP3[1] 实际刀库状态,只有激活后该刀库才能使用$TC_MP1[n,m] ,$TC_MP2[n,m] ,$TC_MP3[n,m],$TC_MP4[n,m] ,$TC_MP5[n,m] 定义刀座状态$TC_MLSR[n,m] 把缓存刀库的刀座分配给相应的主轴$TC_MDP1[n,m] ,$TC_MDP2[n,m] 定义虚拟刀座和换刀点的偏置量,这个参数对装/卸刀具点才有用,对其它虚拟刀座来说,这个值为0。
当这些系统参数正确定义以后,在刀库管理显示画面里就可以看见刀库的情况了,可以依照操作说明书来建立新刀具。
PLC的调整PLC主要要处理刀库管理发送过来指令的应答信号,PLC必须知道有关刀库的一些情况,根据这些情况生成相应的DB数据块,在HMI_ADVANCED 里,配置刀库管理的菜单里,有一个软键能根据刀库的具体配置文件生成相应的数据块DB71-DB74,对PCU20而言,只能通过系统数据块DB4来生成。
在DB4里面定义刀库的特征,这些定义在OB100里面调用一次就行了,附件有一个常用刀库的数据块定义文件FC100,如果刀库类型一样,调用时只要输入相应的刀座数即可。
DB4.DBW64 刀库数量DB4.DBW65 刀库号DB4.DBW67 刀库类型DB4.DBW68 刀库的刀座数DB4.DBW65 到DB4.DBW68要根据刀库的数量挨个定义,包含虚拟刀库DB4.DBBn 主轴数量 n的数值为 DB4.DBW64的值*5+65下面介绍PLC里面常用的一些应答方式。
加工中心的换刀指令一般是用TxxM06来实现的,执行T指令时,刀库管理把要更换的新刀具的刀座号和主轴上的刀具要送回的刀座号发送到刀库管理专用接口信号,对应加工中心是DB72,而对应车床刀塔是DB73,以下是经常涉及到的几个接口信号(以DB72为例):DB72.DBB0,DBB1 刀具交换接口生效信号,由于刀库管理可以同时管理多主轴换刀,因而有多个接口,一般的加工中心是一个主轴,也就是DBX0.0有效。
DB72.DBX(N+0) .2 刀具交换准备信号。
DB72.DBX(N+0).3 执行T0指令时的接口信号。
DB72.DBW(N+20) 新刀具的刀库号。
DB72.DBW(N+22) 新刀具的刀座号。
DB72.DBW(N+24) 旧刀具(即要从主轴送回刀库的刀具)的刀库号。
DB72.DBW(N+26) 旧刀具将要送回的刀座号。
与原来信号比较没有刀库管理有刀库管理新刀具的刀座号 DB21.DBW118DB72.DBW24主要区别在下面几个方面:●刀库管理不只在执行T码时有信号,刀具交换时还有信号。
●刀库管理只提供给PLC刀具的刀座信息,而不像原来提供T码后的值●刀库管理不只提供“新刀具“的刀座信息,还提供要返回的“旧刀具”的刀座信息下面举例来说这些接口信号:假设主轴上刀具是2号刀,假设要换5号刀具上去,假设它们都是定点换刀。
同时为1G00 DB72.DBW24 1; 新刀具在1号刀库DB72.DBW26 5; 新刀具在5号刀座DB72.DBW28 1; 旧刀具放回1号刀库DB72.DBW30 2; 旧刀具放回1号刀库2号刀座G00 ….……….同时为1其它信号不变在刀库管理中,刀具交换时要等待PLC 的刀具准备应答信号,由于刀库管理需要知道刀具离开刀库后的临时存放位置,比如是在主轴上还是在机械手上,刀具准备和刀具交换是否完成,这些都需要PLC 来应答,PLC 是通过调用FC8来应答刀具管理。
调用FC8时需要提供这几个参数 启动信号,当该信号为1时,系统调用FC8任务号 ,刀具准备和刀具交换任务号是2任务索引号,指要交换刀具的主轴号,一般为1新刀具现在位置的刀库号 新刀具现在位置的刀座号 旧刀具所在位置的刀库号 旧刀具所在的位置的刀座号执行该指令时的状态字FC8是否完整执行指令执行时是否有错误有时一个换刀过程需要刀具经过几个过渡状态才能完成,这时候常需要多次调用FC8来及时更新刀具的位置信息。
当上例中的T5指令执行完毕时,2号刀具还在主轴上,5号刀具移动到刀具交换位置,这时候需要调用FC8来应答刀具准备信号。
FC8启动条件,当T 码执行完后应为1 要换下来的“旧刀具”还在主轴上 要换上去的“新刀具”还在刀库里 状态1表示为该任务已经完成,如果为过度状态,则为105 当PLC 接到换刀指令时,PLC 执行拔出来,这时候刀具信息又发生了变化,应该及时通知刀库管理。
参数和上次调用FC8差不多,区别是2号刀具已经从主轴移动到机械手2,5号刀具已经转移到机械手1上面。
状态105表示该换刀任务还未完成,系统还需要等待PLC执行相应的动作,机械手旋转180度,在把5号刀具插进主轴,2号刀具送回刀库的2号刀座旧刀具(2号刀)已经送回到刀库的5号刀座中这次刀具交换已经结束,系统接到该次应答以后,认为换刀已经完成成,除了更新刀库表以外,程序继续执行。
如果执行T0M06时,系统会把主轴上的刀具(5号刀具)送回到刀库的五号刀座中。
对于刀具准备来说,因为没有新刀具要交换,所以没有什么刀具准备动作,PLC接到刀具准备信号后,就立即应答,在刀具交换时,刀具的状态要经过两次变换,第一次是把刀具抓到机械手中,这时候需要调用一次FC8,告诉系统旧刀具已经在机械手上,而没有新刀具,故新刀具的刀库号和刀刀座号都为0,因为这个任务还没有完成,状态字是中间状态105。
第二次是把刀具从机械手上送回到刀库中,还需要调用一次FC8,告诉系统旧刀具已经送回到刀库的5号刀座中,而新刀具的刀库号和刀座号都为0,换刀已经结束,状态字为1,对应主轴上没有刀具时的换刀,这时候由于没有“旧刀具”,故调用FC8应答时旧刀具的信息为0。
以上是几种常用状态下的PLC的应答方式,附件有一个子程序FB110,就把常用这几种应答方式做成一个子程序,如果任务完成后,你就给这个子程序一个相应的脉冲信号,子程序会为FC8赋上相应的值来应答!对特殊情况下的应答、还刀中断时的应答在换刀准备和换刀过程中,有可能因为意外情况而中断过程,这时候也需要通过调用FC8来通知NCK,其它参数和正常调用时的差不多,需要告诉NCK新刀具和旧刀具的信息,状态字变为3。