涂装常见缺陷分析分析共46页
涂装常见缺陷分析分析共46页文档

2、要冒一次险!整个生命就是一场冒险。走得最远的人,常是愿意 去做,并愿意去冒险的人。“稳妥”之船,从未能从岸边走远。-戴尔.卡耐基。
梦 境
3、人生就像一杯没有加糖的咖啡,喝起来是苦涩的,回味起来却有 久久不会退去的余香。
涂装常见缺陷分析分析 4、守业的最好办法就是不断的发展。 5、当爱不能完美,我宁愿选择无悔,不管来生多么美丽,我不愿失 去今生对你的记忆,我不求天长地久的美景则殆。——孔子
谢谢!
36、自己的鞋子,自己知道紧在哪里。——西班牙
37、我们唯一不会改正的缺点是软弱。——拉罗什福科
xiexie! 38、我这个人走得很慢,但是我从不后退。——亚伯拉罕·林肯
39、勿问成功的秘诀为何,且尽全力做你应该做的事吧。——美华纳
涂装缺陷汇总及对策

16
发白
1. 尽量避免在高温高湿环境中施工,如非要进行喷涂作业时,可考虑 加入适当的防白水。 2. 排清喷涂设备中的水气或水分。 3. 对被涂工件进行适当升温。 4. 选用配套的稀释剂。
17
水斑
漆膜上出现一片片以形 在喷涂或干燥的过程中,水滴落在漆膜表面然后蒸发。其原因是: 状各异的印记。通常印 1. 漆膜未完全硬化前,受到雨淋或溅上了水滴。 记内的颜色比周围漆膜 2. 雨水或水滴溅落在过厚的抛光蜡膜上。 的颜色稍淡。 面漆或清漆中的树脂在干燥的过程中被底层漆吸收,其原因是: 1. 对多孔基底表面没有预涂底漆或封闭不好,没有对原子灰或填眼灰涂 漆膜呈半模糊状态,用 层进行封闭。 低倍放大镜观察可发现 2. 底漆喷涂方法不当,底漆过量,所使用的稀料型号不对、不足或质量 大量细孔。有时漆膜表 太差,搅拌不均匀。 面还会显现出打磨痕迹 3. 底漆表面处理不当,未等底漆完全硬化就对其进行打磨处理,砂纸太 。 粗,打磨方法不当。 4. 未等底漆完全硬化便喷涂面漆,面漆厚度不够。 1. 底材处理不干净,有油污、水气或其它化学药品的残留物。 漆膜由于开裂而对底材 2. 油漆配套不合理。 失去应有的附着力,以 3. 处理方法不当,涂层层间附着力差。 至形成鳞片或大片脱落 4. 底层漆未干透就喷面漆或罩清漆。 的现象。 5. 底漆层过度烘烤或涂层太厚。
1. 采用正确的喷涂方法,将喷枪调节适当。 2. 稀释油漆时尽量按混合比例进行,使施工粘度在工艺范围内。 3. 在气温较低的冬季施工时,尽量提高喷漆室的温度,保证在10℃以 上至室温的范围。 4. 湿碰湿工艺施工时,保证有足够的间隔时间。 5. 喷枪压力与口径应能满足工艺的要求。
6
橘皮
1. 施工粘度过大,漆膜流平性差。 2. 没有选用配套的稀释剂而是用了劣质稀释剂,挥发速度过快。 漆膜表面呈现凹凸不平 3. 喷涂方法不当,喷涂距离太远,压缩空气的压力过大,或喷枪喷嘴调 状,类似柑橘、柚子皮 节不当 。 4. 喷涂后流平时间不足,过早升温。5. 在夏季施工时,涂装环境温度过 高,在35℃以上。
涂装表面缺陷原因分析

序号问题点图片原因预防措施1.由于结构死角导致漏喷2.周转时防护不到位撞掉3.挂钩碰掉漆层1.作业员工作服脏2.喷涂环境不干净3.工件流转时防护不到位4.调漆容器不干净,含杂质5.喷枪、喷房及烘箱没有清洁干净序号问题点图片原因预防措施1.油漆厚度超厚2.前处理不到位3.调漆配比不对4.烘烤时间过短5.返工件处理不到位涂装表面缺陷原因分析2附着力前处理完成后进行自检,不得有残留油污等杂质;控制涂层的厚度在规定范围内;对于返工件要打磨掉旧涂层才可进行杂质颗粒漏底周转时注意工件的防护措施,喷手喷涂时要了解零件结构,做到不漏喷,做好自检车间力争做好6S,保持工作场所的彻底清洁,定期做好设备清洁、保养316.喷涂前表面被污染7.阴雨天湿度大,有水分1.清除屏蔽胶带时刀片刮伤表面2.工作台面不清洁3.打磨过度,造成表面损伤4.周转过程中防护不到位,碰伤5.工件摆放不合理,造成碰伤6.工件清洗时装框不合理造成刮伤序号问题点图片原因预防措施1.压缩空气有水2.工件喷涂前污染3.烘箱顶部漏雨水(喷塑件)1.周转引起的碰撞2.材料本身缺陷3.铸铝件表面砂眼4.过度打磨(金属、油漆)5.摆放不当受压造成6.包装不合理序号问题点图片原因预防措施1.涂料粘度过高或一次喷涂过厚导致内部的溶剂无法挥发碰伤、划伤凹坑6鱼眼45喷涂检查气管,油水分离器完好;加强对工件的防护措施周转时做好防护措施、清洁工作台面、按照合理的装框方式进行装框、工件不得叠放超过1.2m,之间用EPE膜隔开周转时做好防护措施,打磨时打磨机要做直线运动,不可停留一处长时间打磨开盖使用的涂料后应加以密封;检查气管,油水分离器完好;多次喷涂时,涂层之间的干燥时间要充分;涂料的粘度调整至适当的范围;高温干燥2.前一道涂层干燥不彻底,下一道涂层又干燥过快3.涂料混入水或者油1.空气压缩器的压力过大或里面含有水分2.涂料粘度过高或一次性喷涂过多3.烘房的内外温差过大或烘房温度太高4.底涂未充分干燥就连续喷涂5.稀释剂挥发速度太快8起泡针孔7封;检查气管,油水分离器完好;多次喷涂时,涂层之间的干燥时间要充分;涂料的粘度调整至适当的范围;高温干燥前,务必让涂料内的溶剂有充分挥发的时间调整涂料粘度至适当,喷涂时不可一次喷涂过厚;选用与季节相配套的稀释剂;多次喷涂时,加强底层的干燥时间;过滤空气压缩器,空气压缩机要定时放水。
涂装生产中常出现的缺陷与对策

3.按工艺规定的烘烤温度。
12
厚边
亦称之为镜框效应,是指施工后的涂膜边角处特别厚,看上去犹如镜框
1.涂料(尤指高固体分涂料)的表面张力过高,使涂料容易流向边角;
2.涂料的触变性较差,使湿润的涂膜在边角等高浓度区易形成高表面张力区。
1.认真选择涂料的溶剂,适当并有效的降低涂料的表面张力;
8.调整好喷枪的出漆量。
4
咬底
当在底漆表面施工面漆时引起底层涂膜发软从而起皱的不良现象
1.底漆对底材的附着力不佳;
2.油漆的溶剂或稀释剂溶解度过强;
3.底层漆膜未完全干燥,尤其是半干状态时进行重涂。
1.选择合适的树脂涂料以增强对底材的附着力;
2.更换溶解度较弱的合适溶剂和稀释剂;
3.尽量在底层漆膜干燥后再进行重涂。
6.涂料的润湿效果不良。
1.使用慢
4.严格禁止使用已经产生凝絮现象的涂料;
5.使用双组分涂料时,应在配制后放置一段时间再用;
6.改善油漆的润湿性。
8
附着力差
涂膜与底材的附着力不够,达不到标准所规定的要求
1.喷漆之前底材表面受到杂质的污染;
2.使用对底材表面不适合的涂料;
3.选用挥发速率小的溶剂或稀释剂。
14
剥漆
当涂料干燥成涂膜后,涂膜很容易从底材上成片的剥落下来
1.底材(特别是金属)表面过分光滑;
2.底材表面被污染;
3.涂料中含有水分或有过多的硅烷类流平剂;
4.在二次喷涂时对表面没有进行处理。
1.在涂装前应先把光滑的底材表面磨粗;
2.用溶剂擦去表面污染物;
3.溶剂中尽量不使用硅烷类流平剂并注意防潮;
3.在制造油漆时应该合理选用催干剂,尽量不用锰催干剂。
涂装表面缺陷原因分析
序号问题点图片原因预防措施1.由于结构死角导致漏喷2.周转时防护不到位撞掉3.挂钩碰掉漆层1.作业员工作服脏2.喷涂环境不干净3.工件流转时防护不到位4.调漆容器不干净,含杂质5.喷枪、喷房及烘箱没有清洁干净序号问题点图片原因预防措施1.油漆厚度超厚2.前处理不到位3.调漆配比不对4.烘烤时间过短5.返工件处理不到位涂装表面缺陷原因分析2附着力前处理完成后进行自检,不得有残留油污等杂质;控制涂层的厚度在规定范围内;对于返工件要打磨掉旧涂层才可进行杂质颗粒漏底周转时注意工件的防护措施,喷手喷涂时要了解零件结构,做到不漏喷,做好自检车间力争做好6S,保持工作场所的彻底清洁,定期做好设备清洁、保养316.喷涂前表面被污染7.阴雨天湿度大,有水分1.清除屏蔽胶带时刀片刮伤表面2.工作台面不清洁3.打磨过度,造成表面损伤4.周转过程中防护不到位,碰伤5.工件摆放不合理,造成碰伤6.工件清洗时装框不合理造成刮伤序号问题点图片原因预防措施1.压缩空气有水2.工件喷涂前污染3.烘箱顶部漏雨水(喷塑件)1.周转引起的碰撞2.材料本身缺陷3.铸铝件表面砂眼4.过度打磨(金属、油漆)5.摆放不当受压造成6.包装不合理序号问题点图片原因预防措施1.涂料粘度过高或一次喷涂过厚导致内部的溶剂无法挥发碰伤、划伤凹坑6鱼眼45喷涂检查气管,油水分离器完好;加强对工件的防护措施周转时做好防护措施、清洁工作台面、按照合理的装框方式进行装框、工件不得叠放超过1.2m,之间用EPE膜隔开周转时做好防护措施,打磨时打磨机要做直线运动,不可停留一处长时间打磨开盖使用的涂料后应加以密封;检查气管,油水分离器完好;多次喷涂时,涂层之间的干燥时间要充分;涂料的粘度调整至适当的范围;高温干燥2.前一道涂层干燥不彻底,下一道涂层又干燥过快3.涂料混入水或者油1.空气压缩器的压力过大或里面含有水分2.涂料粘度过高或一次性喷涂过多3.烘房的内外温差过大或烘房温度太高4.底涂未充分干燥就连续喷涂5.稀释剂挥发速度太快8起泡针孔7封;检查气管,油水分离器完好;多次喷涂时,涂层之间的干燥时间要充分;涂料的粘度调整至适当的范围;高温干燥前,务必让涂料内的溶剂有充分挥发的时间调整涂料粘度至适当,喷涂时不可一次喷涂过厚;选用与季节相配套的稀释剂;多次喷涂时,加强底层的干燥时间;过滤空气压缩器,空气压缩机要定时放水。
涂装缺陷汇总及对策

修补方法:
1. 将缺陷区域打磨平,然后抛光。若漆膜表面太粗糙用上述方法不能修复时,应磨平 面漆表面,然后重新喷漆 2. 对于银粉漆,必须将漆面磨平后重新喷涂。
喷漆缺陷:漆雾
Байду номын сангаас
产生原因:
1. 油漆以粉沫状的形式落在表面上。 2. 喷涂时油漆的施工粘度太高。 3. 使用的稀释剂型号不对。 4. 喷涂方法不当,压缩空气的压力太高,或在进行喷涂时喷枪离工件表面太远5. 喷涂 时有穿堂风或空气流动的速度太快。
预防措施:
1. 按比例使用推荐的稀料。 2. 使用正确的喷涂方法,保持喷枪清洁,在保证油漆充分雾化的前提下,尽量将压缩 空气的压力调低,喷枪与工件表面要保持适当距离。 3. 要在喷漆室内喷漆,喷漆室内的空气流动保持适当速度。
涂装缺陷及对策
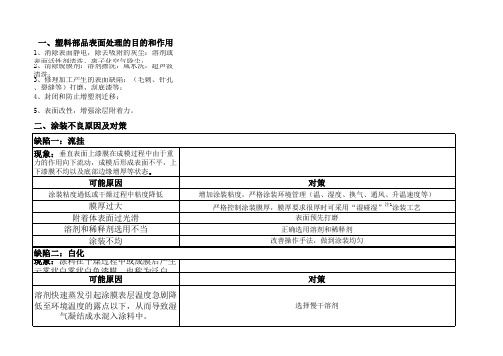
一、塑料部品表面处理的目的和作用
1、消除表面静电,除去吸附的灰尘:溶剂或表面活性剂清洗,离子化空气除尘;
2、清除脱膜剂:溶剂擦洗,咸水洗,超声波清洗;
3、修理加工产生的表面缺陷:(毛刺、针孔、裂缝等)打磨,刮底漆等;
4、封闭和防止增塑剂迁移;
5、表面改性,增强涂层附着力。
二、涂装不良原因及对策
三、影响涂层色差因素
1、涂裝粘度的影響
2、吐出量的影響
3、空氣壓力的影響
4、噴槍與被涂物的距離
5、稀釋劑因素
6、素材因素
7、膜厚因素
8、涂料調配前未充份攪拌均勻
9、調粘用具或涂裝管路殘留其他色料污染
10、涂裝設備的差異
(a)、内聚破坏; (b)、界面破坏; (c)、(a)和(b)型混合破坏; (d)、底材内聚破坏。
油点
凹点
针孔
颗粒
(a )
(b )
(d )
(c )
图(一)
图(二)
涂膜
底材。
常见涂装缺陷及应对措施
涂装基础
缩孔 凹陷 鱼眼
涂面产生涂膜被压扁的凹状,由于上下两层的涂膜表面 张力不同,湿膜上层的表面张力低于下层,产生缩孔。 1.喷涂环境原因:周围使用了有机硅类或蜡等物质。应检 查所有设备辅料,绝对不能使用硅酮类等物质。 2.设备,人员:调漆工具,手套,工作服等不干净。 3.素材清洗:脱脂效果不良,有水,油,打膜灰,脱模剂 等异物。应检查前处理工艺参数:热脱脂温度,清洗剂 浓度,喷淋冲洗喷头口压力,堵塞情况等。 4.材料原因:所选涂料表面张力偏低,对缩孔的敏感性大, 涂料或溶剂等受污染,涂料不匹配。应检查湿膜表面张 力,跟换涂料。 5.返工件打磨:对原有类缺陷的问题打磨不彻底。
失光
涂膜干燥后没有达到应有的光泽,或出现雾状朦胧现象. 1.涂料方面:溶剂或固化剂等添加剂配套问题,混合比例 问题。应选择正确的配套溶剂,固化剂,添加剂及混合 比例。 2.膜厚不够:涂料干燥后没有形成完整的涂膜。 3.油漆吸收:素材或下层油漆对上层油漆吸收,因下层油 漆的粗糙,不均匀,2C1B的底漆没有表干等均会引起对 清漆的吸收。 4.漆雾干扰:喷房风速低,风向问题,漆雾过大,落至漆 膜表面,影响光泽。
橘皮
涂层如桔子表皮状凹凸不平,涂料湿膜因溶剂挥发内部 产生对流现象,流动过早停止而产生凹凸不平状. 1.环境原因:喷房,流平区温度高,风速快,导致溶剂挥 发过快。应设定最佳的稳定的喷房温度和风速。 2.涂料,溶剂:稀释剂挥发速度快,涂料粘度高,流平性 差。应降低溶剂挥发速度,降低涂料粘度,以改善涂料 的流动性。 3.喷涂工艺:喷涂压力低,雾化效果差导致涂料颗粒大, 不易流平,膜厚过薄,干燥过快。应调整适当的喷涂参 数设置。 4.被涂物温度高:零件温度过高,导致湿膜溶剂挥发过快。 应降低被涂物零件温度。
涂装缺陷和原因分析
颗粒:在漆膜内或表面有杂质微粒
1、油漆结晶受到污染。 2、喷涂环境污染(喷房、流平间、烘房、 静电除尘设备、滤网等)。 3、待施工件表面未处理干净(清洗不干净、 打磨不良等)。 4、喷太小、扇形空 气太小)。
➢ 2、喷枪距离工件距离太近,移动速度太慢。 ➢ 3、油漆粘度太低. ➢ 4、基材表面温度太低 ➢ 5、涂装环境温度太低。 ➢ 6、涂装环境湿度太高
气泡
1、喷涂雾化空气压力太低。 2、清漆膜厚太高。 3、流平时间不足。 4、涂装环境温度太高。 5、使用稀释剂挥发速度太快。
桔皮:产品喷涂油漆后表面呈疙瘩 状、不平整,类似桔子皮的 外观。
1、喷涂油漆膜厚太薄。 2、喷枪、离工件距离太远,移动速度太快。 3、涂装环境温度太高,喷房风向不好。 4、油漆粘度太高。
3、喷涂环境中或基材表面存在含硅的化合 物。
4、喷涂机械手的喷枪表面有油。
色差:喷涂的漆膜表面颜色(色调) 不同
1、喷枪离工件表面距离太近。 2、喷涂方法不当(流量太大、雾化和扇面
空气太小)。 3、油漆调配时搅拌不均匀、配比不正确。
缩孔(鱼眼):由于被涂面存在异 物而使漆面收缩凹陷,可能 造成内表面外露。
1、喷房内湿度太高。
2、油漆中含有不匹配的成分(使用溶剂不 符、含有油脂等污染物)。
涂装常见缺陷分析.共46页

41、实际上,我们想要的不是针对犯 罪的法 律,而 是针对 疯狂的 法律。 ——马 克·吐温 42、法律的力量应当跟随着公民,就 像影子 跟随着 身体一 样。— —贝卡 利亚 43、法律和制度必须跟上人类思想进 步。— —杰弗 逊 44、人类受制于法律,法律受制于情 理。— —托·富 勒
▪
27、只有把抱怨环境的心情,化为上进的力量,者不如乐之者。——孔子
▪
29、勇猛、大胆和坚定的决心能够抵得上武器的精良。——达·芬奇
▪
30、意志是一个强壮的盲人,倚靠在明眼的跛子肩上。——叔本华
谢谢!
46
45、法律的制定是为了保证每一个人 自由发 挥自己 的才能 ,而不 是为了 束缚他 的才能 。—— 罗伯斯 庇尔
▪
26、要使整个人生都过得舒适、愉快,这是不可能的,因为人类必须具备一种能应付逆境的态度。——卢梭
涂装常见缺陷

涂装过程中产生的涂膜缺陷及防治一、遮盖力差(覆盖不良)现象:因涂料的遮盖力差或喷得太薄,透过漆膜可以看见下层表面的颜色,这种情况常常发生在难以喷漆的区域,车身下保护板或尖锐的边角处。
成因:•喷涂方法不当。
UV,辐射,水性,粉末,溶剂•使用过份慢干稀释剂,在未达到足够漆膜厚度前形成了垂流。
•油漆混合不均匀或过份稀释。
•由于研磨、抛光过度,减小了色漆层的厚度,或喷涂层数太少。
p'| •使用了劣质不良的稀释剂。
预防:•使用正确的喷涂方法,保证漆膜厚度适当,平整均匀。
•喷涂室的空间要合适,照明条件要好,喷涂时要特别注意不可接近区域的涂膜质量。
•要将油漆彻底混合均匀。
•禁止对漆膜过度抛光。
要特别注意边角区域。
•使用良好的正确的稀释剂。
补救:让漆料略干后重喷或将缺陷区域打磨平,然后重新喷漆。
二、失光(失去光泽或低光泽)涂剂现象:漆膜干燥前光泽丰满,干燥后缺少光泽或日后漆膜光泽逐渐消失。
成因:•底漆附着力差,或底漆未彻底固化就在其上喷涂面漆。
•油漆中使用的稀料质量太差或型号不对,或者使用了其他不配套或质量较差的固化剂。
•油漆调配或喷涂方法不当,如粘度过低,雾化过度。
•基底表面质量太差。
•由于湿度太大或温度太低,油漆干燥速度太慢。
溶剂蒸气或汽车尾气侵入了漆膜表面。
•漆膜表面受到了蜡、油、肥皂水或水的污染;或烤房中空气污秽,喷房中排气不良,使干固的喷粒落在已喷好的表面上。
•在新喷涂的漆膜上使用了太强洗涤剂或清洁剂,或者喷完后过早地进行抛光,或者使用的抛光蜡太粗。
•面漆或清漆喷得太薄。
预防:•使用合格的底漆,要等底漆层充分干燥后再在其上喷涂面漆。
•只使用推荐型号的稀料和合格的固化剂。
•要充分搅拌油漆,保证喷漆环境符合要求,按照正确的方法进行喷涂,喷涂厚度适当。
•彻底地清理基底表面。
•要保证漆膜在温暖、干燥的条件下进行干燥。
•干燥过程中,漆膜表面要有适当的空气流动。
•喷涂面漆之前,应当用清洁剂揩擦底漆层,彻底清洁表面。
涂装不良现象原因分析及対策

涂装结果不良现象原因分析及对策一、颜色色差(OFFCOLOR):目视颜色或色差值与标准件(色板)不符合原因:1、标准件(色板)的参照或运用发生错误。
(上游厂分发至下游厂商的标准件(色板)已有不同程度的色差;或临时要求以其它物件取代既已发行的标准件,而未及时更换原先的标准件)2、出厂涂料色差判定失误。
3、使用涂料前,未适当予以搅拌均匀即加以施工喷涂。
4、涂装操作手法的差异(人为的湿喷或干喷)5、被涂物素材本身存在的差异性。
(对光反射显色的影响)6、喷涂膜厚未达到或超过标准规格值。
7、涂膜烘烤时间过长,超过工程作业标准书的规定。
8、喷涂设备的设定参数已偏离标准工程的管理值。
9、涂料补给更新率太低,循环管路有沉积物生成。
10、循环管路及循环桶受先前使用涂料残余物的污染。
处理方式:1、各方对标准件(色板)的制订及喷涂过程共同参与确认。
2、启用静置涂料时,对容器内的部分的涂料予以适当的搅拌至均匀为止。
(不可剧烈或强力搅拌)3、对喷枪的压缩空气压力、涂料吐出量、喷雾、喷幅大小等各项施工手法的统一规范。
4、尽量控制被涂物素材本身对光反射与折射的影响性。
5、依标准膜厚规格值进行并管制喷涂作业。
6、更换线上涂料时,应彻底清洗净循环管路及循环桶。
二、橘子皮(ORANGEPEEL):吐膜表面呈现规则性的似橘皮状的波浪型纹路。
原因:1、稀释剂太快干或溶解力不够。
2、喷枪压缩空气压力太高,造成涂料吐出量太少。
3、喷枪距离被涂物较远(或时远时近)4、涂料稀释程度不足,粘度太高。
处理方式:1、用的稀释剂,并选用调整予较慢干的稀释剂。
2、调节压缩空气压力及涂料吐出量比值至标准比例。
3、依照正常规定的喷涂距离及喷幅面积施工作业。
4、涂料稀释至标准的作业黏度(秒数)范围内。
三,针孔(PINHOLING):涂膜表层有细小似针孔的细微孔洞出现。
原因:1、稀释剂选用不当,蒸发速率太快。
2、喷涂过厚过湿,且至进炉烘烤前无足够的湿膜静置时间。
喷漆常见的缺陷及分析
喷漆常见的缺陷及分析喷漆常见的缺陷及分析一、桔皮<现象> :涂面如桔子表皮状凹凸不平引起的主要原因:1.环境原因:温度高;风速强2.设备、机器原因:喷枪口径小;压缩空气压力低,喷枪不佳或清扫不良,导致雾化不良3.涂装作业时的原因:构件表面温度高;涂膜过薄;喷涂压力低;吐出量过少;喷枪速度快;喷枪距离远;晾干时间短4.材料导致的原因:稀释剂挥发速度过快;涂料粘度高;涂料流平性不好二、流挂<现象>:垂直面涂膜成局部的过厚,产生不均匀的条纹和流痕。
引起的主要原因:1.环境原因:温度低;周围空气的溶剂蒸汽含量高;风速慢2.设备、机器原因:喷枪口径大;喷枪雾化不良;3.涂装作业时的原因:构件温度低;喷涂压力低;吐出量过大;喷枪速度慢;喷枪距离近;涂膜过厚4.材料导致的原因:稀释剂挥发速度慢;涂料粘度低三、针孔<现象>:涂膜上产生针刺状孔现象引起的主要原因:1.环境原因:温度高;风速快;湿度高2.设备、机器原因:升温过急、表面干燥过快3涂装作业时的原因:吐出量大;涂膜过厚4材料导致的原因:稀释剂挥发过快;涂料的流动性差;涂料中混入水分等异物四、起泡<现象>:涂膜层间产生无数大小水胀状隆起引起的主要原因:1.环境原因:温度高;湿度高;水溅到涂膜表面;晾干时间短2.设备、机器原因:压缩空气管道中含油、水等3.涂装作业时的原因:底材干底材燥不良;层间附着不良;溶解力不良的稀释剂五、咬起<现象>:底漆层被咬起脱离,产生皱纹、胀起、起泡等现象引起的主要原因:1.涂料方面:涂料不配套;底漆层耐溶剂性差;面漆含有能溶胀底涂层的强溶剂2.涂装方面:底涂层未干透;面漆喷涂太湿;面漆喷涂太厚。
常见涂装缺陷及对策

常见涂装缺陷及对策1、垂流:在垂直面涂装时,涂膜向下流呈,凸部的现象,涂装效果不佳。
产生原因:可能一次涂装过厚或涮涂料浓度过高,喷枪气过大,出漆量过多,喷嘴离涂装特过近。
对策:稀释过当粘度,调整喷枪气,压力3.5-4.5kg/m2,压适当及出量,距离适宜(15cm—20cm)。
2、刷痕:涂刷后,涂膜呈条状凹凸不平的现象。
产生原因:施工时,粘度过高,湿膜再涂。
对策:将漆料调至适当粘度,再涂时,底膜需基本干燥,刷子用力不要过大。
3、针孔:涂膜干燥后,涂面呈现小孔状,该小孔由基材于表面的现象。
产生原因:涂膜施喷太厚,干燥温度过高,被涂物有湿气,尘漆等。
对策:一次施喷厚度不得太厚,控制适当的干燥温度,保持被涂物无污尘等。
4、干喷现象:涂料喷涂时经雾化的涂料未到被涂物以前即已干燥一部分,再附著时形成粗糙的涂面。
产生原因:喷涂时喷枪口与被涂物距离过远,喷枪气压过高等原因造成。
对策:调整喷枪口与被涂物距离,约15cm-20cm,压力调整为3.5-4.5kg/m2.5、白化现象:涂膜表面苍白,无预期光泽。
产生原因:湿度过高(80%以上),稀释剂菡发过快,被涂物太冷。
对策:涂装湿度应80%以上,或可加5-10%的防白水,要用过快干的稀释剂,被涂物不要太冷。
6、剥离脱落:涂膜从被涂物表面成片掉下。
产生原因:基材有蜡、油、水等,下涂未干而再涂,底材过于平滑,墙面已粉化或采用低劣补土,附着力不够。
对策:将底材彻底除干净,确保无蜡、油、水等杂物,已粉化的旧墙必须铲除干净;用油性批土,或水性批土批平,完全干燥后再涂膜。
7、桔皮现象:涂膜不平滑,象桔皮状凹凸涂膜。
产生原因:稀释剂蒸发太快,喷压力不定或压力过大,吹附距离太远,一次喷涂太厚,底层未干再涂。
对策:使用适当的稀释液,控制喷枪压力,距离要适中,不要一次厚涂,底层完全干燥再涂。
8、褪色现象:涂膜数日后,颜色部分褪掉,色泽不均一。
产生原因:新增未完全干燥,碱性太重,造成色泽退掉。
涂装过程常见的缺陷及防治

针孔
( 又 称 凹 点 )(A ls o k n o w n a s P ittin g .)
预防和修补
严格遵守烘烤时间。 按照规定选择指定的稀释剂,并且按照规定比例稀释。 需要喷漆的工件在打磨前、后都要清洁,清除蜡、油脂、抛光剂和 其它杂质。 每天都要打开空气压缩机的排放阀,排放水和其它沉积物。 油漆不要喷涂得太厚,涂层厚度适中,要有适当的闪干时间。 不要用风扇吹干油漆,否则漆膜表面结皮,溶剂会封闭在漆膜里 面。 调节喷枪和喷涂气压,确保油漆雾化效果好。 如果发现针孔,打磨后重新喷漆。
喷涂缺陷油漆粘度低喷涂距离太近涂层太湿针孔闪干不够玻璃钢基材有气孔压缩空气管道内有水分在高温高湿条件下喷涂喷房内通风不良稀释剂挥发太快面漆未完全干燥就抛光附着力什么底材与涂料的附着力较好
涂装过程常见的缺 陷及防治
桔皮/Orange Peel
现象
由于喷涂时流平不好, 漆膜上出现象桔皮一样 的麻点或粗糙的纹理。
分雾化的前提下,尽可能降低压缩空气的压力。
每次喷涂的漆层要薄而湿。 使用同一油漆制造商生产的配套产品。
剥落/起皮 (8)
•修补方法
•清除剥落的漆膜,处理底材,然后重新喷漆。
喷涂缺陷
流挂 – 油漆粘度低、喷涂距离太近、涂层 太湿 桔皮 –油漆粘度高、涂层太厚太薄、 针孔 – 闪干不够、玻璃钢基材有气孔、压 缩空气管道内有水分 失光 – 在高温高湿条件下喷涂,喷房内通 风不良、稀释剂挥发太快、面漆未完全干 燥就抛光 稀释剂挥发太快有什么不好?
表面无光/异常失光 (5)
•修补方法
•通常用粗蜡研磨表面然后再抛光,即可恢复正常的光泽。如果失
光严重,抛光得不到满意的效果,磨平漆膜,重新喷漆。
涂装常见不良分析

4、重影:字体不清晰,边缘重叠。原因:1、网板太 板;2、网板与工作物距离太近;3、错位;
5、漏印:应印刷处未印刷。原因:未印刷品与印刷品 混料。
关于印刷的其它知识
国际标准中之U、C区别:
U:暗淡,C:鲜艳;如185C就比185U明亮、鲜 艳。Fra bibliotek 油墨配色常识:
黑+白
灰
红+蓝
紫
蓝+黄
绿
红+黄+蓝 黑
所有调墨中白色一定会用到,白色为调和色。
烤箱温度设定:先预热之后者可调高温 度。
烘烤过程:1、预热过程;2、溶剂排除 过程;3、热风循环;4、自然冷确;
五、检验印刷不良之三要素
字体 颜色 位置
六、常见印刷不良
飞油:字体不清晰,边缘呈锯齿状。原因:1、油墨太 稀;2、压力重;3、网板与产品距离过近;
2、漏油:油墨沾于不需印刷区域。原因:1、网板上 有砂眼;2、人为因素;
表面模痕、进料影、毛边(产生脱漆)、 亮痕。。。
D、环境洁净度
含尘量超标 抽风
E、温湿度
温度越高,溶剂挥发越快(选择挥发性 弱之溶剂)
温度越低,溶剂挥发越慢(选择挥发性 强之溶剂,也可通过加热油漆来解决)
湿度,可能造成咬漆
四、喷漆常见不良
色差(影响因素:素材颜色、油漆、膜 厚、油漆浓度)
流滴(喷枪油量大小、喷枪与产品之距 离、雾化程度)
咬漆(车间温湿度、素材、产品干燥温 度)
杂质、纤维 碰刮伤(包装、运输、操作不当)
关于喷漆的其它知识
喷枪到产品表面之距离:15至20CM 咬漆:喷漆品表面之白雾现象,洪烤温
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
谢谢!
61、奢侈是舒适的,否则就不是奢侈 。——CocoCha nel 62、少而好学,如日出之阳;壮而好学 ,如日 中之光 ;志而 好学, 如炳烛 之光。 ——刘 向 63、三军可夺帅也,匹夫不可夺志也。 ——孔 丘 64、人生就是学校。在那里,与其说好 的教师 是幸福 ,不如 说好的 教师是 不幸。 ——海 贝尔 65、接受挑战,就可以享受胜利的喜悦 。——杰纳勒 尔·乔治·S·巴顿
涂装常见缺陷分析分析
1、纪律是管理关系的形式。——阿法 纳西耶 夫 2、改革如果不讲纪律,就难以成功。
3、道德行为训练,不是通过语言影响 ,而是 让儿童 练习良 好道德 行为, 克服懒 惰、轻 率、不 守纪律 、颓废 等不良 行为。 4、学校没有纪律便如磨房里没有水。 ——夸 美纽斯
5、教纪律性 ,这是 儿童道 德教育 最重要 的部分 。—— 陈鹤琴