【CN110090961A】一种轴承钢产品的加工工艺【专利】
【CN110090968A】一种制动鼓机加工工艺【专利】
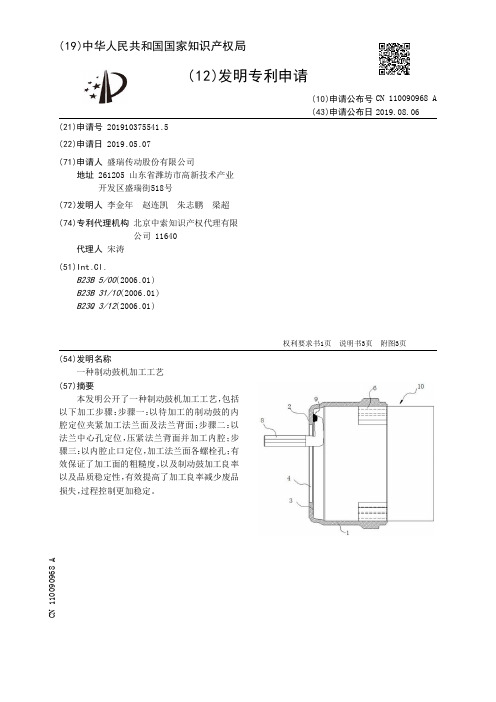
(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号 (43)申请公布日 (21)申请号 201910375541.5(22)申请日 2019.05.07(71)申请人 盛瑞传动股份有限公司地址 261205 山东省潍坊市高新技术产业开发区盛瑞街518号(72)发明人 李金年 赵连凯 朱志鹏 梁超 (74)专利代理机构 北京中索知识产权代理有限公司 11640代理人 宋涛(51)Int.Cl.B23B 5/00(2006.01)B23B 31/10(2006.01)B23Q 3/12(2006.01)(54)发明名称一种制动鼓机加工工艺(57)摘要本发明公开了一种制动鼓机加工工艺,包括以下加工步骤:步骤一:以待加工的制动鼓的内腔定位夹紧加工法兰面及法兰背面;步骤二:以法兰中心孔定位,压紧法兰背面并加工内腔;步骤三:以内腔止口定位,加工法兰面各螺栓孔;有效保证了加工面的粗糙度,以及制动鼓加工良率以及品质稳定性,有效提高了加工良率减少废品损失,过程控制更加稳定。
权利要求书1页 说明书3页 附图3页CN 110090968 A 2019.08.06C N 110090968A权 利 要 求 书1/1页CN 110090968 A1.一种制动鼓机加工工艺,其特征在于,包括以下加工步骤:步骤一:以待加工的制动鼓的内腔定位夹紧加工法兰面及法兰背面;步骤二:以法兰中心孔定位,压紧法兰背面并加工内腔;步骤三:以内腔止口定位,加工法兰面各螺栓孔。
2.如权利要求1所述的制动鼓机加工工艺,其特征在于,在进行步骤一之前,先进行制动鼓内腔找正工序。
内腔找正工序是将待加工的制动鼓装夹在车床的卡盘上,而后缓慢转动卡盘,观察待加工的制动鼓的内腔与车刀的干涉情况,如果转动的制动鼓与车刀不发生干涉则制动鼓内腔找正。
3.如权利要求1所述的制动鼓机加工工艺,其特征在于,在进行步骤二加工时,车刀采用专用加强刀杆,所述专用加强刀杆的直径为80mm-110mm。
一种中碳轴承钢及其制造方法[发明专利]
![一种中碳轴承钢及其制造方法[发明专利]](https://img.taocdn.com/s3/m/74d0d5bb85868762caaedd3383c4bb4cf7ecb78c.png)
[19]中华人民共和国国家知识产权局[12]发明专利申请公布说明书[11]公开号CN 101186995A[43]公开日2008年5月28日[21]申请号200710113426.8[22]申请日2007.10.15[21]申请号200710113426.8[71]申请人莱芜钢铁集团有限公司地址271104山东省莱芜市钢城区友谊大街38号[72]发明人董杰吉 王广连 戈文英 杜显彬 翟正龙郑桂芸 李猛 张伟 孙永喜 张利平 孙进[74]专利代理机构济南金迪知识产权代理有限公司代理人许德山[51]Int.CI.C22C 38/12 (2006.01)C22C 38/16 (2006.01)C22C 38/24 (2006.01)C22C 38/46 (2006.01)C22C 33/04 (2006.01)C21C 7/06 (2006.01)C21C 7/072 (2006.01)C21C 7/10 (2006.01)B21B 37/74 (2006.01)C21D 8/00 (2006.01)B22D 11/16 (2006.01)B22D 15/00 (2006.01)B22D 37/00 (2006.01)权利要求书 1 页 说明书 6 页 附图 1 页[54]发明名称一种中碳轴承钢及其制造方法[57]摘要本发明涉及一种中碳轴承钢及其制造方法,属于轴承钢材料及其生产工艺技术领域。
中碳轴承钢的化学成分范围按重量百分比计为:C:0.50~1.0%、Si:0.60~1.50%、Mn:0.50~1.20%、Mo:0.15~1.0%、V:0.15~1.0%、Cr、Ni≤0.30%、Cu ≤0.15%、S≤0.025%、P≤0.025%、B:0.0005~0.0035%、[O]≤15×10-6、[H]≤2×10-6,余为Fe和不可避免的杂质。
本发明还提供了所述轴承钢的制备方法,采用该制造方法可生产规格Φ30~260mm的圆钢。
一种耐髙温轴承钢及其生产工艺[发明专利]
![一种耐髙温轴承钢及其生产工艺[发明专利]](https://img.taocdn.com/s3/m/22ef1b3d28ea81c759f57851.png)
专利名称:一种耐髙温轴承钢及其生产工艺专利类型:发明专利
发明人:徐开斌,刘宪民,夏速萍,王时林
申请号:CN201210480807.0
申请日:20121123
公开号:CN102936689A
公开日:
20130220
专利内容由知识产权出版社提供
摘要:本发明公开了一种耐髙温轴承钢,按轴承钢重量百分比其成分为:C0.72~0.82%、Si1.20-1.60%、Mn≤0.40%、Cr3.30~4.30%、W1.00~1.30%、Mo2.00-2.60%、V0.85-1.25%、
P≤0.040%、S≤0.030%、Ni≤0.25%、Cu≤0.25%,余量是Fe和不可避免的杂质。
包括电炉冶炼、LF精炼炉、VD真空炉、连铸和轧钢。
该轴承钢具有耐髙温性能,可在200-250℃的高温环境下使用。
申请人:中天钢铁集团有限公司
地址:213011 江苏省常州市戚墅堰东守
国籍:CN
代理机构:南京汇盛专利商标事务所(普通合伙)
代理人:陈扬
更多信息请下载全文后查看。
轴承钢生产工艺[发明专利]
![轴承钢生产工艺[发明专利]](https://img.taocdn.com/s3/m/7a7df40c6294dd88d1d26b90.png)
专利名称:轴承钢生产工艺
专利类型:发明专利
发明人:林国强,孙华,朱守欣,孔凡杰申请号:CN200410014700.2
申请日:20040420
公开号:CN1563435A
公开日:
20050112
专利内容由知识产权出版社提供
摘要:本发明是一种轴承钢生产工艺,在冶炼过程中有效控制钢中氧含量及其它夹杂物,包括加入原料、电炉冶炼、精炼、真空脱氧、连铸等生产步骤,电炉出钢到精炼炉时的钢水温度在1600℃以上,精炼时将精炼用部分渣料石灰、萤石、预脱氧剂及合金加在钢包包底并于在线烘烤位进行烘烤,同时采用铝铁预脱氧及铝线脱氧;真空度≤70Pa,真空保持时间在15分钟以上,真空解除后,静置保持液面微动15~20分钟;连铸时,钢包到中间包长水口氩封保护,使用挡渣堰和双层覆盖剂,同时使用结晶器电磁搅拌;低过热度、低拉速,二冷后段采用气雾冷却。
本发明成品钢坯中氧含量在
10ppm以下,其性能指标符合国家质量标准。
申请人:南京钢铁联合有限公司
地址:210035 江苏省南京市六合区卸甲甸
国籍:CN
代理机构:南京众联专利代理有限公司
代理人:王荷英
更多信息请下载全文后查看。
一种轴承钢等温轧制工艺[发明专利]
![一种轴承钢等温轧制工艺[发明专利]](https://img.taocdn.com/s3/m/de6bf2317f1922791788e85c.png)
专利名称:一种轴承钢等温轧制工艺专利类型:发明专利
发明人:不公告发明人
申请号:CN201410761375.X
申请日:20141213
公开号:CN105755237A
公开日:
20160713
专利内容由知识产权出版社提供
摘要:本发明公开了一种轴承钢等温轧制工艺,包括如下工序:采用GCr15轴承钢,采用1150-1200℃的加热温度,经多道次轧制,终轧温度不低于1000℃,轧后可获得均匀细小的完全再结晶奥氏体组织,二次碳化物尚没有开始析出;轧后采用一次冷却和二次冷却的工艺;一次冷却快冷到棒材表面温度450-500℃,最高返红温度为550-600℃;二次冷却在600℃进行等温相度,控制相变速度,等温后加热到球化退火温度,保温一定时间,以130℃/h的冷却速度冷却到650℃,然后空冷,也可以再等温转变后空冷,再加热进行球化退火。
本发明操作简单,对操作者经验要求低。
申请人:重庆霸腾机械有限公司
地址:401320 重庆市巴南区南泉街道白鹤村二社
国籍:CN
代理机构:重庆创新专利商标代理有限公司
代理人:付继德
更多信息请下载全文后查看。
一种轴类工件加工工艺[发明专利]
![一种轴类工件加工工艺[发明专利]](https://img.taocdn.com/s3/m/a47b30d831126edb6e1a1058.png)
专利名称:一种轴类工件加工工艺专利类型:发明专利
发明人:査凌宇
申请号:CN201410129221.9
申请日:20140401
公开号:CN103894799A
公开日:
20140702
专利内容由知识产权出版社提供
摘要:本发明公开了一种轴类工件加工工艺,轴件毛坯为热轧棒料,所述的轴件毛坯为热处理45钢,在调质处理之后,粗加工锯去多余部分,铣端面、钻中心孔和荒车外圆,再经局部高频淬火,可以使局部硬度达到HRC62~65,再经过适当的回火处理,外表面半精加工,高频淬火处理、低温时效处理、外表面精加工再锥孔精加工,所述的在精加工时以顶尖孔、轴颈外圆表面并且两者交替使用,互为基准。
本发明克服了现有技术的不足,制作工艺简单,通过外表面粗加工再钻深孔再锥孔粗加工再外表面精加工再锥孔精加工,采用这样加工顺序,可以采用外圆表面和锥孔互为基准,交替使用,能逐步提高同轴度。
申请人:安庆市吉安汽车零件锻轧有限公司
地址:246100 安徽省安庆市怀宁县工业园
国籍:CN
更多信息请下载全文后查看。
一种机械主轴的加工工艺[发明专利]
![一种机械主轴的加工工艺[发明专利]](https://img.taocdn.com/s3/m/8b0546e9a48da0116c175f0e7cd184254b351b0f.png)
(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号 (43)申请公布日 (21)申请号 201810421002.6(22)申请日 2018.05.04(71)申请人 宁波市鄞州兴韩机械实业有限公司地址 315135 浙江省宁波市鄞州区云龙镇石桥村(72)发明人 张超斌 张寒 (74)专利代理机构 宁波市鄞州盛飞专利代理事务所(特殊普通合伙) 33243代理人 洪珊珊(51)Int.Cl.B23P 15/14(2006.01)(54)发明名称一种机械主轴的加工工艺(57)摘要本发明属于轴加工技术领域,特别涉及一种机械主轴的加工工艺。
具体工艺包括成型—调质处理—加工—渗氮处理,本发明采用低压脉冲两段渗氮工艺,以氮气和氨气作为氮源,严格控制二者的质量比,同时采用超低负压,控制渗氮层的厚度,最终获得的渗氮层具有优异的均匀性和致密性,从而大大提高了主轴的综合力学性能和耐磨性能。
权利要求书1页 说明书6页CN 108747233 A 2018.11.06C N 108747233A1.一种机械主轴的加工工艺,其特征在于,包括以下步骤:S1、成型:将合金锭下料,熔炼成型制毛坯;S2、调质处理:将毛坯进行调质处理;S3、加工:将调质处理后的毛坯依次进行半精车加工、精车加工、半精磨加工、钻削、精铣加工、花键加工;S4、渗氮处理:将加工后的毛坯先在低压脉冲下于530-550℃渗氮处理8-12h,然后在570-600℃渗氮处理5-8h,制得机械主轴成品,其中渗氮炉压力为-(0.05-0.01)MPa,渗氮层厚度为0.08-0.12mm。
2.根据权利要求1所述的机械主轴的加工工艺,其特征在于,步骤S4中所述渗氮处理的渗氮剂为氮气+氨气,二者的质量比为1:(1.5-5)。
3.根据权利要求1所述的机械主轴的加工工艺,其特征在于,步骤S4中所述低压脉冲的方式为:充气30-40min后抽真空30-40min。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(19)中华人民共和国国家知识产权局
(12)发明专利申请
(10)申请公布号 (43)申请公布日 (21)申请号 201910355417.2
(22)申请日 2019.04.29
(71)申请人 石家庄钢铁有限责任公司
地址 050031 河北省石家庄市和平东路363
号
申请人 西安建筑科技大学
(72)发明人 黄永建 刘军会 杨进航 刘世锋
张智昶 冯璐 刘瑞宁 席军良
戴观文 郑朝辉 赵瑞华
(74)专利代理机构 西安通大专利代理有限责任
公司 61200
代理人 徐文权
(51)Int.Cl.
B22F 3/24(2006.01)
B33Y 40/00(2015.01)
C21D 9/40(2006.01)C22C 38/02(2006.01)C22C 38/18(2006.01)C22C 38/60(2006.01)
(54)发明名称一种轴承钢产品的加工工艺(57)摘要本发明属于增材制造技术领域,具体涉及一种轴承钢产品的加工工艺,包括如下步骤:3D打印轴承钢粉料,得到轴承钢产品坯料;对3D打印的轴承钢产品坯料进行固溶热处理、淬火热处理或淬火+回火热处理,加工完成。
本发明由于采用3D打印,因此容易实现轴承钢产品的个性化和批量化加工,同时也避免了传统轧制等压力加工工艺带来的质量缺陷。
对3D得到的轴承钢产品坯料进行不同的热处理,即进行固溶热处理、淬火热处理或淬火+回火热处理,能够使3D得到的轴承钢产品坯料在不同的热处理方式下得到不同的组织,使得轴承钢产品满足轴承行业对轴承钢的
使用要求。
权利要求书1页 说明书7页 附图10页CN 110090961 A 2019.08.06
C N 110090961
A
权 利 要 求 书1/1页CN 110090961 A
1.一种轴承钢产品的加工工艺,其特征在于,包括如下步骤:
3D打印轴承钢粉料,得到轴承钢产品坯料;
对3D打印的轴承钢产品坯料进行固溶热处理、淬火热处理或淬火+回火热处理,加工完成。
2.根据权利要求1所述的一种轴承钢产品的加工工艺,其特征在于,利用激光选区熔化成型工艺对轴承钢粉料进行3D打印,得到轴承钢产品坯料;
所述轴承钢粉料的粒度为40~70μm,室温下流动性处于16.10~17.50s。
3.根据权利要求2所述的一种轴承钢产品的加工工艺,其特征在于,所述轴承钢粉料中,以质量百分数计,90%~95%为粒度为40~60μm的轴承钢粉料,其余为粒度为60~70μm 的轴承钢粉料。
4.根据权利要求2所述的一种轴承钢产品的加工工艺,其特征在于,所述轴承钢粉料为GCr15轴承钢粉末,激光选区熔化对GCr15轴承钢粉末进行成形时,扫描功率为70~100W,扫描速率为250~400mm/s,扫描层厚为50μm,光斑直径为80μm。
5.根据权利要求1所述的一种轴承钢产品的加工工艺,其特征在于,固溶热处理的过程如下:
将3D打印的轴承钢产品坯料加热至1050~1080℃后进行保温和空冷;其中,保温使得3D打印的轴承钢产品坯料中的非平衡相在奥氏体化区间内完全转化为均匀一致的奥氏体组织;空冷使得3D打印的轴轴承钢产品坯料中奥氏体组织转变为珠光体、马氏体和残余奥氏体。
6.根据权利要求5所述的一种轴承钢产品的加工工艺,其特征在于,3D打印的轴承钢产品坯料采用10~12℃/min的加热速率加热至1050~1080℃,保温时间为2~2.5h。
7.根据权利要求1所述的一种轴承钢产品的加工工艺,其特征在于,淬火热处理的过程如下:
将3D打印的轴承钢产品坯料加热至820~830℃后保温,之后投入水中进行马氏体淬火。
8.根据权利要求7所述的一种轴承钢产品的加工工艺,其特征在于,将3D打印的轴承钢产品坯料以10~12℃/min的加热速率加热至820~830℃,保温时间为11~13min。
9.根据权利要求1所述的一种轴承钢产品的加工工艺,其特征在于,淬火+回火热处理的过程如下:
将3D打印的轴承钢产品坯料加热至820~830℃后保温,之后投入水中进行马氏体淬火;
然后再在140~150℃进行回火热处理,之后进行空冷。
10.根据权利要求9所述的一种轴承钢产品的加工工艺,其特征在于,保温时间为11~13min,回火热处理时间为180~200min。
2。