电镀槽液维护记录表
电镀A线槽液维护记录表-V5最新版
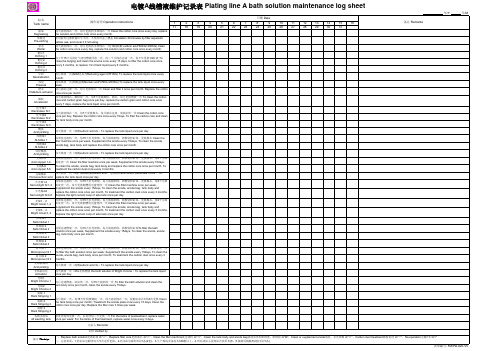
12345678910111213141516171819202122232425262728293031除油Degreasing 每天清洗棉芯一次,每月更换药水和棉芯一次 Clean the cotton core once every day, replace the solution and cotton core once every month.预粗化Pre-etching 使用前用过滤机循环半小时,不使用时盖上槽盖 Circulation 30 minutes by filter separator before use, and cover it if not using.亲水Wetter 每天清洗棉芯一次,每月更换药水和棉芯一次(10桶硫酸 sulfuric acid*30KG=300KG) Clean the cotton core once every day, replace the solution and cotton core once every month.粗化1Ecthing 1粗化2Ecthing 2粗化3Ecthing 3中和Neutralization每月换液一次(ADM 还原剂Reducing agent CR100L) To replace the tank liquid once every month.预浸Presoak 每周换液一次(10桶盐酸Muriatic acid*25KG=250KG) To replace the tank liquid once every week.钯水Palladium activator 每月清缸过滤一次,每月更换棉芯一次 Clean and filter it once per month, Replace the cotton core once per month.解胶Accelerator 每天清洗棉芯、碳粒袋一次,每7天更换碳粒、棉芯,每月更换槽液一次 To clean the cotton core and carbon grain bag once per day, replace the carbon grain and cotton core once every 7 days, replace the tank liquid once per month.化学镍1Electroless Ni 1化学镍2Electroless Ni 2化学镍3Electroless Ni 3酸洗Acid pickling 每天换液一次(硫酸sulfuric acid 2L )To replace the tank liquid once per day.预镀镍1Ni-Strike 1预镀镍2Ni-Strike 2活化酸洗Acid pickling 每天换液一次(硫酸sulfuric acid 2L )To replace the tank liquid once per day.光铜1-4Acid copper 1-4光铜5-8Acid copper 5-8过硫酸缸Peroxosulfuric acid 每天换液一次(2桶*30KG 硫酸sulfuric acid 、过硫酸铵ammonium persulfate 10KG ) To replace the tank liquid once per day.半光镍1-3Semi-bright Ni 1-3半光镍4-6Semi-bright Ni 4-6光镍1、2Bright nickel 1, 2光镍3、4Bright nickel 3, 4珍珠镍1Satin Nickel 1珍珠镍 2Satin Nickel 2珍珠镍 3Satin Nickel 3珍珠镍 4Satin Nickel 4封口镍 1Micoroprous Ni 1封口镍 2Micoroprous Ni 2光铬前酸洗Acid pickling 每天换液一次(硫酸sulfuric acid 3L )To replace the tank liquid once per day.光铬前活化Activation 每天换液一次(25L 光铬槽液 the bath solution of Bright chrome )To replace the tank liquid once per day.光铬1Bright Chrome 1光铬2Bright Chrome 2脱解 1Rack Stripping 1脱解 2Rack Stripping 2脱解 3Rack Stripping 3各级水洗缸All washing tank前处理每周更换一次,后处理每三天更换一次 For the tanks of pretreatment, replace water once per week; For the tanks of final treatment, replace water once every 3 days.备注 Remarks表单编号: FM/PD-020-V5记录人 Recorder 每周洗过滤机一次,每15天补充阳极,每月清洗阳极、阳极袋和缸体、更换棉芯,每3个月碳粉处理一次 Clean the filter machine once per week, Supplement the anode every 15days,To clean the anode, anode bag, tank body and replace the cotton core once per month, To treatment the carbon dust once every 3 months.每周洗过滤机一次,每15天补充阳极,每月清洗阳极、阳极袋和缸体、更换棉芯,每3个月碳粉处理一次,每天更换侧槽弱电猪笼网一次 Clean the filter machine once per week,Supplement the anode every 15days, To clean the anode, anode bag, tank body andreplace the cotton core once per month, To treatment the carbon dust once every 3 months,Replace the light current coop of side tank once per day.每周洗过滤机一次,每15天补充阳极,每月清洗阳极、阳极袋和缸体、更换棉芯,每3个月碳粉处理一次,每天更换侧槽弱电猪笼网一次 Clean the filter machine once per week,Supplement the anode every 15days, To clean the anode, anode bag, tank body andreplace the cotton core once per month, To treatment the carbon dust once every 3 months,Replace the light current coop of side tank once per day.每周过滤槽液一次,每15天补充阳极,每月清洗阳极、阳极袋和缸体To filter the bathsolution once per week, Supplement the anode every 15days, To clean the anode, anode bag, tank body once per month.每月清缸一次;每15天炸阴极钢板一次,每天清洗棉芯一次;脱解缸虑芯1周/3次更换 Clean the tank body once per month; Treatment the anode plate once every 15 days; Clean the cotton core once per day; Replace the filter core 3 times per week.备注 Remarks电镀A 线槽液维护记录表 Plating line A bath solution maintenance log sheet年/Y 月/M日期 Date每周过滤槽液一次,每15天补充阳极,每月清洗阳极、阳极袋和缸体,每3个月碳粉处理一次To filter the bath solution once per week, Supplement the anode every 15days, To clean the anode, anode bag, tank body once per month, To treatment the carbon dust once every 3months.每月过滤槽液、洗缸体一次,每15天洗阳极一次 To filter the bath solution and clean the tank body once per month, clean the anode every 15days.审核 Verified by一、Replace bath solution 更换缸液 画"△",Replace filter core 更换滤芯 画“⊙”,Clean the filter machine 洗过滤机 画“○”,Clean the tank body and anode bag 清洗缸体和阳极篮、阳极袋 画“☒”,Clean or supplement anode 清洗、补充阳极 画"#",Carbon dust treatment 碳粉处理 画"▽",No-operation 无操作时画“/” .二、注意事项:1.药水缸电解网每天/1次返炸更换;2.药水缸电解网1用/1备(2套);3.生产现场多备虑芯180根以上;4.所有清缸人需到缸内使用布擦;5.脱解用钢板配2套(1用/1备)缸名Tank name操作说明 Operation instructions每工作15天关闭打气清理槽液浮渣一次,每三个月棉芯过滤一次,每半年更换1/2缸液 To close the bulging and clean the scums once every 15 days, to filter the cotton core once every 3 months, to replace 1/2 of tank liquid every 6 months.每天清洗棉芯一次,每7天更换棉芯,每月碳芯过滤、清洗缸体一次 Clean the cotton core once per day, Replace the cotton core once every 7days, To filter the carbon core and clean the tank body once per month.每周洗过滤机一次,每15天补充阳极,每月清洗阳极、阳极袋和缸体、更换棉芯 Clean the filter machine once per week, Supplement the anode every 15days, To clean the anode,anode bag, tank body and replace the cotton core once per month.。
电镀制程工艺参数巡查记录表
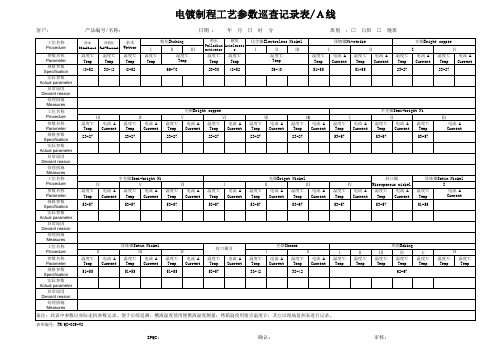
参数名称 Parameter 规格参数 Specification 实际参数 Actual parameter 异常原因 Deviant reason 处理措施 Measures
除-Etching Wetter
温度℃ Temp
温度℃ Temp
工位名称 Procedure
参数名称 Parameter 规格参数 Specification 实际参数 Actual parameter 异常原因 Deviant reason 处理措施 Measures
工位名称 Procedure
参数名称 Parameter 规格参数 Specification 实际参数 Actual parameter 异常原因 Deviant reason 处理措施 Measures
51-55
51-55
Ⅳ 温度℃ 电流 A
Temp Current
51-55
封口镍Ⅱ
温度℃ Temp
53-57
电流 A Current
光铬Chrome
Ⅰ
Ⅱ
温度℃ 电流 A 温度℃ 电流 A Temp Current Temp Current
38-42
38-42
Ⅰ 温度℃
Temp
Ⅱ 温度℃
Temp
烘箱Baking
23-27
Ⅰ 温度℃ 电流 A
Temp Current
53-57
半光镍Semi-bright Ni Ⅱ
温度℃ 电流 A 温度℃ Temp Current Temp
53-57
53-57
Ⅲ
电流 A Current
半光镍Semi-bright Ni
Ⅳ
Ⅴ
电镀药水管理
1.0 目的规范电镀药水的维护和管理,包括电镀药水的形成(建浴或开缸),使用,保养,异常处理一直到报废等过程,确保电镀品质的稳定性,并延长药水的使用寿命。
2.0 范围适用于本公司所有电镀药水的管理.3.0 定义无4.0 职责4.1 品质化验员负责电镀药水的监测,并建议必要的调整和处置。
4.2 技术工程师负责组织、指导建浴、缸液保养、异常处理及报废。
5.0 作业程序5.1 建浴:5.1.1 建浴时机:一般在下列情况下进行建浴(开缸)动作。
✧新设备产生的时候。
✧现有药水出现异常状况,暂时无法处理时。
✧新产品,新规格,配合客户开发时。
✧定期保养,欲作备用更换时。
✧多余药水,为减少损失,减废,及备用的考虑,作适时修正建浴时。
5.1.2 建浴步骤:详细参照各电镀液供应商产品说明书。
1)依照建浴总量和组成量,计算并称量所需各化学药品的数量。
2)将药槽清洗干净,必须使用纯水清洗两到三次以上。
(若是旧槽或原药槽与新药水为不同类时,必须作特殊清洗);3)确定排水阀为关闭之后,依照各电镀药水使用说明书规定步骤进行加药。
4)配置完成后,必须先取样作哈氏槽实验。
5)试验片若没有达到预期标准,必须作组分的修正,若符合则可以正式进行使用。
6)在建浴完成后,必须填写【电镀开缸记录】,建立浴槽档案,内容包含槽号,容量,组成量,建浴日期,建浴者,审核者,分析记录,检验记录,添加记录,修正记录,执行者,重大处理记录等。
5.2 使用在操作药水时必须注意以下事项:5.2.1 确保电镀药水槽液量的稳定性,以免影响药水浓度。
✧尽量避免带进,带出或漏水。
✧避免大量补水,原则上一次补水量不超过槽液量的2%(考虑温度与浓度的关系).✧若一次须补大量水时,必须事先通知电镀药水管理者。
✧电镀槽必须标定标准液位线(上下限),当液位低于下限线时,上报调整。
5.2.2 确保电镀药水不受到外界污染。
✧尽量避免镀件,工具,金属零件掉落在药槽中,若发现有掉落情况务必立即处理。
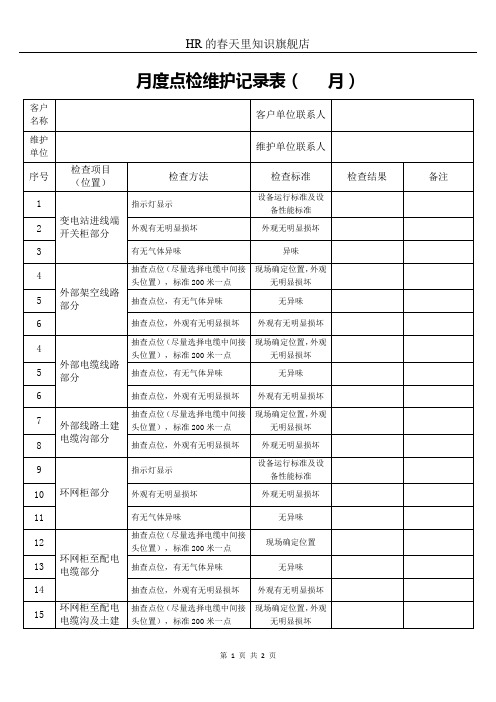
月度点检维护记录表
5
抽查点位,有无气体异味
无异味
6
抽查点位,外观有无明显损坏
外观有无明显损坏
4
外部电缆线路部分
抽查点位(尽量选择电缆中间接头位置),标准200米一点
现场确定位置,外观无明显损坏
5
抽查查点位,外观有无明显损坏
外观有无明显损坏
7
外部线路土建电缆沟部分
月度点检维护记录表( 月)
客户名称
客户单位联系人
维护单位
维护单位联系人
序号
检查项目(位置)
检查方法
检查标准
检查结果
备注
1
变电站进线端开关柜部分
指示灯显示
设备运行标准及设备性能标准
2
外观有无明显损坏
外观无明显损坏
3
有无气体异味
异味
4
外部架空线路部分
抽查点位(尽量选择电缆中间接头位置),标准200米一点
现场确定位置
13
抽查点位,有无气体异味
无异味
14
抽查点位,外观有无明显损坏
外观有无明显损坏
15
环网柜至配电电缆沟及土建部分
抽查点位(尽量选择电缆中间接头位置),标准200米一点
现场确定位置,外观无明显损坏
16
抽查点位,外观有无明显损坏
外观无明显损坏
17
配电室开关柜部分
指示灯显示
设备运行标准及设备性能标准
抽查点位(尽量选择电缆中间接头位置),标准200米一点
现场确定位置,外观无明显损坏
8
抽查点位,外观有无明显损坏
外观无明显损坏
9
环网柜部分
指示灯显示
设备运行标准及设备性能标准
电镀线巡检记录表
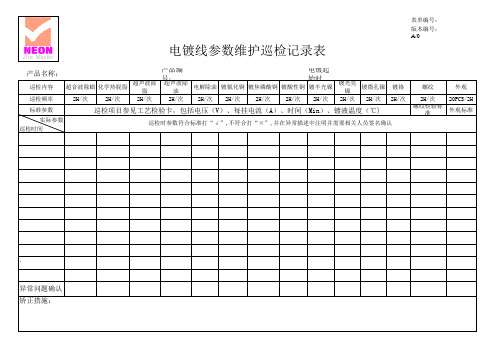
镀光亮 镍
2H/次
镀微孔镍 2H/次
镀铬 2H/次
标准参数
巡检项目参见工艺检验卡,包括电压(V)、每挂电流(A)、时间(Min)、镀液温度(℃)
实际参数 巡检时间
巡检时参数符合标准打“√”,不符合打“×”,并在异常描述中注明并需要相关人员签名确认
螺纹
2H/次 螺纹检验标
准
外观 20PCS/2H 外观标准
`
异常问题确认 矫正措施:
制表:
主管审 核:
品管主 管核 准:
Zinc Master
电镀线参数维护巡检记录表
表单编号: 版本编号: A/0
产品名称:
巡检内容 超音波除蜡 化学热脱脂
巡检频率
2H/次
2H/次
超声波除 脂
2H/次
产品编 号:
超声波除 油
2H/次
电镀起 始时
电解除油 镀氰化铜次 2H/次
2H/次
2H/次 2H/次
设备维护记录表

设备维护记录表日期:____________________设备名称:____________________设备型号:____________________设备编号:____________________维护人员:____________________维护内容:____________________维护前的设备状态:____________________________________________________________维护过程:1. ____________________2. ____________________3. ____________________4. ____________________5. ____________________维护后的设备状态:____________________________________________________________维护结果:____________________________________________________________备注:____________________________________________________________签字:____________________附注:本记录表用于记录设备的维护情况,以便于日后查阅和参考。
请维护人员在每次维护后填写该表,并在维护结束后将其归档。
如有需要,可在备注栏中补充详细说明。
设备维护记录表是一种用于记录设备维护情况的文档,对于设备的正常运行和保养至关重要。
本文将介绍设备维护记录表的具体内容和填写要求,以及维护记录的重要性。
一、设备维护记录表的内容设备维护记录表主要包括以下几个部分:1. 日期:填写维护记录的日期,以便于追溯和查阅。
2. 设备名称:填写被维护设备的名称,确保记录的准确性。
3. 设备型号:填写被维护设备的型号,以便于区分不同设备。
电镀生产线安全检查记录表

工艺安全检查
工艺流程检查:检查电镀生产线的工艺流程是否符合规范,是否存在安全隐患。
设备安全检查:对电镀生产线的设备进行安全检查,包括电源、电机、传动装置等部件是否 正常。
化学品安全检查:检查电镀生产线所使用的化学品是否符合安全标准,是否存在泄漏、腐蚀 等安全隐患。
操作规程检查:检查电镀生产线的操作规程是否规范,操作人员是否经过培训并熟悉操作规 程。
电镀生产线安全检查记 录表审核与整改
审核流程与标准
审核目的:确 保电镀生产线 安全检查记录 表的准确性和
完整性
审核范围:涵 盖电镀生产线 的各个关键环
节和设备
审核方法:采 用现场检查、 资料审查和员 工访谈等方式
审核标准:依 据相关法规、 行业标准和公 司内部规定进
行评估
整改要求:针 对审核中发现 的问题,提出 具体的整改措
添加章节标题
电镀生产线安全检查记 录表概述
定义与目的
定义:电镀生产线安 全检查记录表是一种 用于记录电镀生产线 安全检查情况的表格
目的:确保电镀生产线 的安全运行,及时发现 并消除潜在的安全隐患, 保障员工的人身安全和 企业的财产安全
适用范围
适用于电镀生产线 的安全检查
适用于电镀生产线 的日常维护和保养
汇报人:
记录表存档要求
存档时间:至少保存一年 存档方式:电子版或纸质版 存档内容:包括检查日期、检查人员、检查结果、整改措施等信息 保密要求:对敏感信息进行脱敏处理,确保信息安全
记录表查阅与使用权限
记录表查阅:记录表应存放在安全 检查部门,方便相关人员查阅
查阅时间:记录表应在规定时间内 进行查阅,避免过期信息影响判断
电镀生产线安全检查记 录表管理与存档
电镀槽液维护管理标准分析

822022年3月下 第06期 总第378期工艺设计改造及检测检修China Science & Technology Overview0.引言在航空零件制造过程中,电镀工艺是产生有害污染物最多的工序。
电镀工艺中往往含有高浓度的氰化物、重金属等污染物。
以镀镉槽液为例,其氰化物浓度一般在100g/L 以上,是国家标准排放标准的数十万倍,任何槽液调整都可能导致大量的污染物排放。
因此做好电镀槽液维护管理意义重大,不仅可以保障电镀生产的正常进行和电镀零件的加工质量,还可以从源头上大量减少污染物的排放,避免对生态环境的破坏。
本文拟分析国内外电镀槽液管理相关标准对常见的槽液管理方法进行举例介绍,为电镀标准编制与规范化献言献策。
1.电镀槽液维护管理方法1.1槽液配制阶段为延长槽液使用寿命,避免有害污染物的排放,在槽液配制阶段,要根据槽液成分的变化趋势,合理确定各成分的配制浓度,减少溶液的调整或报废。
如在HB/Z 5074《电镀银工艺》中,电镀银槽液中需要添加碳酸钾。
但在后续的电镀过程中会反应生成碳酸钾,当碳酸钾含量达到含量上限时需要添加氰化钡来沉淀碳酸钾,并倒槽去除沉淀。
在这个处理过程中不但需要使用剧毒、昂贵的氰化钡,还会不可避免地会造成有害污染物排放。
因此在配制镀银槽时碳酸钾成分宜采用下限浓度进行配制。
于此类似,所有同时含有氰化物/氢氧化物和碳酸盐的槽液,碳酸盐都可能会因氰化物/氢氧化物存在,造成浓度上升,配制时,碳酸盐宜采用下限浓度进行配制。
在航空产品电镀工艺中,一般对电镀槽液的氢脆性能有严格要求,而光亮剂成分可能造成零件的氢脆性能下降,SAE 标准AMS-QQ-P-416《镀镉》中就禁止在抗拉强度≥180ksi 的零件镀镉中使用光亮剂。
因此在零件外观满足要求的条件下,配制槽液时,光亮剂含量应尽可能低。
配制时光亮剂浓度的确定及后续添加量的确定可以参考JB/T 10339《光亮镀锌添加剂技术条件》、JB/T 7508《光亮镀镍添加剂技术条件》。
水处理设备维护保养记录表
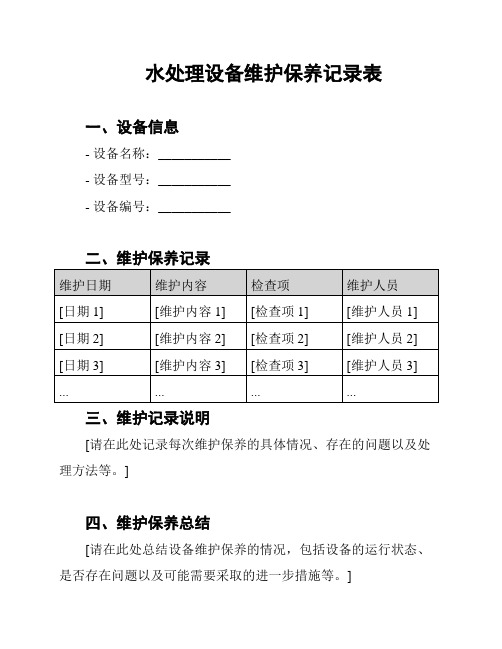
水处理设备维护保养记录表
一、设备信息
- 设备名称:___________
- 设备型号:___________
- 设备编号:___________
二、维护保养记录
三、维护记录说明
[请在此处记录每次维护保养的具体情况、存在的问题以及处理方法等。
]
四、维护保养总结
[请在此处总结设备维护保养的情况,包括设备的运行状态、是否存在问题以及可能需要采取的进一步措施等。
]
五、下次维护保养计划
[请在此处记录下次维护保养的日期和计划的具体内容。
]
以上是《水处理设备维护保养记录表》的内容,用于记录每次维护保养的情况,并提供维护保养总结和下次维护保养计划。
这份记录表将有助于保证设备的正常运行和提高设备的使用寿命。
注意:请及时更新记录表,确保准确性和完整性。
各种设备维护保养记录表格

Bgsb001
组装台式电脑
43
Bgsb002
笔记本电脑东芝m600 02s
44
Bgsb003
喷墨彩色打印机HP3748
设备维护计划
编号:BJJOD/JL/Q/E/ 执行部门: NO.:
序号
设备编号
设 备 名 称
检修内 容
检修时间
备 注
编制: 审核: 批准: 日期:
设备报废单
编号:BJJOD/JL/Q/E/ 使用部门: NO.
26
Sgsb026
电锤GBH 4-32 DFR
27
Sgsb027
电锤GBH 4-32 DSC
28
Sgsb028
电锤GBH 3-28 E
29
Sgsb029
电锤GBH 3-28 E
30
Sgsb030
电锤 日立DH45MR
31
Sgsb031
手电钻GBM 23-2 E
32
Sgsb032
手电钻GBM 23-2 E
设备维护保养记录
编号:NO:
设备名称:使用部门维护人:年月
维护项目
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
异常情况
异常情况
记录
备注
注1:根据设备日常维护制度,用“√”表示该天进行维护,用“×”表示该天没有进行维护;
注2:异常情况栏,用“√”表示该日无异常情况,用“×”表示今日出现异常情况,并在异常情况记录栏内予以记录;
设备维护记录表表格模板格式

设备维护记录表表格模板格式
1. 介绍
设备维护记录表是用于记录设备维护的关键信息的表格。
本文档提供了一个标准的设备维护记录表的模板格式,以便于记录和跟踪设备的维护情况。
2. 表格模板格式
日期
在表格的第一列中填写维护操作的日期。
日期应以年-月-日的格式填写,并按照从上到下的顺序排列。
设备名称
在表格的第二列中填写设备的名称。
确保准确地标识设备的名称,以便于后续的维护记录和跟踪。
维护操作
在表格的第三列中填写进行的维护操作的详细描述。
包括维护的内容、维护的步骤以及使用的工具和材料等。
维护人员
在表格的第四列中填写进行维护操作的人员的姓名。
确保记录维护操作的责任人。
备注
在表格的第五列中填写额外的备注信息。
例如,发现的问题、解决方案和建议等。
维护结果
在表格的第六列中填写维护操作的结果。
维护结果可以是“正常”、“修复完成”、“待修复”或其他适当的描述。
3. 如何使用表格模板
步骤二:填写表格
根据实际情况,填写表格中的各个字段。
确保填写正确和完整的信息。
步骤三:保存记录
每次进行设备维护时,填写新的记录行。
通过保存记录,可以轻松地跟踪设备的维护历史。
4. 总结
设备维护记录表表格模板提供了一个简单而有效的方式来记录和跟踪设备维护的关键信息。
确保使用者准确填写维护记录,以便于维护历史的追踪和问题的解决。
前处理槽液检测分析记录表
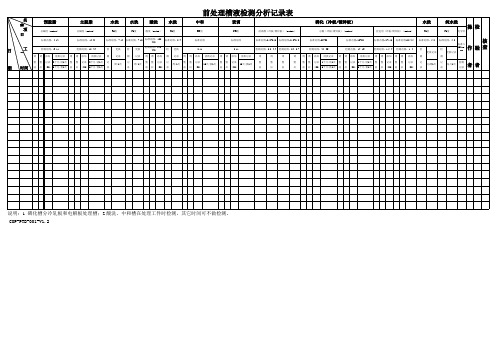
名 称
项 目
预脱脂
总碱度(point)
主脱脂
总碱度(point)
水洗
PH值
水洗
酸洗
水洗
PH值
酸度(point)
PH值
中和
int)
磷化(冷板/镀锌板)
总酸(冷板/镀锌板)(point)
促进剂(冷板/镀锌板)(point)
水洗
PH值
纯水洗
录
记录
说明:1. 磷化槽分冷轧板和电解板处理槽;2.酸洗、中和槽在处理工件时检测,其它时间可不做检测。 COP-PTB-001-V1.2
标准范围:20-38 检测范围:25--36
标准范围:12-20 检测范围:14--19
标准范围:1-4.5 标准范围:0.8-2.5 检测范围:1.5--4 检测范围:1--2
标准范围:5-8 标准范围:5-8
核
检
更换记录
检
作 验 查 标准≤
150us/ 更换记录 cm
调 调 添加 清换记录 调 调 添加 清换记录 测
15天/换1次
15天/换1次
期
时间 前 后 (KG) 6个月/换1次 前 后 (KG) 6个月/换1次 录
录
前 后 (KG) 录
前 后 (KG)
前 后 (KG)
前
整 后
整 前
整
整 整 记录 1个月/清1次 整 整 记录 1个月/清1次 整 整 记录 整 整 记录
者 者 记
记
检测
每周1次
每月1次
后 前 后 (KG) 6个月/换1次 前 后 (KG) 6个月/换1次 前 后 (KG) 前 后 (KG) 录
电镀锌表面处理操作记录表
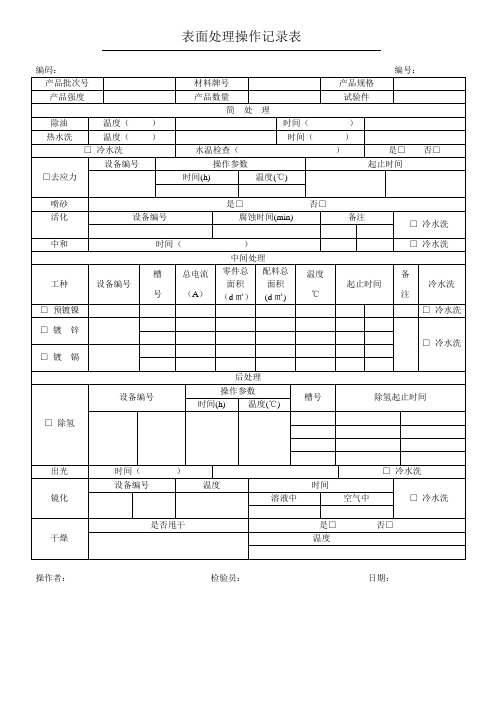
编码:编号:
产品批次号
材料牌号
产品规格
产品强度
产品数量
试验件
简处理
除油
温度()
时间()
热水洗
温度()
时间()
□冷水洗
水温检查()
是□否□
□去应力
设备编号
操作参数
起止时间
时间(h)
温度(℃)
喷砂
是□否□
活化
设备编号
腐蚀时间(min)
备注
□冷水洗
中和
时间()
□冷水洗
中间处理
工种
设备编号
槽
号
总电流
(A)
零件总
面积
(d㎡)
配料总
面积
(d㎡)
温度
℃
起止时间
备
注
冷水洗
□预镀镍
□冷水洗
□镀锌
□冷水洗
□镀镉
后处理
□除氢
设备编号
操作参数
槽号
除氢起止时间
时间(h)
温度(℃)
出光
时间()
□冷水洗
镜化
设备编号
温度
时间
□冷水洗
溶液中
空气中
干燥
是否甩干
是□否□
温度
操作者:检验员:日期:
水处理设备日常维护保养记录表
维护人员五:__________________
维护人员六:__________________
维护人员七:__________________
维护人员八:__________________
维护人员九:__________________
维护人员十:__________________
维护保养内容四
维护人员四
维护情况说明四
yyyy-mm-dd
维护保养内容五
维护人员五
维护情况说明五
yyyy-mm-dd
维护保养内容六
维护人员六
维护情况说明六
yyyy-mm-dd
维护保养内-mm-dd
维护保养内容八
维护人员八
维护情况说明八
yyyy-mm-dd
维护保养内容九
维护人员九
维护情况说明九
yyyy-mm-dd
维护保养内容十
维护人员十
维护情况说明十
注:请按要求填写维护保养记录,并确保记录的准确性和及时性。
维护保养人员签名
维护人员一:__________________
维护人员二:__________________
维护人员三:__________________
水处理设备日常维护保养记录表
设备信息
设备名称:
设备型号:
设备编号:
维护保养记录
日期
维护保养内容
维护保养人员
备注
yyyy-mm-dd
维护保养内容一
维护人员一
维护情况说明一
yyyy-mm-dd
维护保养内容二
维护人员二
维护情况说明二
yyyy-mm-dd
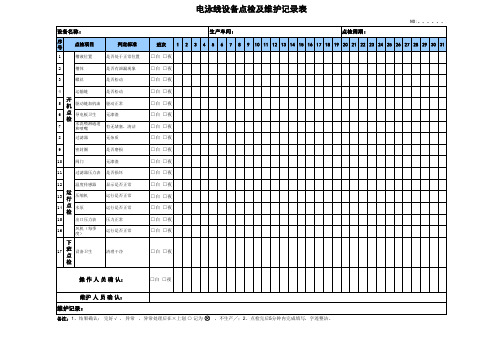
电泳线设备点检及维护记录表
15
出口压力表
16
风机(每季 度)
下
17
班 点
设备卫生
检
显示是否正常 运行是否正常 运行是否正常 压力正常 运行是否正常
清理干净
电泳线设备点检及维护记录表
生产车间:
点检周期:
NO:。。。。。。
班次 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
,不生产╱;2、点检完后5分钟内完成填写,字迹整洁。
□白 □夜 □白 □夜 □白 □夜 □白 □夜 □白 □夜 □白 □夜 □白 □夜 □白 □夜 □白 □夜 □白 □夜 □白 □夜 □白 □夜 □白 □夜 □白 □夜 □白 □夜 □白 □夜
□白 □夜
操 作 人 员 确 认:
□白 □夜
维护 人 员 确 认: 维护记录:
备注:1、结果确认: 完好√ , 异常× ,异常处理后在×上划 ○ 记为
设备名称:
序 号
点检项目
1
槽液位置
判定标准 是否处于正常位置
2
槽体
是否有泄漏现象
3
螺丝
是否松动
4
运输链
是否松动
开 5 机 驱动链加机油 驱动正常
6 点 导电板卫生 检
无漆渣
7
水洗喷淋通道 和喷嘴
有无堵塞,清洁
8
过滤器
无杂质
9
密封圈
是否磨损
10
阀坏
12
温度传感器
运 13 行 压缩机 14 点 水泵
污水处理厂日常维护工作记录表
仪器校验
(四)周期维护
仪器清洗集成管路清洗废液处理试剂更换耗材更换
卫生打扫
站房记录
(五)其他情况
异常情况处理记录
更换耗材
备注
离站时间
服务耗时
维护人员
污水处理厂日常维护工作记录表
维护日期:
时间:
维护保养人:
设备巡检内容、情况、及处理情况说明
日常维护工作记录
(一)维护预备
查询日志
试剂、耗材准备
(二)系统检查
供电系统(稳压、UPS等)
通讯系统(本地通讯、远程通讯等)
控制系统(PLC、工控机等)
子站设施(泵、阀等)
采水系统
(三)仪器检查
仪器显示
故障报警
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
年 月日 内容
缸名
操作说明更换缸液更换滤芯洗过率机槽液更换、过滤与缸体清洗、阳极补充等记录操作人
除蜡
每天清洗棉芯一次,每月更换药水和棉芯一次除油
每天清洗棉芯一次,每月更换药水和棉芯一次预粗化
使用前用过滤机循环半小时,不使用时盖上槽盖亲水
每天清洗棉芯一次,每月更换药水和棉芯一次粗化Ⅰ
每三个月棉芯过滤一次,每半年更换1/2缸液粗化Ⅱ
每三个月棉芯过滤一次,每半年更换1/2缸液中和
每天更换一次预浸
每天更换一次钯水
每月清缸过滤一次,每月更换棉芯一次解胶
每天清洗棉芯、碳粒袋一次,每7天更换碳粒、棉芯,每7天更换槽液一次化学镍Ⅰ
每天清洗棉芯一次,每7天更换棉芯,每月碳芯过滤、清洗缸体一次化学镍Ⅱ
每天清洗棉芯一次,每7天更换棉芯,每月碳芯过滤、清洗缸体一次酸洗
每天更换一次预镀镍
每周洗过滤机一次,每15天补充阳极,每月清洗阳极、阳极袋和缸体、更换棉芯酸洗
每天更换一次光铜Ⅰ
每周洗过滤机一次,每15天补充阳极,每月清洗阳极、阳极袋和缸体、更换棉芯光铜Ⅱ每周洗过滤机一次,每15天补充阳极,每月清洗阳极、阳
极袋和缸体、更换棉芯过硫酸缸每天更换一次
半光镍
每周洗过滤机一次,每15天补充阳极,每月清洗阳极、阳极袋和缸体、更换棉芯光镍
每周洗过滤机一次,每15天补充阳极,每月清洗阳极、阳极袋和缸体、更换棉芯封口镍每周过滤槽液一次,每15天补充阳极,每月清洗阳极、阳
极袋和缸体
光铬前活化
每天更换一次光铬
每月过滤槽液、洗缸体一次,每15天洗阳极一次脱解每月洗缸体一次、更换棉芯,每15天洗刷阴极钢板一次,
每天清洗棉芯一次
前处理各水缸
每天更换一次后处理各水缸
每天更换一次备注制表:审核:批准: 公司环境质量管理记录
电镀线槽液维护记录表
线别: 线
有操作时打"√",无操作时打“/”,“槽液更换、过滤与缸体清洗、阳极补充等”要填写具体工作内容
表单编号: FM/PD-020-V1 保存期限:1年。