牛奶纤维与棉纤维混纺纱的开发
牛奶纤维与棉混纺纱性能测试
牛奶纤维与棉 混纺纱性能测试
陈 强
( 安工 程大学 陕西 西安 7 0 4 西 1 0 8)
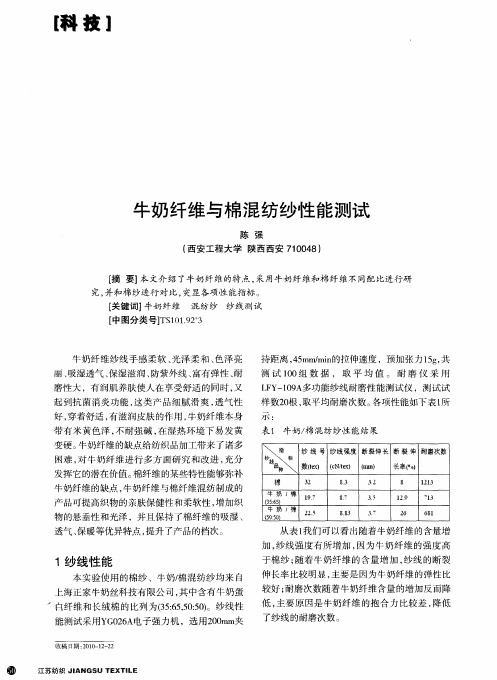
[ 要】 文介 绍 了牛奶 纤 维的特 点 , 用牛 奶 纤维和 棉 纤 维不 同配 比进 行研 摘 本 采 究, 并和棉 纱进 行对 比 , 突显各 项性 能指 标 。 [ 键词 】 关 牛奶 纤 维 混 纺 纱 纱线测 试 [ 图分 类 号]S0. 中 T l19 3 2
纱 线 号 纱线 强度 断裂伸长 裂 伸 耐磨次数 断 数(x ( /x 【 l r) c t ) l 1 e N e m)
棉
I3 (5 I5 ( 0
:) 6 5
.
变硬 。 牛奶纤维的缺点给纺织 品加工带来了诸多
困难 , 牛奶 纤 维 进行 多 方 面研 究 和改 进 , 分 对 充
起到抗菌消炎功能 , 这类产品细腻滑爽 , 透气性 好, 穿着舒适 , 有滋润皮肤的作用 , 牛奶纤维本身
带有 米 黄 色 泽 , 耐强 碱 , 湿 热 环 境 下 易发 黄 不 在
样数2 根 , 0 取平均耐磨次数 。 各项性能如下表l 所
示 :
表 1 牛奶 / 混纺纱性 能结果 棉
3
牛 奶 / 棉
1O 9
9 5
.
5
3 74 6 .6
3
从 表 2 们 可 以看 出 , 我 牛奶 / 混 纺 纱 的断 裂 棉 强力 随着 牛 奶纤 维含 量 的增 加 而变 大 , 主要 原 因 是 牛奶纤 维 的断 裂 强力 高 于棉 纱 ; 捻 度 和捻 系 从 数测 试结 果 可 以看 出差 别不 大 。
牛奶 纤 维 纱线 手 感 柔 软 、 泽 柔 和 、 光 色泽 亮 丽、 吸湿透气 、 湿滋 润 、 保 防紫 外 线 、 富有 弹性 、 耐 磨 性 大 ,有 润 肌养 肤使 人在 享受 舒适 的同 时 , 又
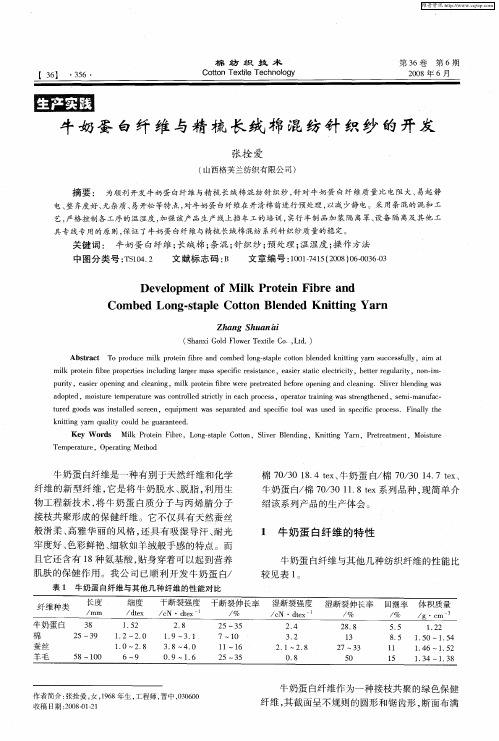
牛奶蛋白纤维与精梳长绒棉混纺针织纱的开发
( h n i o l e e te C . Ld ) S a x G l Fo r xi o ,t . d w T l
Absr c To pr u e m ik prt i br n omb d ln —t p e c t n l n d k ti an s c sf l am t ta t od c l o en f e a d c i e o g sa l ot b e de ni ng y r uc e suly, i a o t mik prt i b e p o e te n l i g lr e s p cfc r ssa c l o en f r r p risi cud n a g rma s s e ii e it n e,e se t tc ee ti t i a irsa i l crci y,b te e u a i et rr g l rt y,n n i o —m—
维普资讯
棉
纺
织
技
术
第3 6卷
第 6期
Co t n T x i e h o o y t e te T c n l g o 梳 长 绒 棉 混 纺 针 织 纱 的开 发
张拴 爱
( 山西格芙兰纺织有 限公 司)
De eo v l pm e fM ik Pr ti Fi r n nto l o en b e a d Co be ng sa l to Bln d K n ti r m d Lo -t p e Co t n e de itng Ya n
Zha g hu n S an ̄i
纤维 的新 型 纤 维 , 它是 将 牛 奶 脱水 、 脂 , 脱 利用 生 物工 程新 技术 , 牛奶 蛋 白质 分 子 与丙 烯 腈 分 子 将 接枝 共 聚形成 的保 健纤 维 。它不 仅具 有天 然蚕 丝
牛奶蛋白纤维/棉/Modal混纺纱纺纱关键技术

l 牛 奶 蛋 白纤维 混 纺产 品设 计 及原 料 选 择
开发 的织 物要 求 面料 华贵 , 垂性 好 , 感柔 软 , 悬 手 穿着舒 适 干 爽 、 湿 透 气 。因 此 设 计 生 产 1 . e 吸 4 6r x 3 / 0 3 牛奶 蛋 白纤 棉/ o a 针 织纱 。牛奶 蛋 白 04/0 M dl 纤 维 来 自 上 海 正 家 牛 奶 丝 科 技 有 限 公 司 , 格 为 规
吴 湘 济 赵 俊 凤 , ,张伟 敏
( . 海 工 程技 术 大 学 服装 学 院 ,上 海 2 16 2 上 海 大 丰 棉纺 有 限公 司 , 海 20 9 ) 1上 0 20; . 上 00 0
摘
要: 介绍 了牛奶蛋 白纤维/ M dl 棉/ o a 的混纺纱工艺 , 详细探讨了梳棉 、 并条 、 粗纱 、 细纱等 工序 的纺纱关键技术 。在棉纺设 备上生产该混纺 品种 , 对原料和工艺都是一种改进 和创新 , 采用 了牛奶蛋 白纤维生条和 M d 生条混并后再 在并 条机 oa l
2纺纱工艺流 程
由于 3种纤维 特 性各 不 相 同 , 为确 保 纤维 混合 均
M dl羊毛 、 oa、 羊绒 、 蚕丝 、 大豆蛋 白纤 维 、 、 和氨纶 都
可 以混纺 。本 文探 讨 牛 奶 蛋 白纤 维 和 棉 、 d l 纺 Moa 混
的关键技 术 。
匀, 混纺 比例 准确 , 采用牛奶 蛋 白纤 维 和 M d1 别制 oa分
Ab t a t l sa t l e c ie e k y tc n l ge n s i n n rc s e l r ti b r c t n Mo a b e d d y m ;c u i g sr c :T u r ce d s r s t e e h oo i s i p n i g p o e s so mi 【p oen f e / o t / d l ln e a i l dn i b h f l i o n c r i g r w n ,r 'n n p n ig o p o u e mi rt i b r c t n Mo a l n e an po u t n te c  ̄ n s i i g e u p n a d n ,d a i g o ig a d s i n n .T rd c l p oe n f e / ot / d lb e d d y r rd c o o pn n q i me t  ̄ k i o o h n e s i n v t n o a tr n rc s . A p o e s o ad  ̄ e n d a ad d s v r ln e n h n d a n t g t e ih e d n o ai fr w mae i a d p o e s o l a rc s c r e s v r a d Me lc r e  ̄ es b e d d a d te r w o e rw t f d s h c mb d c R n s v r sa o t . o e o o h e si d p e d
牛奶纤维/天丝/长绒棉混纺纱的产品开发
6
F 3 型条卷机一 F 2l A3 1 A 5 精梳机一
天丝/ 牛奶 纤维 : 02型 自动抓棉 机- A 3 A0 - 0 5型混  ̄ 开棉 机- A 3 C梳 针 打 手开 棉 机 - 0 2 - 06  ̄ - 9 A双 棉箱 给 棉  ̄ J - A 7 C单 打手 成卷机- F 2 1 0 - 06 t- - A 0 梳棉机 .  ̄ 一 长绒棉 精 梳条 和 天丝/ 牛奶 纤维 生 条一 F 3 1型 Al
2 2 主要 工艺措 施 .
3 5
O 3 . o
2 23 并条工 序 .。
2 2 1 开清工序 ..
针对 三种纤 维 的特性 , 开棉工 序 中采用 了“ 打 在 少
多 松 , 细抓棉 , 落杂质” 精 少 的工艺原 则 , 特别 注意 了加
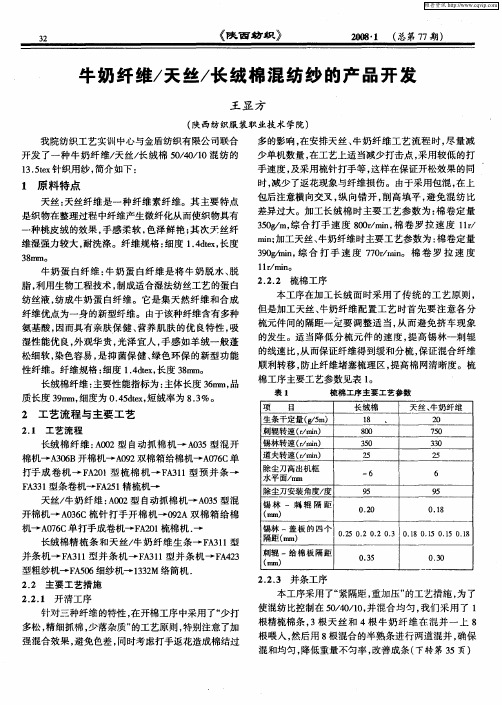
本工 序采用 了“ 紧隔距 , 重加压 ” 的工艺措 施 , 了 为 使混纺比控制在 5/0 1, 04/0 并混合均匀, 我们采用 了 1 根精梳 棉条 , 天 丝 和 4根 牛奶 纤 维 在 混 并 一 上 8 3根
2 工 艺流 程 与主 要 工 艺
2 1 工艺流 程 .
项
目
长绒棉
l 8
天丝 、 牛奶纤 维
2 0
生条 干 定 量 (/m) sS
刺辊转速(/ i) rrn a 锡林转速(/ i) rrn a 道夫转速(/ i) rrn a 除尘刀高出机框 水平面/a r m
除尘 刀 安 装 角 度/ 度
维普资讯
3 2
《 西纺织》 陕
2 8 ( 第7期) O. 总 7 O1
牛 奶 纤 维/ 丝/ 绒 棉 混 纺 纱 的产 品 开 发 天 长
王 显 方
牛奶蛋白纤维与棉混纺针织用纱的技术研究

表 l 牛奶 纤 维 ( N表 示 ) 用 的主 要 性 能
() 1 牛奶 生 条 : 清花 A o D F 2 一 A 0 B— 0 2 — A1 1 0 6 F 0 ( 针滚 筒 ) A 9 + 0 6 — A16 梳棉 生 A16 梳 一 O2A 7C 8C
的技 术措 施 , 有效 解 决 了混纺 生 产 中的静 电缠 绕 、 易起 棉 结 、 易产 生毛 羽等 难题 。本 文介 绍 了混 纺纱 的 工 艺
条件及技 术措施 要 点。
【 关键词】牛奶纤维;棉纤维;混纺;针织纱
中图分 类号 : S 0 . T 1 45 文 献标 识号 : B
牛奶纤 维 是 以 牛奶 中分 离 出 的蛋 白质 为基 本
1 纱支 . 2
原料 。 经过化 学处理 和机 械加 工 制得 的再 生 蛋 白质
纤维 ( 牛奶脱 水脱脂 、 聚合 、 丝 、 纺 牵伸 、 洗 、 干 、 水 烘 卷曲、 切断 、 打包 ) 。牛 奶蛋 白纤 维纺 织 产 品柔 软滑 爽, 悬垂 飘 逸 , 肌 养 肤 , 菌 消 炎 , 着 透 气 、 润 抗 穿 导 湿、 爽身 , 观优 雅 、 贵 、 外 华 色彩 艳丽 。 开发 牛奶 蛋 白 纤 维与 棉混纺 针织用 纱 , 市场 前 景广 阔 。然 而牛 奶 纤 维静 电大 , 维在 纺纱 中易 缠 绕 , 产 生棉 结 , 纤 易 在 与别 的纤维 混合纺 细特 纱 时需 要解决 毛羽 、断 头 、 条干 等难题 , 现针 对牛 奶纤 维与 棉混 纺 针织 用纱 线 生 产 实践 中遇 到 的 主要 问题 及 采取 的技 术措 施 作
20 0 6年 第 3 5卷第 3期
广 西纺织科技
冰凉纤维/牛奶纤维/棉混纺针织纱的开发
山 东 纺 织 科 技
・ 5・ 1
冰 凉 纤 维 牛 奶 纤 维 棉 混 纺 织 纱 的 开 发 / / 针
张本孟 , 刘 强 , 秀越 蒋
( 东万 泰创 业 投 资 有 限公 司 , 东 枣 庄 27 0 ) 山 山 7 1 0
摘 要 : 文章 介 绍 了冰 凉纤 维 、 奶 纤维的 性 能 , 讨 了冰 凉 纤 维/ 奶 纤 维/ 混 纺针 织纱 混 纺性 牛 探 牛 棉
作者简介 :  ̄ (9 2 )男 , 16 - , 山东 潍坊 人 , 级工 程 师 。 高
冰 凉 纤 维/ 奶 纤 维 / 纤 维 ( 5 2 / 0 , 牛 棉 4 / 5 3 )
1 .5 t x。 8 e
.1 . 6
3 2 纺 纱 工 艺 流 程 .
山 东 纺 织 科 技
定 、 紫外线 、 高温 、 合性强 、 珠光泽 、 抗 耐 水 珍 折射亮
1 前 言
随着社 会 的进 步和 经济 、 技 的飞速 发展 , 科 人
度高 , 一种真正 意义上 的具有 天然冰 凉效果 的新 是
型纤维 ; 云母 纤维具有 冰凉滑爽 , 高吸水等特 点 。
2 1 2 牛 奶 纤 维 ..
的加 工 深度 和精 度 , 足 了市 场需 求 , 制 的冰 凉 满 研
纤维 / 奶纤 维/ 牛 棉混 纺针 织纱 就是 其 中之一 。该 产 品 中多种功 能 纤 维 和 棉 纤 维 的 特性 得 到 复合 、 优 化 、 补 , 有外 观光 泽 亮丽 、 互 具 质感 柔 软 , 具有 且
网质 量 和清 晰度 ; 同时加 大 大小 压辊 压力 、 条 张 棉 力牵 伸 , 高纱 条 紧密度 , 提 防止 断条 。主要工 艺 参 数及 指 标见 表 3 :
牛奶纤维与棉纤维混纺纱的开发

牛奶纤维与棉纤维混纺纱的开发丛森维葛晓红(德州学院)(山东省德棉集团恒丰纺织有限公司)介绍了牛奶纤维的特性。
针对牛奶纤维抱合力差的特点,采用牛奶纤维和撕断的精梳棉条进行棉包混和;在开清棉工序适当加重棉卷的定量;梳棉工序为减少棉条断头,生条定量偏重控制;粗纱的捻系数偏大掌握,使用橡胶假捻器,提高加捻效率,采用较小的粗纱张力;为了与较大的粗纱捻系数相配合,细纱后区工艺采用大隔距、较小的后区牵伸倍数,前区采用小隔距,可适应牛奶纤维与棉纤维混纺纱的质量。
随着科学技术的发展,新型纺织纤维不断涌现,应用各种新型纺织纤维生产时尚、高档次的纺织品越来越受到人们的青睐。
我公司针对市场需求,加大新产品开发力度,成功地生产出高品质的牛奶纤维与棉纤维混纺系列纱线,为企业创造出良好的经济效益。
现以牛奶纤维与精梳棉65/35 14.7 tex混纺纱为例介绍如下。
1 原料的特性及选配牛奶纤维是利用牛奶蛋白制成的纤维。
牛奶纤维的质感与山羊绒极为相似,可利用牛奶纤维替代山羊绒生产高档次的纺织品;同时山羊绒是价格昂贵的天然纺织纤维,而牛奶纤维的价格比山羊绒低,所以又可以进一步降低成本。
牛奶纤维具有手感滑腻、柔软、亲肤性强、透气、吸湿、导湿性好等特点;有丝一般的光泽、山羊绒一样的质感;高强、耐磨、耐腐、悬垂性好;牛奶蛋白中含有十多种氨基酸,对皮肤有特殊的养护作用。
牛奶纤维与棉纤维混纺后,可提高织物的柔软性和亲肤性,增加织物的悬垂性和光泽。
牛奶纤维与棉纤维的保暖性基本相同,所以吸湿和透气性不会发生变化,可提升产品的档次。
牛奶纤维和棉纤维的物理指标见表1。
2 纺纱方案的确定因牛奶纤维和棉纤维的特性不同,我们在纺纱过程中制定了两种方案:一是采用牛奶纤维制成梳棉条,棉纤维制成精梳条,然后两种条子在并条机上进行混和;二是采用牛奶纤维和撕断的精梳棉条进行人工混和。
第一种方案在梳棉工序因牛奶纤维的化学药力较差,棉网容易破边下垂,造成条子断头多,重量不匀率增大,混纺比例难以控制,降低了生产效率。
牛奶/竹/棉纤维混纺针织纱的纺制

现象 。所 以 , 纺纱前需对两种原料进行适 当的给湿预处 理 , 以改 善 可纺性 。牛奶 蛋 白纤维 的预处 理所 用助剂 配方 为 : 静 电 抗
剂 05 , . 防滑剂( 硅胶 ). , 1 O 2 用 O倍水稀释 , 匀喷洒在散纤 均
1 原料性 能
纺制牛奶/ 棉 3 / 0 3 4 6rx混纺 针织 纱 , 竹/ 0 4 / 01. e 3种纤维
要 : 用新 型原料 牛奶蛋 白纤维、 利 竹浆 纤维和棉 开发 了牛奶 / 棉 3 /0 3 纺针 织纱 , 竹/ 0 4 / 0混 产品 具备 了 3种纤 维
的特 点 , 观 及 服 用性 能好 。介 绍 了牛 奶 蛋 白纤 维 和 竹 浆 纤 维 的 性 能特 点 , 定 了混 和 方 法 、 纱 工 艺 流 程及 各 工 序 的 工 外 制 纺
艺措 施 。
关键 词 : 牛奶蛋 白纤维; 竹浆纤 维; 棉纤维; 混纺 ; 针织纱 ; 生产工艺 中图 分 类 号 : 14 5 TS 0 . 文献标识码 : B 牛奶蛋 白纤 维是一种新型再生蛋 白质纤维 。它 不仅具有 化 学纤维强度 高、 缩小 、 收 防霉 、 防蛀 的品 质 , 还具 有 天然 纤 维亲 肤、 吸湿 、 透气 、 染色好等优点 。经研究发现 , 牛奶蛋 白纤维所含 的蛋 白质对 人体 皮肤 还有 良好 的营养和保护作用_ 。 】 j 竹浆纤维呈 天然 中空状 , 横截面为近似 圆形或 梅花型排 列 , 纵 向表 面光 滑均一 , 呈多条较浅 的构槽 , 边沿具有不规 则的锯齿 形, 吸湿放湿性好 , 有天然独 特的抗菌性能 。 具 j 用牛奶 蛋白纤 维 、 竹浆纤维和棉纤维混纺加 工 , 合利用 了 综
牛奶 和竹/ : A3 1 F 3 1 F 3 1 A4 4 F O 一 棉 F l一 A 1一 A l 一 5 一 A5 6
牛奶纤维混纺纱的开发与实践
。 鬟一一 ~
牛奶 纤维 混 纺 纱 的开 发 与 实践
吴 文贰
( 明职 业技 术学 院 福 建三 明 3 5 0 ) 三 6 0 1
【 摘要] 文介 绍 了牛奶 蛋 白纤 维与棉 混纺的 高支纱生产 的工 艺流程和 选 用原 料 的性 能 本
指标 , 阐述 了开清棉 、 棉 、 梳 并条 、 细纱 的工 艺参 数选 用和成 纱质 量控制
收 稿 【期 :0 g 0 — 6 j 20一82
点, 如跳过 F 0 的豪猪 打手 , 用较低 的打手 速 A16 采
度, 及采用 梳针打手 等 , 这样在保证 开松效果 的同 时 , 了返花现象与纤维 的损伤 。 减少 为防止 成卷层 次不 清 , 用 防粘罗拉 , 采 并加 大 紧压罗 拉 的压力 , 为防止粘卷 现象带来 的不 良影 响。成卷后可用 塑
【 关键词 】 牛奶 蛋 白纤维 ; 纺 ; 混 纺纱 工艺 ; 品开发 ; 产
[ 中图分类号】 S0 . T 12 1 52
牛奶蛋 闩纤维就是将 液态牛奶 去水 、 脱脂 、 利 用接枝共 聚技 术将蛋 向质分子与丙烯 腈分子制 成 为 :主 体长 度 3 rm,品 质 长度 3 rm,细度 为 6 a 9 a 15t , . de 短绒 率为 8 %。 4 x . 3
箱 给 棉 机 一 A 7E型 成 卷 机 一F 28 梳 棉 机 06 A 2型
() 2
( ) ( )F 3 6 1+ 2 :A 0 型并 条机一F 3 6 A 0 型并 条机
一
J 1 1 型粗纱机一 F 5 6 WF 4 5 A 0 型细纱机一A 3 8 C 3 型 自动络简机 。
1原 材料 性 能和 特点
牛奶纤维/涤纶/羊绒混纺纱的开发
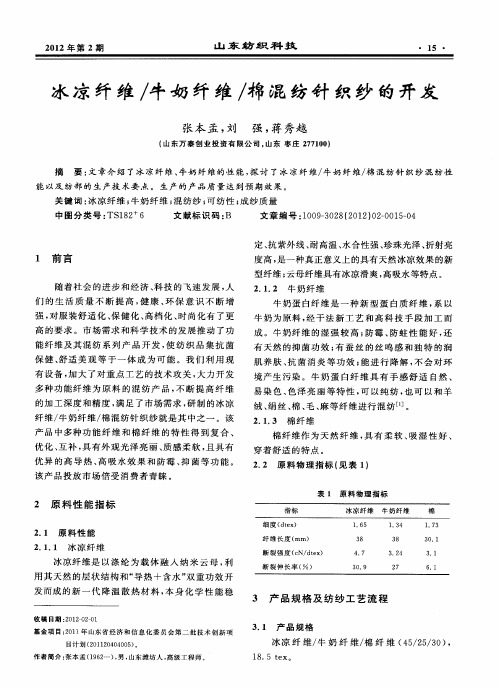
线 度 长度 千裂 度 断伸 比重 回奉、 蛐 ( 密 断强 湿 裂长 薄 目
d) t e x ( ) ( d) a r c t m Me x
3. 7 8
() %
(e )0 ( ) l gr / a %l l l (
14 . 2 8 - 0 6
-√ 警 薯 @ :
刺 辊 转 速 降
至 6 9rr n 7 a , /i
手每次下降 3r 小车刀片伸 出 m, a 肋条 3mT l l 。适当降低各部打手转 速, 采用梳针打手 , 少纤维损伤 减 和棉结。
2 3 梳棉 工 艺 .
锡 林 转 速 采
用 30rrn 3 a o /i
通 过 测 试 我
维普资讯
牛奶 纤维/ 涤纶/ 羊绒混纺纱 的开发
李 梅 德 州学院( 中国) 刘玉庆 德棉集团恒丰纺织有限公司( 中国) 李 博 德 州学院( 中国)
为弥补纯牛奶纤维的不足 , 我们尝
摘 要: 描述 了牛奶纤 维/ 涤 羊绒 混纺 纱的特 点、 用和 市场前景 。讨论 了生产 中 应
扎 1
2 6
39 7 .
46 . 1
12 — 35 57 68 . .
0 。 l _ 2 _ 6x . 誊。 6 、 61 4 … 、 1 '
国际纺织导报 2 0 06年第 4期
维普资讯
纺
22 清花工艺 .
支细密织物纹路细腻、 清晰, 悬垂性 圭, 是制作高档时装的理想面料。
一
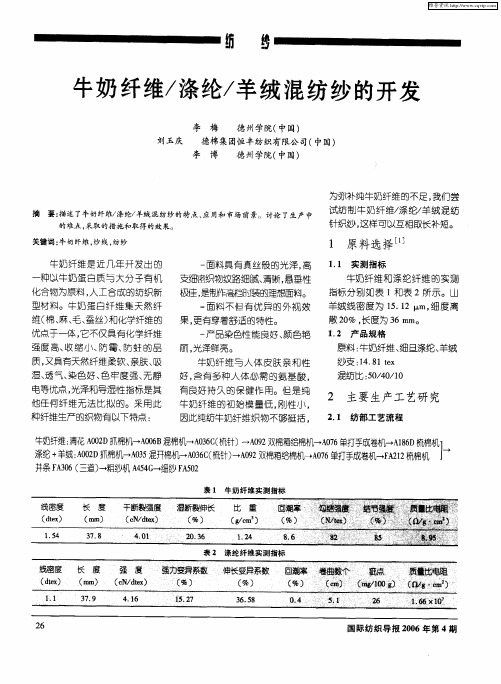
牛奶纤 维和涤纶纤 维的实 测
指标分别如表 1 和表 2所示。山
化合物为原料 , 人工合成的纺织新
型材料。牛奶 蛋白纤维 集天然纤 维( 、 毛 、 棉 麻、 蚕丝) 1 ,化学纤维的 - 1
牛奶蛋白纤维与棉纤维混纺纱的生产

i p ry eebeddadsu i o b dct na dm l poe be npciga dcrigpoes be nuy m ui r ln e n p nwt cm e o o n i rt nf r.I ikn n adn rcs r jr tw h t k ii i f i
关键 词 : 牛 奶蛋 白纤维 ; 和 ; 理 隔距 ; 出速度 ; 混 梳 输 纱疵 中图分 类号 :S0.1 2 文 献标 志码 : T 125 B 文章编 号 : 0- 1(080- 4 — 1 1 45 20 )70 6 3 0 7 0 0
Pr d to fM ik Pr t i b e Co t n Blnd d r o uc in o l o en Fi r to e e Ya n
具 有 真丝 与 山羊 绒混 纺 的 品质 , 同时 与 人 体 皮肤 亲和性 好 , 含有 多种 人体 所必 须 的氨基 酸 , 有持久
的保健 作用 , 一种 极 具 发 展 前 景 的材 料 。为满 是
2 纺 纱 方 案 的确 定
因牛奶 蛋 白纤 维 和棉 纤 维 的特 性 不 同 , 们 我 在 纺纱 过程 电采 用 了 3种方 案进 行纺 纱生 产 。 . . ,
维普资讯
棉பைடு நூலகம்
纺
织
技
术
Co o x i c n l g  ̄ n Te t e Te h o o y l
第3 6卷 第 7期 20 0 8年 7月
牛 奶 蛋 白纤 维 与 棉 纤 维 混 纺 纱 的 生 产
彭 晓 胡 梁
( 河北省保定依棉集 团有 限公 司)
a d n i s o l ed c e s d n d a n r v n n p n i gp o e s b ew n i ga d u e p c e r f s o l e p e n ol h u d b e r a e .I r wig, o i g a d s in n r c s r i d n n n x e t d d at h u d b r — i f
甲壳素纤维/牛奶蛋白纤维/棉混纺纱的开发

s e d s o l elwe .T e k t d f b i d y t i y m h w o r n a p aa c n o d i e rn o o t i o d a t a tr p e h u d b o r h n t a r ma e b s a s o sf wey i p e r n e a d g o w ai g c mfr t g o n i c e i i e c h l n wh b l a
摘
要: 结合 甲壳素纤维 、 牛奶蛋 白纤维和棉纤维的特性 , 介绍 了这 三种纤 维混纺 纱 的生 产工 艺。牛奶蛋 白纤维生 产前 必须
经过预处理 , 以提高其可纺性 。粗纱 、 细纱捻 系数应偏 大控制 , 各工 艺车速偏 低控制 。并 、 、 粗 细车 间相 对湿度应 偏大 控制 。采 健作用 , 有 特别适合制作高 档内衣。
发, 甲壳素/ 牛奶蛋 白/ 棉纤维} 纺比例为 1/0 5 。 昆 04/ 0
1 原料性能与物理指标
甲壳 素纤 维 的分 子 中带 有 不 饱 和 的 阳离 子基 团 ,
对带 负 电荷 的有 害物 质 、 细菌 有 强 大 的吸 附作 用 。同
W ANG a Hu .W ANG Key -
L U Jn h i I i. u ,S in xn UN Ja —i
( . o eeo T xls D nh aU i r t, h nhi 06 0 C ia 1 C l g f ete , ogH n esy S aga 2 12 , h ) l i v i n
o h h r ce so e a o e f e s n te c a a t r ft b v b r .Mi rt i b r mu tb r h i l p oen f e s e p e—te td b f r pn i g i r e O i r v t p n a i t . Du i g k i r ae e oe s i nn n o d r t mp o e i s in bl y s i r n s in n ,t e c e iin ft s rrv n n p n i g a d r lt e h mi i r w n p n i g h o f ce t tf o i g a d s in n n e ai u dt i d a i g,rv n n p n n o mss o l e hg e ,a d o wi o v yn o i g a d s in g ro h u d b ih r n i
牛奶蛋白纤维和Tencel混纺纱的开发

一
三 、工 艺参 数 及
技 术 措 施 ( )原 料 的 处 一
理
盖板速度 /:an lr - ・i
8 1
8 1
、
原 料 性 能 及 特 点
锡 林一 盖板四点隔距 02、0 1、0 1、02 02、0 2、02、吼2 .0 . 8 . 8 .0 .5 . 3 .3 5
l % 。 Telc l在 投 产 时 也 应 加 人 适 量 的 抗 应 解 决 缠 绕 罗拉 、胶 辊 等 问题 ,尤 其 是 罗 5 q e 静 电 , 保证 一 定 的 回 潮 率 。 拉 下 面 吸 花现 象 ,为 此 并 条 工序 应 保持 合
( ) 开 清 棉 工 序 二 理 的 温 湿 度 ,对 该 品 种 我 们采 用 了进 行单 由于 两 种 纤 维 都 具有 整 齐 度 好 、 杂 质 独 隔 离加 湿等 措 施 ,保 证 了生 产 的 顺利 进 少 、经 典严 重 的 特 点 ,在 开 清棉 工序 ,采 行 。 针 对两 种 纤 维 的特 性 ,并 条 工 序应 采
随 着社 会 的 不 断进 步 和 发 展 , 人们 对 纺 织 品 的消 费 意识 和 方 式 也 在 崇 尚舒 适 性
和 绿 色环 保 性 ,为 适应 市 场 需 求 , 我公 司
不 失 时 机 的 开 发 生 产 了 牛 奶 ຫໍສະໝຸດ 白 纤 维 和 ( )一 2
项目 FA 423A 粗 纱 机 一 F 0 A5 6细 纱 机 ( )一 2 生冬定 量 / - g 锡林转速 / -i" rrn a 刺辊转速 / ・i" lrn :a 道夫转速 / - rm
给棉板一剩辊 / m 锡林一道 夫 /l Ⅱ【 I 『 除 尘刀位置
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
牛奶纤维与棉纤维混纺纱的开发
丛森维葛晓红
(德州学院)(山东省德棉集团恒丰纺织有限公司)
介绍了牛奶纤维的特性。
针对牛奶纤维抱合力差的特点,采用牛奶纤维和撕断的精梳棉条进行棉包混和;在开清棉工序适当加重棉卷的定量;梳棉工序为减少棉条断头,生条定量偏重控制;粗纱的捻系数偏大掌握,使用橡胶假捻器,提高加捻效率,采用较小的粗纱张力;为了与较大的粗纱捻系数相配合,细纱后区工艺采用大隔距、较小的后区牵伸倍数,前区采用小隔距,可适应牛奶纤维与棉纤维混纺纱的质量。
随着科学技术的发展,新型纺织纤维不断涌现,应用各种新型纺织纤维生产时尚、高档次的纺织品越来越受到人们的青睐。
我公司针对市场需求,加大新产品开发力度,成功地生产出高品质的牛奶纤维与棉纤维混纺系列纱线,为企业创造出良好的经济效益。
现以牛奶纤维与精梳棉65/35 14.7 tex混纺纱为例介绍如下。
1 原料的特性及选配
牛奶纤维是利用牛奶蛋白制成的纤维。
牛奶纤维的质感与山羊绒极为相似,可利用牛奶纤维替代山羊绒生产高档次的纺织品;同时山羊绒是价格昂贵的天然纺织纤维,而牛奶纤维的价格比山羊绒低,所以又可以进一步降低成本。
牛奶纤维具有手感滑腻、柔软、亲肤性强、透气、吸湿、导湿性好等特点;有丝一般的光泽、山羊绒一样的质感;高强、耐磨、耐腐、悬垂性好;牛奶蛋白中含有十多种氨基酸,对皮肤有特殊的养护作用。
牛奶纤维与棉纤维混纺后,可提高织物的柔软性和亲肤性,增加织物的悬垂性和光泽。
牛奶纤维与棉纤维的保暖性基本相同,所以吸湿和透气性不会发生变化,可提升产品的档次。
牛奶纤维和棉纤维的物理指标见表1。
2 纺纱方案的确定
因牛奶纤维和棉纤维的特性不同,我们在纺纱过程中制定了两种方案:一是采用牛奶纤维制成梳棉条,棉纤维制成精梳条,然后两种条子在并条机上进行混和;二是采用牛奶纤维和撕断的精梳棉条进行人工混和。
第一种方案在梳棉工序因牛奶纤维的化学药力较差,棉网容易破边下垂,造成条子断头多,重量不匀率增大,混纺比例难以控制,降低了生产效率。
为了解决这个问题,在开清棉工序对牛奶纤维按比例喷洒化学药剂,闷放24h后使用,以提高纤维问的抱合力;并减小棉
网张力、降低道夫速度。
经采取以上措施后,基本上解决了牛奶纤维棉网破边下垂的问题,但是还存在因化学药剂比例配制不当、喷洒不匀、棉卷放置时间过长,而使牛奶纤维的抱合力产生波动,造成棉网断头增多,生产质量不稳定。
第二种方案将棉纤维开松、除杂、梳理制成精梳条子后,撕成约10 cm长左右,然后与牛奶纤维按比例进行人工混棉。
实践证明,虽然这种工艺流程较长,但两种纤维混和后的可纺性能好,前纺各工序生产质量稳定,成纱质量良好,所以我们选用这种方案进行生产。
3 工艺流程
棉:A002C抓棉机→A035A混开棉机→A034型六辊筒开棉机→A036B豪猪开棉机→A036C梳针开棉机→A092A双棉箱给棉机→A076C单打手成卷机→A186D型梳棉机→FA304预并条机→A191型条卷机→A201D型精梳机
(2)混合与纺纱
牛奶与精梳棉条人工混合:
A002C抓棉机→A035A混开棉机→A036C梳针开棉机→A092A双棉箱给棉机→A076C 单打手成卷机→A181D型梳棉机→A272D型并条机(一并)→A272F型并条机(二并)→A454型粗纱机→A456型粗纱机→A513F型细纱机→Espero-M型络筒机→成包
4 各工序工艺配置及主要技术措施
4.1 开清棉
开清棉工序贯彻轻打、多梳、少落的工艺原则。
牛奶纤维不含杂质,只含有少量的并丝,精梳棉条中的杂质也很少,为减少纤维损伤及过度打击产生棉结,要求跳过A034型六辊筒开棉机和A036B型豪猪开棉机;缩小打手与尘棒间的隔距,以降低落棉率,提高制成率。
由于牛奶纤维抱合力差,要适当加重棉卷的定量;在A076C型单打手成卷机上要增加防止粘卷用的粗纱数,使开清棉卷在梳棉机后退绕时不松散、不粘卷。
牛奶纤维与精梳棉的棉卷定量为360 g/m。
4.2 梳棉工序
梳棉采用纺化纤工艺,降低锡林和刺辊的速度,给棉板抬高3 mm,以减少纤维的损伤,降低短绒率。
缩小锡林至前上罩板的上口隔距,以减少盖板花,采用纺化纤用的小漏底,减少后车肚的落棉率。
为减少棉条断头,生条定量偏重控制。
梳棉机保持机械状态良好,做到“四锋一准”,保证各部隔距准确。
梳棉机工艺配置:生条定量19.5g/5 m,锡林转速330 r /min,刺辊转速800r/min,道夫转速20 r/min,盖板线速度81mm/min,锡林刺辊线速比2.13,锡林~盖板五点隔距0.23 mm、0.20 mm、0.20 mm、0..20 mm、0.23mm。
4.3 并条
并条采用二道并合,确保纤维充分混和,提高纤维伸直平行度。
胶辊状态要良好,加压稳定,回转正常,以提高并条条干水平。
并条工艺参数见表2。
表2 并条主要工艺参数
4.4 粗纱
粗纱捻系数偏大控制,使用橡胶假捻器,提高加捻效率,采用较小的粗纱张力,防止粗纱意外伸长而产生细节,恶化成纱质量。
采用较小的后区牵伸倍数,提高粗纱条干水平。
粗纱工艺参数:干定量4.5g/10 m,罗拉中心距51 mm×70 mm,总牵伸倍数7.778倍,后区牵伸倍数1.18倍,捻度4.91捻/10 cm,捻系数108.1,前罗拉速度188 r/min。
4.5 细纱
牛奶纤维与精梳棉65/35 14.7 tex混纺纱是高档产品,对成纱的细节要求较高。
在细纱工序要积极采用针织用纱的“二大二小”工艺,提高成纱质量。
在A513F型细纱机上为了与较大的粗纱捻系数相配合,细纱后区工艺采用大隔距、较小的后区牵伸倍数,前区采用小隔距,以减少成纱细节,满足针织用纱的质量要求。
合理选配钢领、钢丝圈,并及时更换,以减少毛羽,使成纱外观光洁,布面风格良好。
细纱工艺参数:罗拉中心距43mm×60 mm,总牵伸倍数33.82倍,后区牵伸倍数1.16倍,捻度88.7捻/10cm,捻系数340,前罗拉速度199 r/min。
4.6 络筒
在络筒工序,要保证槽筒通道光洁,无毛刺,以减少毛羽。
络纱速度和张力一定要偏低掌握,否则会恶化筒纱质量。
络纱速度控制在1000 m/min以下。
合理设置电清门限,清除有害纱疵,并要分析纱疵的类别和产生的原因,及时改进工艺,解决生产管理中存在的各种问题,提高筒子纱质量。
牛奶纤维与精梳棉65/35 14.7 tex混纺筒纱质量见表3。
5 结语
在牛奶纤维与精梳棉65/35 1 4.7 tex混纺纱的生产过程中,一定要从牛奶纤维和棉纤维的特性考虑工艺流程及确定相关的工艺参数。
认真考虑原料的混和方法,改善纤维的可纺性能。
在开清棉和梳棉工序要注意减轻打击和分梳,以减少落棉,降低成本。
在细纱工序,要采用针织纱工艺,减少细节,提高细纱条干水平。
牛奶纤维与棉纤维混纺纱织制的织物,风格独特,布面光泽、手感好,有山羊绒织物的质感,对皮肤有特殊的养护作用,这充分满足了消费者追求天然、高贵、保健的需求,有着广阔的市场发展前景。