吸湿排汗纤维与棉混纺纱的上浆工艺实践
上浆的工艺流程

上浆的工艺流程
上浆是纺织工艺中的一个重要步骤,主要是为了提高经纱在织造中的耐磨性、平滑性以及抗静电性,提高其强力和抱合力,改善其可织性。
典型的上浆工艺流程如下:
经轴架:纱线从位于经轴架上的整经轴中退绕出来。
张力自动调节装置:纱线经过张力自动调节装置。
上浆:纱线进入浆槽进行上浆。
湿分绞:湿浆纱经湿分绞辊进行分绞。
烘燥:湿浆纱经烘燥装置进行烘燥。
后上蜡:烘燥后的经纱通过上蜡装置进行后上蜡。
干分绞区:干燥的经纱在干分绞区被分离成几层。
卷绕成织轴:最后在车头卷绕成织轴。
吸湿排汗工艺流程
吸湿排汗工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!吸湿排汗工艺流程在纺织品加工中的应用一、准备工作阶段在进行吸湿排汗工艺流程之前,需要做好一系列的准备工作。
棉纱手工上浆工艺流程
棉纱手工上浆工艺流程棉纱手工上浆是一种传统的纺织工艺,用以增加棉纱的柔软度和光泽度,使其更容易梳理和纺织。
下面将介绍一下棉纱手工上浆的工艺流程。
首先,准备工作。
1. 准备纯净的水或蒸馏水。
纯净的水能够有效地去除棉纱中的杂质,避免在上浆过程中产生混浊。
2. 准备上浆剂。
上浆剂可以是天然的,如淀粉、豆腐渣和鸡蛋清等,也可以是化学合成的,如聚乙烯醇和三聚磷酸盐等。
选择合适的上浆剂取决于棉纱的用途和需求。
接下来,进行上浆。
1. 将棉纱按一定比例加水,使其稍微湿润,有利于上浆剂的渗透和扩散。
2. 将上浆剂溶解在纯净水中,搅拌均匀。
3. 将纱锭放入上浆浆液中,用手轻轻捏压,使浆液均匀地渗透到棉纱中。
4. 将上浆的棉纱挂晾在通风处,让其自然风干,同时避免阳光直射,以免使纤维变硬和颜色褪色。
最后,进行后续处理。
1. 设备清洗。
清洗上浆使用的容器和工具,去除上浆剂的残留物,以免对后续工作造成影响。
2. 梳理和纺织。
经过上浆处理的棉纱变得柔软光滑,更容易进行下一步的梳理和纺织工作。
3. 保养和存储。
上浆处理后的棉纱需要妥善保养和存储,避免受潮、受阳光暴晒,防止发霉和变质。
棉纱手工上浆是一项需要耐心和细致的工作,但它能够赋予棉纱更好的质感和光泽度,提高纺织品的品质。
同时,上浆剂的选择和浓度控制也是整个工艺流程中需要注意的关键步骤,对于不同的棉纱材质和用途,需要进行合理的调整和优化。
然而,随着工业技术的发展,机械化的上浆工艺已经取代了手工上浆的方式。
机械化上浆可以大幅提高生产效率,减少人力成本,同时也能更加精确地控制上浆剂的用量和浓度。
因此,手工上浆已经逐渐被淘汰,只在一些特殊的艺术纺织品制作中得以保留。
总之,棉纱手工上浆是一种传统的纺织工艺,通过浸渍和风干的方式,使棉纱更加柔软和光滑。
尽管现代化的机械化上浆已经大幅取代了手工上浆的方式,但手工上浆依然有其独特的价值和特点。
无论是手工上浆还是机械化上浆,都是为了提高棉纱的纺织品质量和使用性能,不断满足人们对于纺织品的需求。
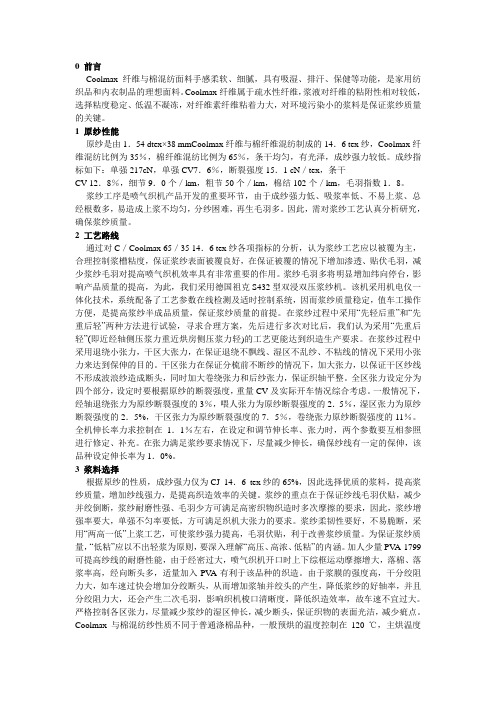
珍珠纤维/吸湿排汗纤维Coolplus/细旦涤/棉混纺纱防羽布产品的开发
珍 珠纤 维是 采 用 高科技 手段 将 纳米 级珍 珠 粉在
表 1 纤 维 的 主 要物 理 性 能
粘胶 纤 维纺 丝 时加 入 纺 丝 液 内 , 使 纤 维 体 内和 外 表
均 匀分 布着 纳米 珍 珠 微 粒 , 它是 一种 通 过 共 混 纺 丝 制成 的功 能性再 生 纤维 素 纤维 。这 种新 型纤 维 材料
畛 珠 纤 维 1 . 5 O 3 8 . O 0 2 . 5 6 1 , 7 9 1 7 . 4 8 1 9 . 0 4 1 O . 8 7 . 9 2 0 . 1 8 O O
吸湿 排汗 纤维 C o o l p l u s的芯 吸效应 好 , 舒 适性
生 产能 够顺 利进 行 。
( 1 ) 清花 工序 采 用 “ 短流程 、 多分 梳 、 少打击、 少 翻滚 、 轻 定量 、 低 速度 、 薄喂 入 、 勤抓 少抓 、 纺 粘连 ” 的 工艺 原则 , 适 当降低 各 打手 的速度 , 降低 1 0%左 右 , 减少纤 维 的损 伤 。生 产 中应 少 落 多 松 , 适 当缩小 尘
主 。 由于纤维 回潮率 小 , 静 电现象 严重 , 要 夹粗 纱或
细旦 涤 纶 : 细度 0 . 8 9 d t e x , 长度 3 8 mm, 回潮 率 0 . 4 7% , 单纤 强度 5 . 4 8 c N /d t e x , 伸 长率 1 7 . 8% , 超 常 纤 维 率 0% , 倍 长 纤 维 率 0% , 质 量 比 电 阻
1 0 。
以珍 珠 纤 维 /吸 湿 排 汗 C o o l p l u s /细 旦 涤 /棉 混
2 纺 部 关 键 技 术 措 施
吸湿排 汗 纤 维 C o o l p l u s和 细 旦 涤 纶 纤 维 回 潮
吸湿排汗织物的染整加工
吸湿排汗织物的染整加工孙 冰,武丽芳,贾景文,武生春(邯郸新维印染股份有限公司,河北邯郸 056016)摘 要:吸湿排汗纤维,通过纤维截面异形化来增加毛细管作用,使汗水迅速迁移至织物表面并发散,达到导湿快干的目的。
文中介绍了吸湿排汗织物的染整加工,包括前处理、染色和后处理的加工工艺,并对其染色性能、吸水及干燥性能进行了评定。
关键词:染整;溢流染色;性能;吸湿;干燥;聚对苯二甲酸乙二酯纤维中图分类号:TS1901645 文献标识码:B 文章编号:1000-4017(2005)2-00013-02Dyeing and f inishing of moisture absorbent and perspiration exhaust fabricSUN Bing,WU Li2fang,J IA Jing2wen,WU Sheng2chun(Handan Xinwei Printing&Dyeing Co.L td.,Handan056016,China)Abstract:In this paper,pretreatment,dyeing and finishing proce ss of moisture absorbent and perspiration exhaust fabric were introduced. The dyeing behavior,wettability and drying property were asse ssed.K ey w ords:dyeing and finishing;overflow dyeing;property;moisture pick up;drying;polye ster fiber1 前言涤纶纤维属于疏水性纤维的吸湿率低、水中溶胀度小,干湿强度和断裂延伸度基本相同。
而涤纶异形纤维的截面形状复杂,比表面积增大,改善了织物的吸湿性和蓬松性,透气性较好,且异形纤维的异形度越大,纤维的抱合力越大,抗起球、起毛能力增加。
吸湿排汗涤纶混纺纱的工艺设计及性能研究
吸湿排汗涤纶/棉60/40 18tex混纺纱的工艺题目设计及性能研究专业吸湿排汗涤纶混纺纱的工艺设计及性能研究学号姓名指导老师交稿日期二〇一三年十二月摘要近年来,随着人们对穿着舒适性要求不断的提高,服装面料的各种高科技含量也越来越高,时尚流行舞台吹起了运动休闲风,人们选择运动服不只要穿的好看,更重要的是可以提供最周到的保护,可以尽情的汗流浃背而后顾之忧,所以对服装面料的吸湿排汗性能提出了更高的要求。
天然纤维类服饰吸湿性能好、穿着舒适,但其缺点是当人体排汗量较大时,吸水后出现膨润现象,透气性降低,衣服就会紧贴身体,给人体造成一种冷的感觉,这主要是汗液不能及时排出的缘故。
本课题以规格为1.44dtx×38mm具有吸湿快干功能的吸湿排汗涤纶纤维为新原料,与棉纤维进行混纺制成具有吸湿快干功能、其制成的面料穿着挺刮,高雅华丽,色彩鲜艳,吸湿排汗涤纶纤维/棉60∕40 18tex的混纺纱,经过开清棉,梳棉,预并条,头并,二并,三并,粗纱,细纱等工序,同时按照相同的工艺参数纺制了同线密度的细纱,对这两种纱线进行强力、百米称重、毛羽、捻度、条干均匀度等性能测试与比较分析。
此外,将纺制成的吸湿排汗涤纶纤维与棉纤维混纺纱线与纯棉纱分别采用相同的针织工艺制成针织物小样,对它们进行吸湿和快干性能的对比分析。
研究结果表明:吸湿排汗涤纶纤维与棉混纺的纱线比纯棉纱线的性能优越,其吸湿快干的性能更突出。
因此,混入吸湿排汗涤纶纤维的织物在吸湿快干性能上有了明显的提高。
关键词:棉纤维;混纺;针织物;吸湿排汗;涤纶纤维作者:指导老师:AbstractIn recent years, along with the people to the comfort requirements increase, all kinds of high-tech fabrics are also more and more high fashion stage, sports and leisure wind blew, people choose to wear good-looking sportswear not only, more important is to provide the most thoughtful protection, can enjoy the sweat and any menace from the "rear", and so put forward higher requirements to the fabric of moisture wicking properties. Moisture absorption properties of natural fiber clothing, wearing comfortable, but its drawback is that when the body sweat more, swelling phenomenon after absorbing water, reduced permeability, clothes will be close to the body, cause a cold feeling to the human body, this is mainly because of the sweat can not be discharged in time.Moisture wicking polyester fiber, this subject has quick moisture absorption function to the specifications for 1.44dtx x 38mm for new materials, and cotton fiber blended with moisture absorption function, its fabric wearing elegant, bright color, blended yarn, polyester fiber / cotton in 60 out of 40 18tex, after opening and scutching, carding, pre drawing, head and, two and, three and, roving, spinning process, at the same time, in accordance with the spinning process parameters were the same for the same linear density of yarn, analyze and compare strong, 100 meters, weighing, Mao Yu twist, the quick moisture absorption performance more prominent. Therefore, mixed with polyester fiber fabric has been significantly improved in performance.Keywords: cotton fiber; blended yarn; knitted fabric; moisture wicking polyester fiberAuthor:Advisor:目录摘要 (I)Abstract (II)目录 (III)第一章绪论 (1)1.1本课题研究的意义及发展趋势 (1)1.2吸湿排汗涤纶纤维和棉纤维的概述 (1)1.2.1吸湿排汗涤纶纤维的特性 (1)1.2.2棉纤维的特性 (2)1.3本课题研究的目的、意义和内容 (3)1.3.1本课题研究的目的 (3)1.3.2本课题研究的意义 (3)1.3.3本课题研究的内容 (3)第二章吸湿排汗涤纶纤维与棉混纺原料的选配 (4)2.1 配棉的目的 (4)2.2 配棉的原则 (4)2.3吸湿排汗涤纶纤维与棉纤维的性能对比 (4)第三章纺纱工艺流程及设备的特点 (5)3.1纺纱工艺流程 (5)3.2各工序纺纱设备及特点 (5)3.2.1开清棉工序的设备特点 (5)3.2.2梳棉工序的设备特点 (6)3.2.3并条工序的设备特点 (6)3.2.4粗纱工序的设备特点 (6)3.2.5细纱工序的设备特点 (7)第四章棉吸湿排汗涤纶纤维混纺工艺计算 (8)4.1开清棉工艺 (8)4.1.1开清棉工序的工艺计算 (8)4.2梳棉工艺 (12)4.2.1梳棉工序的工艺计算 (12)4.3吸湿排汗涤纶纤维的预并工序的工艺计算 (16)4.4并条工序的工艺计算 (18)4.4.1混并一 (18)4.4.2混并二 (20)4.4.3混并三 (21)4.5粗纱工序的工艺计算 (23)4.6细纱工序的工艺计算 (26)第五章混纺纱与纯棉纱的性能比较 (29)5.1捻度测试与分析 (29)5.1.1实验仪器 (29)5.1.2实验步骤 (29)5.1.3实验结果与分析 (29)5.2 纱线断裂强力测试与分析 (30)5.2.1 实验仪器 (30)5.2.2 实验步骤 (31)5.2.3 实验结果与分析 (31)5.3纱条条干均匀度测试与分析 (32)5.3.1实验仪器 (32)5.3.2实验步骤 (32)5.3.3实验结果与分析 (33)5.4纱线毛羽的性能测试与分析 (34)5.4.1实验仪器 (34)5.4.2实验步骤 (34)5.4.3实验结果与分析 (34)5.5纱线百米称重测试与分析 (35)5.6针织纯棉纱面料和混纺纱面料的吸湿性能的比较 (36)5.6.1实验仪器 (36)5.6.2实验步骤 (36)5.6.3实验结果与分析 (37)5.7针织纯棉纱面料和混纺纱面料的快干性能的比较 (37)5.7.1实验仪器 (37)5.7.2实验步骤 (37)5.7.3实验结果与分析 (38)第六章结论 (40)参考文献 (41)致谢 (42)第一章绪论1.1本课题研究的意义及发展趋势随着人们消费观念的改变,人们对服装的要求除了外观时尚外,更加注重服装的舒适性。
浆纱工艺流程
浆纱工艺流程
浆纱工艺流程是指将棉花纤维转变成纱线的一系列工艺步骤。
下面是一个典型的浆纱工艺流程:
1. 原料准备:首先,将棉花纤维进行初步处理,包括除去杂质、松散纤维的处理等。
然后,将经过初步处理的纤维放入浸渍槽中,与浸渍剂混合均匀。
2. 浆纱剂的制备:制备浆纱剂是为了增加纤维的黏性和柔软性,提高纤维的纺纱性能。
常用的浆纱剂有各种增黏剂、柔软剂、助剂等。
将浆纱剂与适量的水混合,搅拌均匀。
3. 浆纱:将浸渍过的纤维放入浆纱机或浆纱桶中,设定好浆纱参数,如纤维的拉伸、旋转速度等。
然后,将浆纱剂缓慢地注入纺丝机或桶中,使其与纤维充分混合。
4. 纺丝:在纺纱机上,纤维经过拉伸和旋转后,形成细长的纱线。
纺纱机上配备有卷绕器,可以将纱线卷绕成特定的规格和长度。
5. 拉伸和烘干:将纺出的纱线通过拉伸机进行进一步拉伸处理,以提高纱线的强度和延展性。
然后,将拉伸后的纱线送入烘干室,进行热风烘干,使纱线完全干燥。
6. 包装和质检:经过烘干后,纱线经过质检,检查纱线的质量、规格和长度是否符合要求。
合格的纱线通过自动包装机进行包装,包装成卷或筒状,然后进行出货。
以上是一般浆纱工艺流程的简要介绍,不同品牌和不同规模的纤维加工厂可能会有一些细微的差异。
在整个浆纱工艺流程中,需要注意的是杂质的除去、浆纱剂的配制和浓度控制、纺纱机的调整和操作、烘干时间和温度控制等关键环节,以确保产品的质量和纱线的强度。
同时,良好的设备维护和保养、工艺参数的优化和调整也是提高浆纱工艺效率和产品质量的重要因素。
上浆的标准顺序

上浆的标准顺序上浆是一种对织物进行处理的工艺,可以提高织物的手感、外观和耐久性。
上浆的标准顺序是指在进行上浆工艺时,所需的基本步骤和操作顺序。
下面,我将为大家介绍上浆的标准顺序。
一、预处理1. 准备工作:清洁工作区域,准备所需的上浆设备和材料。
2. 准备浆料:根据织物的种类和要求,选择合适的浆料,并按照配方要求准备好。
3. 准备织物:将待上浆的织物进行预处理,包括洗涤、漂白等,以确保织物的干净度和无杂质。
二、上浆操作1. 浸泡:将织物完全浸入浆料中,确保浆料能够充分渗透到织物中。
2. 挤浆:将织物从浆料中抽取出来,过滤掉多余的浆料,并使织物中的浆料均匀分布。
3. 烘干:将挤浆后的织物放置在烘干设备中,以除去多余的水分,使织物达到适当的含水率。
4. 整理:对烘干后的织物进行整理,包括卷绕、折叠等,以便后续的处理和运输。
三、质量检验1. 外观检查:对上浆后的织物进行外观检查,包括颜色、光泽度、均匀性等方面的评估。
2. 手感评估:通过触摸和揉搓织物,评估其手感的柔软度、光滑度等方面的质量。
3. 清洗性能测试:将上浆后的织物进行模拟清洗测试,评估其耐洗性和保持浆料的能力。
四、包装和存储1. 包装:对上浆合格的织物进行包装,如卷绕、装箱等,以便运输和存储。
2. 标记:在包装好的织物上做好标记,包括产品信息、日期等,以方便追溯和管理。
3. 存储:将包装好的织物存放在合适的环境中,避免阳光直射、潮湿和污染等不利因素。
结语:上浆的标准顺序是一套系统化的工艺操作流程,确保上浆的质量和效果。
通过按照标准顺序进行上浆工艺,可以保证织物的外观、手感和耐久性。
同时,质量检验和包装存储的环节也是保证上浆产品质量和市场竞争力的关键。
因此,在上浆过程中,按照标准顺序进行操作是至关重要的,同时也需要合理调整和改进,以适应不同织物和生产要求的变化。
Coolmax棉混纺纱浆纱工艺设计
0 前言Coolmax纤维与棉混纺面料手感柔软、细腻,具有吸湿、排汗、保健等功能,是家用纺织品和内衣制品的理想面料。
Coolmax纤维属于疏水性纤维,浆液对纤维的粘附性相对较低,选择粘度稳定、低温不凝冻,对纤维素纤维粘着力大,对环境污染小的浆料是保证浆纱质量的关键。
1 原纱性能原纱是由1.54 dtex×38 mmCoolmax纤维与棉纤维混纺制成的14.6 tex纱,Coolmax纤维混纺比例为35%,棉纤维混纺比例为65%,条干均匀,有光泽,成纱强力较低。
成纱指标如下:单强217cN,单强CV7.6%,断裂强度15.1 cN/tex,条干CV 12.8%,细节9.0个/km,粗节50个/km,棉结102个/km,毛羽指数1.8。
浆纱工序是喷气织机产品开发的重要环节,由于成纱强力低、吸浆率低、不易上浆、总经根数多,易造成上浆不均匀,分纱困难,再生毛羽多。
因此,需对浆纱工艺认真分析研究,确保浆纱质量。
2 工艺路线通过对C/Coolmax 65/35 14.6 tex纱各项指标的分析,认为浆纱工艺应以被覆为主,合理控制浆槽粘度,保证浆纱表面被覆良好,在保证被覆的情况下增加渗透、贴伏毛羽,减少浆纱毛羽对提高喷气织机效率具有非常重要的作用。
浆纱毛羽多将明显增加纬向停台,影响产品质量的提高,为此,我们采用德国祖克S432型双浸双压浆纱机。
该机采用机电仪一体化技术,系统配备了工艺参数在线检测及适时控制系统,因而浆纱质量稳定,值车工操作方便,是提高浆纱半成品质量,保证浆纱质量的前提。
在浆纱过程中采用“先轻后重”和“先重后轻”两种方法进行试验,寻求合理方案,先后进行多次对比后,我们认为采用“先重后轻”(即近经轴侧压浆力重近烘房侧压浆力轻)的工艺更能达到织造生产要求。
在浆纱过程中采用退绕小张力,干区大张力,在保证退绕不飘线、湿区不乱纱、不粘线的情况下采用小张力来达到保伸的目的。
干区张力在保证分梳前不断纱的情况下,加大张力,以保证干区纱线不形成波浪纱造成断头,同时加大卷绕张力和后纱张力,保证织轴平整。
吸湿排汗纤维实验报告
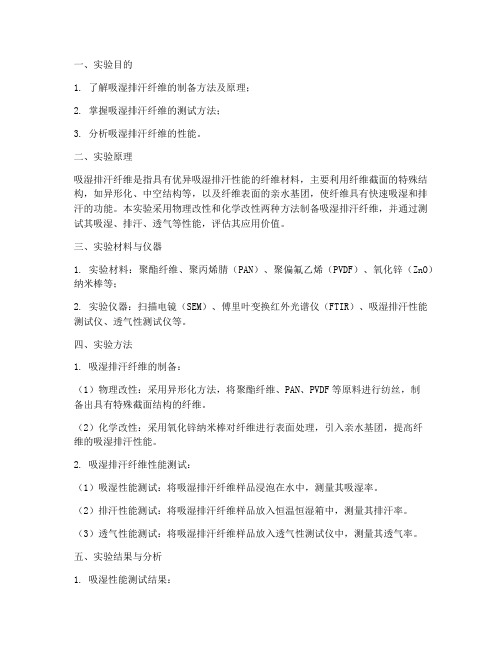
一、实验目的1. 了解吸湿排汗纤维的制备方法及原理;2. 掌握吸湿排汗纤维的测试方法;3. 分析吸湿排汗纤维的性能。
二、实验原理吸湿排汗纤维是指具有优异吸湿排汗性能的纤维材料,主要利用纤维截面的特殊结构,如异形化、中空结构等,以及纤维表面的亲水基团,使纤维具有快速吸湿和排汗的功能。
本实验采用物理改性和化学改性两种方法制备吸湿排汗纤维,并通过测试其吸湿、排汗、透气等性能,评估其应用价值。
三、实验材料与仪器1. 实验材料:聚酯纤维、聚丙烯腈(PAN)、聚偏氟乙烯(PVDF)、氧化锌(ZnO)纳米棒等;2. 实验仪器:扫描电镜(SEM)、傅里叶变换红外光谱仪(FTIR)、吸湿排汗性能测试仪、透气性测试仪等。
四、实验方法1. 吸湿排汗纤维的制备:(1)物理改性:采用异形化方法,将聚酯纤维、PAN、PVDF等原料进行纺丝,制备出具有特殊截面结构的纤维。
(2)化学改性:采用氧化锌纳米棒对纤维进行表面处理,引入亲水基团,提高纤维的吸湿排汗性能。
2. 吸湿排汗纤维性能测试:(1)吸湿性能测试:将吸湿排汗纤维样品浸泡在水中,测量其吸湿率。
(2)排汗性能测试:将吸湿排汗纤维样品放入恒温恒湿箱中,测量其排汗率。
(3)透气性能测试:将吸湿排汗纤维样品放入透气性测试仪中,测量其透气率。
五、实验结果与分析1. 吸湿性能测试结果:通过实验,吸湿排汗纤维的吸湿率可达90%以上,表明其具有良好的吸湿性能。
2. 排汗性能测试结果:吸湿排汗纤维的排汗率可达80%以上,表明其具有良好的排汗性能。
3. 透气性能测试结果:吸湿排汗纤维的透气率可达2000 mm/s以上,表明其具有良好的透气性能。
4. 性能分析:通过实验,吸湿排汗纤维具有优异的吸湿、排汗、透气性能,符合服装、医疗等领域对纤维材料的要求。
六、结论本实验成功制备了吸湿排汗纤维,并通过性能测试,验证了其优异的吸湿、排汗、透气性能。
该纤维材料在服装、医疗等领域具有广泛的应用前景。
七、实验注意事项1. 实验过程中,注意控制温度、湿度等环境因素,确保实验结果的准确性。
吸湿排汗涤纶双面织物的开发
( ) 物 正 面 a织
() b 织物 反 面
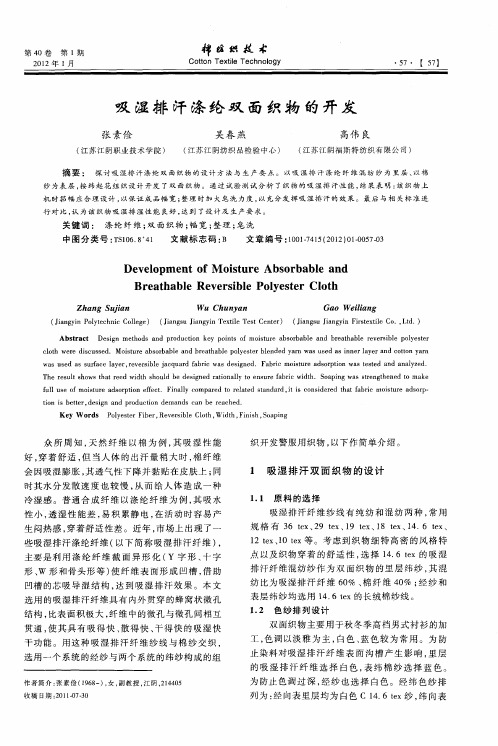
罔 2 双 面 织 物效 果 图
3 吸 湿 排 汗 双面 织物 的性 能 检 验
为检验 开发 的产 品能否 满足警 服材 料 的性能
要 求 , 文对 织物 的外 观性 能 和吸 湿 性 能进 行 测 本
l 3 6 8 9 l l 4l 6 2 4 5 7 01 2l 1 3l 5l
点 以及 织物 穿着 的舒 适 性 , 择 1. e 选 46t x的吸 湿
形 、 形 和 骨头形 等 ) 纤 维 表 面形 成 凹槽 , 助 w 使 借 凹槽 的芯 吸 导湿 结 构 , 到 吸 湿排 汗 效 果 。本 文 达
选用 的吸湿排 汗纤 维具 有 内外 贯穿 的蜂 窝状微 孔 结构 , 比表面 积极 大 , 维 中的微孔 与微孑 问相互 纤 L
10 ℃ ; 缩 车 速 3 / i。 2 预 0m m n
2 3 双 面 织 物 效 果 图 .
形 成花 纹 , 加 织 物 的美 观 度 。根 据 浮线 较 长 的 增 织 物 吸水透 气性 好 的 特点 , 文 表 组织 选 用 三 上 本
一
下右 斜纹 , 里组 织选用 一上 三下左 斜纹 , 表里 纬
密 设 定 , 置 为 5 2 根 / 0 Cl 由 于 织 物 选 用 的 设 1 1 l。 I
是 双面组织 , 因此 纬密 按 常 规织 物 纬 密 的两 倍 设 定 , 置为 6 0根/ 0c 设 3 1 m。
由于本 织物 选用含 有蜂 窝结构 的吸湿排 汗纤 维} 纺 纱线 , 昆 此纱 线 的收缩率 较大 , 所织 制 的织物 容易 起 皱 , 通过 此 项试 验 , 映 织物 的抗皱 效 果 。 反
吸湿排汗涤纶/莫代尔混纺纱的开发与应用
兰 圭 旦: 堂: 塑 苎 蔓
V l3 o 1 o 4 N .1. 2 0 06
S A G A X I C N E& TC N L G 上海纺织科技 l H N H IE TL S I C T E E E H OO Y
3 主要工序工艺参数
3 1 开清棉工序工艺特点 . 莫代尔纤维长度长, 不含杂质, 因此开清棉工序遵 循“ 多松少打、 轻梳少落” 的工艺原则。在开清棉工序 应降低各打手的速度 , 减少对纤维的损伤 , 适当增加补
众多毛细管 , 使人体表面的湿气和汗水通过芯吸作用
迅速转移到外层纤维 , 保持 内层 千爽 , 从而避免 了常 规 涤纶穿 着 的 闷热 感 。M dl 维 吸湿 能 力 比棉 纤维 oa纤 高5 0% , 这使混纺面料可保持干爽 、 透气 , 吸湿性能 、
Ke r s:p o l d fb r p l e t i e;b e d d y n;c n c tpr p r y;mo b r y wo d r f e i e ; o y ser f i br l n e ar o du twe o e t dalf e i
吸湿排汗涤纶纤维利用纤维表面微细沟槽形成的
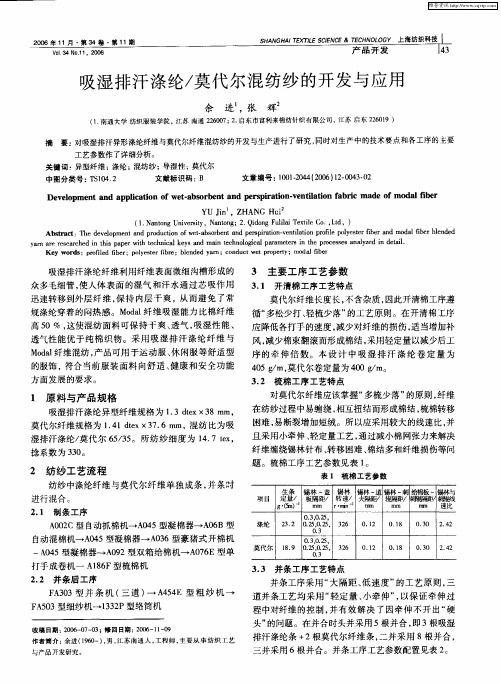
表 1 梳棉工艺参数
生条 锡林 一 盖 锡林 锡林 一 锡林 ~刺 道 绐棉板 一 项目 定 量/ 板 隔 距/ 转 速/ 夫 隔距/ 辊隔 刺辊隔 g・ n ( ) m rrn I Ⅻ 1 m -i - r n ¨ 速 比
0 3。 2 , . Q 5
关键词 : 型纤维 ; 异 涤纶 ;混纺纱 ; 导湿性 ; 莫代 尔 中图分类号 : S 0 T 14 2 文献标识码 : B 文章 编号 : O 124 2o ) 20 4 ・2 l0 ・04(o6 1—0 3 0
一种吸湿排汗型棉混纺面料的制备工艺[发明专利]
![一种吸湿排汗型棉混纺面料的制备工艺[发明专利]](https://img.taocdn.com/s3/m/15753df4a300a6c30d229f00.png)
专利名称:一种吸湿排汗型棉混纺面料的制备工艺专利类型:发明专利
发明人:王小洁,徐昇
申请号:CN202011518550.4
申请日:20201221
公开号:CN112725981A
公开日:
20210430
专利内容由知识产权出版社提供
摘要:本发明涉及棉混纺面料技术领域,尤其涉及一种吸湿排汗型棉混纺面料的制备工艺,所述棉混纺面料由棉纤维、薄荷纤维、樟脑纤维、麻纤维、竹纤维、涤纶纤维、锦纶纤维、丙纶纤维、树脂乙烯乙烯醇共聚物以及黏胶纤维组成,棉纤维的重量含量占总体面料的60%‑75%,棉纤维、薄荷纤维、樟脑纤维、麻纤维、竹纤维以及黏胶纤维混纺作经纱,涤纶纤维、锦纶纤维、丙纶纤维、树脂乙烯乙烯醇共聚物以及黏胶纤维混纺作纬纱,本发明通过混入薄荷纤维、樟脑纤维、麻纤维、竹纤维使得衣着更加透气清凉,且通过混入涤纶纤维、锦纶纤维、丙纶纤维、树脂乙烯乙烯醇共聚物,使得衣着更为的吸汗,从而使得用户在夏日穿着时能够更为清爽、舒适。
申请人:常州市昊驰纺织品有限公司
地址:213000 江苏省常州市武进区湖塘镇东华村白家组
国籍:CN
代理机构:常州市华信天成专利代理事务所(普通合伙)
代理人:何学成
更多信息请下载全文后查看。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
的浆膜和良好的浸透 , 贴伏 毛羽 , 浆液的 p H值控制在 7~ 。在做配方优选时, 8 我们利用数据库排列了 6 4种 方案 , 考虑 到新型 改性 涤纶 的特 殊性 , 是要选 用一 些 还
与涤 纶纤维 亲和性 好 的 浆 料 , 以期 获 得 良好 的渗 透 和 被覆 。最终 选择两 种 配方 上机试 生 产 , 配方 一 中 , 在 选
维普资讯
竺 生 旦: 鱼 : 塑 一 苎 蔓
V I 4 N .2.2 0 0. O 1 3 06
S A G A E T ES I C & TC N L G 上海纺织科技 I H N HI X I C N E EH OO Y T L E
浆液温度/C 9 士 9 士  ̄ 6 2 6 2
漏浆呻
p 倌 H
n 4 6 5~ O 5— O 4 6
7— 7 8 8
2 浆料选 用及上机工艺参数的设定
2 1 优 选浆 料及 工艺 配方 .
2 2 浆纱上机主要工艺参数的确定 . 采用 大 雅 双 浆 槽 浆 纱 机 上 浆 , 速 控 制 在 车 3 / i 0m m n 左右, 浆槽黏度 8 0S漏 斗水速 4S 。各 ~1 ( )
确定工艺路线时 , 应兼顾两种纤维特性 , 满足各 自 的工艺要求 , 使改性涤纶的特性和纱线表面不受损害,
避 免 喷气纱 产生 毛 羽 。 因此 , 纱 的关 键 是 形 成 完 整 浆
区张力控制 : 退绕 压力l.2~ . /m ( 37 4 9N c 随经轴直
径 减 小 逐 渐 减 小 ) 车 面 张 力 58 , 8 N, 绕 张 力 卷 l.7N c 卷取 压力 l.2~1. / m 。压浆辊 6 1 / m , 37 9 6N c
参 考文献 :
[ ] 范尧明. 1 包芯纱包覆量探讨[] t J. - 海纺织科技 . 0 。2 : — 1 2 3 ()2 2. 0 0
露出纱条表面。为了解决包覆不 良现象, 我们拆掉粗
纱横动装置, 使短纤须条输 出位置基本恒定 , 并在前皮 辊上方加装 了导丝轮 , 保证外包短纤均匀地将长丝包
长丝进入前罗拉时易 出现打顿现象 , 而短纤须条就会 屈曲, 造成纱条表面形成类似 “ 棉结 ” 的疵点。所 以张 力器张力大小应适 中, 锭与锭之间张力应均匀才能保
证 成纱 品质 。
l. , 2 7% 千米细节 1 8个, 千米 粗结 5 0个 , 米棉结 千
1 2个 。 0
4 结
P A 19 k V 7 9/ g P - 5 /g VA2 MB k 0
1 纤维结构 及原纱情况
T 0/C 01. x喷气纺原纱质量指标如下 : 7 J3 9 4t e 断 裂 强 度 l.1c /e , 力 C 0 6 % , 干 C 6 N tx 强 V 1. 条 V
( i m a ru o ,t.tui 20 2 C ia Qn i G opC . Ld , a ̄ 2 30 , h ) g n t m n
Ab ta t a e h rp a f op u itr b op i n a d p rp r t n f e ,s lcin o ii g fr ls e s i ie po e s s r c :B s d te p o e y o ll s mosu e a s r t n e s i i b r ee t fszn omua ,k y n sz rc s ‘ Co o ao i o
l5 3
3 4 细 纱 工 序 .
覆于中心。至于空芯纱疵和裸丝纱疵 , 则主要是 由于 粗纱或长丝断头没有及时发现而形成。所 以挡车工在 操作时应加强巡 回, 认真查看 , 发现问题及时解决。
3 4 4 细 纱捻 系数选 择 ..
细纱是包芯纱生产 的关键工序 , 为了保证包芯纱 的质量 , 我们重点解决 了以下几个问题。
部分 醇解 P A25 V 一0 MB取 代 一 部 分 P A19 , 增 强 V 一79 以
3 上 浆效果及织造情况
两种配方的上浆效果和织造情况见表 2 。通过对 比可以看出, 配方二无论是渗透程度还是浆膜完整度 都有很大改善 。通过切 片试验发现, 配方一浆纱吸浆 不匀 , 浆膜完整度差 , 由于 P A 19 浆纱干分绞时 且 V. 9 7 生成毛羽较多 , 上机织造后发现黏搭现象严重 , 开口不 清, 经向断头较高 , 影响了织机的开台效率。而在配方
的亲和性 , 以期获得 良好的浸透和被覆, 保证浆膜的完 整性 , 改善上浆效果。另外 , 适当增加变性淀粉的用量
可 以很好 改善 分纱 , 少 再 生 毛 羽 的产 生 。在 两种 配 减
方中都加入了具有抗静 电效果的乳化油和平平加 0 。
配方 见表 l 。
表 1浆料 配 方
项 目
Ke y wor s: i i g i s r c i n; p o e s n a a t r d s z n n t u to r c s i g p r me e s;s z n ii g;we v ng ai
近年来 , 我们利用喷气纺和喷气织机等先进设备,
开 发 了 多 种 规 格 的 吸 湿 排 汗 纱 线 及 织 物 ,F面 以 10m 7 J3 9 4 1 . 5/ 3 4 c T 0/C 01 ./9 44 326斜 纹 为 例 , 绍 介 浆纱生 产实 践 。
竹纤维作为一种新型 的纤维素纤维 , 因其手感柔 软、 天然抗菌, 具有优异的吸湿放湿的透气性能等引起 了纺织产品设计者的关 注, 受到 了广大消费者的青睐。 竹/ 涤包芯纱的生产实践证 明了该产品具有 一定的可 纺性 , 工艺成熟 , 生产稳定 , 能满足用户的需求 , 可为纺 织企业扩大产品品种 , 提高经济效益。
1. 35% , 千米细 节 (一5 0% ) 8个 , 千米粗 节(+ 0% ) 5 l纺 比 T7 . 8 混 05% 、 J2 . C 9 5% , 整经万 米 百根 断头数 ( 贝宁格整 经机 测试 )
0 5根 。 .
配方一 配方二
压力采用先轻后重的工艺路线 , 逐步增压 , 第一对压浆 力 为 l.8一l.4N c 第 二 对 压 浆 力 为 l .8~ 56 7 6 /m , 56
2 .6N c 15 / m 。另外 , 为控 制 毛羽 的产生 , 采用 后上蜡 ,
上蜡 量 0 3% 。 .
用了 P A19 V 一 9加聚丙烯酸甲酯 , 7 在浆纱干分绞时 , 产 生的毛羽较多 , 上浆不太理想。在新型配方二中, 加入
i g a d szn f c i f e ln e ih c t n a e i t d c d i h s p p r n n ii g e e to t s i rb e d d w t ot l n r u e n t i a e . f h b o o
包 芯纱 的耐磨 性有 利 。但是 涤纶 长丝具 有较 强 的抗 扭
多种方案对比, 最终选定一种 比较简单可行 的机架改 造方法, 将长丝筒子均匀摆放在粗纱架上方 , 挡车工操 作方便 。 同时对机架本身基本无 大的改造。在纺纱过 程中涤纶 F Y采用被动退绕方式 。 D
342 涤纶 F .. DY 张力控 制
性, 如果捻度偏大 , 包芯纱在后工序加工过程 中容易扭 结形成小辫子。故涤纶包芯纱捻系数应慎重选择。我 们在兼顾各方面因素的基础上 , 将竹/ 涤包芯纱捻系数 选定 为 3 0左 右 。 5
3 4 5 单纱质 量指标 ..
涤纶 F Y丝条很光滑, D 丝与丝之间抱合力极差, 在被动退绕过程中长丝易脱 圈, 致使退绕张力不稳定。 为了减少脱圈造成的张力波动 , 我们将长丝经过 张力
文献标识码 : 文章编号 : 0 l 0 4 20 )20 2 — 1 1O - 4 (0 6 1 -0 70 2
关键词 : 浆料配方 ; 工艺参数 ;上浆 ; 织造 中图分类号 : S 0 .4 : S0 . 1 T 13 8 6 T 15 2 3
S z r c s i g p a tc fmo su e a s r t n a d p r p r t n fb r a d c to l n e a n ie p o e sn r c e o it r b o p i n e s ia o e n o t n b e d d y r i o i i XU W e , o g。X o g HU X a - n i n h UE R n ,Z io l g i
语
3 43 竹/ .. 涤包芯纱的包覆效果
包 : 芑纱的包覆效果对成纱质量 、 后工序加工难度 和织物外观影响非常大。影响包覆效果的纱疵主要有
包覆 不 良纱 、 心 纱 和裸 丝 三 种 情 况 。所 谓包 覆 不 良 空 就是 指外 包短纤 没 有 均匀 包 覆 住 芯 丝 , 丝 断 断续 续 芯
34 1 细纱 机粗 纱架 改造 ..
目前大多数涤纶 F Y卷装都 比较大, D 一个丝筒质 量在 5k 右 , 径 在 30m 左 右 , 纺制 包 芯 纱 g左 直 0 m 在
时 , 和细 纱 的每一 个 锭 子 相 对 应 就 比较 困难 。经 过 要
由于涤纶包芯纱芯丝 比较光滑 , 单纱在后工序与 机件摩擦过程中 , 外包短纤易剥落 , 造成裸丝纱疵。提 高包芯纱捻系数可 以使短纤 与芯丝抱合 紧密 , 对改善
器控制 张 力大小 。张 力过 小 影 响包 覆 质 量 , 张力 过 大
竹/ l. x 芯纱 成纱 指标 测试值 为 : 纱 强 涤 84t 包 e 单 力 变异 系数 75% , 米质 量变异 系数 16% , . 百 . 单纱 断
裂强 度 l . N t , 5 2c /e 百米 质量 偏 差 + . x 0 5% , 干 C 条 V