不锈钢焊接标准对照表
不锈钢焊条牌号对照表
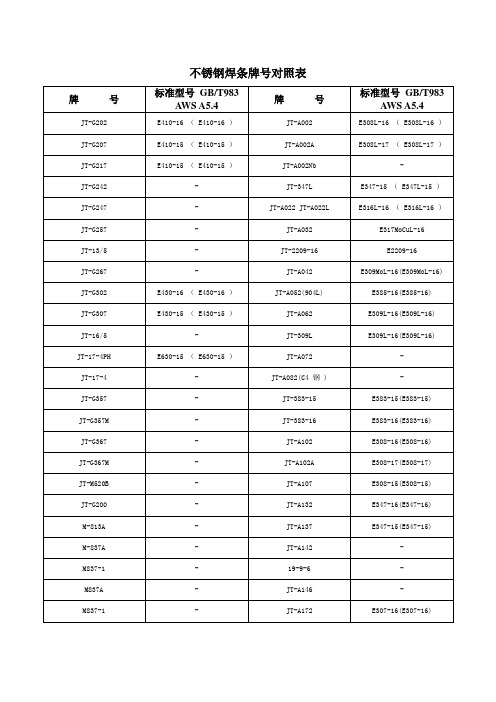
不锈钢焊条牌号对照表
不锈钢焊条选用表
注:括号内为GB/T 983-1985型号。
复合钢板的基体和复层分别选用各自适用的焊接材料进行焊接。
关键是接近复层的过渡层部分,必须考虑基层的稀释作用,应选用Cr、Ni含量较高的奥氏体填充金属来焊接过渡层
部分,以免出现脆硬组织。
复合钢板的基层较薄时(如总厚度不大于8mm),可以用奥氏体焊条或填充金属焊接复合钢的全厚度,这时更需考虑基层材料的稀释作用。
当复合钢板的厚度小于25mm时,基层也可全用E309-16等焊条,但焊接残余应力稍大些,消耗不锈钢焊条多。
当复合钢板的厚度大于25mm时,可先用铁素体焊条施焊一层过渡层,然后再用碳钢焊条焊接基层。
复合钢单面焊焊接材料的选用见表16。
中外焊接材料国家标准对照表

表1中外焊条国家标准对照表
中国
美国
日本
欧洲、德国
备注
GB/T5117—1995碳钢焊条
—1991碳钢手工电弧焊焊条
JISZ3211—1991低碳钢焊条
EN499—1994碳钢及细晶粒钢焊条
GB/T5117等效采用
GB/T5118—1995低合金钢焊条
—1996低合金钢焊条
JISZ3212—1990,高强度钢焊条
JB/—××承压设备用埋弧焊钢焊丝和焊剂技术条件
全国锅炉压力容器标准化技术委员会正组织编制
—1992碳钢和低合金钢氧—可燃气焊接填充丝
—1997电渣焊用碳钢和低合金钢焊丝和焊剂
—1997碳钢和低合金钢气电焊焊丝
—1979可熔化嵌条
—1992钎焊和熔钎焊钎料
—1992钎焊和熔钎焊钎剂
JISZ3316—1999低碳钢和低合金钢用TIG焊丝及焊棒
JISZ3317—1999
钼及铬钼钢MAG焊接用实芯焊丝
EN440—1994碳钢气保焊焊丝和填充丝
EN1668—1997碳钢及细晶粒钢TIG焊焊丝和填充丝
EN12070—1999耐热钢气保焊焊丝
①GB/T8110—1995等效采用了和
②GB/T14957其中部分焊丝用于气体保护焊
DIN1732—1988铝及铝合金焊丝和填充丝
JB/T4745—2002附录D压力容器用钛及钛合金焊丝
—1990钛和钛合金焊丝和填充丝
JB/T4745—2002附录D等效采用—1990
JB/—××承压设备用气体保护电弧焊钢焊丝技术条件
全国锅炉压力容器标准化技术委员会正组织编制
表3中外埋弧焊焊材国家标准对照表
中外焊条对照表

-
JB/T 4745—2002附录D等效采用AWS A5.16—1990
JB/T 4747.2—××承压设备用气体保护电弧焊钢焊丝技术条件
-
-
-
全国锅炉压力容器标准化技术委员会正组织编制
表3中外埋弧焊焊材国家标准对照表
中国
美国
日本
欧洲
备注
GB/T 5293—1999埋弧焊用碳钢焊丝和焊剂
AWS 3212—1990,高强度钢焊条
JIS Z3214—1999耐候钢焊条
JIS Z3223—1993钼及铬钼耐热钢焊条
JIS Z3241—1999低温钢用焊条
EN 499—1994碳钢及细晶粒钢焊条
EN 1599—1997耐热钢焊条
EN 757—1997高强度钢焊条
GB/T 5118等效采用AWS A5.5
JIS Z3351—1999碳钢和低合金钢埋弧焊焊丝
EN 756—碳钢及低合金钢埋弧焊焊丝
GB/T 5293—1999等效采用AWS A5.17—1989
GB/T 12470—2003埋弧焊用低合金钢焊丝和焊剂
AWS A5.23—1990低合金钢用埋弧焊焊丝和焊剂
JIS Z3352—1988碳钢和低合金钢埋弧焊焊剂
JIS Z3334—1999镍及镍合金焊丝和焊棒
DIN 1736—1985镍及镍合焊丝
GB/T 15620—1995参照采用AWS A5.14
GB/T 9460—1988铜及铜合金焊丝
AWS A5.7—1984铜及铜合金焊丝
JIS Z3341—1993铜及铜合金焊丝
DIN 1733—1988铜及铜合金焊丝
GB/T 983—1995不锈钢焊条
AWS A5.4—1992耐蚀铬钢及铬镍钢焊条
(word完整版)焊接材料对照表

焊接材料对照表焊接检验知识学习:一、焊接目视检查视力:在12英寸的距离处可达到Jaeger J2, 同时还应完成色盲测试(相当于中国视力规定的1。
2)二、气瓶储放区的温度不应低于—20℉也不能高于130℉三、华氏摄氏度温度换算公式:℃=5/9(℉—32);℉=(9/5℃+32)四、焊条识别:EXXXXE代表焊条;XX溶敷金属的最小抗拉强度,X焊接位置,数字1表示焊条可用于任何焊接位置,数字2表示熔融金属流动性非常好,只能用于平焊或角缝焊,数字4表示焊条可以用于立向下焊,数字`3不再使用;X涂层/操作特性,表示焊条药的组织和性能,药决定了可焊性和推荐的电流类别AC交流、DCEP直流反接、DCEN直流正接,焊条最后一个数字为5、6和8表示为“低氢焊条”,应贮存于烘箱内,温度150—350℉范围,潮湿度低于0。
2%。
,不低于250℉(120℃)的烘箱中.ERXXS-XER代表焊条棒;XX溶甫敷金属的最小抗拉强度,S固态焊丝,数字1表示焊条可用于任何焊接位置,数字2表示熔融金属流动性非常好,只能用于平焊或角缝焊,数字4表示焊条可以用于立向下焊,数字`3不再使用;X化学成份,表示焊条药的组织和性能,药决定了可焊性和推荐的电流类别AC交流、DCEP直流反接、DCEN直流正接,焊条最后一个数字为5、6和8表示为“低氢焊条”,应贮存于烘箱内,温度150-350℉范围,潮湿度低于0。
2%。
,不低于250℉(120℃)的烘箱中.EXXT—X:E表示焊丝,第一位强度,第二位是位置,T是管状焊丝,最后是极性分类药芯焊丝焊气体包括:Co2或75%氩气+25%Co2,其它的混合气体也可适用。
五、焊接接头:对接、角接、T形、搭接、端接接头.六、圆整惯例:四舍五入;七、转换系数:面积尺寸:mm2=6。
452*102in2; in2=1。
550*10—3mm2电流密度:A/mm2=1。
550810—3A/in2; A/in2=6。
不锈钢材对照表
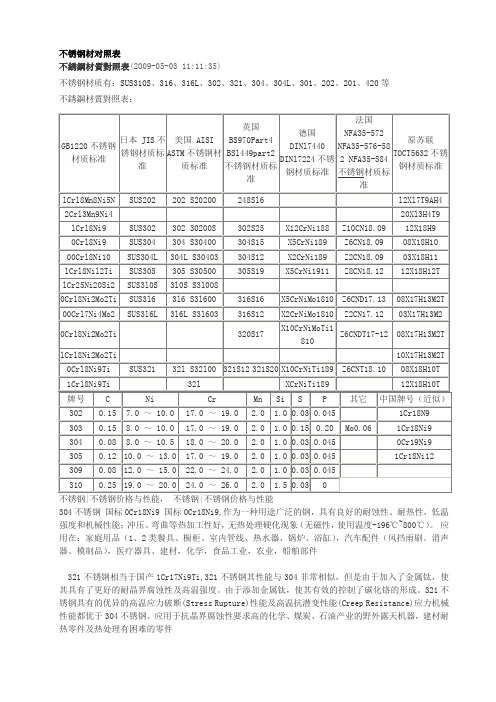
不锈钢材对照表不銹鋼材質對照表(2009-05-03 11:11:35)不锈钢材质有:SUS310S、316、316L、302、321、304、304L、301、202、201、420等不銹鋼材質對照表:不锈钢|不锈钢价格与性能,不锈钢|不锈钢价格与性能304不锈钢国标0Cr18Ni9 国标0Cr18Ni9,作为一种用途广泛的钢,具有良好的耐蚀性、耐热性,低温强度和机械性能;冲压、弯曲等热加工性好,无热处理硬化现象(无磁性,使用温度-196℃~800℃)。
应用在:家庭用品(1、2类餐具、橱柜、室内管线、热水器、锅炉、浴缸),汽车配件(风挡雨刷、消声器、模制品),医疗器具、建材,化学,食品工业,农业,船舶部件321不锈钢相当于国产1Cr17Ni9Ti,321不锈钢其性能与304非常相似,但是由于加入了金属钛,使其具有了更好的耐晶界腐蚀性及高温强度。
由于添加金属钛,使其有效的控制了碳化铬的形成。
321不锈钢具有的优异的高温应力破断(Stress Rupture)性能及高温抗潜变性能(Creep Resistance)应力机械性能都优于304不锈钢。
应用于抗晶界腐蚀性要求高的化学、煤炭、石油产业的野外露天机器,建材耐热零件及热处理有困难的零件316不锈钢国标0Cr17Ni12Mo2 国标0Cr17Ni12Mo2,因添加Mo,故其耐蚀性,耐大气腐蚀性和高温强度特别好,可在苛刻的条件下使用;加工硬化性优(无磁性). 应用在:海水里用设备、化工、染料、造纸、草酸、肥料等生产设备;照像、食品工业、沿海地区设施、绳索、CD杆、螺栓、螺母.316L不锈钢国标00Cr17Ni14Mo2 国标00Cr17Ni14Mo2,作为316钢种的低C系列,除与316钢的有相同的特性外,其抗晶界腐蚀性优于316;另外增加了钼元素,可以显著提高其耐晶间腐蚀、氧化物应力腐蚀的能力,以及减少焊接时的热裂倾向性.还有良好的耐氯化物腐蚀的性能.应用在:常用于纯水、蒸馏水、药品、酱、醋等卫生要求高、介质腐蚀性能强的场合,316钢的特别用途中对抗晶界腐蚀有特别要求的产品。
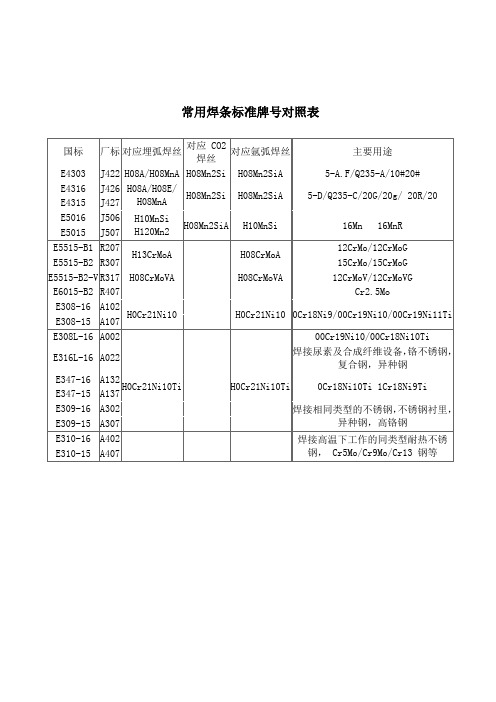
焊条标准牌号对照表
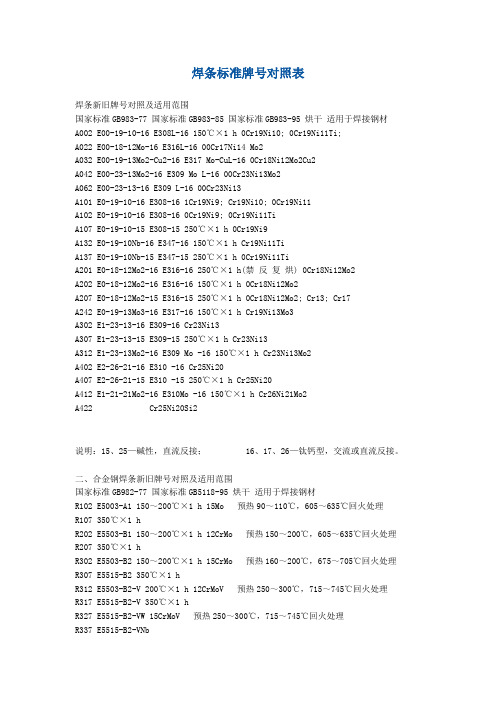
焊条标准牌号对照表焊条新旧牌号对照及适用范围国家标准GB983-77 国家标准GB983-85 国家标准GB983-95 烘干适用于焊接钢材A002 E00-19-10-16 E308L-16 150℃×1 h 0Cr19Ni10; 0Cr19Ni11Ti;A022 E00-18-12Mo-16 E316L-16 00Cr17Ni14 Mo2A032 E00-19-13Mo2-Cu2-16 E317 Mo-CuL-16 0Cr18Ni12Mo2Cu2A042 E00-23-13Mo2-16 E309 Mo L-16 00Cr23Ni13Mo2A062 E00-23-13-16 E309 L-16 00Cr23Ni13A101 E0-19-10-16 E308-16 1Cr19Ni9; Cr19Ni10; 0Cr19Ni11A102 E0-19-10-16 E308-16 0Cr19Ni9; 0Cr19Ni11TiA107 E0-19-10-15 E308-15 250℃×1 h 0Cr19Ni9A132 E0-19-10Nb-16 E347-16 150℃×1 h C r19Ni11TiA137 E0-19-10Nb-15 E347-15 250℃×1 h 0Cr19Ni11TiA201 E0-18-12Mo2-16 E316-16 250℃×1 h(禁反复烘) 0Cr18Ni12Mo2A202 E0-18-12Mo2-16 E316-16 150℃×1 h 0Cr18Ni12Mo2A207 E0-18-12Mo2-15 E316-15 250℃×1 h 0Cr18Ni12Mo2; Cr13; Cr17A242 E0-19-13Mo3-16 E317-16 150℃×1 h Cr19Ni13Mo3A302 E1-23-13-16 E309-16 Cr23Ni13A307 E1-23-13-15 E309-15 250℃×1 h Cr23Ni13A312 E1-23-13Mo2-16 E309 Mo -16 150℃×1 h Cr23Ni13Mo2A402 E2-26-21-16 E310 -16 Cr25Ni20A407 E2-26-21-15 E310 -15 250℃×1 h Cr25Ni20A412 E1-21-21Mo2-16 E310Mo -16 150℃×1 h Cr26Ni21Mo2A422 Cr25Ni20Si2说明:15、25—碱性,直流反接; 16、17、26—钛钙型,交流或直流反接。
焊条型号与牌号对照表

焊条型号与牌号对照表常用母材与焊材选用表/ 焊条型号牌号对照表国标厂标对应埋弧焊丝对应 CO2 焊丝对应氩弧焊丝主要用途E4303 J422 H08A/H08MnAH08Mn2Si H08Mn2SiA 5-A.F/Q235-A/10#20#E4316 J426 H08A/H08E/ H08MnA H08Mn2Si H08Mn2SiA 5-D/Q235-C/20G/20g/ 20R/20E4315 J427E5016 J506 H10MnSiH120Mn2 H08Mn2SiA H10MnSi 16Mn 16MnRE5015 J507E5515-B1 R207H13CrMoA H08CrMoA 12CrMo/12CrMoGE5515-B2 R307 15CrMo/15CrMoG E5515-B2-VR317 H08CrMoVA H08CrMoVA 12CrMoV/12CrMoVG E6015-B2 R407 Cr2.5MoE308-16 A102 H0Cr21Ni10 H0Cr21Ni100Cr18Ni9/00Cr19Ni10/00Cr19Ni11TiE308-15 A107E308L-16 A002 00Cr19Ni10/00Cr18Ni10TiE316L-16 A022 焊接尿素及合成纤维设备,铬不锈钢,复合钢,异种钢E347-16 A132 H0Cr21Ni10Ti H0Cr21Ni10Ti 0Cr18Ni10Ti 1Cr18Ni9TiE347-15 A137E309-16 A302 焊接相同类型的不锈钢,不锈钢衬里,异种钢,高铬钢E309-15 A307E310-16 A402 焊接高温下工作的同类型耐热不锈钢, Cr5Mo/Cr9Mo/Cr13 钢等E310-15 A407表12.4 常用焊条型号和牌号对照表型号牌号型号牌号E4303 结422 E6016 结606E4316 结426 E6015 结607E4315 结427 E7015 结707E5003 结502 E308 奥102E5016 结506 E308L 奥002E5015 结507 E347 奥132E515 结557 E316L 奥022不锈钢焊条牌号对照表牌号AWS公称成分备注A001E308L-1500Cr19Ni10C≤0.04%,A002E308L-1600Cr19Ni10C≤0.04%,A022E316L-1600Cr18Ni12Mo2C≤0.04%,良好的耐热、耐腐蚀、抗裂性A032E316Cul-1600Cr19Ni13Mo2CuA042E309Mol-1600Cr23Ni13Mo2C≤0.04%,A05200Cr18Ni24Mo5C≤0.04%焊缝耐甲酸、醋酸、氯离子腐蚀性能A062E309L-1600Cr23Ni13A101E308-160Cr19Ni10C≤0.08%A102E308-160Cr19Ni10C≤0.08 %钛钙型药皮A107E308-150Cr19Ni10C≤0.08%低氢型药皮A132E347-160Cr19Ni10Nb C≤0.08%具有优良的抗晶间腐蚀性能A137E347-150Cr19Ni10NbA201E316-160Cr18Ni12Mo2优良的耐蚀、耐热、抗裂性能和抗氯离子腐蚀性能A202E316-160Cr18Ni12Mo2A207E316-160Cr18Ni12Mo2A212E316 Nb -160Cr18Ni12Mo2Nb比A202、A207有更好的抗晶间腐蚀性能A222E316 Cu -160Cr19Ni13Mo2Cu2由于含Cu,所以在硫酸介质中很耐蚀A242E317-160Cr19Ni13Mo3Mo含量高,抗非氧化性酸、有机酸性能佳A302E309-161Cr23Ni13C≤0.15%,异种钢、高铬钢、高锰钢等A307E309-151Cr23Ni13A312E309 Mo-161Cr23Ni13 Mo2A402E310-162Cr26Ni21C≤0.20%,用于硬化性大的铬钢和异种钢A412E310Mo-161Cr26Ni21 Mo2。
常见不锈钢标号对照表

08X13
2Cr13
SUS420J1
420J1
420S29
X20Cr13
Z20C13
20x13
1Cr17
SUS430
430
7Cr17
SUS440A
440A
9Cr18
SUS440C
440C
X105CrMo17
Z100CD17
95X18
0Cr18Ni9
SUS304
304
304S15
X5CrNi189
表1-1国内不锈钢标准钢号对照表
中国
日本
美国
英国
德国
法国
前苏联
GB1220-92
GB3280-92
JIS
AISI
UNS
BS970
BS1449
DIN17440
Din17224
NFA35-575
NFA35-576
ГОСТ
5632
0Cr13
SUS410S
S410
1Cr13
SUS410
410
410S21
X7Cr13
SUS302 18Cr-8Ni-0.1C冷加工后可获高强度,但延伸劣于301钢,用于建筑物外部装饰材料。
SUS302B 18Cr-8Ni-2.5Si-0.1C抗氧化性能优于302钢,在900摄氏度以下具有与310S钢等同的抗氧化性能和强度,用于汽车尾气净化装置、用作工业炉等高温设备材料。
SUS303 18Cr-8Ni-高S提高切削性能和抗高温粘结性能。最适于用自动车床加工螺栓和螺母
≤0.02.0
17-19
8-11
5×(C-0.02~0.8)
≤0.03
中外焊接材料国家标准对照表
JISZ3325—1999低温钢MAG焊接用实芯焊丝
JISZ3316—1999低碳钢和低合金钢用TIG焊丝及焊棒
JISZ3317—1999
钼及铬钼钢MAG焊接用实芯焊丝
EN440—1994碳钢气保焊焊丝和填充丝
EN1668—1997碳钢及细晶粒钢TIG焊焊丝和填充丝
JISZ3324—1999不锈钢埋弧焊用实芯焊丝和焊剂
DIN8556—1986不锈钢用焊接材料
GB/T17854—1999等效采用JISZ3324—1988
JB/—××承压设备用埋弧焊钢焊丝和焊剂技术条件
全国锅炉压力容器标准化技术委员会正组织编制
—1992碳钢和低合金钢氧—可燃气焊接填充丝
—1997电渣焊用碳钢和低合金钢焊丝和焊剂
中外焊接材料国家标准对照表
中外焊接材料国家标准对照表
表1中外焊条国家标准对照表
中国
美国
日本
欧洲、德国
备注
GB/T5117—1995碳钢焊条
—1991碳钢手工电弧焊焊条
JISZ3211—1991低碳钢焊条
EN499—1994碳钢及细晶粒钢焊条
GB/T5117等效采用
GB/T5118—1995低合金钢焊条
GB/T5293—1999等效采用—1989
GB/T12470—2003埋弧焊用低合金钢焊丝和焊剂
—1990低合金钢用埋弧焊焊丝和焊剂
JISZ3352—1988碳钢和低合金钢埋弧焊焊剂
EN760—埋弧焊用焊剂
GB/T12470—2003中除焊丝外,其它基本与相同
GB/T17854—1999埋弧焊用不锈钢焊丝和焊剂
全国锅炉压力容器标准化技术委员会正组织编制
高频焊接的加热电流温度对照表
高频焊接的加热电流温度对照表
一、简介
高频焊接是一种通过将高频电流引入被焊接材料中,利用电流产生的热量使材料局部加热至熔化或塑性状态,从而实现焊接的方法。
本对照表列出了在不同加热电流下,材料达到的温度值,为高频焊接工艺提供参考。
二、对照表
1.本对照表仅供参考,实际温度值可能因材料种类、厚度、加热时间等因素
而有所差异。
建议在实际操作中进行适当调整。
2.高频焊接过程中,应保持合适的加热时间,确保材料充分加热,同时避免
过热引起材料性能的降低。
3.对于具有高热敏感性的材料,建议在较低的加热电流下进行高频焊接,以
免造成材料损伤。
4.高频焊接设备应定期维护和检查,确保其正常运转,以保证焊接质量和安
全性。
四、结论
通过高频焊接的加热电流温度对照表,用户可以更加方便地选择合适的加热电流和温度,实现高效、高质量的焊接效果。
在实际操作中,应根据具体情况进行调整,以保证焊接质量和材料性能。
同时,应关注设备维护和安全性,以避免潜在风险。
不锈钢材料技术标准

不锈钢材料技术标准一、前言不锈钢材料应用通则:1、中国与亚洲、北美诸国(地区)以及澳大利亚的不锈钢钢号近似对照:2、特性及应用范围3、理论重量计算4、不锈钢制造过程中的表面处理法以及机械研磨表面处理法5、2008年不锈钢新牌号标准注解近期国内钢厂发布了不锈钢新牌号标准,经过比较分析,新牌号与旧牌号标识上基本没有太大变动,主要的化学元素标识都没有变动,只有碳含量标识和个别钢种里面化学元素发生变动:A、碳(C)含量标识1)旧牌号:Cr之前的数字表示碳的千份之几的含量.如201(1Cr17Mn6Ni5N):碳(C)含量千分之一;2Cr13(420),7Cr17(440A),分别表示碳(C)含量千分之二和千分之七;如果C≤0.08%为低碳,标识为“0”,如(304)0Cr18Ni9;C≤0。
03%为超低碳,标识为“00”,如00Cr17Ni14Mo2(316L)。
2) 新牌号:Cr之前的数字表示碳(C)的万分之几的含量。
如201牌号为12Cr17Mn6Ni5N,表示碳(C)含量万分之十二(0。
12%);304牌号为06Cr19Ni10,表示碳(C)含量万分之六(0。
06%);316L牌号为022Cr17Ni12Mo2,表示碳(C)含量万分之二点二(0.022%)。
其它标识基本不变。
新牌号中碳(C)含量较之以前更加明确,对产品生产技术也有了更高的要求.B、个别材质原料含量发生调整原料含量发生变动的部分钢种比较:【相关:中国主要不锈钢牌号最新国家标准】304中Cr和Ni的含量分别上涨了1个的点;316L中Ni的含量上涨2个的点;444中Cr含量上涨了1个的点并加入了Nb、Ti微量元素;321中Ni含量减少了1个的点;304N1中Ni含量减少了1个的点。
各钢种之间做了不同程度的调整,镍奥式体中调整幅度比例比较大.二、常用不锈钢管技术标准1、GB/T14975-2002 结构用不锈钢无缝钢管;2、GB/T14976—2002 流体输送用不锈钢无缝钢管;3、GB/T12770-2002 机械结构用不锈钢焊接钢管;4、GB/T12771-2002 流体输送用不锈钢焊接钢管;5、GB/T18705—2002 装饰用焊接不锈钢钢管;6、QB/T 2467—1999 食品工业用不锈钢管7、ASTM A270—03a 卫生设施用无缝钢管8、ISO—2851-2852\ISO2037 国际食品工业用不锈钢管道三、对应技术标准1、油漆用输送用不锈钢管(冷轧(拔))WC1)、水性漆输送2)、溶剂型漆输送3)模组用2、废溶剂(及虹吸部分)GB/T18705-2002 装饰用焊接不锈钢钢管3、胶、油墨及空气和水等四、不锈钢板材及型材技术标准1、不锈钢板材GB 4237—84《不锈钢热轧钢板》GB 3280—84《不锈钢冷轧钢板》2、不锈钢型材:不锈钢角钢、槽钢、扁钢、工字钢、T型钢、方钢、圆钢、方管、矩形管等1)、不锈钢热轧角钢GB/T4227—1984;2)、其他参考碳钢型材标准。
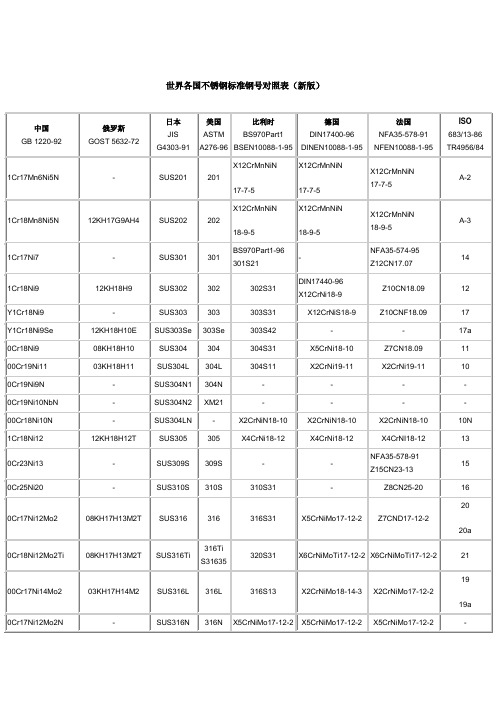
世界各国不锈钢标准钢号对照表(新版)
316/L (0(0)Cr17Ni14Mo2) (1.4401/1.4404)
316Lmod(00Cr17Ni14Mo2N)尿素级不锈钢
316LN(00Cr17Ni13Mo2N)、
310(2Cr25Ni20)、310S(0Cr25Ni20或1Cr25Ni20Si2)、
-
Z8CN25-20
16
0Cr17Ni12Mo2
08KH17H13M2T
SUS316
316
316S31
X5CrNiMo17-12-2
Z7CND17-12-2
20
20a
0Cr18Ni12Mo2Ti
08KH17H13M2T
SUS316Ti
316Ti S31635
320S31
X6CrNiMoTi17-12-2
交直流
焊接尿素及合成纤维设备
A032
E317MoCuL-16
1
钛钙型
交直流
焊接合成纤维等设备,在稀、中浓度硫酸介质中工作的同类型超低碳不锈钢结构
A042
E309MoL-16
1
钛钙型
交直流
焊接尿素合成塔中衬里板及堆焊和焊接同类型超低碳不锈钢结构
A052
A
1
钛钙型
交直流
焊接耐硫酸、醋酸、磷酸中的反应器、分离器等
254SMO(00Cr20Ni18Mo6CuN,S31254)
654 SMO(S32654)
4259 (1.4529)、
双相不锈钢
3RE60(00Cr18Ni5Mo3Si2)(UNS S31500)
SAF2205(00Cr22Ni5Mo3N)(UNS S31803)
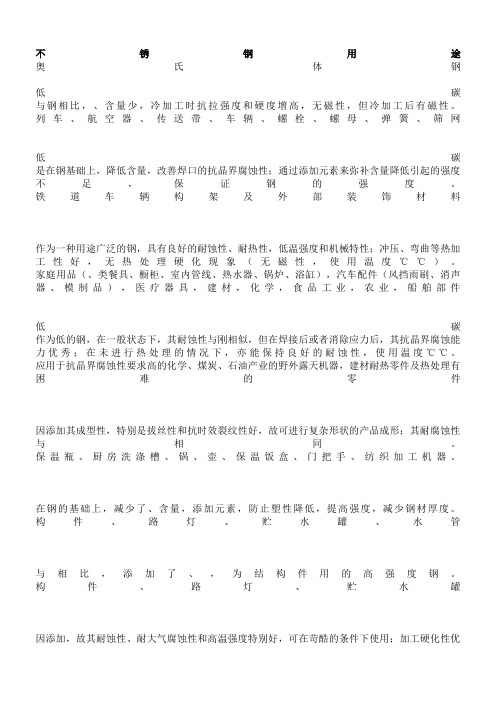
国内不锈钢标准钢号对照表

不锈钢用途奥氏体钢30117Cr-7Ni-低碳与304钢相比,Cr、Ni含量少,冷加工时抗拉强度和硬度增高,无磁性,但冷加工后有磁性。
列车、航空器、传送带、车辆、螺栓、螺母、弹簧、筛网301L17Cr-7Ni-0.1N-低碳是在301钢基础上,降低C含量,改善焊口的抗晶界腐蚀性;通过添加N元素来弥补含C量降低引起的强度不足,保证钢的强度。
铁道车辆构架及外部装饰材料30418Cr-8Ni作为一种用途广泛的钢,具有良好的耐蚀性、耐热性,低温强度和机械特性;冲压、弯曲等热加工性好,无热处理硬化现象(无磁性,使用温度-196℃~800℃)。
家庭用品(1、2类餐具、橱柜、室内管线、热水器、锅炉、浴缸),汽车配件(风挡雨刷、消声器、模制品),医疗器具,建材,化学,食品工业,农业,船舶部件304L18Cr-8Ni-低碳作为低C的304钢,在一般状态下,其耐蚀性与304刚相似,但在焊接后或者消除应力后,其抗晶界腐蚀能力优秀;在未进行热处理的情况下,亦能保持良好的耐蚀性,使用温度-196℃~800℃。
应用于抗晶界腐蚀性要求高的化学、煤炭、石油产业的野外露天机器,建材耐热零件及热处理有困难的零件304Cu13Cr-7.7Ni-2Cu因添加Cu其成型性,特别是拔丝性和抗时效裂纹性好,故可进行复杂形状的产品成形;其耐腐蚀性与304相同。
保温瓶、厨房洗涤槽、锅、壶、保温饭盒、门把手、纺织加工机器。
304N118Cr-8Ni-N在304钢的基础上,减少了S、Mn含量,添加N元素,防止塑性降低,提高强度,减少钢材厚度。
构件、路灯、贮水罐、水管304N218Cr-8Ni-N与304相比,添加了N、Nb,为结构件用的高强度钢。
构件、路灯、贮水罐31618Cr-12Ni-2.5Mo因添加Mo,故其耐蚀性、耐大气腐蚀性和高温强度特别好,可在苛酷的条件下使用;加工硬化性优(无磁性)。
海水里用设备、化学、染料、造纸、草酸、肥料等生产设备;照像、食品工业、沿海地区设施、绳索、CD杆、螺栓、螺母316L18Cr-12Ni-2.5Mo 低碳作为316钢种的低C系列,除与316钢有相同的特性外,其抗晶界腐蚀性优。
国内不锈钢标准钢号对照表
不锈钢用途奥氏体钢低碳与钢相比,、含量少,冷加工时抗拉强度和硬度增高,无磁性,但冷加工后有磁性。
列车、航空器、传送带、车辆、螺栓、螺母、弹簧、筛网低碳是在钢基础上,降低含量,改善焊口的抗晶界腐蚀性;通过添加元素来弥补含量降低引起的强度不足,保证钢的强度。
铁道车辆构架及外部装饰材料作为一种用途广泛的钢,具有良好的耐蚀性、耐热性,低温强度和机械特性;冲压、弯曲等热加工性好,无热处理硬化现象(无磁性,使用温度℃℃)。
家庭用品(、类餐具、橱柜、室内管线、热水器、锅炉、浴缸),汽车配件(风挡雨刷、消声器、模制品),医疗器具,建材,化学,食品工业,农业,船舶部件低碳作为低的钢,在一般状态下,其耐蚀性与刚相似,但在焊接后或者消除应力后,其抗晶界腐蚀能力优秀;在未进行热处理的情况下,亦能保持良好的耐蚀性,使用温度℃℃。
应用于抗晶界腐蚀性要求高的化学、煤炭、石油产业的野外露天机器,建材耐热零件及热处理有困难的零件因添加其成型性,特别是拔丝性和抗时效裂纹性好,故可进行复杂形状的产品成形;其耐腐蚀性与相同。
保温瓶、厨房洗涤槽、锅、壶、保温饭盒、门把手、纺织加工机器。
在钢的基础上,减少了、含量,添加元素,防止塑性降低,提高强度,减少钢材厚度。
构件、路灯、贮水罐、水管与相比,添加了、,为结构件用的高强度钢。
构件、路灯、贮水罐因添加,故其耐蚀性、耐大气腐蚀性和高温强度特别好,可在苛酷的条件下使用;加工硬化性优(无磁性)。
海水里用设备、化学、染料、造纸、草酸、肥料等生产设备;照像、食品工业、沿海地区设施、绳索、杆、螺栓、螺母低碳作为钢种的低系列,除与钢有相同的特性外,其抗晶界腐蚀性优。
钢的用途中,对抗晶界腐蚀性有特别要求的产品。
在钢中添加元素来防止晶界腐蚀;适合于在℃℃温度下使用。
航空器、排气管、锅炉汽包铁素体钢低、因添加了元素,故其高温耐蚀性及高温强度较好。
汽车排气管、热交换机、集装箱等在焊接后不热处理的产品。
低在钢的基础上,降低了含量,其加工性,抗焊接变形,耐高温氧化性优秀。
焊条标准牌号对照表
说明:E5003-A1----碳钼钢;E5503-B1、B2、B3-----含铬量增加,铬钼钢;E5515-C2、C2、C3----含镍量增加,镍钢;
E5518-NM-----镍钼钢;W6015-D1、D2、D3-----含锰量增加,锰钼钢;E××10-G、E××03-G等:其它低合金钢焊条。
四、常用碳钢焊条新旧牌号对照及适用范围
国家标准
GB980-77
国家标准GB5117-95
使用电源
烘干温度及时间
℃×h
适用于焊接钢材
J421
E4320
交流或直流正接
150—200×1
A3、Q235A、Q235F、10、20钢的平焊及夹角焊
J422
E4303
交流或直流正接
150—200×1
A3、Q235A、Q235F、10、20
国家标准GB982-77
国家标准GB5118-95
烘干
适用于焊接钢材
W707
350℃×1 h
09Mo2V; 09MnTiCuXi
W707Ni
E5515-C1
09Mo2V;16MnVAl;3.5Ni钢等
W907Ni
E5515-C2
3.5Ni钢 预热150℃,600~650℃回火处理
W107Ni
06AlNbCuN;16MnNb; 3.5Ni钢
J423
E4301
交流或直流正接
150—200×1
A3、Q235A、Q235F、10、20
J427
E4315
直流反接
350—400×2
Q235B、C、D、20R、20g
焊丝对照表

中外焊接材料国家标准对照表表1 中外焊条国家标准对照表表2 中外焊丝国家标准对照表表3 中外埋弧焊焊材国家标准对照表出师表两汉:诸葛亮先帝创业未半而中道崩殂,今天下三分,益州疲弊,此诚危急存亡之秋也。
然侍卫之臣不懈于内,忠志之士忘身于外者,盖追先帝之殊遇,欲报之于陛下也。
诚宜开张圣听,以光先帝遗德,恢弘志士之气,不宜妄自菲薄,引喻失义,以塞忠谏之路也。
宫中府中,俱为一体;陟罚臧否,不宜异同。
若有作奸犯科及为忠善者,宜付有司论其刑赏,以昭陛下平明之理;不宜偏私,使内外异法也。
侍中、侍郎郭攸之、费祎、董允等,此皆良实,志虑忠纯,是以先帝简拔以遗陛下:愚以为宫中之事,事无大小,悉以咨之,然后施行,必能裨补阙漏,有所广益。
将军向宠,性行淑均,晓畅军事,试用于昔日,先帝称之曰“能”,是以众议举宠为督:愚以为营中之事,悉以咨之,必能使行阵和睦,优劣得所。
亲贤臣,远小人,此先汉所以兴隆也;亲小人,远贤臣,此后汉所以倾颓也。
先帝在时,每与臣论此事,未尝不叹息痛恨于桓、灵也。
侍中、尚书、长史、参军,此悉贞良死节之臣,愿陛下亲之、信之,则汉室之隆,可计日而待也。
臣本布衣,躬耕于南阳,苟全性命于乱世,不求闻达于诸侯。
先帝不以臣卑鄙,猥自枉屈,三顾臣于草庐之中,咨臣以当世之事,由是感激,遂许先帝以驱驰。
后值倾覆,受任于败军之际,奉命于危难之间,尔来二十有一年矣。
先帝知臣谨慎,故临崩寄臣以大事也。
受命以来,夙夜忧叹,恐托付不效,以伤先帝之明;故五月渡泸,深入不毛。
今南方已定,兵甲已足,当奖率三军,北定中原,庶竭驽钝,攘除奸凶,兴复汉室,还于旧都。
此臣所以报先帝而忠陛下之职分也。
至于斟酌损益,进尽忠言,则攸之、祎、允之任也。
愿陛下托臣以讨贼兴复之效,不效,则治臣之罪,以告先帝之灵。
若无兴德之言,则责攸之、祎、允等之慢,以彰其咎;陛下亦宜自谋,以咨诹善道,察纳雅言,深追先帝遗诏。
臣不胜受恩感激。
今当远离,临表涕零,不知所言。
不锈钢焊接标准对照表
±0. 3 0
最小值为± 0.3
> 114.3- ≤ 219.1
+1.60/-0.80
> 38.1 ~< 50.8
±0.20
> 38.1 ~ <50.8
±0.20
≤ 318.5
± 1%D
≥ 25 ~ 40
±0. 60
±0. 4 0
≥ 38 ~ 51
±0.20
> 30 ~ 50
± 0.30
ASTM 262E 法
ASTM 262E 法
ASTM 262E 法
特殊要求 JIS G0575
( 补充要求 )
( 补充要求 )
( 补充要求 )
热处理
要求
要求
要求
附加要求
要求
要求
要求
特殊要求
( 固溶处理或稳定化处理 )
(TP321 应进行稳定化处理 )
(TP321 应进行稳定化处理 )
外径偏差 (mm)
D ≥ 200 弦高 H=D/4
反向展平
同右
t ≥ 10%D 或≥ 3.4 或 D<9.5
无损探伤
GB/T 7735 B 级
GB/T7735 A级
GB3323
补充要求 ( 射线探伤 )
代替水压
特殊要求 JIS Z3106
当 t>6.3mm时应达到
100%X 射线 Ⅱ级
补充要求
GB3323 Ⅲ级 (20%)
20%X 射线 Ⅲ级
涡流 / 探伤
压力试验
水压
P=2.45 可用无损探伤代替
双方协议可用无损探伤代替
1.5-6.0 按壁厚分或经双
GB/T7735 A级
各种焊条型号对照表

1、不锈钢焊条简明表熔敷金属主要成分 / 熔敷金属力学性能/ 主要用途熔敷金属化学成分(%)牌号型号GBC Mn Si S P Cr Ni Mo 其余THG202 E410-16 0.12 1.0 0.90 0.030 0.040 11.0/13.5 0.7 0.75Cu0.75THA002 E308L-16 0.04 0.5/2.5 0.90 0.030 0.040 18.0/21.0 9.0/11.0 0.75 Cu0.75THA022 E316L-16 0.04 0.5/2.50 0.90 0.030 0.040 17.0/20.0 11.0/14.0 2.0/3.0 Cu0.75THA032 E317MoCuL-16 0.04 0.5/2.5 0.90 0.030. 0.035 18.0/21.0 12.0/14.0 2.0/2.5 Cu0.20THA052 ---- 0.04 2.00 1.00 0.030 0.040 17.0/22.0 22.0/27.0 4.0/5.0 Cu0.20THA062 E309L-16 0.04 0.5/2.5 0.90 0.030 0.040 22.0/25.0 12.0/14.0 0.75 Cu0.75THA072 --- 0.04 1.0/2.0 0.80 0.03 0.03 27.0/29.0 14.0/16.0 -- --THA102 E308-16 0.08 0.5/2.5 0.90 0.03 0.04 18.0/21.0 9.0/11.0 0.75 Cu0.75THA107 E308-15 0.08 0.5/2.5 0.90 0.03 0.04 18.0/21.0 9.0/11.0 0.75 Cu0.75THA112 --- 0.12 2.50 1.50 0.035 0.04 17.0/22.0 7.0/11.0 -- ---THA117 --- 0.12 2.50 1.50 0.03 0.04 17.0/22.0 7.0/11.0 --- ---THA122 --- 0.08 2.50 1.50 0.03 0.04 22.0/24.0 7.0/11.0 --- --THA132 E347-16 0.08 0.5/2.5 0.90 0.03 0.04 18.0/21.0 9.0/11.0 0.75 Cu0.75 Nb8xC-1.00Cu0.75THA137 E347-15 0.08 0.5/2.5 0.90 0.03 0.35 18.0/21.0 9.0/11.0 0.75Nb8xC-1.00 THA146 - 0.12 4.0/7.0 0.90 0.035 0.04 19.0/22.0 8.0/11.0 --- ---THA202 E316-16 0.08 0.5/2.5 0.09 0.03 0.04 17.0/20.0 11.0/14.0 2.0/3.0 ---THA207 E316-15 0.08 0.5/2.5 0.90 0.03 0.04 17.0/20.0 11.0/14.0 2.0/3.0 Cu0.75THA E318-16 0.08 0.5/2.5 0.90 0.03 0.04 17.0/20.0 11.0/14.0/ 2.0/3.0 Nb6xC-1.00 THA222 E317 MoCu-16 0.08 0.5/2.5. 0.90 0.03 0.035 18.0/21.0 12.0/14.0 2.0/2.5 Cu2.0THA232 E318V-16 0.08 0.5/2.5 0.90 0.03 0.035 17.0/20.0 11.0/14.0 2.0/2.5 Cu0.5V0.30/0.70 THA237 E318V-15 0.08 0.5/2.5 0.90 0.03 0.035 17.0/20.0 11.0/14.0 2.0/2.5 Cu0.5V0.30/0.70 THA242 E317-16 0.08 0.5/2.5 0.90 0.03 0.04 22.0/25.0 12.0/14.0 3.0/4.0 Cu0.75THA302 E309-16 0.15 0.5/2.5 0.90 0.03 0.04 22.0/25.0 12.0/14.0 0.75 Cu0.75THA307 E309-15 0.15 0.5/2.5 0.90 0.03 0.04 22.0/25.0 12.0/14.0 0.75 Cu0.75THA312 E309Mo-16 0.12 0.5/2.5 0.90 0.03 0.04 22.0/25.0 12.0/14.0 2.0/3.0 Cu0.75THA402 E310-16 0.08/0.20 1.0/2.5 0.75 0.03 0.03 25.0/28.0 20.0/22.5 0.75 Cu0.75THA407 E310-15 0.08/0.20 1.0/2.5 0.75 0.03 0.03 25.0/28.0 20.0/22.5 0.75 Cu0.75THA412 E310Mo-16 0.12 1.0/2.5 0.75 0.03 0.03 25.0/28.0 20.0/22.0 2.0/3.0 Cu0.75THA502 E16-25MoN-16 0.12 0.5/2.5 0.90 0.03 0.035 140./18.0 22.0/27.0 5.0/7.0 N ≥ 0.1THA507 E16-2MoN-15 0.12 0.5/2.5 0.90 0.03 0.035 14.0/18.0 22.0/27.0 5.0/7.0 N ≥ 0.1 THA802 --- 0.10 2.5 1.00 0.03 0.035 18.0/21.0 17.0/19.0 3.0/5.0 Cu1.5/2.52、堆焊焊条简明表堆焊金属主要成分/ 堆焊层硬度/ 主要用途牌号型号GB堆焊金属化学成分(%)C Mn Si S P 其他THD107 EDPMn2-15 0.20 3.50 -- -- -- --THD112 EDPCrMo-A1-03 0.25 -- -- -- -- Mo1.50 Cr2.00 THD127 相当于EDPMn4-15 0.20 4.20 -- -- -- --THD132 EDPCrMo-A2-03 0.50 - -- -- -- Mo1.50 Cr3.00 THD146 EDPMn4-16 0.20 4.50 -- -- -- 其它元素总量:2.00 THD167 EDPMn6-15 0.45 6.50 1.00 -- -- --THD172 EDPCrMo-A3-03 0.50 - -- -- -- Mo2.50 Cr2.50 THD207 EDPCrMnSi-15 0.50/1.00 2.50 1.00 0.035 0.035 Cr3.50THD212 EDPCrMo-A4-03 0.30/0.60 - -- -- -- Mo4.00 Cr5.00 THD256 EDMn-A-16 1.10 11.00/16.00 1.30 ---- -- 其他元素总量:5.00 THD266 EDMn-B-16 1.10 11.00/18.00 0.30/1.30 -- -- Mo2.50THD276 EDCrMn-B-16 0.80 11.00/16.00 0.80 -- Cr13.00/17.00THD307 EDD-D-15 0.70/1.00 --- -- 0.035 0.035 V1.00/1.50 Cr3.80/4.50 W17.00/19.50THD322 EDRCrMoWV-A1-03 0.50 --- -- 0.035 0.035Mo2.50V1.00 Cr5.00 W7.00/10.00THD327 EDRCrMoWV-A1-15 0.50 --- -- 0.035 0.035Mo2.50V1.00 Cr5.00 W7.00/10.00THD337 EDRCrW-15 0.25/0.55 --- -- 0.035 0.035Cr2.00/3.50W7.00/10.00 THD397 EDRCrMnMo-15 ≤ 0.60 ≤ 2.50 ≤ 1.00 0.035 0.035 Mo1.00 Cr2.00 THD512 EDCr-B-03 ≤ 0.25 -- 0.035 0.035 Cr10.00/16.00 THD516M EDCrMn-A-16 0.25 0.60/8.00 1.00 -- -- Cr12.00/14.00 ThD516F 相当于EDCrMn-A-16 0.25 8.0/10.0/1.00 1.00 -- Cr12.00/14.00 THD517 EDCr-B-15 0.25 - - - - Cr10.00/16.00THD547Mo EDCr-B-15 0.18 0.60/5.00 3.80/6.50/3.8 0.030 0.040 Cr14.00/21.00Mo3.50/7.00 Ni6.50/12.00THD608 EDZ-A1-08 2.50/4.50 - - - - Mo3.00/5.00 Cr3.00/5.00THD642 EDZCr-B-03 1.50/3.50 1.00 -- -- -- Cr22.00/32.00他元素总量:7.00THD667 EDZCr-C-15 2.50/5.00 8.00 1.00/4.80 -- --Cr25.00/32.00Ni3.00/5.00 3、铸铁焊条简明表牌号型号GB堆焊金属化学成分(%)特点与用途C Mn Si Ni Fe S P 其余THZ116 EZV 0.25 1.50 0.07 --- 余量0.040 0.040 V8/13 用于铸铁件缺陷的补焊,如汽车缸体等,也可焊补高强度铸铁及球墨铸铁件,焊件可不预热THZ208 EZC 2.00/4.00 0.75 2.5/6.5 - 余量0.10 0.15 -- 用于灰口铸铁件缺陷的补焊THZ238 EZCQ 3.20/4.20 0.80 3.20/4.00 -- 余量0.10 0.15球化剂0.04/0.15用于球墨铸铁件的补焊THZ308 EZNi-1 2.00 1.00 2.50 90 8 0.30 -- 1.00 重要灰口铸铁薄壁件和加工面补焊THZ408 EZNiFe-1 2.00 1.80 2.50 45/60 余量0.030 -- 1.00 高强度灰口铸铁及球墨铸铁的补焊THZ508 EZNICu-1 1.00 2.50 0.80 60/70 6 0.025 -- Cu24/35 强度要求不高灰口铸铁补焊4、低合金高强度焊条熔敷金属主要成分/ 熔敷金属力学性能/ 主要用途牌号型号GB熔敷金属化学成分(%)C Mn Si S P 其余THJ502WCu E5003-G 0.12 0.30/0.90 0.40 0.030 0.035 Cu0.20/0.50 W0.20/0.50 THJ50 2NiCu E5003-G 0.12 0.30/0.90 0.35 0.030 0.035 Cu0.20/0.50 Ni0.20/0.50 ThJ506NiCu E5016-G 0.12 0.30/0.90 0.70 0.030 0.035 Cu0.20/0.50 Ni0.20/0.50 THJ506R E5016-G 0.10 1.00 0.40 0.030 0.035 Ni ≥ 0.50 THJ507R E5015-G 0.10 1.00 0.75 0.035 0.035 N ≥ 0.40THJ507CuP E5015-G 0.12 1.00 0.50 0.035 0.06/ 0.12 Cu0.20/0.50THJ507 MoNb E5015-G 0.12 0.60/1.20 0.65 0.035 0.036 Mo0.30/0.60 Nb0.03/0.15THJ507Mo WNbB E5015-G 0.10 0.85 0.45 0.035 0.035Nb0.01/0.04 B0.005/0.0015Mo0.40/0.60 W0.10/0.20THJ556R E5516-G 0.11 1.00 0.60 0.030 0.035 Ni ≥ 0.40 Ti0.02/0.05 B0.0018/0.0026THJ606 E6016-D1 0.12 1.25/1.75 0.60 0.035 0.035 Mo0.25/0.45THJ607 E6015-D1 0.12 1.25/1.75 0.60 0.035 0.035 Mo0.25/0.45THJ707 E7015-D2 0.15 1.65/2.00 0.60 0.035 0.035 Mo0.25/0.45THJ807 E8015-G 0.20 1.20/1.80 0.80 0.035 0.035 Mo0.60/1.00THJ807A E8015-G 0.09 2.00 0.40 0.030 0.030 Mo0.80/1.0THJ907 E9015-G 0.20 1.40/2.60 0.40/0.80 0.035 0.035 Mo0.80/1.20THJ907Cr E9015-G 0.12 1.40/2.00 0.5 0.035 0.035Cr0.70/1.10Mo 0.50/1.00 V0.05/0.15 THJ107 E1005-G 0.20 1.50/2.30 0.40/0.80 0.035 0.035 Mo0.08/1.40THJ107Cr E1005-G 0.15 1.40/2.00 0.50 0.035 0.035Cr1.5/2.2 Mo0.4/0.8 V0.08/0.16V840 E9015-G 0.085 0.09/1.50 0.45 0.030 0.030 Mo0.60 Ni2.80 Cr1.00THJ557R E5515-G 0.11 1.00/1.40 0.60 0.030 0.035 Ni0.40/0.80 5、低温钢焊条耐热钢焊条熔敷金属化学成分熔敷金属力学性能特点与用途牌号型号GB熔敷金属化学成分(% )C Mn Si S P 其余THR107 E50515-A1 0.12 0.90 0.60 0.035 0.035 Mo0.40/0.65THR207 E5515-B1 0.05/0.12 0.90 0.60 0.035 0.035 M.o0.40./0.65 Cr0.40/0.65 THR307 E5515-B2 0.05/0.12 0.90 0.60 0.035 0.035 Mo0.40/0.65 Cr0.80/1.50 THR317 E5515-B2-V 0.05/0.12 0.90 0.60 0.035 0.035Mo0.40/0.65 Cr0.80/1.50V0.10/035THR317B20 E6015-G 0.08/0.15 1.00 0.60 0.035 0.035Mo0.90/1.30 Cr0.90/1.30Ni=0.40 V0.20/0.35THR337 E5515-B2-VNb 0.05/0.12 0.90 0.60 0.035 0.035Mo0.70/1.00 Cr0.80/1.50Nb0.10/0.25 V0.15/0.40 THR347 E5515-B3-VWB 0.05/0.12 1.00 0.60 0.035 0.035Mo0.30/0.80 Cr1.50/2.50W0.20/0.60 B0.001/0.003 THR407 E6015-B53 0.05/0.12 0.90 0.60 0.035 0.035 Cr2.00/2.50 Mo0.90/1.20 THR507 E5MoV-15 0.12 0.50/0.90 0.50 0.035 0.035Cr4.50/6.00 Mo0.40/0.70V0.10/0.35THW707NIi E5515-C1 0.12 1.25 0.60 0.035 0.035 Ni2.00/2.75THW107NIi - 0.08 0.5 0.30 0.020 0.020 Ni4.0/5.5 Mo0.30 Cu0.50 6、特殊用途焊条简明表牌号焊条名称药皮类型焊接电源特点与用途THT202 水下焊条钛钙型直流一般结构的水下焊接THT304 水下割条氧化铁型直流用于水下切割THT404 开槽焊条氧化铁型交直流铸铁焊补前开坡口用704 切割条切割条氧化铁型交直流用于厚钢板切割7、碳钢焊条简明表熔敷金属化学成分力学性能/特点与用途牌号型号GB熔敷金属化学成分(%) 熔敷金属力学性能C Mn Si S P 其余σs/σ0.2MPaσb MPaδ5 % A KV JJ421 E4313 0.10 0.32/0.55 0.30 0.035 0.04 - 330 420 17 0℃27 THJ421X E4313 0.10 0.32/0.55 0.30 0.035 0.040 - 330 420 17 0℃27 THJ422 E4303 0.10 0.32/0.55 0.25 0.035 0.040 - 330 420 22 0℃27 THJ422GM E4303 0.10 0.32/0.55 0.25 0.035 0.040 - 330 420 22 0℃27 THJ423 E4301 0.10 0.32/0.55 0.30 0.035 0.040 - 330 420 22 -20℃27 THJ425X E4310 0.20 30/0.60 0.30 0.035 0.040 - 330 420 22 -30 ℃27 THJ426 E4316 0.10 1.25 0.90 0.035 0.040 - 330 420 22 -30 ℃27 THJ427 E4315 0.10 1.25 0.90 0.035 0.040 - 330 420 22 -30 ℃27Mo0.30THJ50IFe15 E5024 0.12 0.80/1.40 0.90 0.035 0.040400 490 17 0 ℃27V0.08Mo0.30400 490 17 0 ℃27 ThJ50IFe18 E5024 0.10 1.25 0.65 0.035 0.040V0.08THJ502 E5003 0.10 0.50/1.25 0.30 0.035 0.040 - 400 490 20 0 ℃27 THJ505X E5010 0.20 50/1.00 0.30 0.035 0.040 - 400 490 20 -30 ℃27 THJ506 E5016 0.10 1.60 0.75 0.035 0.040 - 400 490 22 -30 ℃27 THJ506-1 E5016-1 0.10 0.85/1.40 . 65 0.030 0.030 Ni0.3.0 400 490 22 -46 ℃27 THJ506Fe-1 E5018-1 0.10 1.60 0.75 0.030 0.035 - 400 490 22 -46 ℃27 THJ506D E5016 0.10 1.60 0.75 0.035 0.040 - 400 490 22 -30 ℃27 THJ506X E5016 0.12 1.60 0.75 0.035 0.040 400 490 22 -30 ℃27 THJ506Fe E5018 0.10 1.60 0.75 0.035 0.040 - 400 490 22 -30 ℃27 ThJ506Fe13 E5028 0.10 1.60 0.90 0.035 0.040 - 400 490 22 -20 ℃27 THJ506Fe16 E5028 0.10 1.60 0.035 0.035 0.040 - 400 490 -20 ℃27 THJ507 E5015 0.10 1.60 0.75 0.035 0.040 - 400 490 22 -30℃27。
焊丝对照表
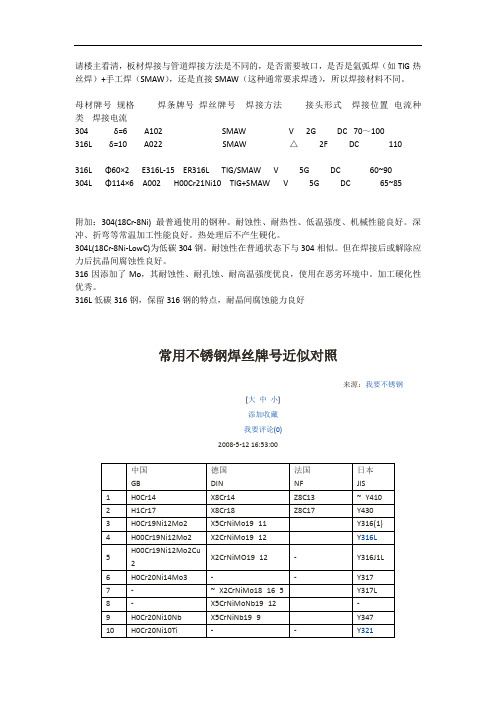
请楼主看清,板材焊接与管道焊接方法是不同的,是否需要坡口,是否是氩弧焊(如TIG热丝焊)+手工焊(SMAW),还是直接SMAW(这种通常要求焊透),所以焊接材料不同。
母材牌号规格焊条牌号焊丝牌号焊接方法接头形式焊接位置电流种类焊接电流304 δ=6 A102 SMAW V 2G DC 70~100316L δ=10 A022 SMAW △ 2F DC 110316L Φ60×2 E316L-15 ER316L TIG/SMAW V 5G DC 60~90304L Φ114×6 A002 H00Cr21Ni10 TIG+SMAW V 5G DC 65~85附加:304(18Cr-8Ni) 最普通使用的钢种。
耐蚀性、耐热性、低温强度、机械性能良好。
深冲、折弯等常温加工性能良好。
热处理后不产生硬化。
304L(18Cr-8Ni-LowC)为低碳304钢。
耐蚀性在普通状态下与304相似。
但在焊接后或解除应力后抗晶间腐蚀性良好。
316因添加了Mo,其耐蚀性、耐孔蚀、耐高温强度优良,使用在恶劣环境中。
加工硬化性优秀。
316L低碳316钢,保留316钢的特点,耐晶间腐蚀能力良好常用不锈钢焊丝牌号近似对照来源:我要不锈钢[大中小]添加收藏我要评论(0)2008-5-12 16:53:00中国德国法国日本GB DIN NF JIS1H0Cr14X8Cr14Z8C13~ Y4102H1Cr17X8Cr18Z8C17Y4303H0Cr19Ni12Mo2X5CrNiMo19 11Y316(1)4H00Cr19Ni12Mo2X2CrNiMo19 12Y316L5H00Cr19Ni12Mo2Cu2X2CrNiMO19 12-Y316J1L6H0Cr20Ni14Mo3--Y317 7-~ X2CrNiMo18 16 5Y317L 8-X5CrNiMoNb19 12-9H0Cr20Ni10Nb X5CrNiNb19 9Y347 10H0Cr20Ni10Ti--Y32111H0Cr21Ni10X5CrNi19 9Y308(1)12H00Cr21Ni10X2CrNi19 9Y308L(1)13H1Cr24Ni13X12CrNi22 12Y30914-X2CrNi24 12Y309L15H1CrNi13Mo2--Y309Mo16H0Cr26Ni21X2CrNiNb24 12--17H1Cr26Ni21X12CrNi25 20Y31018-X40CrNi25 21--19-常用不锈钢焊丝牌号近似对照来源:我要不锈钢[大中小]添加收藏我要评论(0)2008-5-12 16:53:00中国德国法国日本GB DIN NF JIS1H0Cr14X8Cr14Z8C13~ Y4102H1Cr17X8Cr18Z8C17Y4303H0Cr19Ni12Mo2X5CrNiMo19 11Y316(1)4H00Cr19Ni12Mo2X2CrNiMo19 12Y316L5H00Cr19Ni12Mo2Cu2X2CrNiMO19 12-Y316J1L6H0Cr20Ni14Mo3--Y3177-~ X2CrNiMo18 16 5Y317L8-X5CrNiMoNb19 12-9H0Cr20Ni10Nb X5CrNiNb19 9Y34710H0Cr20Ni10Ti--Y32111H0Cr21Ni10X5CrNi19 9Y308(1)12H00Cr21Ni10X2CrNi19 9Y308L(1)13H1Cr24Ni13X12CrNi22 12Y30914-X2CrNi24 12Y309L15H1CrNi13Mo2--Y309Mo16H0Cr26Ni21X2CrNiNb24 12--17H1Cr26Ni21X12CrNi25 20Y31018-X40CrNi25 21--19-序号牌号型号序号牌号型号可以用型号和牌号来反映焊丝的主要性能特征及类别。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
AST M A450/A450M
1.5-2.5按壁厚分
(Mpa)
GB/T5777 C10
P max=7.5
P=2Rt/D 式中 R=50% σ 0.2
议可用焊缝探伤代替
P=2RtD 式中 R=50% σ 0.2
气压
P=0.59
P=1MPa
晶间腐蚀试验
GB4334.5
附加要求 GB4334.5
± 1.00
> 864- ≤ 1219
+4.48/-0.80
> 101.6 ~≤ 190.5
+0.38/-0.64
> 101.6 ~≤ 190.5
+0.38/-0.64
≥ 140
按协议
按协议
≥ 63 ~ 76
±0.30
> 190.5 ~≤ 228.6
+0.38/-1.14
> 190.5 ~≤ 228.6
补充要求
GB3323 Ⅲ级 (20%)
20%X 射线 Ⅲ级
涡流 / 探伤
压力试验
水压
P=2.45 可用无损探伤代替
双方协议可用无损探伤代替
1.5-6.0 按壁厚分或经双
GB/T7735 A级
P=2Rt/D 式中 R=50% σ 0.2
方协议用无损探伤代替
1.5-2.5 按壁厚分经协
ASTM A530/A530M
+0.38/-1.14
壁厚偏差 (mm)
壁厚
允许偏差
± 10%t, 最小允许偏差为± 0.2
D ≤ 508
t ≤ 8
+15%t/-12.5%t
+ 不规定 /-12.5%t
± 10%t
平均壁厚允许偏差
D ≤ 508
t ≤ 8
+15%t/-12%t
± 10%t
t > 8
+15%t/-10%t
± 10%t
(TP321 应进行稳定化处理 )
外径偏差 (mm)
外径
普通
高级
Ⅰ级
Ⅱ级
外径
允许偏差
± 1% π D (测周长)
外径
允许偏差
外径
允许偏差
外径
允许偏差
外径
允许偏差
< 20
± 0.30
± 0.20
外径
允许偏差
外径
允许偏差
焊态
≥ 20 ~ 50
± 0.50
±0.40
<25
±0.10
≤ 10
± 0.15
≥50
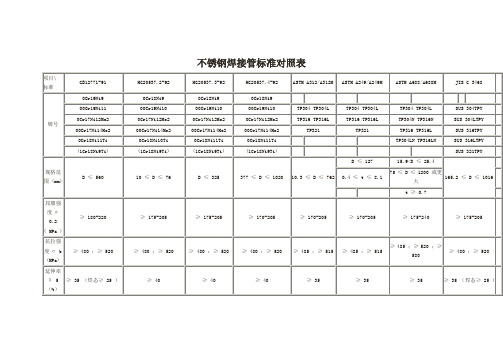
不锈钢焊接管标准对照表
项目\ 标准
GB12771-91
HG20537.2-92
HG20537.3-92
HG20537.4-92
ASTM A312/A312M
ASTM A249/A249M
ASTM A688/A688M
JIS G 3468
牌号
0Cr19Ni9
0Cr18Ni9
0Cr18Ni9
0Cr18Ni9
+ 不定 /-10%t
不圆度偏差Δ D/D
同外径偏差
同外径偏差
≤ 1.5%D
≤ 2%D
弯曲度(mm/m)
2.0mm/m ~2.5mm/m
1.0mm/m
3mm/3m
5mm/3m
合理的直度
0.8mm/900mm
实用性平直
焊缝余高 (mm)
≤ 15%t 最小高度为 0.18
外缝余高与母材平
内缝余高≤ 15%t
±0.20
> 30 ~ 50
± 0.30
≤ 168 ~ 325
± 1%D
> 219.1- ≤ 457
+2.40/-0.80
50.8 ~ < 63.5
±0.25
50.8~<3.5
±0.25
固溶态
≥ 40 ~ 65
±0. 80
±0. 6 0
> 457- ≤ 660
+3.20/-0.80
63.5 ~ < 76.2
TP304N TP316N
SUS 304LTPY
00Cr17Ni14Mo2
00Cr17Ni14Mo2
00Cr17Ni14Mo2
00Cr17Ni14Mo2
TP321
TP321
TP316 TP316L
SUS 316TPY
0Cr18Ni11Ti
0Cr18Ni10Ti
0Cr18Ni11Ti
0Cr18Ni11Ti
±0.30
63.5 ~ <76.2
±0.30
≥ 65 ~90
± 1.00
±0. 8 0
≥ 51%D
> 660-≤ 864
+4.00/-0.80
76.2 ~≤ 101.6
±0.38
76.2~≤101.6
±0.38
> 318.5
± 0.5%D
≥ 90 ~ 140
± 1.20
≥ 35
≥ 35
≥ 35
≥ 35 (焊态≥ 25 )
焊缝横向引导弯曲
扩口试验
面弯、背弯
正面导向弯曲
正面导向弯曲
反向弯曲
反向弯曲
特殊要求 JIS Z3122
a=60° 扩 20%D
弯芯直径 d=3t
根部导向弯曲
根部导向弯曲
或展平
压扁试验 (mm)
D 〈 200 H=D/3
H=1.09/(0.09+t/D)
t > 8
+15%t/-10%t
< 4
+0.5/-0.6
可双方协议为 +18%t/0
最小允许偏差为≤± 0.2
D>508
t ≤ 8
+ 不定 /-12.5%t
最小壁厚允许偏差
D>508
t ≤ 8
+ 不定 /-12.5%t
≥ 4
+12.5%t/-15%t
t > 8
+ 不定 /-10%t
+20%/-0
t > 8
±1%D
±0.8%D
≤ 168
10.3- ≤ 48.3
+0.40/-0.80
< 25.4
±0.10
< 25.4
±0.10
<13
±0.25
±0.20
≥ 25 ~ 38
±0.15
> 10 ~ 30
± 0.20
± 0.75%D
> 48.3- ≤ 114.3
+0.80/-0.80
25.4 ~≤ 38.1
±0.15
H=1.09/(0.09+t/D)
要求
要求
展平试验
D ≥ 200 弦高 H=D/4
反向展平
同右
t ≥ 10%D 或≥ 3.4 或 D<9.5
无损探伤
GB/T 7735 B 级
GB/T7735 A级
GB3323
补充要求 ( 射线探伤 )
代替水压
特殊要求 JIS Z3106
当 t>6.3mm时应达到
100%X 射线 Ⅱ级
25.4~≤38.1
±0.15
≥ 13 ~ 25
±0. 40
±0. 3 0
最小值为± 0.3
> 114.3- ≤ 219.1
+1.60/-0.80
> 38.1 ~< 50.8
±0.20
> 38.1 ~ <50.8
±0.20
≤ 318.5
± 1%D
≥ 25 ~ 40
±0. 60
±0. 4 0
≥ 38 ~ 51
TP304LN TP316LN
SUS 316LTPY
(1Cr18Ni9Ti)
(1Cr18Ni9Ti)
(1Cr18Ni9Ti)
(1Cr18Ni9Ti)
SUS 321TPY
规格范围 (mm)
D ≤ 560
10 ≤ D ≤ 76
D ≤ 325
377 ≤ D ≤ 1020
10.3 ≤ D ≤ 762
D ≤ 127
00Cr19Ni11
00Cr19Ni10
00Cr19Ni10
00Cr19Ni10
TP304 TP304L
TP304 TP304L
TP304 TP304L
SUS 304TPY
0Cr17Ni12Mo2
0Cr17Ni12Mo2
0Cr17Ni12Mo2
0Cr17Ni12Mo2
TP316 TP316L
TP316 TP316L
15.9<D ≤ 25.4
165.2 ≤ D ≤ 1016
0.4 ≤ t ≤ 8.1
75 ≤ D ≤ 1200 或更大
t ≥ 0.7
屈服强度σ 0.2 ( MPa )
≥ 180-220
≥ 175-205
≥ 175-205
≥ 170-205
≥ 170-205
≥ 170-205
≥ 175-240
≥ 175-205
附加要求 GB4334.5
附加要求 GB4334.5
ASTM 262E 法
ASTM 262E 法
ASTM 262E 法
特殊要求 JIS G0575
( 补充要求 )
( 补充要求 )
( 补充要求 )
热处理
要求
要求
要求
附加要求
要求
要求
要求
特殊要求
( 固溶处理或稳定化处理 )
(TP321 应进行稳定化处理 )
抗拉强度σ b (MPa)