榫槽成形半自动切削机
机械原理课程设计方案书设计方案书题目
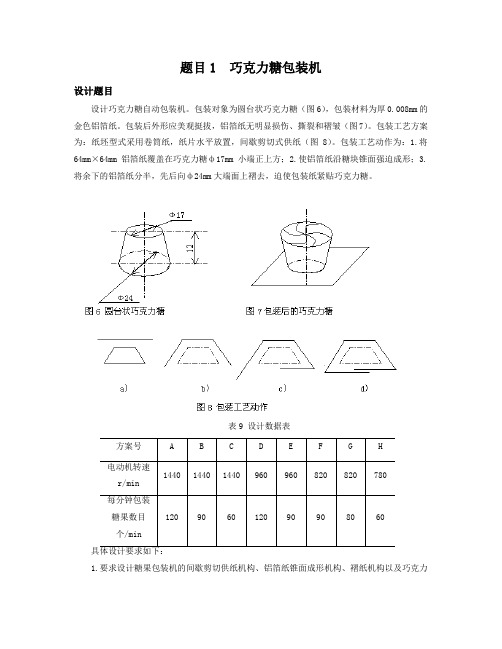
题目1 巧克力糖包装机设计题目设计巧克力糖自动包装机。
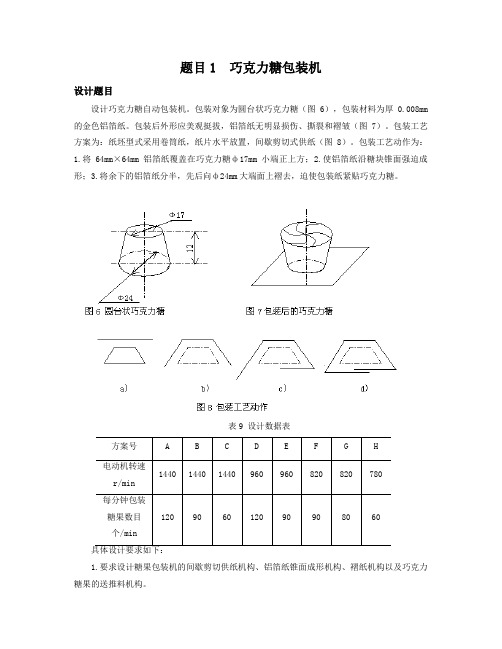
包装对象为圆台状巧克力糖(图6),包装材料为厚0.008mm 的金色铝箔纸。
包装后外形应美观挺拔,铝箔纸无明显损伤、撕裂和褶皱(图7)。
包装工艺方案为:纸坯型式采用卷筒纸,纸片水平放置,间歇剪切式供纸(图8)。
包装工艺动作为:1.将64mm×64mm铝箔纸覆盖在巧克力糖ф17mm小端正上方;2.使铝箔纸沿糖块锥面强迫成形;3.将余下的铝箔纸分半,先后向ф24mm大端面上褶去,迫使包装纸紧贴巧克力糖。
表9 设计数据表1.要求设计糖果包装机的间歇剪切供纸机构、铝箔纸锥面成形机构、褶纸机构以及巧克力糖果的送推料机构。
2.整台机器外形尺寸(宽×高)不超过800mm×1000mm。
3.锥面成形机构不论采用平面连杆机构、凸轮机构或者其他常用机构,要求成形动作尽量等速,起动与停顿时冲击小。
设计任务1)按工艺动作要求拟定运动循环图。
2)进行间歇剪切供纸机构、铝箔纸锥面成形机构、褶纸机构以及巧克力糖果的送推料机构选型,实现上述动作要求,并将各机构按照一定的组合方式组合起来;3)机械运动方案的评定和选择。
4)按选定的电动机和执行机构运动参数拟定机械传动方案。
5)画出机械运动方案简图。
6)对传动机构和执行机构进行运动尺寸计算。
7)编写设计计算说明书(课程设计专用稿纸)。
8)在三号图纸上完成机械运动简图。
9)准备答辩。
设计提示1. 剪纸与供纸动作连续完成。
2.铝箔纸锥面成形机构一般可采用凸轮机构、平面连杆机构等。
3.实现褶纸动作的机构有多种选择:包括凸轮机构、摩擦滚轮机构等。
4.巧克力糖果的送推料机构可采用平面连杆机构、凸轮机构。
5.各个动作应有严格的时间顺序关系。
题目02:自动打印机设计方案与分析1、工作原理及工艺动作过程对于包装好的纸盒上,为了商品某种需要而打印一种记号。
它的动作主要有三个:送料到达打印工位。
然后打印记号。
最后将产品输出。
半自动平压模切机机械原理设计
半自动平压模切机机械原理设计1. 引言半自动平压模切机是一种常用的机械设备,用于将纸板、塑料、皮革等材料模切成所需形状。
本文将介绍半自动平压模切机的机械原理设计。
2. 设计目标半自动平压模切机的设计目标是实现高精度的模切,并确保操作的安全性和便捷性。
具体要求如下:1.切割精度:±0.1mm;2.生产效率:每分钟100次以上;3.安全性:设有安全感应装置,确保操作人员的安全;4.操作便捷性:采用人机界面,方便操作。
3. 机械结构设计半自动平压模切机的机械结构主要包括以下部分:1.上模具:用于切割材料的模具,可以根据需要更换不同形状的模具;2.下模具:用于支撑材料的模具,固定在机器的底部;3.传动系统:包括电机、减速机和传动轴,用于驱动上模具进行切割;4.操作台:设有按键和显示屏,用于操作和监控机器;5.安全感应装置:通过传感器来检测操作人员的位置和动作,以确保安全。
4. 工作原理半自动平压模切机的工作原理如下:1.操作人员将材料放置在机器的工作台上,并根据需要调整材料的位置和方向;2.操作人员在操作台上选择所需的模具,并通过按键启动机器;3.电机带动传动系统,传动轴旋转,使上模具向下压力增加;4.上模具向下施加一定压力时,与下模具接触并切割材料;5.切割完成后,上模具自动回弹,操作人员取出切割好的材料;6.安全感应装置会在操作人员离开安全区域时自动停止机器运行,确保操作人员的安全。
5. 设计考虑在机械原理设计过程中,需要考虑以下因素:1.切割力度:根据材料的硬度和厚度,设计合适的切割力度;2.切割速度:根据生产需求,确定合适的切割速度,以提高生产效率;3.传动系统:选择适当的电机和减速机,保证稳定的传动效果;4.操作台设计:设计人性化的人机界面,方便操作和监控机器;5.安全性考虑:采用安全感应装置,并确保其可靠性,以保证操作人员的安全。
6. 结论半自动平压模切机机械原理设计是实现高精度模切和保障操作安全的关键。
重型燃气轮机涡轮盘榫槽拉削机理与拉刀研制试验
01
拉刀设计与制造
拉刀设计原则与方法
01
02
03
拉刀设计依据
根据燃气轮机涡轮盘的材 质、形状和尺寸,以及拉 削工艺的要求,制定拉刀 设计的基本原则和要求。
拉刀结构形式
根据拉削机理和试验结果 ,选择合适的拉刀结构形 式,如圆弧形、直线形等 。
01
研究结论与展望
研究结论与贡献
本文研究了重型燃气轮机涡轮盘榫槽拉削机理,通过分析拉削过程和刀 具磨损机理,得出了拉削速度、进给速度、刀具材料和冷却条件等因素 对拉削质量的影响规律。
本文成功研制出一套适用于重型燃气轮机涡轮盘榫槽加工的拉刀,通过 试验验证了该拉刀的加工质量和效率,为重型燃气轮机制造提供了重要
拉刀耐用度试验及结果分析
试验结果:在连续拉削过程中,拉刀的 耐用度表现出明显的差异。
结果分析:通过对拉刀耐用度的分析, 得到了影响拉刀耐用度的主要因素,包
括刀具材料、切削温度、切削力等。
根据以上试验和分析结果,提出优化重 型燃气轮机涡轮盘榫槽拉削过程的方案 ,为提高拉削效率和拉刀耐用度提供了
有效途径。
榫槽是涡轮盘上的重要结构,其加工 精度和表面质量对燃气轮机的性能和 寿命具有重要影响。
涡轮盘是重型燃气轮机中的核心部件 ,其性能直接影响整个燃气轮机的性 能。
目前,榫槽的加工主要采用拉削工艺 ,因此研究重型燃气轮机涡轮盘榫槽 拉削机理与拉刀研制试验具有重要意 义。
研究现状与发展
国内外学者对重型燃气轮机涡轮 盘的研究主要集中在结构设计、
拉刀参数确定
根据拉削机理和试验结果 ,确定拉刀的参数,如前 角、后角、刃口半径等。
木工机械
1、木工机床分类:⑴按照木工机床的加工工艺,包括加工方式、加工零件的类型、几何尺寸和加工精度等,可以分为精加工木工机床和粗加工木工机床⑵按照木工机床加工零件相对切削刀头的位置可以分为通过式木工机床和工位式木工机床⑶按照木工加床的工艺适应性可以分为通用木工机床、专门化木工机床和专用木工机床(4)按照木工机床同时加工工件的数量,可以讲木工机床分为单轴或多轴木工机床、单线或多线木工机床、单头或多头木工机床,以及多刀木工机床;(5)按照木工机床自动化程度的高低,可以分为手动操作、机械化、半自动化和自动化机床;(6)类别:1木工锯机(MJ)2木工刨床(MB)3木工铣床(MX)4木工钻床(MZ)5木工榫槽机(MS)6木工车床(MC)7木工磨光机(MM)8木工联合机(ML)9木工接合组装涂布机(MH)10木工辅机(MF)11木工手提机具(MT)12木工多工序机床(MD)13其它木工机床(MQ)(7)锯轮直径为1060mm的跑车木工带锯机,型号为MJ3210最大锯片直径为400mm的手动进给木工圆锯机,型号为MJ104最大加工宽度为600mm的带数显的单面木工压刨,型号为MB106最大钻孔直径为50mm的立式单轴木工钻床,型号为MZ515开榫榫头最大长度为160mm的单头手动直角框榫开榫机,MD2116MJ223A表示摇臂式万能木工圆锯机,最大锯片直径300mm,第一次改进设计MB504表示最大加工宽度为400mm的木工平刨MM529表示最大磨削宽度为900mm的双砂架宽带砂光机MX5112表示加工工件最大厚度为120mm的立式下轴木工铣床MXK5026表示工作台最大长度为2600的数控木工镂铣机2、锯机分类:⑴按结构分:①立式带锯机②卧式带锯机(也可分:①跑车带锯机②台式带锯机③多联带锯机)⑵按工艺要求分:①原木带锯机②再剖带锯机③细木工带锯机⑶按安装形式分:①固定式②移动式锯机的优点:①可以锯切特大径级圆木和采用特殊下锯法锯切珍贵树种木材②带锯机所使用的薄锯条,锯口宽度最小,节约木材③带锯机可以实现看材下锯,出材率高于圆锯机和框锯机④带锯机的进料速度较快,生产率高锯机的缺点:①锯条的自由长度大,带锯条薄,升温高,容易产生振动和跑锯,影响锯切精度②锯切技术要求高③结构复杂,加工精度高,锯条维护技术高,要求操作工人有一定的技术水平带锯机主要有:机体、上下锯轮、锯条张紧装置和锯条导向装置等组成3、①锯条张紧装置作用:使锯条在两个锯轮上张紧,在锯割过程中保持锯条处于张紧状态。
机械原理NO[1]. 24 第十四章 机械传动系统的方案
![机械原理NO[1]. 24 第十四章 机械传动系统的方案](https://img.taocdn.com/s3/m/24c3a8f4b307e87100f69696.png)
连杆机构: 四杆机构: 曲柄摇杆机构; 双摇杆机构; 摆动导杆机构; 滑块导杆机构; 多杆机构;
齿条齿轮机构; 摆动推杆凸轮机构; 组合机构;
机械原理
第14章 机械系统的方案设计
(四)能实现往复移动机构:
连杆机构: 四杆机构: 曲柄滑块机构; 正弦机构; 多杆机构;
移动推杆凸轮机构; 齿轮齿条机构; 螺旋机构; 组合机构;
机械原理
第14章 机械系统的方案设计
第14章 机械系统的方案设计
Chapter 14 Project Design of Mechanism System
§14-1 概述
一、机械设计的一般过程
1。计划:提出设计任务,进行可行性研究,编制设计任务书
2。方案设计:选用何种机构以及这些机构如何组成机器才 能完成机器的功能,并对所选机构进行尺寸设计和对方案进 行评价,确定最佳方案。
(五)再现轨迹机构:
连杆机构; 组合机构;
机械原理
第14章 机械系统的方案设计
§14-4 机械的工作循环图
当一台机器有多个执行构件时,这些 执行构件应以一定的次序协调动作,互相 配合,以完成机器预定的功能和生产过程。 这方面的工作称为机械的协调设计。
用来描述各执行构件运动间相互协调 配合的图称为机械工作循环图(也叫机械 运动循环图)。
cdea部分的线路形状不作要求。
机械原理
第14章 机械系统的方案设计
三、原始数据和设计要求(见指导书) 四、设计内容与任务
1。小组内每人拿出两个原始方案,画出机构示意图, 分析优缺点(周一)
2。小组讨论,确定最佳方案(周二)。
3。小组内分工,分别设计最佳方案的机构尺寸:连杆机构、 凸轮机构、齿轮机构、其他常用机构等(周三) 。
常用木工设备和机具

常用木工设备:圆锯机、平刨、压刨、开榫机、榫眼机、涂胶机等。
班级:081201班学号:20084619 姓名:仇志鹏专业:环艺圆锯机设备名称:木工圆锯机型号:MJ104加工范围:切割厚度120mm其他参数:锯片直径Φ400锯切厚度120mm电机功率3KW机床外形尺寸850×500×786锯片规格Φ500×Φ30×2电机功率4KW整机重量80KG形尺寸1050×600×1150mm1000×630×1020mm基本使用:机械启动后,应待锯片转速正常后进行锯料。
进料必须紧贴“靠山”,不许将木料左右摇晃或高抬。
送料不能用力过猛,遇木节要缓缓送料。
注意事项:操作人员应戴防护眼镜,站在锯片一侧,禁止站在和面对锯片旋转的离心力方向操作,手不得跨越锯片。
木工平刨设备名称:木工平刨型号:MB504H加工范围:最大刨削宽度(mm) 400最大刨削深度(mm) 5其他参数:刀轴转速(m/min) 4500刀片数量(片)4刀轴切削圆直径(mm) 115工作台总长(mm) 2100电机功率(kw) 3电机转速(m/min) 2860外形尺寸(mm) 2100×510×1045净重(kg) 600基本使用:刨料应保持身体平衡,双手操作。
刨大面时,手要按在料上面,刨小面时,手指不低于料高的一半,并不小于8厘米,禁止手在料后推送。
注意事项:刨削量每次一般不得超过1.5mm。
进料速度保持均匀,经过刨口时用力要轻,禁止在刨刃上口回料。
遇节疤要减慢推料速度,禁止手按在节疤上推料。
刨旧料必须将铁钉、泥砂清除干净。
压刨设备名称:单面压刨机型号:MB103D加工范围:最大压刨工件宽度:630mm最大压刨工件厚度:205mm最小压刨工件厚度:5mm最小压刨工件长度:220mm最大切削量:5mm其他参数:刨刀轴转速:5000r/min送料速度: 6.5m/min电机功率:7.5KW基本使用:操作时左手压住木料,右手均匀推进,不要猛推猛拉,切勿将手指按于木料侧面,刨料时先刨大面当做标准面、然后再刨小面。
榫的制作方法
榫的制作方法榫是一种常用于木工、家具制作以及木构建筑中的连接方法。
它是由一块木材上切割出的凸出部分,用于插入到另一块木材中的槽中,以确保连接的稳固性和稳定性。
本文将介绍榫的制作方法,包括准备工作、切削技术和修整工作。
准备工作在制作榫之前,需要准备以下工具和材料:1.木材:选择适合的木材作为榫的材料,通常使用硬木或软木,如橡木、松木等。
2.锯具:使用锯子或电锯来切割木材。
3.刨具:使用平刨机或手工刨子对木材进行修整。
4.钻头:用于在木材上打孔以便开始切削榫。
5.凿子:用于削减榫与榫相连接的槽。
切削技术下面是制作榫的切削步骤:1.测量与标记:首先,根据槽的尺寸和榫的形状设计,使用尺子和铅笔在木材上进行标记。
确保测量准确,并绘制出需要切削的区域。
2.固定木材:将木材放置在工作台上,使用夹子将其固定住。
这将确保在切割过程中木材保持稳定。
3.切削榫槽:使用锯子或电锯按照标记好的线条将榫槽切割出来。
注意保持直线切割并确保榫槽的深度与榫的尺寸相匹配。
4.切削榫部分:使用锯子和锉刀将榫的形状切削出来。
根据需要的榫形状,可以使用不同类型的锯子来实现精细的切削。
5.修整:使用平刨或手工刨子对榫的表面进行修整,使其平整光滑。
确保榫与榫槽之间的配合精确,以确保连接牢固。
修整工作完成榫的切削后,还需要进行一些修整工作,以确保榫能够完美地适配和连接:1.试装:在完成榫的切削和修整后,进行试装。
将榫插入到相应的榫槽中,检查它们是否完美地适配和连接。
如果榫太紧,可以使用砂纸或刨子修整榫的尺寸。
如果榫太松,可以使用木制胶水进行填充。
2.修整榫槽:如果榫与榫槽之间的配合不够紧密,需要修整榫槽。
使用凿子和刨子,将榫槽修整到合适的尺寸和形状。
总结榫是一种连接木材的常用方法,通过制作榫和榫槽来实现稳固的连接。
在制作榫时,需要进行准备工作,包括选择合适的木材和准备所需的工具。
切削榫的技术包括测量与标记、固定木材、切削榫槽、切削榫部分和修整工作。
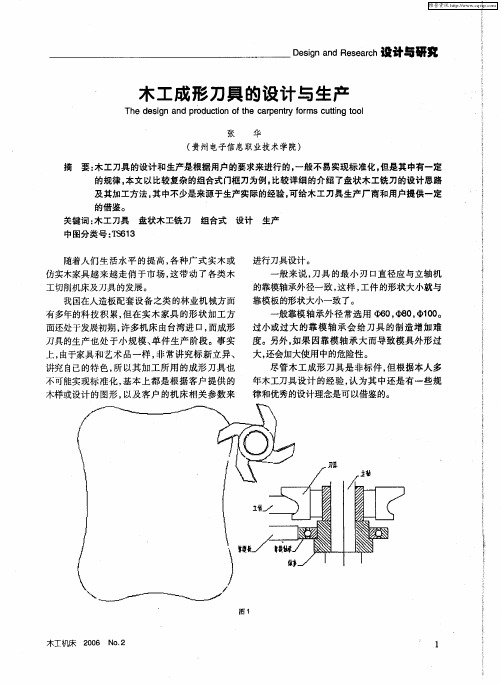
木工成形刀具的设计与生产
W OOD WOR l G MA H N Y KN C l 日R
维普资讯
Dsn n e ah ei d s r 谶甘与研究 ga R ec
使用灵活 , 容易 实现复杂形 状 的加工。缺点是 由
卫 皿
图3
于尺寸较小 , 加工效率较低 。 关于木工钻头 和立铣刀 的设计和生产 , 将另
木工钻头 与一般 金属切削钻 头不 同, 它非 常
材料——优质钢材 ) 分体焊 接式 ( , 每一个切削刃 均 由独 自的刀 片焊接在基体 上 , 可视所加工 孔 也
径 的大小 , 把中心锥和左右刀片做成 一个整体 , 而
两个侧刃则分别焊接在刀体上 ) 。 整体式 , 由于全部 用刀具材料制造 , 不论是从 成本上考 虑, 是 从制 造 上考 虑 , 还 都不 宜做得太
/ 川
1/ / 1// /// i / 、 、 \ \ \ 、
‘i 一 一 一 一
’
< 刀且旋蜡方 向
~
墨 一
> / / /  ̄ / ' / / /
.
星
一
#二 :
图2
\\ , 、/ 、、 、 \ / / ,
// / / , / / / /  ̄
维普资讯
Dsn n Rsa h ei d eer 设计与研究 ga c
木工成形刀具 的设计 与生产
Th e in a d p o u t n o h a p n r r ut g t o e d sg n r d ci fte c re tyf ms c ti o o o n
这里先简单介绍一下这些刀具 :
11 单 片组合式刀具 . 该刀 用于在木料端 头开指形榫槽 , 以便使 木
燕尾榫加工工艺
燕尾榫加工工艺榫卯结构是实木家具中相连接的两构件上采用的一种凹凸处理接合方式。
凸出部分叫榫(或榫头);凹进部分叫卯(或榫眼、榫槽)。
这种形式在我国传统家具中达到很高的技艺水平,同时也常见于其他木、竹、石制的器物中。
我国家具把各个部件连接起来的“榫卯”做法,是家具造型的主要结构方式。
各种榫卯做法不同,应用范围不同,但它们在每件家具上都具有形体构造的“关节”作用。
随着现代化程度的迅速提高,榫卯的加工工艺也发生了巨大的变化,目前很多国家传统意义的木匠已经越来越少,取而代之的是自动化或者半自动化的木材加工设备,各种木制品越来越趋向于加工的简单化。
但是水平高的匠人制作出来的木制品其精度要远远超过机器加工,结合部位不仅可以保证强度,甚至连水也透不过去。
在诸多的榫卯结构中,燕尾结构是最结实也是最引人注目的一种连接木板末端的结合方式,它用燕尾相错的方式连接两块板件,这样使得板件不管在竖向还是横向都连接牢固。
这个充满想象力的结合方式具有强度极高,外观美观,结构精密等特点。
燕尾榫的结合方式在箱柜结构的接合中,特别是抽屉墙板接合中广泛运用。
但是由于燕尾榫的形状特殊,制作起来比较复杂,尤其是早期需要手工制作燕尾榫,其工序较繁杂;现代加工燕尾榫一般都会使用专用的燕尾榫加工设备进行加工,其因设备型号不同加工方式也有极大的不同,但是总体加工过程相对手工加工较为简单。
手工制作燕尾榫燕尾榫手工制作工序非常复杂,传统意义上来说,手工制作的燕尾榫由一系列的头榫和尾榫构成,侧两端面用半榫,尾榫的大小一般为头榫的两倍左右。
要加工燕尾榫首先要选择两块宽度和厚度一致,木板端部规方的木板,将其向内的面打磨平整并且做好标记。
然后把划线器调到木板的厚度,把每块木板的端部四周都画上线。
如果把划线器的划线宽度调整到比木板厚一些(最多厚0.8毫米左右),做成的燕尾榫的头榫和尾榫就会稍微突出木板一些,这样,胶粘后再打磨会使家具的榫接边更美观。
划好线以后,在两块要榫接到一起两块木板中的其中一块上设计头榫,手工制作的燕尾榫,头榫宽度通常为尾榫的一半,如果尾榫做的过大,榫接的强度会变差,因胶粘结的力度是在头榫和尾榫之间的延长面上,而不是在后部端面上。
机械原理课程设计设计题目
题目1 巧克力糖包装机设计题目设计巧克力糖自动包装机。
包装对象为圆台状巧克力糖(图6),包装材料为厚0.008mm 的金色铝箔纸。
包装后外形应美观挺拔,铝箔纸无明显损伤、撕裂和褶皱(图7)。
包装工艺方案为:纸坯型式采用卷筒纸,纸片水平放置,间歇剪切式供纸(图8)。
包装工艺动作为:1.将64mm×64mm铝箔纸覆盖在巧克力糖ф17mm小端正上方;2.使铝箔纸沿糖块锥面强迫成形;3.将余下的铝箔纸分半,先后向ф24mm大端面上褶去,迫使包装纸紧贴巧克力糖。
表9 设计数据表1.要求设计糖果包装机的间歇剪切供纸机构、铝箔纸锥面成形机构、褶纸机构以及巧克力糖果的送推料机构。
2.整台机器外形尺寸(宽×高)不超过800mm×1000mm。
3.锥面成形机构不论采用平面连杆机构、凸轮机构或者其他常用机构,要求成形动作尽量等速,起动与停顿时冲击小。
设计任务1)按工艺动作要求拟定运动循环图。
2)进行间歇剪切供纸机构、铝箔纸锥面成形机构、褶纸机构以及巧克力糖果的送推料机构选型,实现上述动作要求,并将各机构按照一定的组合方式组合起来;3)机械运动方案的评定和选择。
4)按选定的电动机和执行机构运动参数拟定机械传动方案。
5)画出机械运动方案简图。
6)对传动机构和执行机构进行运动尺寸计算。
7)编写设计计算说明书(课程设计专用稿纸)。
8)在三号图纸上完成机械运动简图。
9)准备答辩。
设计提示1. 剪纸与供纸动作连续完成。
2.铝箔纸锥面成形机构一般可采用凸轮机构、平面连杆机构等。
3.实现褶纸动作的机构有多种选择:包括凸轮机构、摩擦滚轮机构等。
4.巧克力糖果的送推料机构可采用平面连杆机构、凸轮机构。
5.各个动作应有严格的时间顺序关系。
题目02:自动打印机设计方案与分析1、工作原理及工艺动作过程对于包装好的纸盒上,为了商品某种需要而打印一种记号。
它的动作主要有三个:送料到达打印工位;然后打印记号;最后将产品输出。
榫槽机工作原理与参数设计方法

榫槽机工作原理与参数设计方法1. 榫槽机的工作原理榫槽机是一种用于木工加工的专用设备,主要用于制作榫头和槽口。
榫头是一种用于连接两个木件的结构,槽口则是用于容纳榫头的凹槽。
榫槽机通过旋转刀具和刀具的上下运动,将木料切割成所需的形状,从而实现榫头和槽口的加工。
榫槽机的工作原理可以简单概括为旋转刀具切削木料,通过运动轨迹的调整完成榫头和槽口的加工。
2. 榫槽机的参数设计方法在进行榫槽机的参数设计时,需要考虑多个因素,包括刀具选择、切削速度、进给速度、切削深度等。
刀具的选择对加工效果有着至关重要的影响,不同的刀具适用于不同类型的木料和加工要求。
切削速度和进给速度的设定需要根据木料的硬度和加工要求进行调整,过快或过慢都会影响加工质量。
切削深度的控制也是关键,过深的切削会增加刀具磨损和木料损伤的风险,而过浅的切削则会影响加工效率。
3. 个人观点和理解个人认为,榫槽机在木工加工中具有非常重要的作用,能够高效、精确地完成榫头和槽口的加工,为木制品的制作提供了关键的工艺支持。
在进行榫槽机的参数设计时,需要充分考虑木料的类型、加工要求和设备性能,以实现最佳的加工效果。
不断学习和探索榫槽机的工作原理和参数设计方法,对提高木工加工的质量和效率具有重要意义。
总结回顾通过本文的探讨,我们对榫槽机的工作原理和参数设计方法有了更加深入和全面的了解。
榫槽机作为一种重要的木工加工设备,具有很高的工艺价值,其参数设计对加工效果至关重要。
在日常使用中,我们需要根据实际情况进行合理的参数设计,以确保加工质量和效率。
对于榫槽机的工作原理和参数设计方法的学习和探索,将为我们在木工加工领域的发展和提升带来更多的机遇和挑战。
以上是根据指定主题撰写的一篇文章,希望对您有所帮助。
榫槽机的参数设计方法具有很高的灵活性和技术含量,需要结合实际加工需求和设备性能进行合理的调整和优化。
下面将进一步探讨榫槽机参数设计的具体方法和技巧。
刀具选择是榫槽机参数设计的关键因素之一。
榫槽机工作原理与参数设计方法
榫槽机工作原理与参数设计方法榫槽机工作原理及参数设计方法是与木工加工相关的重要技术内容,以下将详细描述50条关于榫槽机工作原理与参数设计方法的知识:1. 榫槽机是一种用于加工木材的设备,其工作原理是通过旋转刀具对木材进行榫槽切削。
2. 榫槽机主要包括主轴、刀具、送料系统、定位系统等部件,这些部件共同协作完成榫槽加工任务。
3. 参数设计方法是榫槽机工作的重要环节,涉及切削速度、送料速度、切削深度、切削宽度等关键参数的确定。
4. 切削速度是刀具旋转时与木材接触的速度,直接影响切削质量和加工效率,需要根据木材的硬度和刀具的材质来确定。
5. 送料速度是指木材在加工时的移动速度,需要根据加工目标和木材性质进行合理设置,以保证加工质量。
6. 切削深度是刀具切削进木材的距福,需要根据榫槽深度和木材材质来确定,通常要进行适当调整以保证加工质量和刀具寿命。
7. 切削宽度是指刀具在单次切削中横向移动的距离,也需要根据榫槽尺寸和木材硬度进行合理设置。
8. 刀具类型和刀具的磨损程度都会影响榫槽机的工作效率和加工质量,需要定期检查和更换刀具。
9. 榫槽机的定位系统对加工精度起着决定性的作用,需要精确调整并进行定期维护。
10. 确保木材在加工过程中的安全性是榫槽机工作的基本原则,需要设置合理的安全防护装置,并对操作人员进行培训和指导。
11. 榫槽机的工作环境需要保持清洁,避免木屑和灰尘对设备和操作人员产生危害。
12. 榫槽机的工作效率和加工质量需要根据加工任务的不同进行合理的调整,可以通过参数设计方法进行优化。
13. 利用CAD软件对榫槽机进行参数设计可以更直观地模拟加工过程和评估参数设置的有效性。
14. 榫槽机加工时的加工力对设备的负荷和寿命有着直接的影响,需要在参数设计时进行合理把控。
15. 榫槽机加工中的刀具振动和噪音问题需要通过参数设计方法进行有效的控制和调整。
16. 对榫槽机的主轴速度进行合理设计和调整,有助于提高加工效率和保证加工质量。
卧式双端榫槽机安全操作及保养规程

卧式双端榫槽机安全操作及保养规程一、前言卧式双端榫槽机是一种常用于木材加工行业的机械设备,其主要功能是加工木材的榫头和槽口,以方便木材的拼接和连接。
在进行卧式双端榫槽机的操作和保养之前,需要充分了解其结构和工作原理,制定相应的安全操作和保养规程,以保障机器的正常运转和使用者的人身安全。
二、卧式双端榫槽机的主要结构卧式双端榫槽机由机架、进料系统、加工系统、出料系统、电控系统等部分组成。
其中进料系统、加工系统、出料系统是卧式双端榫槽机的核心部分,它们是卧式双端榫槽机完成加工的重要部件,需要进行细致的保养和维护。
三、卧式双端榫槽机的安全操作规程1.操作前的准备工作•了解机器的工作原理及操作规程,遵守相关安全规定;•在使用时,要保证机器的出入口、传动部分及转动刀头的区域安全,要戴好安全帽、保护眼睛,穿好符合规定的工作服;•对机器进行详细检查,如转动部分有无卡顿、开动平稳、各设备是否牢固等;•机器加工后的切削端必须与工件相隔一定的距离;•请关闭机器电源开关,接上地线线后,对机器可能接触到的全线进行防护;2.操作时的注意事项•机器的启动必须由专人操作,不得让任何人在没有报告监督者的情况下擅自开机;•操作时,要保证机器及工件处于平稳状态,并保持适当的加工速度;•在加工过程中,不得用手或其他物件接近转动的刀具;•在切削结束后,要进行全面清洁;3.操作结束时的注意事项•维护机器仪表的使用寿命和准确性;•严格按照规定停机、关机;•检查所有设备的运转是否正常,及时发现和排除故障;•清洁机器,保持机器的清洁整洁状态;四、卧式双端榫槽机的保养规程1.保养前准备工作•关闭机器电源开关,切断电源;•检查机器的各个部位,确认没有零部件松动或脱落,电气连接无断路,润滑油位正常;•进行消毒作业,包括机身、电线、插头、按钮及其他操作系统的部分;•使用时,应保持机器和设备工作环境的干燥、清洁和通风;2.定时保养•卧式双端榫槽机的每个部分都应定时保养,时间间隔一般为1-2个月;•确定机器各个部位的点检项目,如皮带松紧度、导轨处是否需要涂抹润滑油等;•定期对传动部分的皮带、齿轮、轴承、电机等进行检查,发现问题及时更换;3.清洁保养•在机器加工用完后,应立即清理机器,去除切屑、灰尘等杂物;•用清洁布、刷子等将机器表面和加工部位擦拭干净;•对机器的进料、加工、出料等系统清洗干净,用油布或细毛刷清除机器内外的润滑油,清除灰尘、油污和杂物;五、卧式双端榫槽机的故障排除方法1.机器不能启动•检查机器是否正确连接电源;•检查安全开关是否正常;•检查转动部分是否卡滞。
木地板榫舌和榫槽连接切削机的感悟

木地板榫舌和榫槽连接切削机的感悟连接木地板的榫舌和榫槽是一项很重要的工艺,也是切削机在木地板制作过程中的一项关键任务。
首先,榫舌和榫槽的精确度非常重要。
只有两者的尺寸和形状完全匹配,才能实现紧密的连接,并确保地板的稳定性和美观性。
因此,精确测量和切削是至关重要的。
在使用切削机进行切削之前,我通常会使用专业工具进行精确测量,确保榫舌和榫槽之间的尺寸精确合适。
其次,切削机的刀具选择和切削技术对连接的质量也有很大的影响。
在切削机的切削过程中,我通常会选择适当的刀具,如榫槽刀、榫舌刀等,根据不同的木材和连接需求进行选择。
同时,我也会注意掌握正确的切削技术,如切削速度、进给速度和切削深度等。
只有正确选择刀具和掌握正确的切削技术,才能确保连接的牢固性和精确度。
最后,切削机的维护和安全操作也非常重要。
切削机的刀具在使用过程中会磨损,并且可能出现故障。
因此,定期检查和维护切削机,确保刀具的锐利和良好状态。
此外,使用切削机时,必须严格遵守安全操作规程,戴好安全护具,避免发生事故。
总结起来,连接木地板的榫舌和榫槽是一项需要技术和细致的工艺。
通过精确测量、选择适当的刀具和掌握正确的切削技术,以及定期维护和安全操作,可以保证连接的质量和效果。
硬质木材榫槽组合铣刀设计的研究与实现

片组合代替宽 刀刃, 多刀刃代替双 刀刃 , 组合 时锯 齿刀刃错位排 列 , 各段 直刃呈螺旋状 , 用大前角改善切 削性能 , 采 齿廓优 化成刨 削锯齿状 以提 高锯齿 的耐 用度和使 用寿命 。该铣 刀具有 分块式切 削刀刃 , 削性 能优 良, 工硬 、 切 加 软 质木 材榫 槽时的进料速度 比直齿双 刃盘 式成 型铣 刀提 高 3 。 倍 关键词 : 窄刀刃刀具 ; 组合 ; 大刃倾 角 ; 工刀具 木
GAO i g t n , QUAN u c e g Bn -i ‘ a F - hn 2
( .n ie r gT a i e t , a z o s tt o e h ooy a z o a s 3 0 0 C ia 1 g e n ri n C ne L n h uI tue f c n lg ,L n h uG n u7 0 5 , h ; E n i n g r n i T n 2L nh uR suc s E vrn e t o -e hC l g , a z o a s 3 0 1 C ia .a z o eo re & n i m n c tc ol e L nh u G n u7 0 2 , hn ) o V e
wo kn c i etos ac mb n t nc t ri e in d wi eba e r pa e t aF w ld o o i aino i ua r igma h n l, o ia i ut d sg e , d ld s e l c d wi n ro ba et lc mb n t f r lr o o e s h o o cc s w ld s u l ld sr p a e t l - ld s Th er td c t n d e i ra g d i p rlsr cu e a eti a b a e ,d a—ba e e lc d wi mut b a e . e s rae u t g e g s a n e n a s ia tu tr sc ran h i i a ge i a h sr ih d e s g n . r ec ti ge g n ln t n a ge i s d t mp o e c t n e fr n e T e toh n l n e c tag te g e me t Lag utn d e ici ai n l su e oi r v u t gp ro ma c . h o t o i p o l so tmie n o zg a o i r v u a i t n e vc ie o h a o t .T e c te a lc ut g b a e rf e i pi z d it iz gt mp o e d r bl y a d s r ie l ft e s wtoh h utrh s a bo k c ti ld , i i f n e s nn x eln utn e o m a c , n hefe pe d c n b n r a e y t re t sc mp r d t h t e r o ig n u ge c l tc t gp r r n e a d t e d s e a ei ce s d b h e i o ae o t eoh rg o vn e i f me
木地板连结榫舌和榫槽切削机的机构综合
机械系统运动方案设计的基本原则
机构系统运动方案设计首要的任务是满足执行构件的运动 要求,包括运动形式、运动规律或运动轨迹要求。除此之外, 通常应遵循以下几个基本原则。
1、机构尽可能简单,运动链尽可能简短
2、尽可能减小机构的尺寸
3、机构系统应有良好的动力学特性
从减少运动副摩擦、防止机构出现楔紧现象,甚至自锁,则尽 可能采用全由转动副组成的连杆机构,尤其是少采用固定导路 的移动副。转动副制造方便,摩擦小,机构传动灵活。对于高 速运转的机构,如果作往复运动或平面一般运动构件的惯性质 量较大,或转动构件有较大的偏心质量(如凸轮构件),但是 本题推杆4在水平位移太大而且凸轮用凸轮造成的震动交大。 再由于题目要求载荷有轻微冲击。所以方案二与方案一中应优 先选择方案二。
二、运动分析
设计一榫槽成型半自动切削机的机构系统运动方案。该机器为 木工机械,其功能是将一木质长方形块切削出榫槽,如图1-1所示。 其工艺过程如图1-2所示:先由构件2压紧已经放在工作台上的工 件,然后由端面切刀3将工件的右端面切平,最后构件2松开工件, 推杆4推动工件向左直线移动,通过固定的榫槽刀的切削,在工 件上的全长开出榫槽。
方案三较方案二结构大体相似,但由于推杆4在水平运动位移 大约为200mm,所以方案三更容易实现。
四、确定电动机的功率与满载转速
设:
01 c 0.99 12 b 23 34 w
估算传动系统的总效率: 式中:
于是,传动系统的总效率为
01 c 0.99
2. 确定电动机的功率与满载转速;
3. 设计传动系统中各机构的运动尺寸,绘制机构的运动简图;
4、用软件(VB、MATLAB、ADAMS或SOLIDWORKS等均可) 对执行机构进行运动仿真,并画出输出机构的位移、速度、和 加速度线图。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机械设计课程设计计算说明书设计题目榫槽成形半自动切削机交通科学与工程学院 131313 班设计者瓦西阿夫指导老师高志慧共加工5台,室内工作,载荷有轻微冲击,原动机为三相交流电动机,使用期限为10年,每年工作300天,每天工作16小时,每半年作一次保养,大修期为3年。
其他设计参数如下1:工作载荷为3500N,端面载荷2200N,工作效率50件/分1—3 设计任务1). 设计机构系统总体运动方案,画出系统运动简图,完成系统运动方案论证报告。
2). 完成传动系统或执行系统的结构设计,画出传动系统或行系统的装配图。
3). 设计主要零件,完成2张零件工作图。
4). 完成设计说明书一份。
第一章机构运动简图设计与选择1—1 方案选择a)设计方案一图1—1方案一说明:电机直接连接减速器,减速器输出轴通过联轴器与执行机构相连。
通过带轮传动实现工件的压紧,通过连杆机构实现端面切刀的上下运动,通过连杆机构实现推杆的左右运动。
优点:由于整个机构大部分为连杆机构,结构较为紧凑,工艺性好,能实现机构所要求的所有动作。
通过连杆机构可以实现急回特性,可以实现推杆的快速返回,且传递的载荷允许值较大。
缺点:整个执行机构需要同时匹配三个运动,且三个运动之间有时间先后关系,行程匹配难度较大。
推杆机构是切削的主要部件,要求切削过程中速度平稳,近似为匀速运动,而连杆机构工作不能保证速度的恒定。
同时推杆作为主要工作部件没有过载保护。
b)第二种方案(改进后方案)图1—2方案二说明:电动机输出轴通过联轴器直接输入减速器,减速器输出轴通过联轴器与执行机构相连。
通过带轮传动带动凸轮运动,实现工件的压紧要求,同时在弹簧的作用下复原;在压紧过程进行同时,端面切刀与压杆固连,当工件压紧的同时,端面切刀将木材端面加工,在弹簧力和凸轮的作用下复原;通过另一个带轮传动,将减速器输出轴的旋转运动转换为齿轮齿条的啮合运动,实现推杆的左右运动。
从而实现所有机构的动作。
优点:执行机构的工作原理和运动分析较为简单,通过将压紧装置的压杆垂直运动和端面切刀的垂直运动固连,减少了行程匹配的难度。
通过带轮传动,工作较为平稳,可以实现过载保护。
通过齿轮齿条的啮合运动,将旋转运动转换为推杆的左右运动,由图1—3 b)推杆运动部分图1—4 c)运动分析凸轮每旋转一周,最大行程为25mm,当行程为5mm时,压杆将工件压紧,行程为10mm时,此时工件已经压紧,端面切刀接触端面,当行程为25mm时,完成端面的切削,压杆和切刀同时抬起。
于此同时,当压杆向下时,推杆向左运动,此段为空程。
当压杆抬起,工件不再压紧时,推杆推动工件向左运动,实现榫槽加工,加工完成后,推杆退回,推杆的总行程为200mm,推杆退回之后,压杆向下,如此循环。
d)行程匹配图1—6e)凸轮轮廓设计平底从动件凸轮设计,采用解析法进行设计图1—8第二章电动机的选择Y系列全封闭自扇冷式笼型三相异步电动机具有效率高、性能好、振动小等优点。
适用于空气中不含易燃、易爆或腐蚀性气体的场所或无特殊要求的机械上。
2—1电动机容量的选择由工作情况可知,工作轴每转动一周,榫槽切削刀就切木块一次,同时推杆推动工件一次,而根据生产效率为每分钟50件,故每生产一件产品需要1.2秒。
最大功率为推杆推动工件时的功率。
根据已知条件由计算得知工作机所需有效功率。
b)高速轴最小直径的确定按扭转强度法进行最小直径估算,即3min 0Pd A n=初算轴径,若最小直径轴段开有键槽,还要考虑键槽对轴的强度影响。
0A 值由表1—3确定:0112A ='1331min 01 1.40611211.211400P d A mm n ==⨯= 因高速轴最小直径处安装联轴器,设有一个键槽。
则()()'1min 1min 17%11.2217%12d d mm =+=⨯+=由于减速器输入轴通过联轴器与电动机轴相联结,则外伸段轴径与电动机轴径不得相差太大,否则难以选择合适的联轴器。
所选电动机型号为Y90—4,取 24m d mm =,m d 为电动机轴直径,同时考虑到小齿轮的直径,综合考虑各因素,取 1min 16d mm =。
c)高速轴的结构设计各轴段直径长度的确定1d :滚动轴承处轴段,滚动轴承选为6205 125d mm=1l :由轴承宽度和套筒确定,取 131l mm =2d :高速级小齿轮轴端,由齿轮传动确定轴径,237.92d mm =2l :由齿轮传动确定 241l mm =3d :过渡段轴段,由前后轴段直径确定331d mm =3l :由箱体机构尺寸和轴承位置确定 395l mm = 4d :滚动轴承处轴段,滚动轴承选为6205 425d mm = 4l :轴承宽度确定5d :密封轴段 520d mm=5l :由箱体结构确定 548l mm =6d :外伸轴段 516d mm=6l :由联轴器确定 542l mm =d)轴的空间受力分析图5—2其中B 到齿轮中心O 的距离为BO=42mm ,AO=123mm 输入的转矩为1 1.406955095509.591400p T N m N m n ==⨯•=•齿轮周向力111229.59100054934.916t T F N d ⨯==⨯= 齿轮径向力11tan tan 20549211cos cos19.0697n r t a F F Nβ=⋅=⨯=oo齿轮轴向力11tan 549tan19.0697190a t F F N β==⨯=oe)计算轴承的支反力,绘出水平面和垂直面的弯矩图H M 和V M图5—3e -1 垂直面(YZ 平面)的支反力和弯矩计算如下:54942140165t AV F BO F N AB •⨯=== 549123409165t BV F AO F N AB •⨯=== 14012317220OV AV M F AO N mm=⋅=⨯=⋅垂直面弯矩图图5—4e -2水平面(XY 平面)的支反力和弯矩计算如下2114219017.45874165r a AH F BO F r F N AB •+•⨯+⨯===;21112319017.458137165r a BH F AO F r F N AB •-•⨯-⨯===;741239102OHAH M F AO N mm '=•=⨯=⋅ 137425754OHBH M F BO N mm ''=•=⨯=⋅水平面弯矩图图5—5f) 计算并绘制合成弯矩图222217220910219478O VO HOM M M N mm ''=+=+=• 222217220575418156O VO HOM M M N mm ''''=+=+=•合成弯矩图图5—6g )计算扭矩并绘制扭矩图1 1.406955095509.591400p T N m N m n ==⨯•=•扭矩图图5—7h)计算并绘制当量弯矩图转矩按脉动循环考虑,取10[][]b b σασ-=。
由表1—2查得600b MPa σ=,由表1—4查得1[]55b MPa σ-=,1[]95b MPa σ-=,则550.5895α== 由公式()22eO OM M T α=+可求得危险截面O 处的当量弯矩()()2222194780.58959020257eO O M M T N mmα=+=+⨯=•当量弯矩图图5—8i) 按弯扭合成应力校核轴的强度由表1—4查得许用弯曲应力为[]155b MPa σ-=,由式1—313[]0.1e eb b M M W dσσ-==≤ 进行校核,截面O 的弯曲应力为1320257 4.76[]0.134.916eO b b O M MPa W σσ-===≤⨯ 显然强度满足要求,振动和刚度校拉计算略。
5—2中间轴结构设计及其计算校核a)选择材料和热处理方式根据工作条件,小齿轮的直径较小(58.83d mm =),采用齿轮轴结构,轴的材料和热处理与齿轮的材料和热处理一致,采用45钢调质处理。
b)中间轴最小直径的确定按扭转强度法进行最小直径估算,即3min 0Pd A n=初算轴径,若最小直径轴段开有键槽,还要考虑键槽对轴的强度影响。
0A 值由表1—3确定:0112A =1331min 01 1.35011220.2232.6P d A mm n ==⨯= 由于中间轴上存在第二级齿轮的小齿轮,且该小齿轮的直径为58.83mm ,轴段过度时直径变化不能过大,综合考虑各方面因素,最后选定最小轴径min 30d mm =,且该处的轴段用于安放轴承。
c)中间轴的结构设计图5—9各轴段直径长度的确定1d :滚动轴承处轴段,滚动轴承选为6206 130d mm =1l :由轴承宽度和套筒确定,取2d :过渡轴段,由于轴径过渡不能太大,确定轴径,240d mm=2l :由箱体结构确定 28l mm =3d :小齿轮轴段,由齿轮啮合确定轴径358.83d mm =3l :由齿轮啮合传动确定 372l mm =4d :过渡轴段,由于轴径过渡不能太大,选取 445d mm = 4l :由箱体结构等确定 49l mm =5d :安装第一级大齿轮轴段,选取 535d mm=5l : 由齿轮和箱体结构等确定 538l mm=6d :轴承安放轴段,选取轴承6206 630d mm =6l : 由套筒和轴承宽度等确定 635l mm =d)轴的空间受力分析其中BD=42.5mm ,DC=65.5mm CA=58mm 输入的转矩为1 1.3509550955055.56232.06p T N m N m n ==⨯•=• 大齿轮受力计算111229.59100054934.916t T F N d ⨯==⨯=11tan tan 20549211cos cos19.0697n r t a F F Nβ=⋅=⨯=oo 11tan 549tan19.0697190a t F F N β==⨯=o小齿轮受力计算22222222255.561000202754.830tan tan 202027778cos cos18.4885tan 2027tan18.4885678t n r t a t T F N d a F F N F F Nββ⨯==⨯==⋅=⨯===⨯=oo oe)计算轴承的支反力,绘出水平面和垂直面的弯矩图H M 和V M图5—11e-1 垂直面(YZ 平面)的支反力和弯矩计算如下:1254942.520271081459166t t AZ F BD F BC F N AB •+•⨯+⨯===12549123.52027581112166t t BZ F AD F AC F N AB •+•⨯+⨯===111242.54726014595884622DV BZ CV AZ M F BD N mm M F AC N mm =⋅=⨯=⋅=⋅=⨯=⋅垂直面弯矩图5—12e-2水平面(XY 平面)的支反力和弯矩计算如下22211177810867827.415190105.54221142.5685166r a a r AX F BC F r F r F BDF AB N•+•+•-•=-⨯+⨯+⨯-⨯=-=-111222211123.567827.415190105.54277858118166r a a r BX F AD F r F r F ACF AB N•+•+•-•=⨯+⨯+⨯-⨯==22211842.5501577865.567827.415685123.515051DHBH DHr a AH M F BD N mm M F CD F r F AD N mm '=•=⨯=⋅''=•+•+•=⨯+⨯-⨯=-⋅111685583973021165.5190105.54211810821129CHAH CHr a BH M F AC N mm M F CD F r F BC N mm '=•=-⨯=-⋅''=-•-•+•=-⨯-⨯+⨯=-⋅水平弯矩图(画图中取相反的符号)图5—13f) 计算并绘制合成弯矩图2222222247260501547525472601505149599VD VD HDVD VDHDM M M N mm M M M N mm''=+=+=•''''=+=+=•22222222846223973093485846222112987220VC VC HC VC VC HCM M M N mm M M M N mm ''=+=+=•''''=+=+=•合成弯矩图图5—14g )计算扭矩并绘制扭矩图1 1.3509550955055.56232.06p T N m N m n ==⨯•=•扭矩图图5—15h)计算并绘制当量弯矩图转矩按脉动循环考虑,取10[][]b b σασ-=。