雅马哈工业机器人YAMAHA-控制器controller(2016版)
雅马哈机械手ERC 使用说明

3,1 (DI或MI号,输入状态)
根据指定时间量等待后,进入下一个步序 100 (时间) 点变量的定义
1
(点变量)
点变量加算
点变量减算
SRVO 执行伺服的NO/OFF
SRVO 1
(伺服状态)
STOP STOP ORGN ORGN TON
TON
TOFF TOFF JMPP
程序执行的暂时中断
执行回原点动作
标签
1,3,1 (标签号,DI或MI号,输入状态)
L
L
CALL CALL DO DO WAIT
WAIT
TIMR TIMR P P P+ P+ P-
P-
定义JPM指令、JPMF指令等的跳跃目的地 1 (标签号)
呼叫其他执行程序
1,6 (程序号,调用的次数) 执行通用输出或记忆体输出的NO/OFF控制 3,1 (DO或MO号,输出状态) 一直等待到通用输入或记忆体输入成为指定状态为止
编后语
感谢您能抽空浏览《YAMAHA产 品介绍》!
希望YAMAHA机器人的系列产品 能为您带来无尽的效益!
速美达公司将时刻准备着为您提供 优质的服务!
商祺!
1
002:MOVA 1,100
003: TIMR 100
004:MOVA 2,100 005:TIMR 100
006:JMP 1,0
注解
定义标签1
移动到P1点 等待1秒 移动到P2点 等待1秒 跳转到0号程序的1号标签
例二:等距离的移动
点参数
P0:开动点
程序
[NO0]
001:L
1
002:MOVA 0,100
003: MOVI 1,100
Yamaha机器人控制器网络使用说明

5、Ethernet
• 用RJ-45将YAMAHA连接到以太网内;可简 单实现操作机器人,命令格式与串口通信 一样;
• 很多控制器组成网络,可实现远距离管理 机器人;
主要内容
• 1、RS23C串口通信 • 2、Yc-link • 3、Cc-link/DeviceNet • 4、Profibus • 5、Ethernet
1、RS232C串口通信
• 用RS232C串口通信将YAMAHA控制器组成 网络,并连接到PLC系统中;通过触摸屏, 经过PLC与YAMAHA控制器连接,实现对 机器人的控制;
2、Yc-link
• 一个Yc-link系统由1个主站和1个或1个以上 从站组成,主站控制从站;其中RCX系列 为主站,SR1系列为从站;
• 此系统最多控制8轴机器人;如果需要多轴 联动时,最多控制6轴;
Yc-link通讯板说明
• ①、②:Yc-link电缆线连接端,两个完全 一样,可随意连接;网络始末两端需连接 附带电阻器;
0.00 0.00CRLF 7.移动到指定点:@MOVE P,P1CRLF
程序例子
例一:以松下PLC为例:松下PLC中,需要在系统寄存器 中设置串口通信信息,如下图所示;
例二:用通讯方式按人机上的一点就移动 到P1点.并在人机上任意设定P1点 的数据. 人机上的设定P1的4轴数据为D100, D101,D102,D103; 设定数据交换的按扭为M100. 设定移动到P1点的按扭为M110.
CC-LIN电缆;
cc-link 分为如下两种:
SRCP/SRCD/ERCX/SRCX/DRCX Series
单多轴cc-link 连接
RCX系列
4、Profibus
• YAMAHA控制器与外部设备相连接时,使 用FC双绞线,实现省线化;
Yamaha雅马哈AG03-AG06 DSP Controller 使用指南word版本

Y a m a h a雅马哈A G03-A G06D S P C o n t r o l l e r使用指南AG是 Yamaha 2015年最新推出的一款网络直播·K歌·带声卡调音台,它集传统声卡与调音台功能于一身,并兼具声卡的信号数模转换功能与调音台的混音功能。
Yamaha自1887年成立至今,已经128年了,名副其实的百年老店金字招牌。
产品线从键盘类乐器、管乐器、弦乐器、打击乐器,直至专业音响领域都有涉猎,而AG就是在这具有丰富制造经验的百年老店中诞生的。
AG除了有模拟部分手动操作的界面外,还有安装于计算机中的软件界面,我们称之为AG DSP Controller (点击进入下载页面)。
QJ(笔者)的意思是,要玩好AG,就必须掌握AG DSP Controller。
接下去的整个攻略都是围绕AG DSP Controller,由浅入深地给广大AG调音台用户介绍的。
可能,进行网络直播的用户使用最多的是效果器部分,一定要好好啃一下AG DSP Controller大攻略之进阶篇——效果器·进阶篇。
一打开A G D S P C o n t r o l l e r,可以看到这里提供了两种模式:E A S Y【简易】和E X P E R T【专家】模式。
EASY【简易】模式非常简单,只有3个大旋钮,每个旋钮的左右各有一个标记,现在我们对其一一进行分析。
· CH 1 MIC Tone:表示第一路话筒信号声音。
左边偏向乐器输入,右边偏向人声,可根据你的实际使用及个人偏好进行旋转调节,获得最好的音色。
· AMP SIM:是AG Guitar Amp Simulator的缩写,也就是吉他音箱模拟器效果,左右分别代表了电箱吉他和电吉他,可根据演奏的实际情况来进行调节。
· Effect【效果】:代表效果器音量的大小,左边量小,右边量大。
接下去,我们切换到E X P E R T【专家】模式看一下。
YAMAHA-RCX使用说明

手动主页面点Interpolate Trace---
执行动作。 按“GO”执行动作。 执行动作
自动页面
自动页面
自动页面
系统页面
下载程序. 上传程序. 按“Load”下载程序 按“Save”上传程序 下载程序 上传程序 则恢复出厂值. 查看历史事件. 按“Initialize”则恢复出厂值.按“History”查看历史事件. 则恢复出厂值 查看历史事件
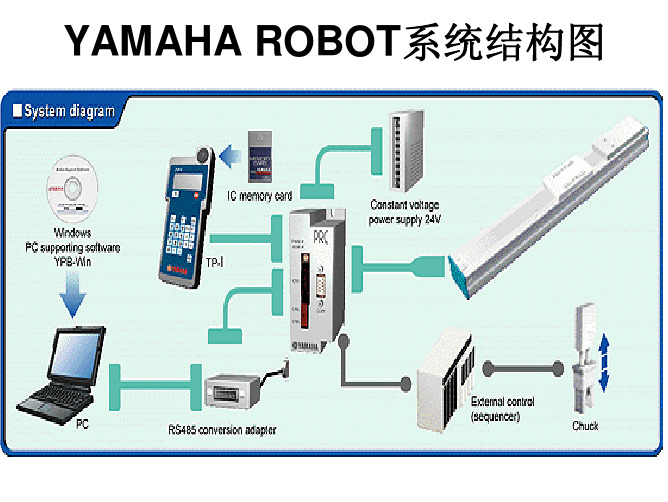
YAMAHA机器人系统结构图 机器人系统结构图
YAMAHA-RCX I/O定义图 定义图
YAMAHA-RCX控制器使用的软件
VIPWIN
本公司的光牒里都有VIPWIN的英语和日语版的安装文件,无须注 册可直接安装。
打开VIPWIN后,有三个选择。
选择“Connect Robot Controller”后,进入下面窗口选择通讯口。
ONLINE页面点Shift
双击其中的每一S 行可在线修改偏移点位 行可在线修改偏移点位。 双击其中的每一Sn行可在线修改偏移点位。
ONLINE页面点Palette
I/O监控页面
监控页面
效用设置页面
YAMAHA-RCX的编程语言 的编程语言
MOVE P 往点资料的位置移动,以原点为基准的绝对值(点点) MOVE P,P1,S=20 (点号码,速度) MOVE L 往点资料的位置移动,以原点为基准的绝对值(直线) MOVE L,P1,S=20 ,Z=10 (点号码,速度,Z轴先到10个脉冲) MOVE C往点资料的位置移动,以原点为基准的绝对值(圆弧) MOVE C, P1,P2,P3 (点号码,点号码,点号码) MOVEI P以当前点为基准移动点资料的值的相对移动(点点) MOVEI P,P1,S=20 (点号码,速度)
雅马哈机械手ERCX使用说明

编后语 感谢您能抽空浏览《 感谢您能抽空浏览《YAMAHA产 产 品介绍》 品介绍》! 希望YAMAHA机器人的系列产品 希望 机器人的系列产品 能为您带来无尽的效益! 能为您带来无尽的效益! 速美达公司将时刻准备着为您提供 优质的服务! 优质的服务! 商祺! 商祺!
SRVO SRVO
执行伺服的NO/OFF 1 (伺服状态)
STOP 程序执行的暂时中断 STOP ORGN 执行回原点动作 ORGN TON 执行指定机动号码 TON 1,1,1 (任务号码,程序号,起动类型) TOFF 停止指定机动号码 TOFF 1 (任务号码) JMPP 轴的位置关系和指定条件相同时跳跃到指定标签 JMPP 2,1 (标签号,轴的位置条件:当当前位置比变量 点位置小时跳到标签2) JMPP 2,2 (标签号,轴的位置条件:当当前位置比变量 点位置大时跳到标签2)
YAMAHA机器人系统结构图 机器人系统结构图
YAMAHA控制器接线图 控制器接线图
左图为最简洁的接线 方式。
通信
电源端
控 制 器
电源端部分也有接 AC220V的,请按要 求接入;如需实现其 它功能,可把对应的 I/O点接上。
控制器接线图
YAMAHA单轴、双轴和三轴机器人使用的软件
POPCOM
本公司的光牒里都有POPCOM的英语和日语版的安装文件,无须 注册可直接安装。
打开POPCOM后,有三个选择。
选择“Connect Robot Controller”后,进入下面窗口选择通讯口。
主页面
手动页面
执行动作。 按“GO”执行动作。 执行动作
系统操作
I/O监控
效用设置
监控
在线编辑 程序号
程序 [NO0] 001:L 002:MOVA 003: TIMR 004:MOVA 005:TIMR 006:JMP
ercd使用说明
SRVO SRVO ORGN ORGN TON TON TOFF TOFF JMPP JMPP
执行伺服的NO/OFF 1 (伺服状态) 执行回原点动作 执行指定机动号码 1,1,1 (机动号码,程序号,起动类型) 停止指定机动号码 1 (机动号码) 轴的位置关系和指定条件相同时跳跃到指定标签 1,1 (标签号,轴的位置条件)
MOV I 1,100 (点号码,速度) MOVF 一直移动到指定的点位置,若所指定的DI输入则停止 MOVF 1,1,1 (点号码,DI号码,DI状态) JMP 跳跃到所指定的程序的指定标签 JMP 1,1 (标签号,程序号) JMPF 依据输入条件,跳跃到指定程序的指定标签 JMPF 1,1,8 (标签号,程序号,输入条件) JMPB 通用输入或记忆体输入和指定状态一致时,跳到所指定 标签 JMPB 1,1,1 (标签号,DI或MI号,输入状态)
位置控制模式
PRM59为20时
一、在没有专用输入信号的情况下,给A1和B1 信号,则会按绝对或相对去跑到PI0到PI5所决 定的点位去。在跑的时候结束和忙信号有效。 二、对于PO0到PO5,为相应的点位输出。对应 于PI0和PI5所决定的点。
位置控制模式
PRM59为21时
一、在没有专用输入信号的情况下,给A1和B1 信号,则会按绝对或相对去跑到PI0到PI3所决 定的点位去。在跑的时候结束和忙信号有效。 跑时的速度决定于SPD1和SPD2。当SPD1和 SPD2都无信号时为100%,其余的为两信号为 1值时是41号参数的值%,为2值时是42号参数 的值%,为3值时是43号参数的值%。 二、对于PO0到PO3,为相应的点位输出。对应 于PI0和PI3所决定的点。 三、原点标志和伺服已ON都是对应的专用输出。
雅马哈机器人操作培训详细教程
2 雅马哈机器人软件操作
3 雅马哈机器人程序语言
目
4 雅马哈机器人软件实操
录
一、雅玛哈机器人的构成
雅马哈机器“人” 安川机器“人”
提问
你认为雅玛哈机器人 怎么实现其功能的?
第 4 页,共 34 页
雅玛哈机器人构成介绍
一、系统组成
机器人控制器
1、雅玛哈机器人主要由机器人、机器人控制器、手持编程器、外部控制器以及电脑组成 2、雅玛哈机器人通过电脑、外部控制器或手持编程器输入的程序指令传输到机器人控制器上,通 过控制器控制机器人按照指令进行动作。
4)点击执行
5)选择保存路径 后,点击“保存”
第 18 页,共 34 页
机器人的移动操作
1、机器人回到绝对原点
1)点击“返回原点”
2)选择绝对
3)自定义回到绝对原点的速度
4)点击“执行” 回到绝对原点
绝对原点
X轴 Y 轴
更换伺服电机或编码器、控制器电池断电或电量不足、写入数据文件或参数文件
第 19 页,共 34 页
2)确认端口号
3)点击“端口设置” 4)确认波特率
第 14 页,共 34 页
软件连接
2、软件连接设置
1)双击图标
2)点击“增加控制器”
3)自定义控制器名称 4)确认串行端口与电脑 端口设置一致
5)点击“OK”
第 15 页,共 34 页
软件连接
3、GOT设置
3)点击控制器
4)确认软件以上功能可以操作 1)调出GOT上机器人诊断画面
第 31 页,共 34 页
四、雅玛哈机器人软件实操
第 32 页,共 34 页
实操任务
序号 1
YAMAHA机械手设置点位操作说明

Origin机械手归零
Manul手动调节
Dio端口 Online edit在线编辑
点击Origin弹出对话框,点击Go可使机械手归零位。
Online edit对话框中主要设置 PRM对话框中主要设置
PRM 0机械手类型 PRM 1行程正限位 PRM 2行程负限位 PRM 3机械手承重 PRM 4加速度 PRM 7点位追迹速度 PRM 10归零速度
PNT对话框设置
1.根据治具和产品可设置成10或8个点位。
2.双击点位可进行修改数值,点击Trace point可 追迹到所选中点位的具体位置 3.点击Teach Point可对点位进行手动校正
YAMAHA机械手点位设置
1、连接机械手驱动器
• 使用串口线连接机械手驱动器和电脑主机 后的串口COM1,依次打开工作台钥匙开关 和控制台钥匙开关。
2、POPCOM软件操作流程
双击桌面POPCOM软件 选择第二项<连接机械手控制器>
选择默认端口,点击OK即可。若机械手
连接电脑正常,即进入下页界面
雅马哈工业机器人简介期刊

YAMAHA YAMAHA机械手 机械手应用领域 应用领域医 疗相 关 3% 民生品 8% 其他 9% 摩托 车 3% 医药 品 3% 保安 0% 汽车 31%电器, 电子 17%PC相关 26%应用特点 应用特点■精密组装机器人 在高速运动状态下具备低残留震动及高精度 应答时间短,动作灵敏 在3维状态下仍然保证轨迹平滑精密 ■图象机器人 通过机械手及摄像装置的组合可以轻松地满 足多品种生产的需求。
YAMAHA YAMAHA机械手产品线 机械手产品线单轴机械手 单轴机械手直交机械手 直交机械手水平多关节机械手 水平多关节机械手FLIP-X系列TRANSERVO系列XY直交系列XZ直交系列YK四轴系列YP拾放系列FLIP -X系列单轴 FLIP-X 系列单轴FLIP -X的特点 FLIP-X 的特点1采用4列2点沟槽导轨,具有较高耐久性4列哥德式沟 列哥德式沟槽 2列哥德式沟 列哥德式沟槽 YAMAHA 必胜差动滑动量小、自 动对齐功能强1、对校准变化和力矩荷 载的适应性强 2、不易损坏摩擦阻抗大,差动滑动量 大1、容易受安装精度、摩擦和弹 性变形的影响 形的影响 2、低于计算机寿命而导致损 坏FLIP -X的特点 FLIP-X 的特点2具有极 具有极佳可靠性的绝对系统YAMAHA采用的旋转变压器 其他机械手的光学编码器 不愧是 YAMAHA故障率是光学编码器的1/100使用温度范围是-55-155℃与光学编码器相比耐冲击、电气杂音性强 具有在汽车、火车、飞机上应用实例可靠性 高 可进行绝对位置检出FLIP -X的特点 FLIP-X 的特点3直接轴联结构 YAMAHA 其他厂家内藏式构造 因为不需要联轴器、 与以前的机种相比, 全长缩短4 列 圆 弧 沟2 列哥特式沟 列哥特式沟在型铝中压入铁制的导 导轨本身可更换。
万一出现故障,在现场可 轨,只要导轨出现故障 单独更换马达和滚珠螺杆。
时,必须将整个机械臂全 换。
YAMAHA操作说明
8.2控制器模式选择
按下相对应的按钮就会进入对应的模式,依次为自动、程序、手动、系统四种模 式
5/14/2020
9.手动模式
手动移动先了解机械手三种坐标系 操作机械手时的坐标系有以下3 种。 1.基准坐标系:即通用坐标系,意为三维直角坐标。其原点位于机械手的底座中 心。有两种显示模式:毫米单位显示和脉冲单位显示 2.工件坐标系(SHIFT):为各个轴与基准坐标系的各个轴平行的三维直角坐标系。 3.工具坐标系(HAND):机械界面坐标的原点为基准,定义偏移量和旋转角度的 三维直角坐标。
5/14/2020
6.2.SAFETY构建安全回路
5/14/2020
7.RS232通讯接口
通讯线使用交叉格式的方式连接公头和母头
5/14/2020
图例
7.1. 通讯参数设定
5/14/2020
8.手持编程器(RPB)认识
5/14/2020
8.1.画面构成
第3行至第14行内容的切换使用
5/14/2020
5.1.IO PIN脚定义
5.2..IO两种信号接线
输入信号
输出信号
6.SAFETY接头
SAFETY接头爆炸图
6.1.SAFETY接头信号表
急停信号没有引入到设备外部时,接头PIN3和PIN13短接,PIN4和PIN14 短接,引入到设备外部的急停按钮,可以任意选择其中一组接入。
YAMAHA使用说明
1.系统构成
图1 系统构成图
2.控制器各接口介绍
3.电源AC接入
L和L1并联,N和N1并联
4.机械手同控制相连
机械手本体有六个接头X轴Y轴、Z轴、R轴、X/Y的I/O 接头、R/Z的I/O接头,接线时对应控制器上的接口标记插 上即可。
雅马哈YAMAHA-robot入门
手动主页面点Utility---
手动主页面点Position Trace---
按“GO”执行动作。
手动主页面点Point Trace---
按“GO”执行动作。
手动主页面点Interpolate Trace---
按“GO”执行动作。
自动页面
自动页面
自动页面
系统页面
按“Load”下载程序. 按“Save”上传程序. 按“Initialize”则恢复出厂值.按“History”查看历史事件.
两种编程方式
1、测量出行距与间距,通过计算得出矩阵 中每个点的坐标,实现目的;(见PGM1)
2、采用控制器自带的指令,实现目的; (见PGM2)
PGM1
PGM2
编后语
感谢您能抽空浏览《YAMAHA产 品介绍》!
希望YAMAHA机器人的系列产品 能为您带来无尽的效益!
速美达公司将时刻准备着为您提供 优质的服务!
LOCX(P1) (点P1的X轴值,X可换为Y,Z,R,A,B)
IF—THEN---ELSE---ENDIF 如果—则—否则—结束 SPEED 定义下面的移动命令的速度
SPEED 50 (速度为50%)
程序例子: 例一:在两点之间移动
程序
SUMIDA 001:*AA: 002:MOVE P,P1,S=20
2.断电后重新上电时控制器自动切换到手动 模式(Manual Mode);
Emergency stop
操作机器人过程中,我们常常需要让机器人 立即停止移动;此时,我们就可以按下MPB上 红色大按钮;
Emergency stop reset 按下急停按钮后,要恢复正常操作,就需要 复位紧急停止操作;
商祺!
雅马哈机械手ERCX使用说明 ppt课件

3,1 (DI或MI号,输入状态)
根据指定时间量等待后,进入下一个步序 100 (时间) 点变量的定义
1
(点变量)
点变量加算
点变量减算
SRVO 执行伺服的NO/OFF
SRVO 1
(伺服状态)
STOP STOP ORGN ORGN TON
TON
TOFF TOFF JMPP
程序执行的暂时中断
执行回原点动作
系统操作
I/O监控 监控
效用设置
在线编辑
程序号
编写程序
选择 “Functio n”可以浏 览到所有 的指令。
在线编辑
编辑点数据
YAMAHA的编程语言
MOVA 往点资料的位置移动,以原点为基准的绝对值
MOVA 1,100 (点号码,速度)
MOV I 仅从现在位置起移动点号码所指定的资料量的距离
MOV I 1,100 (点号码,速度)
MOVF MOVF JMP JMP JMPF JMPF JMPB
JMPB
一直移动到指定的点位置,若所指定的DI输入则停止
1,2,1 (点号码,DI号码,DI状态) 跳跃到所指定的程序的指定标签
1,3
(标签号,程序号)
依据输入条件,跳跃到指定程序的指定标签
1,2,8 (标签号,程序号,输入条件) 通用输入或记忆体输入和指定状态一致时,跳到所指定
003: MOVI 1,100
003: MOVI 1,100
003: MOVI 1,100
003: MOVI 1,100 003: MOVI 1,100 006:JMP 1,0
P1:设定值50MM
注解
定义标签1 移动到P0点 相对当前位置移动50MM 相对当前位置移动50MM 相对当前位置移动50MM 相对当前位置移动50MM 相对当前位置移动50MM 跳转到0号程序的1号标签
YAMAHA SR1-X Robot使用说明
YAMAHA单轴、双轴和三轴ROBOT使用的软件
POPCOM
本公司的光牒里都有POPCOM的英语和日语版的安装文件,无须 注册可直接安装。
打开POPCOM后,有三个选择。
选择“Connect Robot Controller”后,进入下面窗口选择通讯口。
主页面
手动页面
按“GO”执行动作。
系统操作
SRVO SRVO
执行伺服的NO/OFF 1 (伺服状态)
STOP 程序执行的暂时中断 STOP ORGN 执行回原点动作 ORGN TON 执行指定机动号码 TON 1,1,1 (机动号码,程序号,起动类型) TOFF 停止指定机动号码 TOFF 1 (机动号码) JMPP 轴的位置关系和指定条件相同时跳跃到指定标签 JMPP 1,1 (标签号,轴的位置条件)
YAMAHA的通讯语言
• • • • • • • • @ORGCRLF: @RESETCRLF: @RUNCRLF: @SRUNCRLF: @SRVO 0(1) CRLF: @X+(-) CRLF: @MOVA 1,100CRLF: @MOVI 1,100CRLF: 回原点 复位 启动 步进 伺服OFF(ON) 滑块前进(后退) 以100%速度移到点1 以100%速度移动点1 的数字距离
I/O监控 效用设置
监控
在线编辑
程序号
编写程序
选择 “Function” 可以浏览 到所有的 指令。
在线编辑 编辑点数据
YAMAHA的编程语言
MOVA 往点资料的位置移动,以原点为基准的绝对值 MOVA 1,100 MOV I (点号码,速度) 仅从现在位置起移动点号码所指定的资料量的距离
注解 1 1,100 100 2,100 100 1,0 定义标签1 移动到P1点 等待1秒 移动到P2点 等待1秒 跳转到0号程序的1号标签
Yamaha雅马哈AG03-AG06 DSP Controller 使用指南精编版

AG是Yamaha 2015年最新推出的一款网络直播·K歌·带声卡调音台,它集传统声卡与调音台功能于一身,并兼具声卡的信号数模转换功能与调音台的混音功能。
Yamaha自1887年成立至今,已经128年了,名副其实的百年老店金字招牌。
产品线从键盘类乐器、管乐器、弦乐器、打击乐器,直至专业音响领域都有涉猎,而AG就是在这具有丰富制造经验的百年老店中诞生的。
AG除了有模拟部分手动操作的界面外,还有安装于计算机中的软件界面,我们称之为AG DSP Controller (点击进入下载页面)。
QJ(笔者)的意思是,要玩好AG,就必须掌握AG DSP Controller。
接下去的整个攻略都是围绕AG DSP Controller,由浅入深地给广大AG调音台用户介绍的。
可能,进行网络直播的用户使用最多的是效果器部分,一定要好好啃一下AG DSP Controller大攻略之进阶篇——效果器·进阶篇。
一打开A G D S P C o n t r o l l e r,可以看到这里提供了两种模式:E A S Y【简易】和E X P E R T【专家】模式。
EASY【简易】模式非常简单,只有3个大旋钮,每个旋钮的左右各有一个标记,现在我们对其一一进行分析。
· CH 1 MIC Tone:表示第一路话筒信号声音。
左边偏向乐器输入,右边偏向人声,可根据你的实际使用及个人偏好进行旋转调节,获得最好的音色。
· AMP SIM:是AG Guitar Amp Simulator的缩写,也就是吉他音箱模拟器效果,左右分别代表了电箱吉他和电吉他,可根据演奏的实际情况来进行调节。
· Effect【效果】:代表效果器音量的大小,左边量小,右边量大。
接下去,我们切换到E X P E R T【专家】模式看一下。
一旦你点击E X P E R T【专家】模式,就会出现一个如下图的对话框显示:A G03/A G06的同步设置将被改变。
Yamaha机器人控制器网络使用说明

Yamaha机器人控制器网络使用说明一、概述Yamaha机器人控制器是一种高效、可靠的设备,用于控制和监控各种类型的机器人。
该控制器具有强大的网络功能,可以与各种设备进行通信,实现远程控制和数据传输。
本使用说明将介绍如何使用Yamaha机器人控制器的网络功能。
二、网络连接1、以太网连接Yamaha机器人控制器支持通过以太网连接与其他设备进行通信。
要将控制器连接到以太网,请按照以下步骤操作:(1)将以太网电缆插入控制器的以太网端口;(2)将另一端连接到路由器或交换机;(3)打开控制器电源,等待控制器启动完成;(4)在计算机上打开Web浏览器,输入控制器的IP(默认为192.168.0.1),登录到控制器的Web界面。
2、Wi-Fi连接Yamaha机器人控制器还支持通过Wi-Fi连接与其他设备进行通信。
要将控制器连接到Wi-Fi网络,请按照以下步骤操作:(1)在控制器的Web界面上,选择“设置”>“网络设置”;(2)选择“Wi-Fi”选项卡;(3)选择要连接的Wi-Fi网络;(4)输入密码,并单击“连接”按钮。
三、网络功能1、远程控制通过以太网或Wi-Fi连接,您可以使用计算机或移动设备远程控制机器人。
在Web浏览器中输入控制器的IP,登录到控制器的Web界面。
然后,您可以使用界面中的各种功能来控制机器人的运动和行为。
例如,您可以设置机器人的速度、方向和动作,以及监控机器人的位置、速度和传感器数据。
2、数据传输Yamaha机器人控制器可以与其他设备之间传输数据。
例如,您可以将机器人的传感器数据传输到计算机或云平台,以进行分析和优化。
您还可以将计算机或云平台上的数据传输到控制器,以控制机器人的行为。
数据传输可以通过以太网或Wi-Fi连接进行。
在Web浏览器中输入控制器的IP,登录到控制器的Web界面,然后选择“设置”>“数据传输”选项卡。
在这里,您可以配置数据传输设置,包括目标设备、数据类型和传输频率。
YAMAHA编程软件使用说明
• @DO 1,1CRLF 输出1为ON • @DO 1,0CRLF 输出1为OFF • @?POSCRLF 查询当前点位 反馈为:123。560CRLF • @?P1CRLF 查询点1的数值 反馈为:12。34CRLF • @WRITE PNTCRLF P1=100.00CRLF P2=200.00CRLF ^Z (1A) 把P1的值改为100.00
HOLD HOLD
程序执行停止但不复位
HALT 程序执行停止并且复位 HALT FOR----NEXT 循环命令 FOR I=0TO10------------NEXT I LOCX 点数据的X轴值 LOCX(P1) (点P1的X轴值,X可换为Y,Z,R,A,B) IF—THEN---ELSE---ENDIF 如果—则—否则—结束 SPEED 定义下面的移动命令的速度 SPEED 50 (速度为50%)
YAMAHA-RCX控制器使用的软件
VIPWIN
本公司的光牒里都有VIPWIN的英语和日语版的安装文件,无须注 册可直接安装。
打开VIPWIN后,有三个选择。
选择“Connect Robot Controller”后,进入下面窗口选择通讯口。
主页面
手动下回原点页面
点OK后按“GO”执行动作。
程序例子: 例一:在两点之间移动
程序 [NO0] 001:L 002:MOVA 003: TIMR 004:MOVA 005:TIMR 006:JMP
注解 1 1,100 100 2,100 100 1,0
定义标签1 移动到P1点 等待1秒 移动到P2点 等待1秒 跳转到0号程序的1号标签
例二:等距离的移动
L L
定义JPM指令、JPMF指令等的跳跃目的地 1 (标签号)
雅马哈工业机器人-ERCD的使用说明

0
例二:等距离的移动
0
正转反转(附录)
附录:差分信号与集电极开路脉冲
AH--------脉冲+
AL---------脉冲-
BH---------方+
BL----------方-
ERCD脉冲接线引脚注释
PR64 选择2(PULS+SIGN) PR69选择1(DISABLE)时,这时可以不用外接B4(INH)脚,当PR69设为0时,这时一定要外接B4(INH)脚。 电子齿轮的设定方法:D(mm/puls(每个脉冲走的毫米数)=G*a=G1*L/G2*n(其中G1为PR67的设定值,是电子齿轮比的分子,G2是PR68的设定值,是电子齿轮比的分母,没有单位,L为机械手的导程,单位为(mm/rev每转一圈走的毫米),n为编码器的分辨率,单位为(pulse/rev每转一圈所需的脉冲数))。例如:当需要每个脉冲使YAMAHA走0.01mm时,导程为6mm,编码器的分辨率为16384时,可将PR67设为16384,PR68设为600。D=(16384*6)/(600*16384)=0.01mm/pulse 用脉冲模式时,ERCD 软件中参数的修改
@DO 1,1CRLF 输出1为ON @DO 1,0CRLF 输出1为OFF @?POSCRLF 查询当前点位 @?P1CRLF 查询点1的数值 @WRITE PNTCRLF P1=100.00CRLF ^Z 把P1的值改为100.00
YAMAHA单轴、双轴和三轴机器人使用的软件 POPCOM 本公司的光牒里都有POPCOM的英语和日语版的安装文件,无须注册可直接安装。 打开POPCOM后,有三个选择。
选择“Connect Robot Controller”后,进入下面窗口选择通讯口。
YAMAHA-robot入门

YAMAHA-robot入门YAMAHA-robot入门简介YAMAHA-robot是著名制造商YAMAHA研发的一款入门级产品。
它拥有先进的动力系统和灵巧的操作性能,可广泛应用于工业生产、医疗卫生、教育科研等领域。
本文将介绍YAMAHA-robot的特点、应用场景以及入门操作步骤,帮助读者快速上手并了解如何使用YAMAHA-robot。
特点1. 高性能控制系统:YAMAHA-robot配备了先进的控制系统,可以准确、稳定地执行各种任务,如抓取、装配、焊接等。
它具有高度的精确度和响应速度,可以满足复杂工业生产的需求。
2. 灵活可调节的结构:YAMAHA-robot的结构设计灵活多变,可以根据不同任务需求进行调整。
它可以实现多轴运动,可根据实际需求调节机械臂的长度和角度,以适应不同的工作环境。
3. 安全可靠:YAMAHA-robot配备了先进的安全系统,具有碰撞检测和安全停止功能。
当发生异常情况或遇到障碍物时,它能够自动停止运动,确保操作人员的安全。
4. 易于编程和控制:YAMAHA-robot支持多种编程方式,包括图形化编程、脚本编程等。
操作人员可以根据自身需求选择最适合的编程方式,并通过控制界面实现对的精确控制。
应用场景YAMAHA-robot可广泛应用于以下场景:工业生产YAMAHA-robot在工业生产中具有重要作用。
它可以执行装配、焊接、搬运等任务,大大提高了生产效率和质量。
其高性能的控制系统和精确度,使其可以应对复杂的生产需求,并保证持续稳定的生产运行。
医疗卫生YAMAHA-robot在医疗卫生领域有广泛的应用。
它可以用于手术辅助、病人护理等任务,提供精确、可靠的操作支持。
其灵活可调节的结构和安全系统,可以保证手术过程的安全性和准确性。
教育科研YAMAHA-robot也适用于教育和科研领域。
它可以作为教学实验工具,帮助学生学习控制和编程。
,它还可以作为研究平台,用于开展相关的科学研究和实验。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
春速 htt ales@ 0971 őଷ֤ળ
ଷ֤ળ
ő Ⴤ
PLC ؿWORD ޙ
0000 0064 007 B 0109
CC-LINK DeviceNet PLC
ರ
෪ᅂ CC-Link ࢡ DeviceNet ؿWORD ޙLjৰჵ෪ࢩರീቩތؿቯ ࠞฮদဌăؿؠࣿװԺዮቑ෯ظမൠٞฮদࣃݴكቑ෯Lj֣ࢂۙ܍મ WORD ޙؿਮᇴ္Ljৰჵװජࣃරһዋᅈ෪ᅂࢩರീರޙؿă
SI 单位输入加速度、速度,由于自动设定了上限值,因此不必担心错误输 入过大的加速度。
移动中可自由变更速度
通过配备连续运转功能,可以在移动中简单进行速度变更 ( 加速、减速 )。 而且,如果连接多点,其各自设定速度相同时,可以在通过各点时向上级 输出信号。
丰富的支持软件 :TS-Manager
新开发了 TS 系列用的低价格、高功能支持软件“TS-Manager”。通过它可 执行点数据的设定、编辑、备份、示教等所有操作。还配备了当前值、速度、 载荷比、电流值、电压值等的实时跟踪功能。
位置检测:RDX 绝对式 增量式
RDP 增量式
1. 邮箱 04 5. 脉冲列控制专用驱动器 : 雅马哈单轴机器人 FLIP-X 系列、PHASER 系列用的脉冲列输入专用机器
人驱动器。脉冲列控制专用,省去用机器人语言运转,作为小巧、低价的
话 6. 机器人机械控制装置,可以简单组装在自动机单元。
P.402
话 ő ᆷ
RCX240
电߰ YC-LINKLjᆷ 4 ቺ
5ࠥ8 ቺ
ರජએा 1 ቺರ
032
〈机器人定位控制器〉
TS-X/TS-P
P.354 FLIP-X PHASER
|TS-S P.354 TRANSERVO
5. 最大加速度自动设定
运行方法 :迹点定位
加速度是决定机器人使用寿命的重要因素。可以按机型、搬运重量考虑导
这是只有对机器人无所不知的雅马哈才有的贴心设计。
而且水平多关节机器人还配置了区域控制功能,可以根据机械手臂状态,并考虑惯性变化因素,发挥最大性能。
(注 :脉冲列输入时,加减速度也需要由用户设定。)
030
2 多种命令方法
雅马哈控制器可以根据用途选择程序、迹点定位、脉冲列等多种控制方法。
ő ၗตൠ
ႈମ߱ SRC ᅮ႗!Ĕ! ંĕ MOVA 1 , 100
őၗ ) ႈମ߱ BASIC!ᅮ႗ * ő I/O ࢰٞځཤ ő Ⴤ
ERCD ERCX
RDX SR1-X RCX222
RDP SR1-P
RDX/RDP
P.365
ERCD
P.370
ERCX
P.374
SR1-X/SR1-P
P.377
RCX221/ RCX222
P.395
RCX221
RCX240
产品系列 / 选型指南
控制器 Controllers
司 机器人定位控制器
机器人驱动器
有限公 136 TS-S
TS-P
备 d. n 97 设 m c 0 机器人控制器 cs . 81 1轴
TS-X
2轴
RDP
RDX
达自动/化0431- ERCD :/ c 5 3、4轴
ჵ 100% ڡ 1 ࠖٞყڈă
DO 1 , 1
ᅂตൠ 1 ࠖ ONă
WAIT 2 , 1
ؚكLjቊظᅂตൠ 2 ࠖ ONă
司 ႈମ߱ BASIC ᅮ႗Ĕ! ંĕ IF DO(10)=1 THEN ˎEND n MOVE P, P2, STOPON DI(1) =1 公 c WAIT ARM . P3=WHERE 限 m 6 ˎEND: o 3 HOLD
点数
:255 点
输入电源 :AC100V/AC200V
轨寿命,对最大加速度进行自动设定。TS 系列的自定义设定时,可以以
司 TS-X
TS-P
位置检测 :TS-X 绝对式
增量式
TS-P 增量式
半绝对式
TS-S
运行方法 点数 输入电源 位置检测
: 迹点定位
:255 点 :DC24V : 增量式
1. 6. 公 cn 只需指定点号码即可简单操作 限 . TS 系列是只需指定点号码、输入 START 信号的定位控制器。无需编程即 m 6 可进行定位和推进运转。而且,通过进行连续运转,还可以在移动中进行 7. o 3 速度变更。 2. 有 .c 71 价格低 备 d 9 针对迹点定位功能,彻底改善了电路,与以往的机器人控制器相比,大幅 m n 0 降低了成本。与 SR-1 系列相比,实现约 50% 的低价格。 3. 设8.cs .c 81 支持完全绝对式 化 c m - TS-X 系列支持完全绝对式。无须进行原点复位。而且备份用电池装在主机 o 内部,使配电盒更干净。更换时将主机前面的外罩打开即可简单去除 ( 备 动 . c 1 份时间为 1 年)。 4. 自 ww d. 43 2 种形式的推进运转 w m 0 推进运转除了按设定推进力低速运转的普通模式外,还配备了接近目标位 / 置前高速运转、之后减速推进的“减速后推进运转”模式。
. 7 ތቯ࣓ࠞዋᅈӧઢරځĂތቯऋ܍ಠޙݴޑكؿӣă୦ڕჵ BASIC ནӭኳؠࣿؿჸᅂࢩؿರീᅮ႗ăৰჵᄥڈؠࣿװڭዮظኟࣟᅂࡖؿ
备 ࣃݴዮზތكቯഊă
ř!2 ቺರ DRCX დ෪ᅂႈମ߱ SRC ᅮ႗ă
设 md cn 09 őI/O ࢰٞځཤ
ő ଷ֤ળ
春速美h达tt自pa:l动/e/s化w@wc0wc9.s7cm1cd3.5com0.431-8 2ቺ 长网址邮:箱::0s431-81 3ɺ4 ቺ
őၗ !) ႈମ߱!SRC!ᅮ႗ * ő I/O ࢰٞځཤ ő Ⴤ ő ᆷ
őၗ ) ႈମ߱!BASIC!ᅮ႗ * ő I/O!ࢰٞځཤ ő Ⴤ ő ᆷ
当前位置输出功能
以反馈脉冲和二进码数据输出位置数据。据此可以从上级装置实时掌握机 器人的当前位置。还配备了区域输出和输出近旁点号码的点区域输出等功 能。
AC200V 位置检测 : SR1-X 绝对式
下 1 年 )。
SR1-P
SR1-X
增量式
SR1-P 增量式
半绝对式
1. 4. 公司 n 多种命令方法 c 可以从程序、迹点定位、遥控命令、在线命令等各种命令方法中选择最佳方 限 . 法。程序使用 BASIC 格式的雅马哈 SRC 语言。可以执行从单纯动作到 I/O m 6 输出、条件分歧等各种动作。 2. 5. 有 .co 713 I/O 分配功能 备 d 9 通过变更 I/O 的分配,通常程序运行以外,还可以选择根据迹点定位运转、 n 点示教、坐标值指定等跟踪运转。点示教模式下,由于可以根据 I/O 执行 m 0 寸动,即使没有 HPB,也可以从上级装置进行点示教。
cs . 81 ቑ
化 c m - ځDI 1ʢ20ʣON
o ٞ . 1 ࠖ
DI 2ʢ21ʣOFF
动 w c 3 ବ DI 3ʢ22ʣON
ٞฮদ
P5 ቑځ
自 ww d. 04 PLC
ಭڈဪࠖ
/ m ԃਁI/O
达 s ՠዓ! CC-Link DeviceNet
ರ
:/ c 5 ൜߮ᅂۗॣବװජࣃරһቑځٞࠖବLjตൠಭڈဪࠖࡄLjᇏቑځٞყ 美 p c 3 ڈăರՁ྇၍ӣLj෯षٞฮদࣁৰڈዮă
机器人控制器是雅马哈机器人的专用设计。对机器人动作所需的增益等伺服参数已预设最佳值。无需繁琐的设定和控制方面的知识、
电 经验,立即可以动作。
加减速度设定简单
加减速度是左右机械寿命的重要系数。设定过高的加速度会缩短机械寿命,过低则不能发挥马达效率,延长产距时间。雅马哈机器人
控制器按机型、负载重量等细致规定了加减速度。只需设定搬运重量参数,即可自动设定考虑了机械寿命和马达功率的最佳加减速度。
FLIP-X PHASER
原点复位功能
设有原点复位专用输入,无需配备复杂的编程,即可自动进行原点复位 ( 用 户可以组装序列器 )。
模拟输出功能
备有 2 频道模拟监视输出端子。 用参数可以选择速度检测值、转矩命令值、速度命令值、速度偏差、电流值、 命令脉冲频率、再生制动使用率。
小巧
H160×W57×D130mm 的小巧设计。与本公司以往产品相比,体积实现
ERCX
SR1-X
SR1-P
RCX221
RCX222
5 ~ 8 轴 通过 YC-LINK,在 4 轴控制器上连接 1 轴控制器
DRCX
春速:美httpales@1c09713 RCX240/RCX240S 长网址 箱:s 31-8 雅马哈控制器的特点 邮 :04 1 简单、最佳的设置
话 参 数 设 定 简 单
※ 也有部分机型不支持的网络。
● TS 系列、RD 系列、SR1 系列、RCX 系列采用控制电源和动力电源分离的双电源方式。 ● 支持 EU ( 欧洲 ) 安全标准 CE 标记,在国外也可放心使用。TS 系列 (TS-S 除外)、SR1 系列、RCX 系列支持第 4 类安全分类。
有关各控制器的详细功能,请参阅 P.349 起的控制器详细说明页。
动作情况可一目了然的 LCD 显示屏
TS-X/P 系列可选配主机一体式 LCD 显示屏。对动作情 况、当前位置、速度、载荷比等一目了然。
RDX/RDP 速美h达ttp:/es@cc9s7135 〈机器人驱动器〉
P.365
长网春址: :sa3l1-810 4. RDX