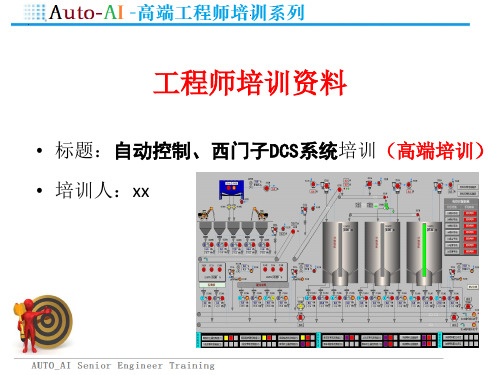
西门子S7-400系统概述培训(高端培训)
SIMATIC S7-400系统概述培训(高端培训)
红色 接口子模块2故障
14
信号模块
Ø 数字量信号模块 Ø 模拟量信号模块
2020-6-10
15
Ø 数字量输入模块(DI)
功能:用来接收从按钮、选择开 关、数字拨码开关、限位开关、 压力继电器等来的开关量输入 信号,例如主汽门开到头、关 到头的反馈状态,循环水泵的 运行状态等
类型:直流16点数字量输入模块 和直流32点数字量输入模块
信号,执行用户程序,刷新系统
的输出;存储器用来存储程序和
数据。
CPU 414-2 X2 34
414 - 2XG00 - 0AB0
INTF DP EXTF
INTF EXTF BUSF
FRCE CRST
RUN STOP CRST WRST
RUN-P RUN
STOP CMRES
X3
X1
EXT.-BATT. 5...15V DC
EXTF
红色 外部故障,例如电源故障,模 块故障
FRCE 黄色 有输入\输出处于被强制的状态
RUN STOP BUS1F
2020-6-10
绿色 黄色 红色
运行模式
停止模式
MPI/PROFIBUS-DP接口1的总 线故障
13
Ø 状态与故障显示LED
指示灯 BUS2F
MSTR REDF RACK0
RACK1
2020-6-10
19
Ø 模拟量输入模块(AI)
功能:模拟量输入模块用来接收电位器、 测速发电动机和各种变送器提供的连续变 化的模拟量电流电压信号。例如蒸汽温度, 蒸汽压力,引风门反馈位置等。
IFM1F IFM2F
2020-6-10
颜色
说明
红色 MPI/PROFIBUS-DP接口2的总线 故障
2024版西门子PLC培训教材

•PLC基础概念与原理•西门子PLC硬件组成与选型•西门子PLC编程软件与编程语言•西门子PLC通信网络技术•西门子PLC控制系统设计实践•西门子PLC培训总结与展望PLC基础概念与原理PLC (Programmable Logic Cont…一种数字运算操作的电子系统,专为在工业环境应用而设计的。
要点一要点二发展历程从最初的顺序控制到现在的复杂过程控制,PLC 技术不断发展,功能日益强大。
PLC 定义及发展历程工作原理与特点工作原理PLC采用循环扫描的工作方式,执行用户程序并控制输出。
特点可靠性高、编程方便、组态灵活、安装方便、运行速度快等。
应用领域及市场需求应用领域PLC广泛应用于工业自动化领域,如机械制造、电力、交通、环保等。
市场需求随着工业自动化程度的提高,对PLC的性能和功能要求也越来越高。
0102 03S7-200 SMART系列经济型PLC,适用于小型自动化项目。
S7-300/400系列中高端PLC,适用于中大型自动化项目,具有强大的通信和扩展能力。
S7-1200/1500系列高端PLC,采用模块化设计,支持多种编程语言和通信协议,适用于复杂的自动化控制系统。
西门子PLC产品系列介绍西门子PLC硬件组成与选型硬件基本构成CPU模块电源模块输入模块输出模块通信模块负责执行程序指令,处理数据,控制输入输出等操作。
为PLC系统提供稳定可靠的直流电源。
将外部信号转换为PLC内部可识别的数字信号。
将PLC内部数字信号转换为外部设备可识别的控制信号。
实现PLC与其他设备或系统之间的数据通信。
电源模块功能具备过压、欠压、短路等保护功能,确保PLC 系统稳定运行。
CPU 模块功能具备高速处理能力,支持多种编程语言,内置丰富的指令集和函数库,提供实时时钟、中断处理等功能。
输入模块功能支持多种输入信号类型,如开关量、模拟量等,具备滤波、隔离等功能,提高信号抗干扰能力。
通信模块功能支持多种通信协议和接口类型,实现与上位机、触摸屏、变频器等设备的通信连接。
S7-400H培训资料-系统信息及诊断原理和应用
第5章S7-400H系统信息及诊断在生产控制中,通常需要对S7-400H系统的信息和状态进行监控,例如监控CPU的主从状态、操作状态、DP从站与主站的通信状态等信息。
在程序中可以通过对状态的判断进行必要的操作,也可以将系统信息上传到HMI,便于操作及维护人员监控。
通过功能块可以将系统信息读出,下面介绍读取不同系统信息调用功能块的方法。
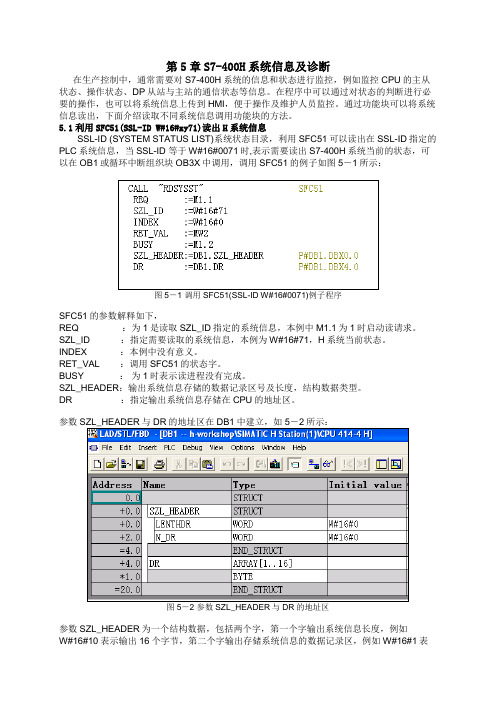
5.1利用SFC51(SSL-ID W#16#xy71)读出H系统信息SSL-ID (SYSTEM STATUS LIST)系统状态目录,利用SFC51可以读出在SSL-ID指定的PLC系统信息,当SSL-ID 等于W#16#0071时,表示需要读出S7-400H系统当前的状态,可以在OB1或循环中断组织块OB3X中调用,调用SFC51的例子如图5-1所示:SFC51的参数解释如下,REQ :为1是读取SZL_ID指定的系统信息,本例中M1.1为1时启动读请求。
SZL_ID :指定需要读取的系统信息,本例为W#16#71,H系统当前状态。
INDEX :本例中没有意义。
RET_VAL :调用SFC51的状态字。
BUSY :为1时表示读进程没有完成。
SZL_HEADER:输出系统信息存储的数据记录区号及长度,结构数据类型。
DR :指定输出系统信息存储在CPU的地址区。
参数参数SZL_HEADER为一个结构数据,包括两个字,第一个字输出系统信息长度,例如W#16#10表示输出16个字节,第二个字输出存储系统信息的数据记录区,例如W#16#1表示数据记录区为1。
参数DR为存储系统信息的地址区,数据类型为指针,长度必须大于参数SZL_HEADER第一个字输出的信息长度。
本例中当M1.1为时,读取的系统信息存储在DB1.DBB4~DB1.DBB20 16个字节中。
用户可以对16个字节长度的系统信息进行分析和处理,系统信息内容如下:内容长度含义Redinf 2 bytes 冗余信息W#16#0011:单机 H CPU运行W#16#0012:H系统2备1运行Mwstat1 1 byte 状态字节1Bit 0:保留Bit 1:保留Bit 2:保留Bit 3:保留Bit 4:机架0中CPU的状态=0:从 CPU=1:主 CPUBit 5:机架1中CPU的状态=0:从 CPU=1:主 CPUBit 6:保留Bit 7:保留Mwstat2 1 byte 状态字节2Bit 0:同步连接状态 01:CPU 0 和CPU 1同步=0:不可能=1:可能Bit 1: 0Bit 2::0Bit 3:保留Bit 4:=0:CPU没有在机架0=1:CPU在机架0上(冗余模式: bit 4 = 0)Bit 5:=0:CPU没有在机架1=1:CPU在机架1上(冗余模式: bit 5 = 0)Bit 6:保留Bit 7:主从切换是否从新使能=0:否=1:是Hsfcinfo 2 bytes SFC 90 "H_CTRL"状态字Bit 0:=0:从新使能没有激活=1:从新使能激活Bit 1:=0:从站Updating使能=1:从站Updating没有使能Bit 2:=0: Link-up 模式没有使能=1: Link-up 模式使能Bit 3:保留Bit 4:保留Bit 5:保留Bit 6:保留Bit 7:保留Bit 8:保留Samfehl 2 bytes 保留Bz_cpu_0 2 bytes CPU在机架0的模式W#16#0001:停止 (update)W#16#0002:停止 (reset memory)W#16#0003:停止(self-initialization)W#16#0004:停止(internal)W#16#0005:启动(cold restart)W#16#0006:启动(warm restart)W#16#0007:启动(hot restart)W#16#0008:运行(solo mode)W#16#0009:运行(redundant mode)W#16#000A:HOLD模式W#16#000B:LINK-UP模式W#16#000C:UPDATE模式W#16#000D:故障W#16#000E:自检测W#16#000F:没有开机Bz_cpu_1 2 bytes CPU在机架1的模式(与 bz_cpu_0相同)Bz_cpu_2 2 bytes 保留Cpu_valid 1 byte 信息变量 bz_cpu_0 和 bz_cpu_1有效性B#16#01: bz_cpu_0 有效B#16#02:bz_cpu_1 有效B#16#03: bz_cpu_0 和 bz_cpu_1 有效hsync_f 1 byte 连接质量的状态 (只有mwstat2 bit 0为1时有效)●Bit 0:上部插孔的同步模块光纤连接质量被限制●Bit 1:下部插孔的同步模块光纤连接质量被限制Bit 2 到 7: 05.2利用SFC51(SSL-ID W#16#xy75)读出H系统可切换DP从站的信息当SSL-ID 等于W#16#0C75时,表示需要读出S7-400H系统可切换DP从站(ET200M)的状态,SFC51可以在OB1或循环中断组织块OB3X中调用,调用SFC51的例子如图5-3所示:与读取SSL-ID W#16#xy71的方法相同,参数SZL_ID变成W#16#C75,参数INDEX为从站的诊断地址,例如从站诊断地址为8181,转换十六进制为W#16#1FF5。
西门子S7-300 400高级编程培训教材 STEP_7中的数据类型和变量
SIMATIC S7
Siemens AG 2001. All rights reserved.
Date: File:
2013-7-1 PRO2_05E.5
SITRAIN Training for
Automation and Drives
复杂数据类型的重要性
“更好地”构造数据: 适合于任务 具有“适当的”数据类型
Motor: STRUCT Set_speed: Enable: Disturbance: END_STRUCT REAL BOOL BOOL Actual_speed: REAL
在块调用中 数据传输的精简形式: 一个参数传送“多个”数据项 使结构化编程成为可能 仅通过参数便实现 块间“通信” 软件可重用性
COUNTER
16
BLOCK_FB BLOCK_FC BLOCK_DB BLOCK_SDB Pointer
16
48
ANY
80
SIMATIC S7
Siemens AG 2001. All rights reserved.
Date: File:
2013-7-1 PRO2_05E.8
SITRAIN Training for
LD for OB1
LD for FB1
LD for OB1
LD for FB1 LD for FC5
LD for OB1
LD for FB1
LD for OB1
LD for OB1
LD for OB1
LD for FC10 free free free
free
free free
free
如:256个字节
Siemens AG 2001. All rights reserved.
西门子S7-300 400高级应用编程技术课程
西门子S7-300/400高级应用编程技术课程一、培训时间:5天、老师边讲、学员边练习,每个学员自带电脑二、课程大纲第一天: S7-300/400的编程语言、编程元件及指令系统讲解;STEP7软件的使用方法,S7-PLCSIM仿真软件在程序调试中的应用等;顺序控制梯形图的设计方法与技巧,顺序控制功能图语言S7 Graph的应用;【主办单位】中国电子标准协会【咨询热线】0 7 5 5 – 2 6 5 0 6 7 5 7 1 3 7 9 8 4 7 2 9 3 6 李生【报名邮箱】martin# (请将#换成@)第二天:讲解西门子S7-300/400 PLC各种特殊功能模块的应用,常用的模拟量处理,比如温度,压力,流量,A/D,D/A转换,PID调节等功能。
工程案例分析。
第三天:讲解西门子PLC包含S7-200/300/400的定位控制功能,PLC和伺服,步进等设备的连接,编码器的原理,伺服电机单轴、多轴的控制案例分析。
第四天:讲解西门子PLC包含S7-200/300/400的通信控制功能,S7-300/400与ET200分布式I/O 通信,西门子PLC和各种品牌变频器、智能仪表的通信,Profibus通信,以及常用的Modbus ASCII通信协议,Modbus RTU的通信协议。
第五天;讲解PLC,变频器,伺服,触摸屏在实际工程中综合应用的案例分析,电路设计等。
三、老师介绍程老师男,高级技师。
有着多年的职业教育经验,主要研究是自动控制技术,擅长三菱、西门子系列PLC、变频器、伺服等应用。
2009年广州市人社局授予“广州市技术能手”称号。
2011年公派德国学习交流,学习德国先进职教理念。
2013年广州市人设局授予“广州市机电一体化专业带头人”。
2014年7月,被广州市人设局派往清华大学进修学习。
本人在工控应用领域,教学成果显著,从2008年开始开发系列的视频教程,这些教程由浅到深,通俗易懂,因此在现在工控应用领域有一定的影响力,讲解的视频教程有三菱FX系列,三菱Q系列,西门子200系列,西门子300/400系列共20多个教程。
西门子S7-400 DCS培训
现场组态的方法
什么是PLC ? PLC能用于过程 控制吗?
PLC 就 是 可 编 程 逻 辑 控 制 器 。 Programmable logic controller. 早期的PLC只是用来完成一些电气逻辑 控制和开关量,现在的PLC在性能上, 特别是对模拟信号的处理能力上已经大 大提高,因此现在PLC是可以用于过程 控制的。
PLC即可编程控制器,例如西门子。
◦ PLC分为固定式和组合式(模块式)两种。固定式 PLC包括CPU板、I/O板、显示面板、内存块、电 源等,合成一个不可拆卸的整体。模块式PLC包括 CPU模块、I/O模块、内存、电源模块、底板或机 架,这些模块可以按照一定位置放置。 ◦ 可靠性高,抗干扰能力强。 ◦ 易学易用,深受工程技术人员欢迎。梯形图语言 的图形符号与表达方式和继电器电路图相当接近, 编程语言易于为工程技术人员接受。
安全栅坏或 断电
阀门坏或者 变频器故障
注:对于单个执行器(变频器)不动作的情况,应该立即联系操作人员将调节阀走旁路,
变频器改为手动调节,再判断是现场问题还是控制系统问题。
若问题出现在造气系统,应该考虑可能是因为继电器坏、插件接触不良引起的。
故障控制措施
控制器单元管理
◦ 严格保持主、从控制器版本一致 ◦ 定期巡检,记录控制器工作状态
什么是DCS ,DCS有什么特点?
DCS是分布式控制系统的英文缩写 (Distributed Control System), 在国内自控行业又称之为集散控制系统。 DCS是计算机技术、控制技术和网络 技术高度结合的产物。 操作采用计算机操作站,通过网络与控 制器连接,收集生产数据,传达操作指 令。 因此,DCS的主要特点归结为一句话 就是:分散控制集求操作人员根据其它控制点精心操作,必要时启动应急预案。
西门子PLC400系统应用及维护培训

400PLC应用与维护
热轧板材电气
41..51
维护: 更换风扇部件中的风扇
1. 用一字螺丝刀将风扇组前端的两个速释锁 扣逆时针旋转1/4。
2. 双手抓住底座,轻微下压,将它从风扇组 脱离。
400PLC应用与维护
热轧板材电气
3. 拇指压下要更换的风扇的把手使其脱离底座。 4. 拖出旧风扇,插入新风扇到位;装回底座。 5. 用螺丝刀将两个速释锁顺时针转1/4,锁紧。 6. 使用针状物件压RESET按钮,故障灯灭后风
订货号及固件,随时间发展而更新变化。 CPU417比412有更多的内存(建立更多的FB,OB),更高的运行速度。
400PLC应用与维护
11..21
400PLC 简介: 型号
S7-400的特殊型号
应用于特殊场景: • S7-400H,用于需要容错能力的应用。如:发电、配
送电、化学工业、采矿及运输等。 • S7-400F,用于故障安全的应用,集成了自动化功能
400PLC应用与维护
热轧板材电气
41..31
维护: 更换CPU模块
• 拆除旧CPU模块
1. 保存用户程序及配置数据。 2. 设置CPU模式开关为STOP。 3. 设置电源模块的standby开关为 (0V输出)。 4. 移除CPU上的盖板。 5. 拆除MPI连接器。 6. 拆除EXT.BATT.插槽上的连接器。 7. 移除内存卡。 8. 松开CPU模块的固定螺丝,摇动CPU模块拆出。
扇开始旋转。
41..61
维护: 更换风扇部件的过滤
热轧板材电气
1. 用一字螺丝刀将风扇组前端的两个速释锁扣逆时针旋 转1/4。
2. 双手抓住底座,轻微下压,先向前而后向上以一定的 角度将它从风扇组拖出。
SIMATIC-S7-400及软件培训(工程师培训)

所创建的项目,项目名:My_Prj2
4.插入S7-300工作站
在My_Prj2项目内插入S7-300工作站:SIMATIC 300(1)
5.硬件组态
点击硬件目录工 具,显示硬件目录
硬件组态窗口 展 开 SIMATIC 300 硬 件 目 录 , 双 击 Rack-300 子目录下的 Rail 插入一个导轨
设置数字量输入模块的起始地 址
设置数字量模块属性
编译硬件组态(完成后的窗口) 系统自动创建程序文件夹 包含一个循环组织块OB1
6分布式系统组态
①组态主站模式
在STEP7 中生成一个 新的项目
插入一个 S7-300站
硬件组态窗口
在硬件组态中插入导轨电源、CPU315-2 DP
单击 新建
修改传输率和配置文件
⑤机架扩展
一个S7-300站最多可以有一个主机架(0号机 架),三个扩展机架(1-3号机架)。主机架和 扩展机架通过接口模板(IM)连接。
机架扩展有以下两种情况: ●只有一个扩展机架式,主机架(0)和扩展机架(1)
的3号槽中都使用IM365连接。
●有1到3个扩展机架式,主机架(0)的3号槽中使用 IM360,扩展机架1-3的3号槽中用IM361连接。
培训资料
• 名称:SIMATIC-S7-400及软件培训(工程师培训) • 所属班组:xx • 汇报人:xx
主要内容:
S7-400简介
一、 S7-400硬件 二、 PCS7软件的安装 三、 SIMATIC管理器
② ③
①
S7-300数字量模块位地址的确定
0号机架的第一个 信号模块槽(4号 槽)地址为0.0~ 3.7,一个16点的 输入模块只占用地 址0.0~1.7,地址 2.0~3.7未用。数 字量模块中的输入 点和输出点的地址 由字节部分和位部 分组成。 例如I0.0。
2024年度西门子PLC基础培训s7

2024/3/24
26
TIA Portal软件安装与授权管理
在TIA Portal中进行授权文件的导入。
2024/3/24
管理授权,包括查看授权状态、添加 或移除授权等。
27
编程界面介绍及基本操作方法
菜单栏
提供文件操作、编辑、视图等功能。
工具栏
常用功能的快捷按钮。
2024/3/24
28
编程界面介绍及基本操作方法
设计目标
实现电梯的楼层定位及显示功能,确保乘 客能够准确了解电梯当前位置和运行状态。
主要控制功能
电梯的楼层定位、楼层显示、上下行指示 等。
PLC编程要点
使用数字量输入模块读取电梯位置传感器 的信号,通过逻辑判断实现楼层定位和显
示。
2024/3/24
操作演示
在PLC模拟器上展示电梯楼层定位及显示 系统的工作过程,验证控制逻辑和显示效 果的准确性。
项目树
显示项目结构,方便导航和编辑。
编程区
编写和编辑程序的主要区域。
2024/3/24
29
编程界面介绍及基本操作方法
01
02
03
04
创建新项目
选择PLC型号、设置项目名称 等。
打开现有项目
浏览并打开已保存的项目文件。
保存项目
将当前项目保存到指定位置。
编译与下载程序
检查程序错误,将程序下载到 PLC中。
应用领域
2024/3/24
9
S7-200 SMART特点及应用领域
01
小型自动化设备 2024/3/24
02
工业控制系统
03
04
楼宇自动化 10
物流和仓储系统
西门子s7-300 400课程教学内容(附西门子plc基本指令功能介绍)
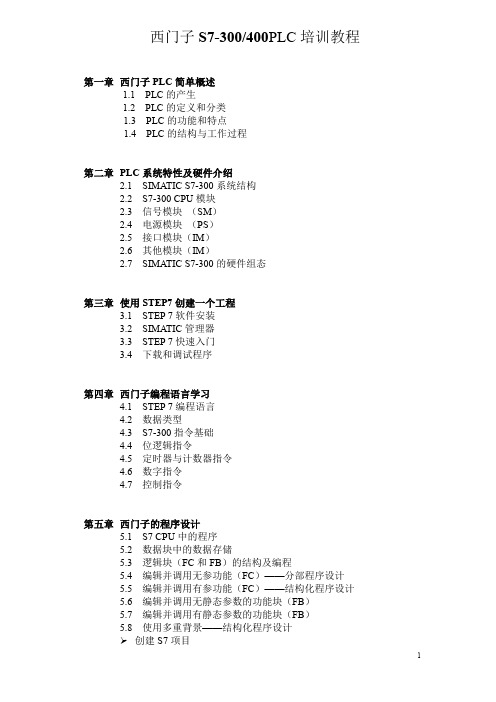
西门子S7-300/400PLC培训教程第一章西门子PLC简单概述1.1 PLC的产生1.2 PLC的定义和分类1.3 PLC的功能和特点1.4 PLC的结构与工作过程第二章PLC系统特性及硬件介绍2.1 SIMATIC S7-300系统结构2.2 S7-300 CPU模块2.3 信号模块(SM)2.4 电源模块(PS)2.5 接口模块(IM)2.6 其他模块(IM)2.7 SIMATIC S7-300的硬件组态第三章使用STEP7创建一个工程3.1 STEP 7软件安装3.2 SIMATIC管理器3.3 STEP 7快速入门3.4 下载和调试程序第四章西门子编程语言学习4.1 STEP 7编程语言4.2 数据类型4.3 S7-300指令基础4.4 位逻辑指令4.5 定时器与计数器指令4.6 数字指令4.7 控制指令第五章西门子的程序设计5.1 S7 CPU中的程序5.2 数据块中的数据存储5.3 逻辑块(FC和FB)的结构及编程5.4 编辑并调用无参功能(FC)——分部程序设计5.5 编辑并调用有参功能(FC)——结构化程序设计5.6 编辑并调用无静态参数的功能块(FB)5.7 编辑并调用有静态参数的功能块(FB)5.8 使用多重背景——结构化程序设计创建S7项目硬件配置编写符号表规划程序结构搅拌控制系统程序设计——使用模拟量。
交通信号灯控制系统程序设计。
案列分析第六章利用WinCC flexible软件创建工程系统6.1软件安装6.2 现场软件操作和运用我们对学员的要求和排课计划第1章我们让我们的学员对西门子PLC有一个空间概念的理解,第2章中我们详细分析西门子PLC的整个硬件架构,和如何在软件中实现硬件组态。
第3章中我们开始给学员自己安装编程软件,以及自己创建工程项目,通过这样让学员对STEP 7编程软件有个熟悉,以及课后让学员自己动手练习,熟悉该软件。
第4章中我们会给学员详细的介绍西门子S7-300中的编程语言,并通过简单程序事例说明其具体含义第5章是关键一章节,我们在前面4章的基础上,详细介绍S7-300中的各个功能块,同时通过让学员自己动手创建两到三和新项目(涵盖了时间,计数,逻辑,中断,模拟量的控制等等内容),同时让每位学员自己上传下载,调试自己的程序。
S7-300、400授课
3)模式选择开关 RUN 模式, CPU 执行用户程序。 STOP 模式, CPU 不执行用户程序。 MRES,CPU 存储器复位,带有用于CPU 存储器复位的按钮功 能的模式选择器开关位置。通过模式选择器开关进行CPU 存 储器复位需要特定操作顺序。 复位存储器操作:通电后从STOP 位置扳到MRES 位置, “STOP”LED 熄灭1s,亮1s,再熄灭1s 后保持亮。放开开关, 使它回到STOP位置,然后又回到MRES,“STOP”LED 以2Hz 的频率至少闪动3s,表示正在执行复位,最后“STOP”LED 一直亮。
第二部分 PLC的故障诊断
一、STEP7程序的在线调试及程序错误的诊断 二、 S7-200高级应用与案例分析 三、PID、位置控制和高速输入
第三部分 以太网通信
1、工业以太网通信简介 2、S7-200 PLC的以太网通信 3、S7-200 系列PLC与S7-300系列PLC间的以太网通信 4、S7-1200 PLC的以太网通信 5、S7-200系列PLC与S7-1200系列PLC间的以太网通信 6、S7-1200系列PLC与S7-300系列PLC间的以太网通信 7、S7-300/400系列PLC的以太网通信
第一部分 PLC应用编程
一、中国工控的现状 1、工业发展大趋势—工控的地位 ★国民经济的高速发展要靠工业化
★工业的高速发展要靠机械化
★机械化的水平提高要靠自动化
★工业自动化的核心产品是自动化产品
★工控是经济高速发展的火车头
★自动化企业是中国发展的根本
2、工业发展大趋势—客户困境 ★长期被洋品牌欺负,接受苛刻的条件
二、几个重要的电话和网站
1、免费咨询电话 西门子:4008104288 三菱:4008213030 2、有用的网站 1)西门子(中国)有限公司工业业务领域工业自动化与驱动技术
西门子S7-300 400高级编程培训教材-PPT文档资料27页
Date: File:
2019/11/26 PRO2_06E.7
SITRAIN Training for
Automation and Drives
调用(主调)功能的特点
CALL指令
指令为宏指令
寄存器内容可能会被覆盖掉,甚至是DB寄存器
请注意B堆栈中内容的解释
调用之后,可能会打开另一个DB
数据块(DB)
- 结构化的局部数据存储(背景数据块DB) - 结构化的全局数据存储(在整个程序中有效)
系统功能块(SFB) - FB(具有存储空间),存储在CPU的操作系统中并可由用户调用
系统功能(SFC)
- FB(无存储空间),存储在CPU的操作系统中并可由用户调用
系统数据块(SDB) - 用于配置数据和参数的数据块
在一个FB调用过程中的参数传递
IB0 1 0 0 1 0 0 1 0
1
QB8 1 0 0 1 0 0 1 0 ...
OB1 程序执行
CALL FB10, DB16
Start Stop Motor_on Speed :
:=I 0.4 :=I 0.0 :=Q8.1 =QW12
块参数
实际参数
3
BLD = TDB OPN TAR2 A = A = LAR2 UC LAR2 A = L T TDB BLD
3 L 24.0
DI 16 LD 20 I 0.4 DIX 0.0 I 0.0 DIX 0.1 P#DBX 0.0 FB 10 LD 20 DIX 2.0 Q 8.1 DIW 4 QW 12
4
DB16 .. .. .. .. .. .. 0 1 .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. 1
西门子S7-300 400高级编程培训教材
功能及功能块中的参数声明
"Motor"
EN
ENO
Start
地址 声明 名称 类型 初始化值 ... 0.0 输入 Start BOOL FALSE 0.1 输入 Stop BOOL TRUE 2.0 输入 Speed INT 0 2.0 输出 Motor_on BOOL FALSE 8.0 输出 Setpoint INT 0 10.0 输入/输出 EMER_OFF BOOL FALSE ... 静态 ... ... ... ... 临时 .. ... ...
CALL #Punch . CALL #Guard
... ...
CALL FB10, DB10
Press_1的数据
传送带的数据
Press_1. Guard
Press_2. Punch
Press_2. Guard
Press_2的数据
FB10的数据
Press_1. Punch
多个实例只需要 一个 DB 在为各个实例创建“private” 数据区时,无需任何额外的管理工作 多重背景模型使得“面向对象的编程风格”成为可能(通过“集合”的方式实现可重用性) 最大嵌套深度为8级
Q20.5 Q20.6 Q9.0 QW12
. . . Q8.2 Q8.3 I 0.2 I 0.3 I 16.6 I 16.7
多重背景模型的结构
FB10
钻床数据
FB10的背景DB
CALL Drill . CALL Motor_1 . CALL Motor_2
DB10
... stat Drill FB1 stat Motor_1 FB2 stat Motor_2 FB2
FB1 “Station” 的工作原理
自动控制、西门子DCS系统入行培训(高端培训)
运
突
输
发
、
事
仓
件
储
化工厂工人的现场操作要领
• 现场操作内容包括:
1.检查各调节阀是否工作正常 2.检查各仪表、变送器显示与现场表是否相同 4.检查维护各运转设备 5.听从主操作手指挥,进行系统的开停车操作及正常操作。
• 1.各调节阀的检查 气动调节阀首先检查仪表空气是否有压力,
二)离心泵的启动 (1)泵入口阀全开,出口阀全关,启动电机,全面检查机泵的运 转情况。 (2)当泵出口压力高于操作压力时,逐步打开出口阀,控制泵的 流量、压力。 (3)检查电机电流是否在额定值以内,如泵在额定流量运转而电 机超负荷时应停泵检查。
一)手动模式 (1)泵启动权限为现场操作人员; (2)相关的压力、液位等过程值的监测、控制为现场操作人员; (3)泵停止权限为现场操作人员; (4)主控室的操作人员可实时监控压力、液位 等过程值,及泵的运行状态;
A(红底白字),过程值报警(警告操作人员,需要采取措施) W(黄底黑字),过程值警告(提示操作人员,现场检查并确认)
HH:高高限报警 H:高限报警 L:低限报警 LL:低低限报警
异常报警发生时主操作应及时将报警记录在交接班记录台账上,并采取处理 措施;具体分工如下:
1)主操作负责异常报警的记录,记录内容为:报警位号、报警内容、报警 时间、报警类别等,同时将报警信息立即汇报给该工段的当班班长;并与班长 、运行工程师、技师等有生产经验的岗位其他员工一同对异常报警原因进行初 步分析,并采取适当处理措施进行调整。
应用自动控制技术有利于将现场操作人员从
复杂、危险、繁琐的劳动环境中解放出来并大 大提高控制效率。
三、什么是DCS?
DCS是分散控制系统(Distributed Control System)的简称,国内一般习惯 称为集散控制系统。它是一个由过程控 制级和过程监控级组成的以通信网络为 纽带的多级计算机系统,综合了计算机、 通讯、显示和控制等4C技术,其基本思 想是分散控制、集中操作、分级管理、 配置灵活、组态方便。
PLCS7400基础知识优秀课件
S7-400基础知识培训
5、功能模块FM;
用于进行复杂旳、主要旳但独立于CPU旳过程,如:计算、位置 控制和闭环控制。
S7-400基础知识培训
6、接口模块IM;
接口模块将各个机架连接在一起。不同型号旳接口模块可支持机架扩 展或PROFIBUS DP连接。置于3号机架,没有接口模块时,机架位置为 空;
S7-400基础知识培训
指示灯含义
S7400CPU: INTF 红色,内部故障,例如顾客程序运营超时,顾客程序
错误。 EXTF 红色,外部故障,例如电源故障,I/O模板故障。 FRCE 黄色,至少有一种I/O被强制时点亮。 RUN 绿色,运营模式。 STOP 黄色,停止模式。 BUS1F 红色,MPI/PROFIBUS-DP接口1旳总线故障。 BUS2F 红色,MPI/PROFIBUS-DP接口2旳总线故障。 MSTR 黄色,CPU运营。 REDF 红色,冗余错误。 RACK0 黄色,CPU在机架0中。 RACK1 黄色,CPU在机架1中。 IFM1F 红色,接口子模块1故障。 IFM2F 红色,接口子模块2故障。
S7-400基础知识培训
S7-400基础知识培训
4、通讯模块CP;
模块化旳通讯处理器经过连接各个SIMATIC站点,如:工业以太网, PROFIBUS或串行旳点对点连接等。 后三个模块在机架上能够任意放置,系统能够自动分配模块旳地址。 需要阐明旳是,每个机架最多只能安装8个信号模块、功能模块或通讯模块。 假如系统任务超出了8个,则能够扩展机架(每个带CPU旳中央机架能够扩展3 个机架)。
信号模块是控制器进行过程操作旳接口。许多不同旳数字量和模拟 量模块根据每一项任务旳要求,精确提供输入/输出。数字量和模拟量模 块在通道数量、电压和电流范围、电绝缘、诊疗和警报功能等方面都存 在着差别。S7-400 信号模块不但是能够在中央机架扩展,而且能够经过 PROFIBUS DP 连接到 S7-400 中央控制器。支持热插拔,这使更换模 块变得极其简朴。
高级SIEMENS PLC培训系统:高端SIEMENS PLC和HMI编程说明书

Highlights• Compact, rugged, and portable system• State-of-the-art industrial components• Detailed learning activities based on realistic applica-tions• Troubleshooting exercises Hands-on experience on Siemensindustrial control equipmentProgrammable logic controllers(PLC) are the brains of complexautomated production lines andprocess automation systems, andmust be properly programmed toensure safe and reliable opera-tion. This requires a strong famili-arity with the specifi cs of the pro-gramming environment and lan-guages.For students, practicing thetechniques on real PLCs is neces-sary training for effi cient prepara-tion for the workplace.The Advanced PLC TrainingSystem offers structured learningactivities to acquire hands-onprogramming experience onSiemens industrial controlequipment.Benefi ts• Develop industry-relevantskills for successfully perfor-ming automation and mainte-nance tasks.• Work with Siemens softwareand hardware that are com-monly used in industrial envi-ronments.• Rely on comprehensive lear-ning resources.Festo Didactic SERechbergstraße 373770 Denkendorf GermanyPhone: +49/711/3467-0Fax: +49/711/34754-88500************.com Festo Didactic Inc.607 Industrial Way West Eatontown, NJ 07724USAPhone: +1-732-938-2000Toll Free: +1-800-522-8658Festo Didactic Ltée/Ltd 675, rue du CarboneQuébec (Québec) G2N 2K7CanadaPhone: +1-418-849-1000Toll Free: +1-800-522-86588 e n 09/2018 F e s t o D i d a c t i c S EThrough programming of realis-tic PLC application examples, students learn how to establish communication betweendevices, program PLC routines in various languages, and transfer projects to a high-end PLC and HMI.Interdisciplinary training applicationsDuring the exercises, the touch-screen displays an application and simulates corresponding sensors and actuators. The sys-tem itself provides a variety of controls and indicators to inter-act with the PLC.In addition, real PLC applica-tions from the LabVolt Series can also be connected to the system to simulate its inputs and outputs, so that students can control a physical device. A SysLink interface allows con-nection to Modular Production System (MPS®) stations.Turnkey coursewareThe illustrated student manual introduces the necessary the-ory and guides the students step-by-step through the practi-cal activities. Easy-to-read texts, screen captures, dia-grams, review questions, tab-les, etc., contribute to increa-sing student autonomy during lab sessions. An optional E-Learning course is also available.Learning objectives• Become familiar with WinCC (TIA Portal)• Use standard PLC instruc-tions, and understand PLC addressing and operation • Program in four different IEC 61131 languages: ladder (focus), sequential function chart, function block, and structured text. • Design HMI• Practice troubleshooting Featured components• Siemens S7-1200 Controller • 7“ widescreen TP700 Comfort Panel with PROFINET, MPI/PROFIBUS DP , and USB inter-faces• SCALANCE XB005 unmana-ged industrial Ethernet switch • Eight switches induce electri-cal faults during troubleshoo-ting exercises.• A one-seat license of the SIMATIC WinCC (TIA Portal) Engineering Software is inclu-ded.Learning PLC and HMI programming in a tangible and motivating way。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
运行模式
停止模式
MPI/PROFIBUS-DP接口1的总 线故障
14
状态与故障显示LED
指示灯 BUS2F
MSTR REDF RACK0
RACK1
IFM1F IFM2F
2020/1/13
颜色
说明
红色 MPI/PROFIBUS-DP接口2的总线 故障
黄色 CPU处理I/O,仅用于CPU 41X-4H
备注:除非特殊情况,否则在设备运行期 间不进行操作。
2020/1/13
18
数字量输入模块(DO)
功能:开关量输出模块用来控制接触器、 电磁阀、指示灯、数字显示装置和报警装 置等输出设备,例如启动循环水泵,打开和 关闭电动门等。
类型:直流16点数字量输出模块和直流32 点数字量输出模块
供电电压:24V电压
2020/1/13
19
如何判断DO模块是否正常工作?
首先测量模块上是否有24V直流供电电压,若 没有电压,为不正常工作状态,需要检查模块 和线路。
在有24电压的情况下 ,将模块10或20端子和相 应的模块通道短接,模块正常工作状态为相应 通道的指示灯亮起,并且继电器动作,微机上 显示状态正常。
备注:除非特殊情况,否则在设备运行期间不 进行操作。
2020/1/13
20
模拟量输入模块(AI)
功能:模拟量输入模块用来接收电位器、 测速发电动机和各种变送器提供的连续变 化的模拟量电流电压信号。例如蒸汽温度, 蒸汽压力,引风门反馈位置等。
类型:8通道模拟量输入模块,可选择的输 入信号类型有电压型、电流型、电阻型、 热电偶型。
供电电压:24V电压
PS407 CPU414-3 CP 443-1 CP 443-5 CP 443-5
PS307 IM153 CP 443-1
耦合器
+P -P
PS307 IM157
1#
DP/PA DP/PA
2#
耦合器
+P -P
AI AI AI AO
6
PROFIBUS-PA 总线
PLC的处理过程
CPU将输出控制的信息发送到输出模块。
INTF DP INTF
EXTF
EXTF
BUSF
FRCE CRST
RUN STOP CRST WRST
RUN-P RUN
STOP CMRES
X3
X1
EXT.-BATT. 5...15V DC
2020/1/13
12
我厂使用的CPU型号
设备 6号炉 新高温水 新热化 老热化
热网系统
型号 CPU 414H CPU 414H CPU414-3 CPU414-3 CPU414-3
备注 双冗于系统 只有一个CPU
2020/1/13
13
状态与故障显示LED
指示灯 颜 色 说 明
INTF
红色 内部故障,例如用户程序运行 超时
EXTF
红色 外部故障,例如电源故障,模 块故障
FRCE 黄色 有输入\输出处于被强制的状态
RUN STOP BUS1F
2020/1/13
绿色 黄色 红色
红色 冗余错误,仅用于CPU 41X-4H
黄色 CPU在机架0中,仅用于CPU 41X4H
黄色 CPU在机架1中,仅用于CPU 41X4H
红色 接口子模块1故障
红色 接口子模块2故障
15
信号模块
数字量信号模块 模拟量信号模块
2020/1/13
16
数字量输入模块(DI)
功能:用来接收从按钮、选择开 关、数字拨码开关、限位开关、 压力继电器等来的开关量输入 信号,例如主汽门开到头、关 到头的反馈状态,循环水泵的 运行状态等
2020/1/13
4
PLC的系统组成
S7-400属于模块式PLC,主要由机架、CPU模块、
信号模块、功能模块、接口模块、通信处理器、电
源模块和编程设备组成,各种模块都安装在机架上,
如图所示。
2020/1/13
5
去计算机
DI DI DO DO
2020/1/13
PS307 IM153 CP 443-1
PROFIBUS
温度、压力变送器等 2020/1/13
执行器
现场设备等 8
新高温水监控系统组成
PROFIBUS(DP线)
工程师站
SIMATIC S7-400 PROFIBUS
温度、压力变送器等 2020/1/13
执行器
SIMATICБайду номын сангаасS7-300 9
PLC的硬件系统介绍
CPU模块 信号模块 电源模块 接口模块 其他模块
X3
X1
EXT.-BATT. 5...15V DC
11
CPU模块
CPU模块主要由微处理器(CPU 芯片)和存储器组成。在PLC控 制系统中,CPU模块相当于人的 大脑和心脏,它不断地采集输入
信号,执行用户程序,刷新系统
的输出;存储器用来存储程序和 数据。
CPU 414-2 X2 34
414 - 2XG00 - 0AB0
工程师培训资料
• 标题:西门子S7-400系统概述培训(高端培训) • 培训人:xx
目录
第1讲 PLC系统简介 第2讲 S7-400系列PLC的硬件系统介绍 第3讲 S7-400系列PLC的软件系统介绍 第4讲 现场总线仪表
2020/1/13
3
PLC系统简介
PLC的基本概念及应用范围 PLC的系统组成及监控网络的系统组 成
类型:直流16点数字量输入模块 和直流32点数字量输入模块
供电电压:24V电压
2020/1/13
17
如何判断DI模块是否正常工作?
首先测量模块上是否有24V直流供电电压, 若没有电压,为不正常工作状态,需要检 查模块和线路。
在有24电压的情况下, 将模块1或21端子 和相应的模块通道短接,模块正常工作状 态为相应通道的指示灯亮起,并在微机上 显示状态正常。
2020/1/13
10
CPU模块
我厂使用的CPU型号 状态与故障显示LED
2020/1/13
CPU 414-2 X2 34
414 - 2XG00 - 0AB0
INTF DP INTF
EXTF
EXTF
BUSF
FRCE CRST
RUN STOP CRST WRST
RUN-P RUN
STOP CMRES
2020/1/13
CPU将输入信息通过信号模块采集上来。
CP443-5是分担了CPU的通讯负担,将扩展机 架上的信息采集上来通过机架传送给CPU。
利用CP443-1采用工业以太网协议跟计算机通 讯。
2020/1/13
7
热网系统监控系统组成
操作员站
工程师站
工业以太网
西门子交换机
SIMATIC S7-400