西门子802D系统连接(高端培训)
西门子802Dsl培训材料
4.数据备份恢复
Page 18/30
4.数据备份恢复
Page 19/30
4.数据备份恢复
Page 20/30
4.数据备份恢复
Page 21/30
4.数据备份恢复
Page 22/30
4.数据备份恢复
Page 23/30
4.数据备份恢复
Page 24/30
4.数据备份恢复
Page 25/30
Page 14/30
3. 参数介绍
Page 15/30
3. 参数介绍
Page 16/30
3. 参数介绍
参数生效方式: IM - Immediately 立即生效 RE- Reset PO- Power 按复位键生效 重启生效
CF- CONFIG
按刷新键生效
重要NC参数设置: 参见调试手册
Page 17/30
Page 3/30
1.西门子数控系统介绍
SINUMERIK 802S baseline
SINUMERIK 802C baseline
Page 4/30
1.西门子数控系统介绍
SINUMERIK 802D solution line
Page 5/30
1.西门子数控系统介绍
compact strong
802D solution line
Training material
Schedule
1. 西门子数控系统介绍 2. 系统口令 3. 参数介绍 4. 数据备份恢复
5. PLC编程软件Programming Tool
Page 2/30
1.西门子数控系统介绍
SINUMERIK 801 & SINAMICS V60 & 1FL5 Motor
802D系统培训教程
• 简号为2111。
• 选择型号后,在屏幕 左上方显示所选择的 尺的类型。
• 如是普通尺,选择[配 置]。
• 如果是距离编码的尺, 选择[存储]。
• 选择[线性编码器]。 • [等距的零标记]
• 选择电压级5V
• 选择[确认]。
• 升级完成后,将显示 [成功结束装载]的提示,
此时断开再接通机床 主电源。
• 系统启动后,再次进 入[SINAMICS IBM]画 面,选择第二项[装载 驱动出厂设置],并选 择打开。
• 选择[全部组件],然后 选择[启动],
• 出厂设置过程可在屏 幕过程条中显示。
• 出厂设置结束后,将 显示信息提示[组件已
• 在系统初始化过程中, 802DSL系统侧将自动 进行一系列系统复位 操作。
• 初始化结束后,将出 现此对话框,是一些
系统下载文件的提示 信息,选择[否]即可。
• 选择[否]后,将进行再 一次系统重启的操作, 并且软件将自动断开 连接。
• 初始化后,系统将出 现车床的画面,相应 的车床工艺文件及相 应参数,工艺循环等 文件都装载入系统。
• 在802DSL系统端进入 系统画面,选择[机床 数据]。
• 再选择[驱动器数据]。
• 选择后,将出现如图所示 画面,伺服设定的第一步 需要进行固件升级,固件 升级是为了进行各伺服模 块及系统之间的软件匹配, 这步是非常重要的,一般 在初始进行伺服设定时进 行,要求系统和各模块之 间都连接上,一般只做一 次,在进行升级之前,需 要断开伺服的使能,使能 断开后,CU_I(控制单元) 显示10,ALM(电源模块) 显示44。
初始化步骤。
• 将802DSL系统通电, 通电后,经过初始文 件装载后,将出现如 图所示系统启动画面
西门子802D系统机床数据和伺服参数设置(工程师培训)
n四、实训内容
• 1.机床数据的调整 • 1.伺服参数的调试 • 2.伺服参数的优化
n五、实验步骤
• 1、机床数据的调整 查找机床数据进行修改
• 伺服参数的调试
• 步骤一:在断电的情况下(台式电脑要拔 下电源插头!),用RS232电缆连接PC的 COM口与611U上的X471端口。
• 步骤二 :驱动器上电,在611UE的液晶窗口 显示:“A1106”表示驱动器没有数据;R/F 红灯亮;总线接口模块上的红灯亮
2.3 驱动器的配置步骤
步骤一在断电的情况下(台式电脑要拔下电源插头!),用RS232电 缆连接PC的COM口与611U上的X471端口。
步骤二 驱动器上电,在611UE的液晶窗口显示:“A1106”表示驱动器 没有数据;R/F红灯亮;总线接口模块上的红灯亮
步骤三 从WINDOWS的“开始”中找到驱动器调试工具SimoCom U,并 启动;
• 步骤三:从WINDOWS的“开始”中找到驱 动器调试工具SimoCom U,并启动;
• 步骤四:选择连机方式
• 步骤五:进入连接画面后,自动进入参数 设定画
在软件的提示下进行参数的设定:
• 1)定义驱动器的名称,通常可以用轴的名 称来定义,如该驱动器用于X轴我们可以添 入XK7124_X
块; ⑥为单轴功率模块;
⑥ ③
电源模块:有使能端子T64(控制器使能),T63(脉冲使能), T48(功率输出控制),另有T72,T73,T74为系统READY/FAULT 信号输出端子,T51/T52/T53为模块温度报警输出。
其中,T64,T63,T48端子时序关系为:
只有在各使能端加有DC24V电压时,611U单元才能正常工作,READY信号才有 输出,注意:T9端是611单元自带的DC24V。在各功率单元上,还有一个驱动器 使能T663,一般将其与T9端直接短接。电源模块上的信号灯排列如下:其中L1 (红色)为+/-15V故障灯,L2(红色)为5V故障灯(此二种电压通过驱动总线 给611控制模块供电) ,L3(绿色)为无使能指示,L4(黄色)为动力回路 接通指示(此二灯为非故障灯), L5(红色)为供电电网不正常指示,L6 (红色)为直流母线过电压指示,正常情况下,将T48与T9短接L4黄色灯亮, T63,T64与T9短接L3绿色信号灯灭。
802DSL培训资料
802D SL数控系统培训资料一、概述 (3)(一)数控系统SINUMERIK802D sl共有五种类型: (3)(二)SINAMICS S120 DC/AC 多轴驱动器概述: (3)二、NC数控系统 (4)三、驱动部件 (5)(一)电源模块 (5)(二)电机模块 (6)(三)电抗器及滤波器 (7)(四)伺服电机 (7)四、系统连接 (8)(一)SINUMERIK802D sl PCU (8)(三)机床控制面板(Machine Control Panel) (13)(四)外置编码器接口模块用于连接直接测量系统 (14)(五)将驱动器 SINAMICS 连接到 DRIVE-CLiQ 接口上 (14)(六)伺服驱动系统 (15)1. 电源模块和电机模块上指示灯的含义 (15)2. SINAMICS S120 书本型驱动器的电源模块、电机模块均需要外部24V 直流供电163. 书本型电源模块接线图 (16)4. 装机装柜型BLM和ALM接线图 (18)(七)电机伺服模块 (20)1. 书本型电机模块接线图 (20)2. 装机装柜型电机模块接线图 (21)五、系统各部件连接图 (22)(一)802D sl pro和plus 版本连接图 (22)(二)802D sl value 版本连接图 (23)(三)MCPA 模块的 SINUMERIK 802D sl连接图 (24)六、操作说明 (26)(一)按键含义 (26)(二)操作区域 (28)(三)系统操作 (30)(四)数据备份 (45)(五)PLC诊断 (49)七、开机调试 (50)(一)开机调试(一般情况) (50)(二)首次开机调试 (51)八、相关参数设置 (59)(一)总线配置 (59)(二)驱动器模块定位 (59)(三)位置控制使能 (60)(四)传动系统参数配比 (60)(五)驱动器参数优化(速度环和电流环参数) (60)(六)坐标速度和加速度 (60)(七)位置环增益 (61)(八)返回参考点相关的机床数据 (61)(九)PLC 轴功能 (62)(十)快速输入输出设置参数 (63)一、概述(一)数控系统SINUMERIK802D sl共有五种类型:1、802D SL T/M value 通过DRIVE-cliQ连接的SINAMICS S120驱动,适用于车削、钻削和铣削,进给轴加主轴最大配置4轴,不支持快速输入/输出,刀具数最多32把,I/O模块PP72/48的最大配置数量3块,最大梯形图步数4000步,支持通过以态网进行调试。
西门子数控系统802D_操作手册资料
目录西门子802D数控铣床1第一章数控系统面板1 1.1数控系统面板1 1.2机床控制面板3 1.3屏幕显示区4第二章手动操作5 2.1返回参考点5 2.2JOG运行方式6 2.3MDA运行方式8第三章程序编辑 10 3.1进入程序管理方式 10 3.2软键 10 3.3输入新程序 11 3.4编辑当前程序 12第四章数据设置 13 4.1进入参数设定窗口 13 4.2设置刀具参数及刀补参数 1314.3设置零点偏置值 17第五章自动运行操作 185.1进入自动运行方式 18 5.2软键 18 5.3选择和启动零件程序 19 5.4停止、中断零件程序 20西门子802D数控车床 21第一章数控系统面板 21 1.1屏幕显示区 24 1.2数控系统面板 24 1.2机床控制面板 25第二章开机和回参考点 27 2.1开机 27 2.2回参考点 27第三章手动操作 28 3.1JOG运行方式 28 3.2进给速度选择 28 3.3点动快速移动 28 3.4增量进给 28 3.5屏幕显示操作及说明 29 3.6MDA运行方式 29第四章程序编辑 3124.1程序窗口 31 4.2输入新程序 32 4.3编辑零件程序 33第五章数据设置 355.1输入刀具参数及刀具补偿参数 35 5.2输入零点偏置值 37第六章自动运行操作 396.1自动方式窗口 39 6.2选择和启动零件程序 39 6.3程序段搜索 40 6.4停止和中断零件程序 40 6.5中断后的再定位 41 6.6执行外部程序 41 6.7程序控制 42西门子802D三轴立式加工中心 44第一章数控系统面板 44 1.1数控系统面板 44 1.2机床控制面板 46 1.3屏幕显示区 47第二章手动操作 48 2.1返回参考点 48 2.2JOG运行方式 4932.3MDA运行方式 51第三章程序编辑 533.1进入程序管理方式 53 3.2软键 53 3.3输入新程序 54 3.4编辑当前程序 55第四章数据设置 564.1进入参数设定窗口 56 4.2设置刀具参数及刀补参数 56 4.3设置零点偏置值 60第五章自动运行操作 615.1进入自动运行方式 61 5.2软键 61 5.3选择和启动零件程序 62 5.4停止、中断零件程序 63西门子802S数控铣床 64第一章数控系统面板 64 1.1系统操作面板 64 1.2机床控制面板 66 1.3屏幕显示区 67第二章开机和回参考点 68 2.1开机 6842.2回参考点 68第三章手动操作 703.1JOG运行方式 70 3.2MDA运行方式 70第四章程序编辑 724.1程序窗口 72 4.2自动运行操作 72第五章参数设定 745.1输入刀具参数及刀具补偿参数 74 5.2输入零点偏置值 77西门子802S数控车床 78第一章数控系统面板 78 1.1系统操作面板 78 1.2机床控制面板 80 1.3屏幕显示区 81第二章开机和回参考点 82 2.1开机 82 2.2回参考点 82第三章手动操作 84 3.1JOG运行方式 84 3.2MDA运行方式 84第四章程序编辑 8654.1程序窗口 86 4.2自动运行操作 86第五章参数设定 885.1输入刀具参数及刀具补偿参数 88 5.2输入零点偏置值 9161西门子802D 数控铣床第一章 数控系统面板1.1数控系统面板按键功能 按键功能 报警应答键 通道转换键信息键 未使用翻页键光标键 选择/转换键加工操作区域键程序操作区域键2参数操作区域键程序管理操作区域键 报警/系统操作区域键字母键 上档键转换对应字符数字键上档键转换对应字符 上档建 控制键 替换键 空格键 退格删除键 删除键 插入键制表键回车/输入键31.2机床控制面板按键功能 按键功能 增量选择键 点动 参考点 自动方式 单段 手动数据输入 主轴正转主轴翻转主轴停 Z 轴点动X 轴点动 Y 轴点动 快进键 复位键 数控停止数控启动4急停键主轴速度修调进给速度修调1.3屏幕显示区显示屏右侧和下方的灰色方块为菜单软键,按下软键,可以进入软键左侧或上方对应的菜单。
西门子数控系统802D_操作手册
目录西门子802D数控铣床1第一章数控系统面板1 1.1数控系统面板1 1.2机床控制面板3 1.3屏幕显示区4第二章手动操作5 2.1返回参考点5 2.2JOG运行方式6 2.3MDA运行方式8第三章程序编辑 10 3.1进入程序管理方式 10 3.2软键 10 3.3输入新程序 11 3.4编辑当前程序 12第四章数据设置 13 4.1进入参数设定窗口 13 4.2设置刀具参数及刀补参数 1314.3设置零点偏置值 17第五章自动运行操作 185.1进入自动运行方式 18 5.2软键 18 5.3选择和启动零件程序 19 5.4停止、中断零件程序 20西门子802D数控车床 21第一章数控系统面板 21 1.1屏幕显示区 24 1.2数控系统面板 24 1.2机床控制面板 25第二章开机和回参考点 27 2.1开机 27 2.2回参考点 27第三章手动操作 28 3.1JOG运行方式 28 3.2进给速度选择 28 3.3点动快速移动 28 3.4增量进给 28 3.5屏幕显示操作及说明 29 3.6MDA运行方式 29第四章程序编辑 3124.1程序窗口 31 4.2输入新程序 32 4.3编辑零件程序 33第五章数据设置 355.1输入刀具参数及刀具补偿参数 35 5.2输入零点偏置值 37第六章自动运行操作 396.1自动方式窗口 39 6.2选择和启动零件程序 39 6.3程序段搜索 40 6.4停止和中断零件程序 40 6.5中断后的再定位 41 6.6执行外部程序 41 6.7程序控制 42西门子802D三轴立式加工中心 44第一章数控系统面板 44 1.1数控系统面板 44 1.2机床控制面板 46 1.3屏幕显示区 47第二章手动操作 48 2.1返回参考点 48 2.2JOG运行方式 4932.3MDA运行方式 51第三章程序编辑 533.1进入程序管理方式 53 3.2软键 53 3.3输入新程序 54 3.4编辑当前程序 55第四章数据设置 564.1进入参数设定窗口 56 4.2设置刀具参数及刀补参数 56 4.3设置零点偏置值 60第五章自动运行操作 615.1进入自动运行方式 61 5.2软键 61 5.3选择和启动零件程序 62 5.4停止、中断零件程序 63西门子802S数控铣床 64第一章数控系统面板 64 1.1系统操作面板 64 1.2机床控制面板 66 1.3屏幕显示区 67第二章开机和回参考点 68 2.1开机 6842.2回参考点 68第三章手动操作 703.1JOG运行方式 70 3.2MDA运行方式 70第四章程序编辑 724.1程序窗口 72 4.2自动运行操作 72第五章参数设定 745.1输入刀具参数及刀具补偿参数 74 5.2输入零点偏置值 77西门子802S数控车床 78第一章数控系统面板 78 1.1系统操作面板 78 1.2机床控制面板 80 1.3屏幕显示区 81第二章开机和回参考点 82 2.1开机 82 2.2回参考点 82第三章手动操作 84 3.1JOG运行方式 84 3.2MDA运行方式 84第四章程序编辑 8654.1程序窗口 86 4.2自动运行操作 86第五章参数设定 885.1输入刀具参数及刀具补偿参数 88 5.2输入零点偏置值 9161西门子802D 数控铣床第一章 数控系统面板1.1数控系统面板按键功能 按键功能 报警应答键 通道转换键信息键 未使用翻页键光标键 选择/转换键加工操作区域键程序操作区域键2参数操作区域键程序管理操作区域键 报警/系统操作区域键字母键 上档键转换对应字符数字键上档键转换对应字符 上档建 控制键 替换键 空格键 退格删除键 删除键 插入键制表键回车/输入键31.2机床控制面板按键功能 按键功能 增量选择键 点动 参考点 自动方式 单段 手动数据输入 主轴正转主轴翻转主轴停 Z 轴点动X 轴点动 Y 轴点动 快进键 复位键 数控停止数控启动4急停键主轴速度修调进给速度修调1.3屏幕显示区显示屏右侧和下方的灰色方块为菜单软键,按下软键,可以进入软键左侧或上方对应的菜单。
案例二:SINUMERIK 802D系统的连接 – 各部
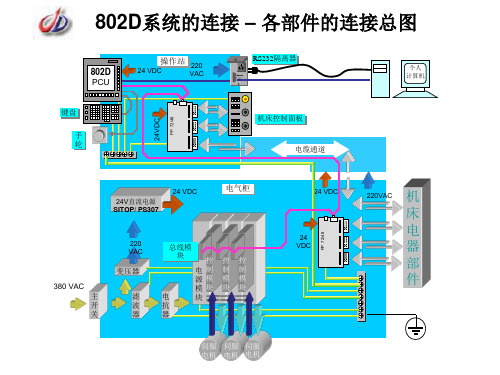
220VAC
变压器 380 VAC 主 开 关 滤 波 器 电 抗 器
伺服 伺服 伺服 电机 电机 电机
X333
220 VAC
总线模 块
功 功 功 率 率 率 控模 控模 控模 块 电 制块 制 制块 源模 模 模 模块 块 块 块
24 VDC
机 床 电 器 部 件
PP 72/48
X222
X111
驱动器连接(电源馈入模块) 系统的连接 – 驱动器连接(电源馈入模块)
个人 计算机
N
PE L
SINUMERIK 802D
PCU
RS232接口
RS232隔离 器
RS-232隔离器将六个信号全部通过光藕隔离。 从802D到隔离器的电缆与隔离器到计算机的电缆完全相同 通讯电缆的接线请参阅《802D简明调试手册》第四页 通过隔离器为外部设备(计算机)提供电源
D 1 0 V 2 24 V 3 I 3.0 4 5 6 7 8 I 3.1 I 3.2 I 3.3 I 3.4 I 3.5 PP72/48模块一 接口:X111 9 I 3.6 1 0 I 3.7 1 1 I 4.0 E
F
审 核 批 准
PLC输入原 MTC668C F 理 重量 比例 1:1
7 M&T Co. Ltd. 8
M
PCU
PCU
共地连接方式 只有在接地符合国标GB5226的前提 下,推荐采用共地方式 共地方式可保证系统稳定可靠工作
PE
浮地连接方式 在接地不能保证符合国标GB5226的 前提下,可采用浮地方式 如果使用计算机与802D通讯,必须采 用RS232隔离器,以免由于计算机与 802D不共地导致通讯接口损坏。
24 VDC 0V
SINUMERIK 802C802D 数控系统的连接与调试
(四)电源要求 1. 控制变压器 2. 24V直流电源
(五)电源模块的上下电顺序
T64:控制器使能 T63:脉冲使能 T48:接触器控制
模块2 SINUMERIK 802C/D软件工具的使用 (实验内容) 一、学习目标与任务 1.WINPCIN通信参数的设定与操作 2.了解TextManager软件的使用
802C Simodrive base line A 的调试
手动调试和 优化的过程
主开关:接通
从电池盒设置设定点为0V
断开端子63和端子9之间的连接
完成调试 短暂使能65(手动) 是,故障 禁止端子65
电机加速吗? 否 输入一个低设定值,如0.1V 短暂使能65(手动)
主开关:断开
驱动器连续运行? 是 1
802D 数控系统的 构成
802D Profibus 总线
802C X1
802C X2
802C X3~X6
802C X7
802C X10
802C DI/DO
802D PP72/48 (1)
802D PP72/48 (2)
2.驱动系统
X391 X392
802C Simodrive base line A
否,故障
断开端子64、65和9间的连接 从端子56、14拆下电池盒
T64:控制器使能 T63:脉冲使能 T48:接触器控制
优化过程由计算机自动完成
802D 611UE 的调试(1)
802D 611UE 的调试(2)
802D 611UE 的调试(3)
802D 611UE 的调试(4)
(三)回参考点调试
X311
Drift 1 KP TN Drift 2 KP TN X322 56.2 14.2 75.2 X131 X141A 63 9 9
论SIEMENS-802D数控系统面板操作实训
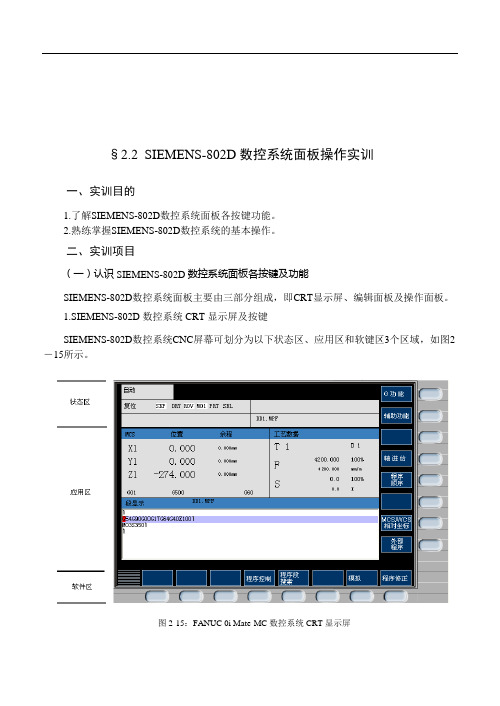
§2.2SIEMENS-802D数控系统面板操作实训一、实训目的1.了解SIEMENS-802D数控系统面板各按键功能。
2.熟练掌握SIEMENS-802D数控系统的基本操作。
二、实训项目(一)认识SIEMENS-802D数控系统面板各按键及功能SIEMENS-802D数控系统面板主要由三部分组成,即CRT显示屏、编辑面板及操作面板。
1.SIEMENS-802D数控系统CRT显示屏及按键SIEMENS-802D数控系统CNC屏幕可划分为以下状态区、应用区和软键区3个区域,如图2-15所示。
图2-15:FANUC 0i Mate-MC数控系统CRT显示屏(1)状态区如图2-16所示,每一区域的功用有所不同。
了解各区域的功用,非常有利于操作机床,可以实现更好的人-机交流。
各区显示含义见表2-4。
图2-16 SIEMENS-802D数控系统CNC屏幕状态区表2-4 状态区显示元素的含义显示区显示及含义1.操作激活区域,激活模式手动(JOG);手动1INC(1INC)手动10INC(1INC)手动100INC(1INC), 手动1000INC(1000INC),VAR INC自动(AUTOMATIC)偏置(Offset)程序(Program)程序管理(Program Manager)系统(System)报警(Alarm)2.报警和信息行带有报警文本的报警号信息文本3.程序状态复位(RESET)指程序被放弃/基本状态程序运行(RUN)指程序正在运行程序停止(STOP)指程序被停止4.程序控制状态SKP,DRY,ROV,M01,PRT,STB指在自动模式下的各程序控制5.存储存储6.NC信息显示加工信息7.选择零件程序程序名区显示所选择的程序的程序名(2)应用区状态区显示当前刀具坐标、当前的运行程序、当前刀具号和刀补号、当前转速和当前进给等信息,如图2-14所示。
(3)软键区不同的工作页面有不同的软件功能.2.SIEMENS-802D数控系统编辑面板的按键SIEMENS-802D数控系统编辑面板如图2-17所示,其各按键名称及用途见表2-5所示。
西门子数控系统802D sl讲座

M旋钮 模式切换 各设定的确定
运行状态显示
(M旋钮:三菱变频器的旋钮。)用于变更频率设定、参数的设定值。按该按钮可显示以下内容:监视模式时的设定频率;校正 时的当前设定值;错误历史模式时的顺序。
3.驱动器的连接:
非调节型进线电源模块 (Smart Line Module 缩写为 SLM)
SLM 没有 DRIVE CLiQ 接 口,由 802D sl X1 接口引出的 驱动控制电缆 DRIVE CLIQ 直 接连接到第一个电机模块的
X200接口,由电机模块的 X201连接到下一个相邻的电机 模块的 X200,按此规律连接 所有电机模块,见图。
变频器
变频器正面图
变频器操作面板
运行模式显示 单位显示
PU:PU运行模式时亮灯。 EXT:外部运行模式时亮灯。 NET:网络运行模式时亮灯。 PU、EXT:外部/PU组合运行模式1、2时亮灯。
Hz:显示频率时亮灯。 A:显示电流时亮灯。 (显示电压时熄灯,显示设定频率监视时闪烁。)
监视器(4位LED) 显示频率、参数编号等。
数据号
数据名
值
数据说明
32000
MAX_AX_VELO
*
最高轴速度
32010 JOG_VELO_RAPID
ห้องสมุดไป่ตู้
*
点动快速
32020
JOG_VELO
*
点动速度
36200 AX_VELO_LIMIT[0…5] *
坐标轴速度限制
32300 MAX_AX_ACCEL
*
最大加速度(标准值:1m/s2)
(3)坐标速度和加速度
参数名
CTRLOUT_MODULE_NR[0] CTRLOUT_TYPE
802D培训
• 仿真软件的使用 • 操作方式、操作区域和操作元件 • 数据系统、编辑器 • 下午: • NC编程
第1部分: 西门子802系列产品特点介绍
西门子802系列产品的里程碑
西门子802系列产品结构
802Se/Ce的主要特征
• 1、系统硬件 •
• • • • • • • • 一体化设计 简化了电气柜的布局 改善电柜的电磁兼容性 更高的防护等级 采用薄膜按键的键盘和机床控制面板合为一体化 更多用户自定义键 按键式进给倍率和主轴倍率 6” 液晶显示器 16 X 16 输入输出标准配置 (可扩展至: 32 X 32)
调试电缆
(1)802D 调试电缆:用于PLC 编程软件(Programming Tool PLC 802)、通 讯软件(WinPCIN)和文本管理器(Text Manager)的RS-232 通讯电缆。
(2)驱动器调试电缆:用于驱动器调试工具软件SimoComU 的RS-232 通讯电缆。
• 重要事项 • 在调试802D 或调试611UE 驱动器时,个人 计算机是必不可少的工具。且RS-232 通讯 电缆又是连接802D 和PC 机(或611U 和PC 机)的唯一途径。因此必须保证机床电气柜 的保护地与计算机的保护地共地。否则可能 导致802D、611U 或计算机的硬件损坏。
人机界面
NC核心
可编程机床接口
802D的技术数据
·加工工艺:车削,铣削和钻削 ·可控达 4 个进给轴和一个主轴,或3 个进给轴和一个主轴、一个辅助 主轴(用于C 轴功能:TRANSMIT / TRACYL) ·最多 3 轴联动 ·最多32 把刀具,带有刀具寿命监控(选项) ·340 KB 零件程序存储器 ·在前面板的内置PC 卡接口,不仅可以用于批量生产而且可以用来存储 用户加工程 序 ·西门子 G 代码编程,以及 ISO 方言编程 (G291) ·旋转轴控制 ·极坐标 ·程序预读功能,最多可达 35 段 ·刚性攻丝 ·FRAME (坐标旋转、平移、缩放、镜象)
西门子数控(SINUMERIK)802D电气培训

数控系统控制原理 802D系统简介 系统的连接 操作 维护
闭环控制系统框图
SMTCL
沈阳机床中捷立式加工中心 幻灯片制作 程娜 March, 2008
7
SINUMERIK 802D 系统简介 – 数控产品结构
802D电气培训
数控系统控制原理 802D系统简介 系统的连接 操作 维护
性 能
普及型
高性能型
信号电缆:电机到伺服模块611UE
PROFIBUS总线电缆
…
整根电缆。需根据实际长度自行裁剪
SMTCL
沈阳机床中捷立式加工中心
幻灯片制作 程娜
March, 2008
16
系统的连接 – 各部件的连接实物总图
802D电气培训
操作站 802D PCU
24 VDC 220 VAC
N RS232 接口
802D电气培训
数控系统控制原理 802D系统简介 系统的连接 操作 维护
SMTCL
沈阳机床中捷立式加工中心
幻灯片制作 程娜
March, 2008
18
系统的连接 – 驱动器连接(电源馈入模块)
Ready
802D电气培训
Exchange
0V
24 VDC 74
Over Temp
数控系统控制原理 802D系统简介 系统的连接 操作 维护
开环控制系统框图
SMTCL
沈阳机床中捷立式加工中心
幻灯片制作 程娜
March, 2008
5
数控系统控制原理
802D电气培训 半闭环控制数控机床:这种控制方式对工作台的实际位置不进行检测,通过与伺服电机有联系 的测量元件间接测量出伺服电机的转角推算出工作台的实际位移量。
数控车床技能鉴定培训单元8SINUMERIK802D基本操作
数控车床技能鉴定培训单元8SINUMERIK802D基本操作SINUMERIK802D是一种常见的数控系统,广泛应用于数控车床操作。
本文将介绍SINUMERIK802D的基本操作技能鉴定培训单元,总结内容包括:一、SINUMERIK802D系统简介1.SINUMERIK802D系统的结构和特点2.SINUMERIK802D系统的硬件配置和软件功能二、SINUMERIK802D系统的开机和关机操作1.开机前的准备工作2.SINUMERIK802D系统的开机过程3.SINUMERIK802D系统的关机操作三、SINUMERIK802D系统的数据输入方式1.数控程序的输入2.坐标系的输入3.宏指令的输入四、SINUMERIK802D系统的基本操作1.基本操作界面的介绍2.运动模式的选择和切换3.机床轴线的选择和切换4.销螺旋、退刀、换刀和手摇操作的使用5.快速定位和定位操作的使用6.运动状态的监测和停止功能的使用五、SINUMERIK802D系统的数控程序操作2.数控程序的加载和运行3.数控程序的单步运行和调试六、SINUMERIK802D系统的坐标系操作1.坐标系的建立和切换2.坐标系的偏移和补偿3.坐标系的旋转和仿射变换七、SINUMERIK802D系统的宏指令操作1.宏指令的定义和调用2.宏指令的参数传递和使用3.宏指令的调试和修改八、SINUMERIK802D系统的故障诊断和排除1.故障代码的查找和解读2.常见故障的排除方法和技巧以上是SINUMERIK802D基本操作技能鉴定培训单元的主要内容,通过学习这些知识和技能,可以有效地操作和管理SINUMERIK802D数控系统,提高数控车床的使用效率和质量。
企业培训-10西门子802D调试培训 精品

调试准备 – 检查所需的部件是否齐全
系统简介 调试准备 系统的连接 电器柜设计要求 PLC程序设计 驱动器配置 NC参数设定1 驱动参数优化 NC参数设定2 用户保护级设定 数据存储
屏蔽连接架(降低电机电缆的干扰)用于不同宽度的功率模块 订货号:6SN11 62-0EA00-0AA0( 50 mm 宽) 订货号:6SN11 62-0EA00-0BA0(100 mm 宽) 订货号:6SN11 62-0EA00-0CA0(150 mm 宽)
调试准备 – 检查所需的部件是否齐全
系统简介 调试准备 系统的连接 电器柜设计要求 PLC程序设计 驱动器配置 NC参数设定1 驱动参数优化 NC参数设定2 用户保护级设定 数据存储
PCU:
一台
订货号:6FC5 610-0BA10-0AA1
键盘:
一个
订货号:6FC5 603-0AC12-1AA0(垂直安装)
802D
840D/ 840DE
810D/ 810DE
最多可控 5 个数字轴 包括定位轴
适用于所有加工工艺
最多可控 31个数字轴 包括定位轴,
10个通道,10个方式组 适用于所有加工工艺
可控最多4个数字进给轴 + 1数字或模拟主轴
适用于车削和铣削加工
SINUMERIK 802D 系统简介
系统简介 调试准备 系统的连接 电器柜设计要求 PLC程序设计 驱动器配置 NC参数设定1 驱动参数优化 NC参数设定2 用户保护级设定 数据存储
过电压保护器(选件)用于大于等于10KW的电源馈入模块 订货号:6SN11 11-0AB00-0AA0
电抗器(根据电源模块的功率选配) 订货号:6SN11 11-•AA00-•A•
SINUMERIK 802D 系统连接

——第2组实训小结
SINUMERIK 802D 系统介绍
• 该系统属于中低档系统,其特点 其特点:全数字驱动,中文系统 ,结构简单(通过Profibus Profibus总线连接系统面板、I/O模块 和伺服驱动系统),调试方便 调试方便。 SINUMERIK 802D可控制4个数字进给轴和 个数字进给轴和1个主轴。
SINUMERIK 802D 系统启动方式
• 启动方式
高 能 工作数据 区 电 容
1. 正常启动 2. 缺省值启动 3. 备份数据启动
出厂数据区
由备份区传输至工作数据区
SINUMERIK 802D 系统机床数据保护
• 数据备份
1. 机内备份 2. 机外备份
将静态存储器区修改过的数据放的高速闪存备份数据区保存 存储卡 电脑 系列备份 分区备份
•
SINUMERIK 802D 系统硬件组成
PCU 垂直键盘 MCP 611UE
PP72/48 水平键盘
SINUMERIK 802D 系统软件组成
• • • 系统软件:①
引导软件,用于启动系统。 HMI软件(人机通讯),包含 引导软件,用于启动系统。②HMI软件(人机通讯),包含 软件 ), 所有操作功能。 NCK软件 PLC软件 执行内装PLC 软件④ 软件, PLC用户程序等 所有操作功能。③NCK软件④PLC软件,执行内装PLC用户程序等
与电脑 连
口 能带电 插, 须611UE系统与电脑同时断电 能带电 611UE系统与电脑同
实训小结
感谢您的关注! 感谢您的关注
小组成员:房凯佳、郭树烦、候思维、华晓阳、 小组成员:房凯佳、郭树烦、候思维本参数设定
㈠ • • • • •
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
X6 COM1 9芯针式D型插座 注意:COM2没定义
X14 X15 X16 HANDWHEEL 15芯孔式D型插座
跳线 接地
X10 KEYBOARD 6芯键盘插座
注意!
802D系统X6 COM1接 口不能带电拔插! 必须802D系统与电 脑同时断电!
NC键盘
水平键盘
垂直键盘
I/O输入输出模块PP72/48
西门子802D系统连接
名称:西门子802D系统连接(高端培训) 所属班组:xx 汇报人:xx
西门子802D系统组成
PCU
垂直键盘
MCP
611UE
PP72/48
水平键盘
802D系统PCU面板控制装置
X4 PRO插头,插头 上标有24V、0V、PE
控制插入单元 执行电机
802D系统总体连接
PROFIBUS 总线电缆
802D连接
611UE伺服系统连接
结束
X471 RS232
注意!
611UE系统的X471 RS232接口不能带电 拔插! 必须611UE系统与电 脑同时断电!
2019年x月
X2 PROFIBUS 9芯孔式D型插座
X1 DC24V电源 3芯端子式插头,插头 上标有24V、0V、PE
X111 X222 X333 50芯扁平电缆插座
S1 PROFIBUS地址开关
PP1模块输入输出信号端口分布
PP2模块输入输出信号端口分布
机床控制面板MCP
611伺服系统
电源供给
功率单元