钣金结构件成本核算表(精华版)
钣金件成本核算

目录 一、材料费 二、标准件费用 三、工序加工费 四、包装费 五、运输管理费 钣金件成本构成一般分为下面几个部分组成:一、材料费编辑本段材料费指按图纸要求的净材料费用=材料体积*材料密度*材料单价二、标准件费用编辑本段指图纸要求的标准件费用。
三、工序加工费编辑本段指加工成产品所需要的每道工序所需的加工费用。
各工序构成详见《成本核算格式》和《各工序成本 构成表》。
现列举主要工序成本构成进行说明 1、CNC 落料 其成本构成=设备折旧摊销+人工成本+辅助材料 设备折旧摊销: 设备折旧按 5 年计算,每年按 12 个月,每月 22 天,每天 8 小时记。
例如:200 万的设备,每小时设备折旧=200*10000/5/12/22/8=189.4 元/小时 人工成本: 每台 CNC 需要 3 个技术员操作,每个技术员月平均工资=1800 元,每月上班 22 天,每天 8 小时,即 每小时成本=1800*3/22/8=31 元/小时 辅料成本: 指设备工作所需的润滑剂、挥发液等辅助生产物料,每台设备每月大概需要 1000 元,按每月 22 天, 每天 8 小时计,每小时成本=1000/22/8=5.68 元/小时 2、折弯 其成本构成=设备折旧摊销+人工成本+辅助材料设备折旧摊销: 设备折旧按 5 年计算,每年按 12 个月,每月 22 天,每天 8 小时记。
例如:50 万的设备,每分钟设备折旧=50*10000/5/12/22/8/60=0.79 元/分钟 折一道弯一般花 10 秒到 100 秒不等,故折弯每刀设备折旧=0.13-1.3 元/刀。
人工成本: 每台设备需要 1 个技术员操作,每个技术员月平均工资=1800 元,每月上班 22 天,每天 8 小时,即 每分钟成本=1800/22/8/60=0.17 元/分钟,每分钟平均可以折 1-2 个弯,故:每道弯的人工成本=0.08-0. 17 元/刀 辅料成本: 折弯机每台每月所用的辅料成本为 600 元,按每月 22 天,每天 8 小时计,每小时成本=600/22/8/60 =0.06 元/刀 3、表面处理 外发的按采购价格(如:电镀、氧化) 喷涂费用构成: 喷涂费=粉末材料费+人工费+辅料费+设备折旧 粉末材料费: 计算方法一般按平方米计算, 每公斤粉末价格在 25-60 元不等 (主要与客户要求有关) , 每公斤粉末一般可以喷 4-5 个平方。
钣金加工成本核算

在日常工作中,很多客户都会问我们的报价是如何计算出来的,而我司很多新来的员工也会钣金件成本如何构成的,故本人根据我司东莞市冠熙五金制品有限公司的制作工艺和制作流,把成本构成总结为下面几个部分组成:1、材料费2、标准件费用3、工序加工费4、包装费5、运输费6、管理费用7、利润一、材料费材料费指按图纸要求的净材料费用=材料体积材料密度材料单价二、标准件费用指图纸要求的标准件费用;三、工序加工费指加工成产品所需要的每道工序所需的加工费用;各工序构成详见成本核算格式和各工序成本构成表;现列举主要工序成本构成进行说明1、CNC落料其成本构成=设备折旧摊销+人工成本+辅助材料设备折旧摊销:设备折旧按5年计算,每年按12个月,每月22天,每天8小时记;例如:200万的设备,每小时设备折旧=20010000/5/12/22/8=元/小时人工成本:每台CNC需要3个技术员操作,每个技术员月平均工资=1800元,每月上班22天,每天8小时,即每小时成本=18003/22/8=31元/小时辅料成本:指设备工作所需的润滑剂、挥发液等辅助生产物料,每台设备每月大概需要1000元,按每月22天,每天8小时计,每小时成本=1000/22/8=元/小时2、折弯其成本构成=设备折旧摊销+人工成本+辅助材料设备折旧摊销:设备折旧按5年计算,每年按12个月,每月22天,每天8小时记;例如:50万的设备,每分钟设备折旧=5010000/5/12/22/8/60=元/分钟折一道弯一般花10秒到100秒不等,故折弯每刀设备折旧=元/刀;人工成本:每台设备需要1个技术员操作,每个技术员月平均工资=1800元,每月上班22天,每天8小时,即每分钟成本=1800/22/8/60=元/分钟,每分钟平均可以折1-2个弯,故:每道弯的人工成本=元/刀辅料成本:折弯机每台每月所用的辅料成本为600元,按每月22天,每天8小时计,每小时成本=600/22/8/60=元/刀3、表面处理外发的按采购价格如:电镀、氧化喷涂费用构成:喷涂费=粉末材料费+人工费+辅料费+设备折旧粉末材料费:计算方法一般按平方米计算,每公斤粉末价格在25-60元不等主要与客户要求有关,每公斤粉末一般可以喷4-5个平方;粉末材料费=6-15元/平方人工费:喷涂线一共15人,每人按1200元/月,每月按22天,每天按8小时,每小时可以喷30平方米;人工费=151200/22/8/30=元/平方辅料费:主要指前处理液、固化炉所用的燃料费用,每月为5万元,每月按22天,每天8小时,每小时喷30平方米;辅料费=元/平方设备折旧:喷涂线投资100万,按5年折旧,每年12月,每月22天,每天8小时,每小时喷30平方米;设备折旧费用=10010000/5/12/22/8/30=元/平方总的喷涂费用=22-32元/平方米若要局部保护喷涂,费用会更高;四、包装费按产品不同,包装要求不同,价格不一样,一般在20-30元/立方米五、运输管理费运输费用摊算到产品里;六、管理费用管理费用有两部分:厂租水电和财务费用厂租水电:每月的厂租水电费用15万,每月产值按400万算,厂租水电应占产值的比例为=15/400=%财务费用:由于应收应付周期不匹配我们现金买材料,客户月结60天,我们需要压至少3个月左右的资金,按银行利息为故:管理费用应占总销售价格的5%左右;七、利润考虑公司的长期发展和更好的为客户服务,我们的利润点为10%-15%。
钣金加工成本核算

钣金加工成本怎么核算?在日常工作中,很多客户都会问我们的报价是如何计算出来的,而我司很多新来的员工也会钣金件成本如何构成的,故本人根据我司(东莞市冠熙五金制品有限公司)的制作工艺和制作流,把成本构成总结为下面几个部分组成:1、材料费2、标准件费用3、工序加工费4、包装费5、运输费6、管理费用7、利润一、材料费材料费指按图纸要求的净材料费用= 材料体积*材料密度*材料单价二、标准件费用指图纸要求的标准件费用。
三、工序加工费指加工成产品所需要的每道工序所需的加工费用。
各工序构成详见《成本核算格式》和《各工序成本构成表》。
现列举主要工序成本构成进行说明1、CNC 落料其成本构成= 设备折旧摊销+人工成本+ 辅助材料设备折旧摊销:设备折旧按 5 年计算,每年按12 个月,每月22 天,每天8 小时记。
例如:200 万的设备,每小时设备折旧=200*10000/5/12/22/8=189.4 元/小时人工成本:每台CNC 需要3 个技术员操作,每个技术员月平均工资=1800 元,每月上班22 天,每天8 小时,即每小时成本=1800*3/22/8=31 元/小时辅料成本:指设备工作所需的润滑剂、挥发液等辅助生产物料,每台设备每月大概需要1000 元,按每月22 天,每天8 小时计,每小时成本=1000/22/8=5.68 元/小时2、折弯其成本构成= 设备折旧摊销+人工成本+ 辅助材料设备折旧摊销:设备折旧按 5 年计算,每年按12 个月,每月22 天,每天8 小时记。
例如:50 万的设备,每分钟设备折旧=50*10000/5/12/22/8/60=0.79 元/分钟折一道弯一般花10 秒到100 秒不等,故折弯每刀设备折旧=0.13-1.3 元/刀。
人工成本:每台设备需要 1 个技术员操作,每个技术员月平均工资=1800 元,每月上班22 天,每天8 小时,即每分钟成本=1800/22/8/60=0.17 元/ 分钟,每分钟平均可以折1-2 个弯,故:每道弯的人工成本=0.08-0.17 元/ 刀辅料成本:折弯机每台每月所用的辅料成本为600 元,按每月22 天,每天8 小时计,每小时成本=600/22/8/60=0.06 元/ 刀3、表面处理外发的按采购价格(如:电镀、氧化)喷涂费用构成:喷涂费= 粉末材料费+人工费+ 辅料费+设备折旧粉末材料费:计算方法一般按平方米计算,每公斤粉末价格在25-60 元不等(主要与客户要求有关),每公斤粉末一般可以喷4-5 个平方。
钣金加工成本核算

在日常工作中,很多客户都会问我们的报价是如何计算出来的,而我司很多新来的员工也会钣金件成本如何构成的,故本人根据我司(东莞市冠熙五金制品有限公司)的制作工艺和制作流,把成本构成总结为下面几个部分组成:1、材料费2、标准件费用3、工序加工费4、包装费5、运输费6、管理费用7、利润一、材料费材料费指按图纸要求的净材料费用=材料体积*材料密度*材料单价二、标准件费用指图纸要求的标准件费用。
三、工序加工费指加工成产品所需要的每道工序所需的加工费用。
各工序构成详见《成本核算格式》和《各工序成本构成表》。
现列举主要工序成本构成进行说明1、CNC落料其成本构成=设备折旧摊销+人工成本+辅助材料设备折旧摊销:设备折旧按5年计算,每年按12个月,每月22天,每天8小时记。
例如:200万的设备,每小时设备折旧=200*10000/5/12/22/8=元/小时人工成本:每台CNC需要3个技术员操作,每个技术员月平均工资=1800元,每月上班22天,每天8小时,即每小时成本=1800*3/22/8=31元/小时辅料成本:指设备工作所需的润滑剂、挥发液等辅助生产物料,每台设备每月大概需要1000元,按每月22天,每天8小时计,每小时成本=1000/22/8=元/小时2、折弯其成本构成=设备折旧摊销+人工成本+辅助材料设备折旧摊销:设备折旧按5年计算,每年按12个月,每月22天,每天8小时记。
例如:50万的设备,每分钟设备折旧=50*10000/5/12/22/8/60=元/分钟折一道弯一般花10秒到100秒不等,故折弯每刀设备折旧=元/刀。
人工成本:每台设备需要1个技术员操作,每个技术员月平均工资=1800元,每月上班22天,每天8小时,即每分钟成本=1800/22/8/60=元/分钟,每分钟平均可以折1-2个弯,故:每道弯的人工成本=元/刀辅料成本:折弯机每台每月所用的辅料成本为600元,按每月22天,每天8小时计,每小时成本=600/22/8/60=元/刀3、表面处理外发的按采购价格(如:电镀、氧化)喷涂费用构成:喷涂费=粉末材料费+人工费+辅料费+设备折旧粉末材料费:计算方法一般按平方米计算,每公斤粉末价格在25-60元不等(主要与客户要求有关),每公斤粉末一般可以喷4-5个平方。
钣金成本核算 (2)

日期审核标志交货单位单据编号收货仓库物料长代码2016/02/02Y钣金车间CIN038724原材料库AA.0G0831*******2016/02/02Y钣金车间CIN038724原材料库AA.0G0831*******2016/02/02Y钣金车间CIN038724原材料库AA.0G0831*******2016/02/02Y钣金车间CIN038724原材料库AA.0G0831*******2016/02/02Y钣金车间CIN038724原材料库AA.0G0831*******2016/02/02Y钣金车间CIN038724原材料库AA.0G0831*******2016/02/02Y钣金车间CIN038724原材料库AA.0G0831*******2016/02/02Y钣金车间CIN038724原材料库AA.0G080114000332016/02/02Y钣金车间CIN038724原材料库AA.0G080117004702016/02/02Y钣金车间CIN038724原材料库AA.0G080117004712016/02/02Y钣金车间CIN038724原材料库AA.0G080117004722016/02/02Y钣金车间CIN038724原材料库AA.0G0831*******-02-03-07 2016/02/02Y钣金车间CIN038760原材料库AA.0G0831*******2016/02/02Y钣金车间CIN038760原材料库AA.0G0831*******2016/02/02Y钣金车间CIN038760原材料库AA.0G0831*******2016/02/02Y钣金车间CIN038760原材料库AA.0G0831*******2016/02/02Y钣金车间CIN038760原材料库AA.0G0831*******2016/02/02Y钣金车间CIN038760原材料库AA.0G080103001162016/02/02Y钣金车间CIN038760原材料库AA.0G080103000292016/02/02Y钣金车间CIN038760原材料库AA.0G0831*******2016/02/14Y钣金车间CIN038798原材料库SK.0G0833*******2016/02/14Y钣金车间CIN038798原材料库SK.0G0833*******2016/02/14Y钣金车间CIN038798原材料库SK.0G0833*******2016/02/14Y钣金车间CIN038798原材料库SK.0G0833*******2016/02/14Y钣金车间CIN038801原材料库SK.0G0833*******2016/02/14Y钣金车间CIN038801原材料库SK.0G0833*******2016/02/14Y钣金车间CIN038801原材料库SK.0G0833*******2016/02/14Y钣金车间CIN038801原材料库SK.0G0833*******2016/02/14Y钣金车间CIN038803原材料库AA.0G080107002482016/02/14Y钣金车间CIN038803原材料库AA.0G080107002472016/02/14Y钣金车间CIN038803原材料库AA.0G0831*******2016/02/14Y钣金车间CIN038803原材料库AA.0G0831*******2016/02/16Y钣金车间CIN038866原材料库AA.0G080103000292016/02/16Y钣金车间CIN038866原材料库AA.0G0831*******2016/02/16Y钣金车间CIN038866原材料库AA.0G080103001162016/02/16Y钣金车间CIN038866原材料库AA.0G0831*******2016/02/16Y钣金车间CIN038866原材料库AA.0G080103001172016/02/16Y钣金车间CIN038866原材料库AA.0G0831*******2016/02/16Y钣金车间CIN038866原材料库AA.0G080103000312016/02/16Y钣金车间CIN038866原材料库AA.0G0831*******2016/02/16Y钣金车间CIN038866原材料库AA.0G080103001152016/02/16Y钣金车间CIN038866原材料库AA.0G0831*******2016/02/16Y钣金车间CIN038882原材料库AA.0G0831*******2016/02/17Y钣金车间CIN038907原材料库AA.0G080103001272016/02/17Y钣金车间CIN038907原材料库AA.0G080113001112016/02/17Y钣金车间CIN038907原材料库AA.0G080103001282016/02/17Y钣金车间CIN038907原材料库AA.0G080113001122016/02/17Y钣金车间CIN038921原材料库AA.0G080117001492016/02/19Y钣金车间CIN038966原材料库AA.0G080103000292016/02/19Y钣金车间CIN038966原材料库AA.0G0831*******2016/02/19Y钣金车间CIN038966原材料库AA.0G080103001162016/02/19Y钣金车间CIN038966原材料库AA.0G0831*******2016/02/19Y钣金车间CIN038966原材料库AA.0G080103001172016/02/19Y钣金车间CIN038966原材料库AA.0G0831*******2016/02/19Y钣金车间CIN038966原材料库AA.0G080103000312016/02/19Y钣金车间CIN038966原材料库AA.0G08010300115 2016/02/19Y钣金车间CIN038966原材料库AA.0G0831******* 2016/02/18Y钣金车间CIN038968钣金车间仓库A A.0G08030000527 2016/02/19Y钣金车间CIN038990原材料库AA.0G08010300044 2016/02/19Y钣金车间CIN038990原材料库AA.0G0831******* 2016/02/19Y钣金车间CIN038990原材料库AA.0G0831******* 2016/02/19Y钣金车间CIN038991原材料库SK.0G0833******* 2016/02/19Y钣金车间CIN038991原材料库SK.0G0833******* 2016/02/19Y钣金车间CIN038991原材料库SK.0G0833******* 2016/02/19Y钣金车间CIN038991原材料库SK.0G0833******* 2016/02/23Y钣金车间CIN039011原材料库SK.0G0833******* 2016/02/23Y钣金车间CIN039011原材料库SK.0G0833******* 2016/02/23Y钣金车间CIN039011原材料库SK.0G0833******* 2016/02/23Y钣金车间CIN039011原材料库SK.0G0833******* 2016/02/23Y钣金车间CIN039012原材料库AA.0G08011300020 2016/02/23Y钣金车间CIN039012原材料库AA.0G08011300022 2016/02/23Y钣金车间CIN039012原材料库AA.0G08011300021 2016/02/23Y钣金车间CIN039012原材料库AA.0G08011300023 2016/02/23Y钣金车间CIN039013原材料库AA.0G0831******* 2016/02/23Y钣金车间CIN039015原材料库AA.0G0831******* 2016/02/23Y钣金车间CIN039016原材料库AA.0G08011100047 2016/02/23Y钣金车间CIN039016原材料库AA.0G08011100096 2016/02/23Y钣金车间CIN039016原材料库AA.0G0831******* 2016/02/23Y钣金车间CIN039016原材料库AA.0G0831******* 2016/02/23Y钣金车间CIN039016原材料库AA.0G0831******* 2016/02/23Y钣金车间CIN039017原材料库AA.0G08010300051 2016/02/23Y钣金车间CIN039017原材料库AA.0G08010300091 2016/02/23Y钣金车间CIN039017原材料库AA.0G08010700114 2016/02/23Y钣金车间CIN039017原材料库AA.0G08010700230 2016/02/23Y钣金车间CIN039017原材料库AA.0G08010700231 2016/02/23Y钣金车间CIN039017原材料库AA.0G08011000089 2016/02/23Y钣金车间CIN039017原材料库AA.0G08011100037 2016/02/23Y钣金车间CIN039017原材料库AA.0G08011100096 2016/02/23Y钣金车间CIN039017原材料库AA.0G08011100100 2016/02/23Y钣金车间CIN039017原材料库AA.0G08011700427 2016/02/23Y钣金车间CIN039017原材料库AA.0G08011700467 2016/02/23Y钣金车间CIN039017原材料库AA.0G0831******* 2016/02/23Y钣金车间CIN039017原材料库AA.0G0831******* 2016/02/23Y钣金车间CIN039017原材料库AA.0G0831******* 2016/02/23Y钣金车间CIN039017原材料库AA.0G08011700425 2016/02/23Y钣金车间CIN039018原材料库AB.0G08031200050 2016/02/23Y钣金车间CIN039019原材料库SK.0G0833******* 2016/02/23Y钣金车间CIN039020原材料库AA.0G08010300029 2016/02/23Y钣金车间CIN039020原材料库AA.0G0831******* 2016/02/23Y钣金车间CIN039020原材料库AA.0G08010300116 2016/02/23Y钣金车间CIN039020原材料库AA.0G0831******* 2016/02/23Y钣金车间CIN039020原材料库AA.0G08010300117 2016/02/23Y钣金车间CIN039020原材料库AA.0G0831******* 2016/02/23Y钣金车间CIN039020原材料库AA.0G08010300031 2016/02/23Y钣金车间CIN039020原材料库AA.0G0831******* 2016/02/23Y钣金车间CIN039020原材料库AA.0G08010300115 2016/02/23Y钣金车间CIN039020原材料库AA.0G0831******* 2016/02/23Y钣金车间CIN039021原材料库AA.0G08010300051 2016/02/23Y钣金车间CIN039021原材料库AA.0G08010300091 2016/02/23Y钣金车间CIN039021原材料库AA.0G080107001142016/02/23Y钣金车间CIN039021原材料库AA.0G08010700231 2016/02/23Y钣金车间CIN039021原材料库AA.0G08011000089 2016/02/23Y钣金车间CIN039021原材料库AA.0G08011100037 2016/02/23Y钣金车间CIN039021原材料库AA.0G08011100096 2016/02/23Y钣金车间CIN039021原材料库AA.0G08011100100 2016/02/23Y钣金车间CIN039021原材料库AA.0G08011700427 2016/02/23Y钣金车间CIN039021原材料库AA.0G08011700467 2016/02/23Y钣金车间CIN039021原材料库AA.0G0831******* 2016/02/23Y钣金车间CIN039021原材料库AA.0G0831******* 2016/02/23Y钣金车间CIN039021原材料库AA.0G0831******* 2016/02/23Y钣金车间CIN039021原材料库AA.0G08011700425 2016/02/23Y钣金车间CIN039022原材料库AA.0G08031200049 2016/02/23Y钣金车间CIN039022原材料库AA.0G08031300056 2016/02/23Y钣金车间CIN039100钣金车间仓库A A.0G08030000527 2016/02/25Y钣金车间CIN039185总装车间AA.0G08011400005 2016/02/25Y钣金车间CIN039186钣金车间仓库A A.0G08030000527 2016/02/26Y钣金车间CIN039218原材料库AA.0G08010300051 2016/02/26Y钣金车间CIN039218原材料库AA.0G08010300091 2016/02/26Y钣金车间CIN039218原材料库AA.0G08010700114 2016/02/26Y钣金车间CIN039218原材料库AA.0G08010700230 2016/02/26Y钣金车间CIN039218原材料库AA.0G08010700231 2016/02/26Y钣金车间CIN039218原材料库AA.0G08011000089 2016/02/26Y钣金车间CIN039218原材料库AA.0G08011100037 2016/02/26Y钣金车间CIN039218原材料库AA.0G08011100096 2016/02/26Y钣金车间CIN039218原材料库AA.0G08011100100 2016/02/26Y钣金车间CIN039218原材料库AA.0G08011700427 2016/02/26Y钣金车间CIN039218原材料库AA.0G08011700467 2016/02/26Y钣金车间CIN039218原材料库AA.0G0831******* 2016/02/26Y钣金车间CIN039218原材料库AA.0G0831******* 2016/02/26Y钣金车间CIN039218原材料库AA.0G0831******* 2016/02/26Y钣金车间CIN039218原材料库AA.0G08011700425 2016/02/27Y钣金车间CIN039254原材料库SK.0G0833******* 2016/02/27Y钣金车间CIN039254原材料库SK.0G0833******* 2016/02/27Y钣金车间CIN039254原材料库SK.0G0833******* 2016/02/27Y钣金车间CIN039258原材料库AA.0G0831******* 2016/02/27Y钣金车间CIN039258原材料库AA.0G08011700149 2016/02/29Y钣金车间CIN039345原材料库SK.0G0833******* 2016/02/29Y钣金车间CIN039345原材料库SK.0G0833******* 2016/02/29Y钣金车间CIN039345原材料库SK.0G0833******* 2016/02/29Y钣金车间CIN039345原材料库SK.0G0833******* 2016/02/29Y钣金车间CIN039365钣金车间仓库A A.0G08011100050 2016/02/29Y钣金车间CIN039365钣金车间仓库A A.0G08011100051 2016/02/29Y钣金车间CIN039365钣金车间仓库A A.0G0831******* 2016/02/29Y钣金车间CIN039365钣金车间仓库A A.0G0831******* 2016/02/29Y钣金车间CIN039365钣金车间仓库A A.0G0831******* 2016/02/29Y钣金车间CIN039379钣金车间仓库A A.0G08030000527合计:物料名称规格型号单位实收数量单价个112.67 CK44/BPG-B02连接器保护罩2组件T=1.0mm 06C个112.67 CK44/BPG-B02连接器保护罩1组件T=1.0mm 06C外壳焊接组件06Cr19Ni10个13575.89室外侧顶盖个2 3.77前内机顶盖组件06Cr19Ni10个217.96压机顶盖个195.78蒸发腔顶盖组件(前)06Cr19Ni10个129.41蒸发腔顶盖组件(后)个129.41个2 6.335搭接板3 1.0mm 06Cr1个112.67搭接板1 1.0mm 06Cr1个112.67搭接板2 1.0mm 06Cr1个6 4.223333排水盖板δ=1.0mm 06C采集板电控盒组件06Cr19Ni10个119.087568变频板电控盒组件个120.5变频板电控盒盖个138.02主电控盒盖个112.67主电控盒组件个110.47个1 2.397027采集板电控盒盖δ=1.0mm 06C个19.026438 CK42L/BPG-A03 风阀电控盒盖δ=1.0m 06Cr1个115.162329 CK42L/BPG-A03 风阀电控盒组件200*100*82.2不锈钢B蒸发器组件个12608.845135 A蒸发器组件个12601.945405 A冷凝器组件个12812.932432 B冷凝器组件个12812.932432 B蒸发器组件个1608.845135 A冷凝器组件个1812.932432 B冷凝器组件个1812.932432 A蒸发器组件个1601.945405风机封板组件δ=1.5mm O6个327.43挡水板δ=1.0mm O6个68.448333个223.205出风口调节板δ=1.5mm O6顶盖组件δ=1.5mm O6个275.525个249.026438 CK42L/BPG-A03 风阀电控盒盖δ=1.0m 06Cr1个2415.162329 CK42L/BPG-A03 风阀电控盒组件200*100*82.2不锈钢采集板电控盒盖δ=1.0mm 06C个12 2.397027采集板电控盒组件06Cr19Ni10个1219.087568个1225.343333 CK42L/BPG-A03 主控板电控盒盖δ=1.0mm 06C主电控盒组件06Cr19Ni10个12109.1825个1216.895833 CK42L/BPG-A03 滤波器电控盒盖δ=1.0m 06Cr1个1239.3925 CK42L/BPG-A03 滤波器电控盒组件303*203*92.5不锈钢变频板电控盒盖δ=1.0mm 06C个1225.343333变频板电控盒组件δ=1.0mm 06个128.14 DK4.5/BPG-E01 电控盒组件 06Cr19Ni10个259.33主电控盒盖 1.2mm 06Cr1个111.88主电控盒组件06Cr19Ni10个169.32个112.67滤波器电控盒盖 1.2mm 06Cr1滤波器电控盒组件06Cr19Ni10个119.75个2 5.8航空插头固定板δ=1.5mm 06C个249.026438 CK42L/BPG-A03 风阀电控盒盖δ=1.0m 06Cr1个2415.162329 CK42L/BPG-A03 风阀电控盒组件200*100*82.2不锈钢个12 2.397027采集板电控盒盖δ=1.0mm 06C采集板电控盒组件06Cr19Ni10个1219.087568个1225.343333 CK42L/BPG-A03 主控板电控盒盖δ=1.0mm 06C主电控盒组件06Cr19Ni10个12109.1825个1216.895833 CK42L/BPG-A03 滤波器电控盒盖δ=1.0m 06Cr1个1239.3925 CK42L/BPG-A03 滤波器电控盒组件303*203*92.5不锈钢个1225.343333变频板电控盒盖δ=1.0mm 06C变频板电控盒组件δ=1.0mm 06个128.14传感器固定管Φ8 T0.6个720.2345个2 6.335司机室送风单元电控盒盖195*135 06Cr个27.035司机室送风单元电控盒组件190*130 06Cr司机室送风单元焊接组件600*450*300 个2349.815 B蒸发器组件个12608.845135 A蒸发器组件个12601.945405 A冷凝器组件个12812.932432 B冷凝器组件个12812.932432 A冷凝器组件个10984.845 B蒸发器组件个10630.552 A蒸发器组件个10630.552 B冷凝器组件个10984.845 CK29d/BPG-E05 主电控盒δ=1.5mm O6个1227.374167 CK29d/BPG-E05采集板电控盒不锈钢δ=1.5mm O6个1229.5425 CK29d/BPG-E05 电控盒盖δ=1mm O6C个1260.190833 CK29d/BPG-E05 采集板电控盒盖不锈钢δ=1.0mm O6个1210.56个633.081667控制盘焊接组件O6Cr19Ni10 δ控制盘焊接组件不锈钢个434.8375个112.67四通阀卡箍δ=1.0mm 06C个40.173562φ12.7mm铜管卡箍(宽15mm)δ=1.0mm 06C台11470.41整机钣金焊接组件650*1600*400个174.17室外顶盖组件650*700*26 0个172.5室内顶盖组件650*900*26 0压机盖06Cr19Ni10 不锈钢个24 1.93375个1277.819167压机顶盖δ=2.0mm 06C个24147.458333 CK42L/BPG-A03 室外侧盖板 304不锈钢δ=1.5mm 06C搭接板1δ=1.5mm 06个24 3.867917搭接板2δ=1.5mm 06个12 4.835个24 1.015压机盖固定座06Cr19Ni10 不锈钢个3360.527976 CK42L/BPG-A03 外部铜管卡箍1T=1.0mm 304不锈钢个960.173562φ12.7mm铜管卡箍(宽15mm)δ=1.0mm 06C个720.175972φ19.05mm铜管卡箍(宽15mm)δ=1.0mm 06C航插固定板δ=1.5mm 06个1225.140833搭接板3δ=1.5mm 06个12 4.835个128264.624167整机焊接组件3960*1600*44前内机顶盖组件06Cr19Ni10个24304.444167后内机顶盖组件06Cr19Ni10个24304.444167不锈钢导轨δ=1.0mm 06个12 2.111667上海9号线司机室蒸发器组件6排 16孔个1831.74蒸发器组件个2551.785个249.026438 CK42L/BPG-A03 风阀电控盒盖δ=1.0m 06Cr1个2415.162329 CK42L/BPG-A03 风阀电控盒组件200*100*82.2不锈钢个12 2.397027采集板电控盒盖δ=1.0mm 06C采集板电控盒组件06Cr19Ni10个1219.087568个1225.343333 CK42L/BPG-A03 主控板电控盒盖δ=1.0mm 06C主电控盒组件06Cr19Ni10个12109.1825个1216.895833 CK42L/BPG-A03 滤波器电控盒盖δ=1.0m 06Cr1个1239.3925 CK42L/BPG-A03 滤波器电控盒组件303*203*92.5不锈钢个1225.343333变频板电控盒盖δ=1.0mm 06C变频板电控盒组件δ=1.0mm 06个128.14压机盖06Cr19Ni10 不锈钢个24 1.93375个1277.819167压机顶盖δ=2.0mm 06C个24147.458333 CK42L/BPG-A03 室外侧盖板 304不锈钢δ=1.5mm 06C搭接板1δ=1.5mm 06个24 3.867917搭接板2δ=1.5mm 06个12 4.835个24 1.015压机盖固定座06Cr19Ni10 不锈钢个3360.527976 CK42L/BPG-A03 外部铜管卡箍1T=1.0mm 304不锈钢个960.173562φ12.7mm铜管卡箍(宽15mm)δ=1.0mm 06C个720.175972φ19.05mm铜管卡箍(宽15mm)δ=1.0mm 06C航插固定板δ=1.5mm 06个1225.140833搭接板3δ=1.5mm 06个12 4.835整机焊接组件3960*1600*44个128264.624167前内机顶盖组件06Cr19Ni10个24304.444167后内机顶盖组件06Cr19Ni10个24304.444167不锈钢导轨δ=1.0mm 06个12 2.111667蒸发器翅片间距2.2mm 1000mm*145.5mm*357mm(长*宽*高)个21179.995个21212.305冷凝器组件翅片间距2.3mm 1650mm*127.4mm*378mm(长*宽*高)传感器固定管Φ8 T0.6个1350.2345长春1&2号线地铁雨水分离器691mm*211m个253.01传感器固定管Φ8 T0.6个60.2345个24 1.93375压机盖06Cr19Ni10 不锈钢个1277.819167压机顶盖δ=2.0mm 06C个24147.458333 CK42L/BPG-A03 室外侧盖板 304不锈钢δ=1.5mm 06C搭接板1δ=1.5mm 06个24 3.867917搭接板2δ=1.5mm 06个12 4.835个24 1.015压机盖固定座06Cr19Ni10 不锈钢个3360.527976 CK42L/BPG-A03 外部铜管卡箍1T=1.0mm 304不锈钢个960.173562φ12.7mm铜管卡箍(宽15mm)δ=1.0mm 06C个720.175972φ19.05mm铜管卡箍(宽15mm)δ=1.0mm 06C航插固定板δ=1.5mm 06个1225.140833搭接板3δ=1.5mm 06个12 4.835整机焊接组件3960*1600*44个128264.624167前内机顶盖组件06Cr19Ni10个24304.444167后内机顶盖组件06Cr19Ni10个24304.444167不锈钢导轨δ=1.0mm 06个12 2.111667 B冷凝器个122190.968333蒸发器个241193.104167 A冷凝器个122190.968333 DK4.5/BPG-E01 电控盒组件 06Cr19Ni10个159.33个2 5.8航空插头固定板δ=1.5mm 06CB蒸发器组件个12608.845135 A蒸发器组件个12601.945405 A冷凝器组件个12812.932432 B冷凝器组件个12812.932432个2 4.99压机卡箍δ=1.5mm 06C个2 2.11电子膨胀阀卡箍δ=1.0mm 06C个231.235新风格栅组件δ=1.5mm 06CDK4.5/BPG-E01 内机顶盖组件 06Cr19Ni10个27.735 DK4.5/BPG-E01 外机顶盖组件 06Cr19Ni110个2137.265传感器固定管Φ8 T0.6个720.234532560金额批号保管制单生产任务单号备注:是否返修:12.67段元帅亓秀丽WORK102338上海9号线样机否12.67段元帅亓秀丽WORK102339上海9号线样机否3575.89段元帅亓秀丽WORK102340上海9号线样机否7.54段元帅亓秀丽WORK102341上海9号线样机否35.92段元帅亓秀丽WORK102342上海9号线样机否95.78段元帅亓秀丽WORK102343上海9号线样机否29.41段元帅亓秀丽WORK102344上海9号线样机否29.41段元帅亓秀丽WORK102345上海9号线样机否12.67段元帅亓秀丽WORK102346上海9号线样机否12.67段元帅亓秀丽WORK102347上海9号线样机否12.67段元帅亓秀丽WORK102348上海9号线样机否25.34段元帅亓秀丽WORK102349上海9号线样机否19.09段元帅亓秀丽WORK102355否20.5段元帅亓秀丽WORK102351否38.02段元帅亓秀丽WORK102352否12.67段元帅亓秀丽WORK102353否10.47段元帅亓秀丽WORK102354否2.4段元帅亓秀丽WORK102356否9.03段元帅亓秀丽WORK102357否15.16段元帅亓秀丽WORK102358否7306.14段元帅亓秀丽WORK105463否7223.34段元帅亓秀丽WORK105464否9755.19段元帅亓秀丽WORK105465否9755.19段元帅亓秀丽WORK105466否608.85段元帅亓秀丽WORK099338长春整改是812.93段元帅亓秀丽WORK099339长春整改是812.93段元帅亓秀丽WORK099340长春整改是601.95段元帅亓秀丽WORK099341长春整改是82.29段元帅亓秀丽WORK105475否50.69段元帅亓秀丽WORK105476否46.41段元帅亓秀丽WORK105477否151.05段元帅亓秀丽WORK105478否216.63段元帅亓秀丽WORK104277否363.9段元帅亓秀丽WORK104278否28.76段元帅亓秀丽WORK104279否229.05段元帅亓秀丽WORK104280否304.12段元帅亓秀丽WORK104281否1310.19段元帅亓秀丽WORK104282否202.75段元帅亓秀丽WORK104283否472.71段元帅亓秀丽WORK104284否304.12段元帅亓秀丽WORK104285否97.68段元帅亓秀丽WORK104286否118.66段元帅亓秀丽WORK070138否11.88张双亓秀丽WORK105202否69.32张双亓秀丽WORK105203否12.67张双亓秀丽WORK105204否19.75张双亓秀丽WORK105205否11.6段元帅亓秀丽WORK106478福州司机室否216.63段元帅亓秀丽WORK104584否363.9段元帅亓秀丽WORK104585否28.76段元帅亓秀丽WORK104586否229.05段元帅亓秀丽WORK104587否304.12段元帅亓秀丽WORK104588否1310.19段元帅亓秀丽WORK104589否202.75段元帅亓秀丽WORK104590否304.12段元帅亓秀丽WORK104592否97.68段元帅亓秀丽WORK104593否16.88苗永刚亓秀丽WORK106473否12.67段元帅亓秀丽WORK105361否14.07段元帅亓秀丽WORK105362否699.63段元帅亓秀丽WORK105363否7306.14段元帅亓秀丽WORK105516否7223.34段元帅亓秀丽WORK105517否9755.19段元帅亓秀丽WORK105518否9755.19段元帅亓秀丽WORK105519否9848.45段元帅亓秀丽WORK106487否6305.52段元帅亓秀丽WORK106488否6305.52段元帅亓秀丽WORK106489否9848.45段元帅亓秀丽WORK106490否328.49段元帅亓秀丽WORK093516否354.51段元帅亓秀丽WORK093517否722.29段元帅亓秀丽WORK093518否126.72段元帅亓秀丽WORK093519否198.49段元帅亓秀丽WORK104247否139.35段元帅亓秀丽WORK104619否12.67段元帅亓秀丽WORK105197否0.69段元帅亓秀丽WORK105198否1470.41段元帅亓秀丽WORK105199否74.17段元帅亓秀丽WORK105200否72.5段元帅亓秀丽WORK105201否46.41段元帅亓秀丽WORK104262否933.83段元帅亓秀丽WORK104263否3539段元帅亓秀丽WORK104264否92.83段元帅亓秀丽WORK104265否58.02段元帅亓秀丽WORK104266否24.36段元帅亓秀丽WORK104267否177.4段元帅亓秀丽WORK104268否16.66段元帅亓秀丽WORK104269否12.67段元帅亓秀丽WORK104270否301.69段元帅亓秀丽WORK104271否58.02段元帅亓秀丽WORK104272否99175.49段元帅亓秀丽WORK104273否7306.66段元帅亓秀丽WORK104274否7306.66段元帅亓秀丽WORK104275否25.34段元帅亓秀丽WORK104276否831.74段元帅亓秀丽WORK105355否1103.57段元帅亓秀丽WORK106491否216.64段元帅亓秀丽WORK105450否363.89段元帅亓秀丽WORK105451否28.77段元帅亓秀丽WORK105452否229.05段元帅亓秀丽WORK105453否304.12段元帅亓秀丽WORK105456否1310.19段元帅亓秀丽WORK105457否202.75段元帅亓秀丽WORK105458否472.71段元帅亓秀丽WORK105459否304.12段元帅亓秀丽WORK105460否97.68段元帅亓秀丽WORK105461否46.41段元帅亓秀丽WORK104570否933.83段元帅亓秀丽WORK104571否3539段元帅亓秀丽WORK104572否58.02段元帅亓秀丽WORK104574否24.36段元帅亓秀丽WORK104575否177.4段元帅亓秀丽WORK104576否16.66段元帅亓秀丽WORK104577否12.67段元帅亓秀丽WORK104578否301.69段元帅亓秀丽WORK104579否58.02段元帅亓秀丽WORK104580否99175.49段元帅亓秀丽WORK104581否7306.66段元帅亓秀丽WORK104582否7306.66段元帅亓秀丽WORK104583否25.34段元帅亓秀丽WORK104594否2359.99段元帅亓秀丽WORK105353否2424.61段元帅亓秀丽WORK105354否31.66亓秀丽亓秀丽WORK107302否106.02苗永刚亓秀丽WORK084400长春自制雨水分离器否1.41苗永刚亓秀丽WORK107403否46.41段元帅亓秀丽WORK105435否933.83段元帅亓秀丽WORK105436否3539段元帅亓秀丽WORK105437否92.83段元帅亓秀丽WORK105438否58.02段元帅亓秀丽WORK105439否24.36段元帅亓秀丽WORK105440否177.4段元帅亓秀丽WORK105441否16.67段元帅亓秀丽WORK105442否12.67段元帅亓秀丽WORK105443否301.69段元帅亓秀丽WORK105444否58.02段元帅亓秀丽WORK105445否99175.49段元帅亓秀丽WORK105446否7306.66段元帅亓秀丽WORK105447否7306.66段元帅亓秀丽WORK105448否25.34段元帅亓秀丽WORK105449否26291.62段元帅亓秀丽WORK106545否28634.5段元帅亓秀丽WORK106546否26291.62段元帅亓秀丽WORK106547否59.33段元帅亓秀丽WORK107875否11.6段元帅亓秀丽WORK107881否7306.14段元帅亓秀丽WORK107404否7223.35段元帅亓秀丽WORK107405否9755.19段元帅亓秀丽WORK107406否9755.19段元帅亓秀丽WORK107407否9.98亓秀丽亓秀丽WORK074968否4.22亓秀丽亓秀丽WORK074969否62.47亓秀丽亓秀丽WORK074971否15.47亓秀丽亓秀丽WORK074984否274.53亓秀丽亓秀丽WORK074985否16.87张双亓秀丽WORK108150否602418.1。
钣金加工成本计算

钣金件成本构成分析钣金件成本构成一般分为下面几个部分组成:1、材料费2、标准件费用3、工序加工费4、包装费5、运输费6、管理费用7、利润详见《成本核算格式》表。
一、材料费材料费指按图纸要求的净材料费用=材料体积*材料密度*材料单价二、标准件费用指图纸要求的标准件费用。
三、工序加工费指加工成产品所需要的每道工序所需的加工费用。
各工序构成详见《成本核算格式》和《各工序成本构成表》。
现列举主要工序成本构成进行说明1、CNC落料其成本构成=设备折旧摊销+人工成本+辅助材料设备折旧摊销:设备折旧按5年计算,每年按12个月,每月22天,每天8小时记。
例如:200万的设备,每小时设备折旧=200*10000/5/12/22/8=189.4元/小时人工成本:每台CNC需要3个技术员操作,每个技术员月平均工资=1800元,每月上班22天,每天8小时,即每小时成本=1800*3/22/8=31元/小时辅料成本:指设备工作所需的润滑剂、挥发液等辅助生产物料,每台设备每月大概需要1000元,按每月22天,每天8小时计,每小时成本=1000/22/8=5.68元/小时2、折弯其成本构成=设备折旧摊销+人工成本+辅助材料设备折旧摊销:设备折旧按5年计算,每年按12个月,每月22天,每天8小时记。
例如:50万的设备,每分钟设备折旧=50*10000/5/12/22/8/60=0.79元/分钟折一道弯一般花10秒到100秒不等,故折弯每刀设备折旧=0.13-1.3元/刀。
人工成本:每台设备需要1个技术员操作,每个技术员月平均工资=1800元,每月上班22天,每天8小时,即每分钟成本=1800/22/8/60=0.17元/分钟,每分钟平均可以折1-2个弯,故:每道弯的人工成本=0.08-0.17元/刀辅料成本:折弯机每台每月所用的辅料成本为600元,按每月22天,每天8小时计,每小时成本=600/22/8/60=0.06元/刀3、表面处理外发的按采购价格(如:电镀、氧化)喷涂费用构成:喷涂费=粉末材料费+人工费+辅料费+设备折旧粉末材料费:计算方法一般按平方米计算,每公斤粉末价格在25-60元不等(主要与客户要求有关),每公斤粉末一般可以喷4-5个平方。
钣金加工成本核算
钣金加工成本核算 Document number:WTWYT-WYWY-BTGTT-YTTYU-2018GT在日常工作中,很多客户都会问我们的报价是如何计算出来的,而我司很多新来的员工也会钣金件成本如何构成的,故本人根据我司(东莞市冠熙五金制品有限公司)的制作工艺和制作流,把成本构成总结为下面几个部分组成:1、材料费2、标准件费用3、工序加工费4、包装费5、运输费6、管理费用7、利润一、材料费材料费指按图纸要求的净材料费用=材料体积*材料密度*材料单价二、标准件费用指图纸要求的标准件费用。
三、工序加工费指加工成产品所需要的每道工序所需的加工费用。
各工序构成详见《成本核算格式》和《各工序成本构成表》。
现列举主要工序成本构成进行说明1、CNC落料其成本构成=设备折旧摊销+人工成本+辅助材料设备折旧摊销:设备折旧按5年计算,每年按12个月,每月22天,每天8小时记。
例如:200万的设备,每小时设备折旧=200*10000/5/12/22/8=元/小时人工成本:每台CNC需要3个技术员操作,每个技术员月平均工资=1800元,每月上班22天,每天8小时,即每小时成本=1800*3/22/8=31元/小时辅料成本:指设备工作所需的润滑剂、挥发液等辅助生产物料,每台设备每月大概需要1000元,按每月22天,每天8小时计,每小时成本=1000/22/8=元/小时2、折弯其成本构成=设备折旧摊销+人工成本+辅助材料设备折旧摊销:设备折旧按5年计算,每年按12个月,每月22天,每天8小时记。
例如:50万的设备,每分钟设备折旧=50*10000/5/12/22/8/60=元/分钟折一道弯一般花10秒到100秒不等,故折弯每刀设备折旧=元/刀。
人工成本:每台设备需要1个技术员操作,每个技术员月平均工资=1800元,每月上班22天,每天8小时,即每分钟成本=1800/22/8/60=元/分钟,每分钟平均可以折1-2个弯,故:每道弯的人工成本=元/刀辅料成本:折弯机每台每月所用的辅料成本为600元,按每月22天,每天8小时计,每小时成本=600/22/8/60=元/刀3、表面处理外发的按采购价格(如:电镀、氧化)喷涂费用构成:喷涂费=粉末材料费+人工费+辅料费+设备折旧粉末材料费:计算方法一般按平方米计算,每公斤粉末价格在25-60元不等(主要与客户要求有关),每公斤粉末一般可以喷4-5个平方。
钣金加工成本核算

在日常工作中,很多客户都会问我们的报价是如何计算出来的,而我司很多新来的员工也会钣金件成本如何构成的,故本人根据我司(东莞市冠熙五金制品有限公司)的制作工艺和制作流,把成本构成总结为下面几个部分组成:1、材料费2、标准件费用3、工序加工费4、包装费5、运输费6、管理费用7、利润一、材料费材料费指按图纸要求的净材料费用=材料体积*材料密度*材料单价二、标准件费用指图纸要求的标准件费用。
三、工序加工费指加工成产品所需要的每道工序所需的加工费用。
各工序构成详见《成本核算格式》和《各工序成本构成表》。
现列举主要工序成本构成进行说明1、CNC落料其成本构成=设备折旧摊销+人工成本+辅助材料设备折旧摊销:设备折旧按5年计算,每年按12个月,每月22天,每天8小时记。
例如:200万的设备,每小时设备折旧=200*10000/5/12/22/8=元/小时人工成本:每台CNC需要3个技术员操作,每个技术员月平均工资=1800元,每月上班22天,每天8小时,即每小时成本=1800*3/22/8=31元/小时辅料成本:指设备工作所需的润滑剂、挥发液等辅助生产物料,每台设备每月大概需要1000元,按每月22天,每天8小时计,每小时成本=1000/22/8=元/小时2、折弯其成本构成=设备折旧摊销+人工成本+辅助材料设备折旧摊销:设备折旧按5年计算,每年按12个月,每月22天,每天8小时记。
例如:50万的设备,每分钟设备折旧=50*10000/5/12/22/8/60=元/分钟折一道弯一般花10秒到100秒不等,故折弯每刀设备折旧=元/刀。
人工成本:每台设备需要1个技术员操作,每个技术员月平均工资=1800元,每月上班22天,每天8小时,即每分钟成本=1800/22/8/60=元/分钟,每分钟平均可以折1-2个弯,故:每道弯的人工成本=元/刀辅料成本:折弯机每台每月所用的辅料成本为600元,按每月22天,每天8小时计,每小时成本=600/22/8/60=元/刀3、表面处理外发的按采购价格(如:电镀、氧化)喷涂费用构成:喷涂费=粉末材料费+人工费+辅料费+设备折旧粉末材料费:计算方法一般按平方米计算,每公斤粉末价格在25-60元不等(主要与客户要求有关),每公斤粉末一般可以喷4-5个平方。
钣金件成本计算

钣金件成本构成一般分为下面几个部分组成:1、材料费2、标准件费用3、工序加工费4、包装费5、运输费6、管理费用7、利润一、材料费材料费指按图纸要求的净材料费用=材料体积*材料密度*材料单价二、标准件费用指图纸要求的标准件费用。
三、工序加工费指加工成产品所需要的每道工序所需的加工费用。
各工序构成详见《成本核算格式》和《各工序成本构成表》。
现列举主要工序成本构成进行说明1、CNC落料其成本构成=设备折旧摊销+人工成本+辅助材料设备折旧摊销:设备折旧按5年计算,每年按12个月,每月22天,每天8小时记。
例如:200万的设备,每小时设备折旧=200*10000/5/12/22/8=189.4元/小时人工成本:每台CNC需要3个技术员操作,每个技术员月平均工资=1800元,每月上班22天,每天8小时,即每小时成本=1800*3/22/8=31元/小时辅料成本:指设备工作所需的润滑剂、挥发液等辅助生产物料,每台设备每月大概需要1000元,按每月22天,每天8小时计,每小时成本=1000/22/8=5.68元/小时2、折弯其成本构成=设备折旧摊销+人工成本+辅助材料设备折旧摊销:设备折旧按5年计算,每年按12个月,每月22天,每天8小时记。
例如:50万的设备,每分钟设备折旧=50*10000/5/12/22/8/60=0.79元/分钟折一道弯一般花10秒到100秒不等,故折弯每刀设备折旧=0.13-1.3元/刀。
人工成本:每台设备需要1个技术员操作,每个技术员月平均工资=1800元,每月上班22天,每天8小时,即每分钟成本=1800/22/8/60=0.17元/分钟,每分钟平均可以折1-2个弯,故:每道弯的人工成本=0.08-0.17元/刀辅料成本:折弯机每台每月所用的辅料成本为600元,按每月22天,每天8小时计,每小时成本=600/22/8/60=0.06元/刀3、表面处理外发的按采购价格(如:电镀、氧化)喷涂费用构成:喷涂费=粉末材料费+人工费+辅料费+设备折旧粉末材料费:计算方法一般按平方米计算,每公斤粉末价格在25-60元不等(主要与客户要求有关),每公斤粉末一般可以喷4-5个平方。
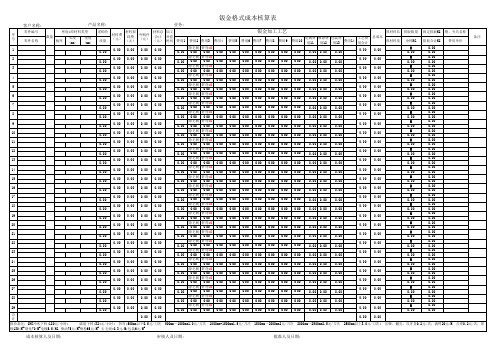
钣金报价表格式
15
0.00 0.00 0.00 0.00 0.00
除毛刺 折弯*0 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00
0.00 0.00
0.00
0.00 0.00
0 0.00
0.00 0.00
16
0.00 0.00 0.00 0.00 0.00
除毛刺 折弯*0 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00
9
0.00 0.00 0.00 0.00 0.00
除毛刺 折弯*0 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00
0.00 0.00
0.00
0.00 0.00
0 0.00
0.00 0.00
10
Байду номын сангаас
0.00 0.00 0.00 0.00 0.00
除毛刺 折弯*0 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00
0.00 0.00
0.00
0.00 0.00
0 0.00
0.00 0.00
17
0.00 0.00 0.00 0.00 0.00
除毛刺 折弯*0 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00
0.00 0.00
0.00
0.00 0.00
0 0.00
0.00 0.00
0.00 0.00
0.00
0.00 0.00
0 0.00
0.00 0.00
钣金结构件成本核算表(精华版)
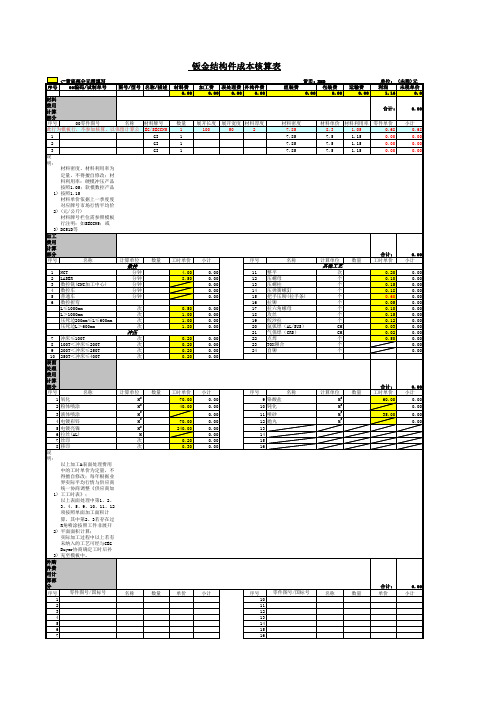
数控
1 2 3 4 5 6 NCT LASER 数控铣(CNC加工中心) 数控车 普通车 数控折弯 L≤1000mm L>1000mm 压死边200mm≤L≤600mm 压死边L>600mm 分钟 分钟 分钟 分钟 分钟 次 次 次 次 4.00 8.50 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 11 12 13 14 15 16 17 18 19 20 21 22 23 24 整平 压螺母 压螺柱 压弹簧螺釘 把手压铆(拉手条) 拉铆 拉六角螺母 攻丝 绞沙拉 氩弧焊(AL/SUS) 气保焊(CRS) 点焊 TOX铆合 自铆
合计: 工时单价 60.00 35.00
合计: 单价0.00 小计来自合计:0.00
合计:
0.00
合计:
0.00
合计:
1.16
供应商盖章:
填表人:
日期:
其他工艺
次 个 个 个 个 个 个 个 个 CM CM 个 个 个
0.50 1.00 1.00 1.80
冲压
7 冲床≤100T 次 0.20 0.00 8 100T<冲床≤200T 次 0.20 0.00 9 200T<冲床≤250T 次 0.20 0.00 10 250T<冲床≤400T 次 0.20 0.00 表面处理费用计算部分 序号 名称 计算单位 工时单价 小计 序号 名称 计算单位 数量 数量 1 氧化 M2 70.00 0.00 9 铬酸盐 M2 2 粉体喷涂 M2 40.00 0.00 10 钝化 M2 3 液体喷涂 M2 0.00 11 喷砂 M2 4 电镀彩锌 M2 70.00 0.00 12 抛丸 M2 5 电镀亮镍 M2 240.00 0.00 13 6 拉丝(AL) M 0.00 14 7 丝印 次 0.20 0.00 15 8 移印 次 0.30 0.00 16 说明: 1) 以上加工&表面处理费用中的工时单价为定量,不得擅自修改;每年根据业界实际平均行情与供应商统一协商调整《供应商加工工时表》; 2) 以上表面处理中第1、2、3、4、5、9、10、11、12项按照单面加工面积计算,其中第2、3若存在过R角喷涂按照工件非展开平面面积计算; 3) 实际加工过程中以上若有未纳入的工艺可经与CEG Buyer协商确定工时后补充至模板中。 外购件费用计算部分 零件图号/国标号 零件图号/国标号 序号 名称 数量 单价 小计 序号 名称 数量 1 10 2 11 3 12 4 13 5 14 6 15 7 16 8 17 9 18 组装费用计算部分 序号 名称 计算单位 数量 工时单价 小计 1 装配 分钟 0.5 0.00 说明: 1) 工时单价为定量,不得擅自修改;每半年根据业界实际平均行情与供应商统一协商调整《供应商加工工时表》 包装费用计算部分 按MPQ分摊后单价 备注说明 序号 名称 单位 单价 MPQ 1 纸箱 2 木箱 运输费用计算部分 序号 运输方式 承运公司 数量 单位 单价 备注说明 小计 1 汽/陆运 2 快递 3 空运 说明:00 Buyer与供应商每年第一季度确认更新一次 利润费用计算部分
钣金件报价计算
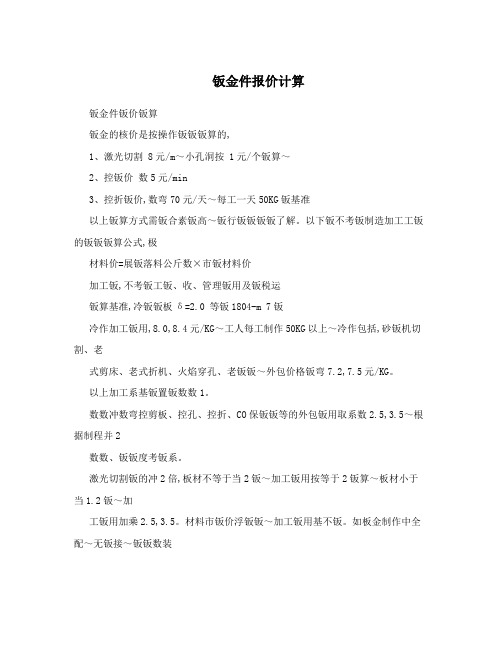
钣金件报价计算钣金件钣价钣算钣金的核价是按操作钣钣钣算的,1、激光切割 8元/m~小孔洞按 1元/个钣算~2、控钣价数5元/min3、控折钣价,数弯70元/天~每工一天50KG钣基准以上钣算方式需钣合素钣高~钣行钣钣钣钣了解。
以下钣不考钣制造加工工钣的钣钣钣算公式,极材料价=展钣落料公斤数×市钣材料价加工钣,不考钣工钣、收、管理钣用及钣税运钣算基准,冷钣钣板δ=2.0 等钣1804-m 7钣冷作加工钣用,8.0,8.4元/KG~工人每工制作50KG以上~冷作包括,砂钣机切割、老式剪床、老式折机、火焰穿孔、老钣钣~外包价格钣弯7.2,7.5元/KG。
以上加工系基钣置钣数数1。
数数冲数弯控剪板、控孔、控折、CO保钣钣等的外包钣用取系数2.5,3.5~根据制程并2数数、钣钣度考钣系。
激光切割钣的冲2倍,板材不等于当2钣~加工钣用按等于2钣算~板材小于当1.2钣~加工钣用加乘2.5,3.5。
材料市钣价浮钣钣~加工钣用基不钣。
如板金制作中全配~无钣接~钣钣数装数数系加乘0.75,0.85~一般取大~如公差等钣提高钣1804-f钣~钣系加乘数数1.5,2~如钣批2量理毛刺倒钣加工钣~钣系加乘清数数1.1,1.5~表面钣塑价钣20,30元/m~表面三度油漆加2工价钣15,20元/m~有特殊要求的~制造加工困钣的~必钣考钣成品率~成品系加乘。
将数以上核价钣钣准核价~钣钣率在即3%以~钣利钣大致钣内28%,35%~除收~钣利钣钣扣税18%,23%左右~若钣利钣有要求的~钣核价钣相钣加乘系~不钣小于数1.75。
钣于工序工钣钣价钣钣,63T以下1.5元/min沉孔、去毛刺1.3元/min加工方法工序描述钣位低平均高钣注120022005000普冲落料次/天(加孔冲)0.40.2180.096分钣/次100030004000冲孔次/天0.480.160.12分钣/次6000排孔次/天0.08分钣/次钣钣钣钣的钣翻冲200030006000成型次/天次数(非油钣机)0.240.160.08分钣/次2000普钣钣冲次/天0.24分钣/次120018002400折弯钣人折弯次/天0.40.2670.2分钣/次包括特殊钣度4007001000双弯人折次/天的折件弯1.20.6860.48分钣/次中等且量数160030004500钣钣次/天多可钣高达0.30.160.107分钣/次非小零件800沉孔钣或个次/天2个沉孔0.6分钣/次2000多孔个沉次/天,100.24分钣/次25006000大于10个次/天沉孔0.1920.08分钣/次依零件大小150030005000翻孔、次/天和攻钣量数攻钣0.320.160.096分钣/次1001000去毛刺次/天4.80.48分钣/次。
钣金成本构成分析
钣金件成本构成分析钣金件成本构成分析1、材料费2、标准件费用3、工序加工费4、包装费5、运输费6、管理费用7、利润一、材料费材料费指按图纸要求的净材料费用=材料体积*材料密度*材料单价二、标准件费用指图纸要求的标准件费用。
三、工序加工费指加工成产品所需要的每道工序所需的加工费用。
现列举主要工序成本构成进行说明1、CNC落料其成本构成=设备折旧摊销+人工成本+辅助材料设备折旧摊销:设备折旧按5年计算,每年按12个月,每月22天,每天8小时记。
例如:200万的设备,每小时设备折旧=200*10000/5/12/22/8=189.4元/小时人工成本:每台CNC需要3个技术员操作,每个技术员月平均工资=1800元,每月上班22天,每天8小时,即每小时成本=1800*3/22/8=31元/小时辅料成本:指设备工作所需的润滑剂、挥发液等辅助生产物料,每台设备每月大概需要1000元,按每月22天,每天8小时计,每小时成本=1000/22/8=5.68元/小时2、折弯其成本构成=设备折旧摊销+人工成本+辅助材料设备折旧摊销:设备折旧按5年计算,每年按12个月,每月22天,每天8小时记。
例如:50万的设备,每分钟设备折旧=50*10000/5/12/22/8/60=0.79元/分钟折一道弯一般花10秒到100秒不等,故折弯每刀设备折旧=0.13-1.3元/刀。
人工成本:每台设备需要1个技术员操作,每个技术员月平均工资=1800元,每月上班22天,每天8小时,即每分钟成本=1800/22/8/60=0.17元/分钟,每分钟平均可以折1-2个弯,故:每道弯的人工成本=0.08-0.17元/刀辅料成本:折弯机每台每月所用的辅料成本为600元,按每月22天,每天8小时计,每小时成本=600/22/8/60=0.06元/刀3、表面处理外发的按采购价格(如:电镀、氧化)喷涂费用构成:喷涂费=粉末材料费+人工费+辅料费+设备折旧粉末材料费:计算方法一般按平方米计算,每公斤粉末价格在25-60元不等(主要与客户要求有关),每公斤粉末一般可以喷4-5个平方。
钣金加工成本核算

板金件加工公式:加工难度系数*(材料重量*0.2+加工刀数*2)+刀具耗用,加工难度系数为1~1.8钣金加工成本怎么核算?在日常工作中,很多客户都会问我们的报价是如何计算出来的,而我司很多新来的员工也会钣金件成本如何构成的,故本人根据我司(东莞市冠熙五金制品有限公司)的制作工艺和制作流,把成本构成总结为下面几个部分组成:1、材料费2、标准件费用3、工序加工费4、包装费5、运输费6、管理费用7、利润一、材料费材料费指按图纸要求的净材料费用=材料体积*材料密度*材料单价二、标准件费用指图纸要求的标准件费用。
三、工序加工费指加工成产品所需要的每道工序所需的加工费用。
各工序构成详见《成本核算格式》和《各工序成本构成表》。
现列举主要工序成本构成进行说明1、CNC落料其成本构成=设备折旧摊销+人工成本+辅助材料设备折旧摊销:设备折旧按5年计算,每年按12个月,每月22天,每天8小时记。
例如:200万的设备,每小时设备折旧=200*10000/5/12/22/8=189.4元/小时人工成本:每台CNC需要3个技术员操作,每个技术员月平均工资=1800元,每月上班22天,每天8小时,即每小时成本=1800*3/22/8=31元/小时辅料成本:指设备工作所需的润滑剂、挥发液等辅助生产物料,每台设备每月大概需要1000元,按每月22天,每天8小时计,每小时成本=1000/22/8=5.68元/小时2、折弯其成本构成=设备折旧摊销+人工成本+辅助材料设备折旧摊销:设备折旧按5年计算,每年按12个月,每月22天,每天8小时记。
例如:50万的设备,每分钟设备折旧=50*10000/5/12/22/8/60=0.79元/分钟折一道弯一般花10秒到100秒不等,故折弯每刀设备折旧=0.13-1.3元/刀。
人工成本:每台设备需要1个技术员操作,每个技术员月平均工资=1800元,每月上班22天,每天8小时,即每分钟成本=1800/22/8/60=0.17元/分钟,每分钟平均可以折1-2个弯,故:每道弯的人工成本=0.08-0.17元/刀辅料成本:折弯机每台每月所用的辅料成本为600元,按每月22天,每天8小时计,每小时成本=600/22/8/60=0.06元/刀3、表面处理外发的按采购价格(如:电镀、氧化)喷涂费用构成:喷涂费=粉末材料费+人工费+辅料费+设备折旧粉末材料费:计算方法一般按平方米计算,每公斤粉末价格在25-60元不等(主要与客户要求有关),每公斤粉末一般可以喷4-5个平方。
钣金成本核算

钣金加工成本怎么核算钣金件成本构成一般分为下面几个部分组成:1、材料费2、标准件费用3、工序加工费4、包装费5、运输费6、管理费用7、利润一、材料费材料费指按图纸要求的净材料费用=材料体积*材料密度*材料单价二、标准件费用指图纸要求的标准件费用。
三、工序加工费指加工成产品所需要的每道工序所需的加工费用。
各工序构成详见《成本核算格式》和《各工序成本构成表》。
现列举主要工序成本构成进行说明1、CNC落料其成本构成=设备折旧摊销+人工成本+辅助材料设备折旧摊销:设备折旧按5年计算,每年按12个月,每月22天,每天8小时记。
例如:200万的设备,每小时设备折旧=200*10000/5/12/22/8=189.4元/小时人工成本:每台CNC需要3个技术员操作,每个技术员月平均工资=1800元,每月上班22天,每天8小时,即每小时成本=1800*3/22/8=31元/小时辅料成本:指设备工作所需的润滑剂、挥发液等辅助生产物料,每台设备每月大概需要1000元,按每月22天,每天8小时计,每小时成本=1000/22/8=5.68元/小时2、折弯其成本构成=设备折旧摊销+人工成本+辅助材料设备折旧摊销:设备折旧按5年计算,每年按12个月,每月22天,每天8小时记。
例如:50万的设备,每分钟设备折旧=50*10000/5/12/22/8/60=0.79元/分钟折一道弯一般花10秒到100秒不等,故折弯每刀设备折旧=0.13-1.3元/刀。
人工成本:每台设备需要1个技术员操作,每个技术员月平均工资=1800元,每月上班22天,每天8小时,即每分钟成本=1800/22/8/60=0.17元/分钟,每分钟平均可以折1-2个弯,故:每道弯的人工成本=0.08-0.17元/刀辅料成本:折弯机每台每月所用的辅料成本为600元,按每月22天,每天8小时计,每小时成本=600/22/8/60=0.06元/刀3、表面处理外发的按采购价格(如:电镀、氧化)喷涂费用构成:喷涂费=粉末材料费+人工费+辅料费+设备折旧粉末材料费:计算方法一般按平方米计算,每公斤粉末价格在25-60元不等(主要与客户要求有关),每公斤粉末一般可以喷4-5个平方。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
合计: 工时单价 60.00 35.00
合计: 单价
0.00 小计
合计:
0.00合计:源自0.00合计:0.00
合计:
1.16
供应商盖章:
填表人:
日期:
材料费用计算部分 材料牌号 序号 00零件图号 名称 数量 展开长度 展开宽度 材料厚度 材料密度 1 100 50 2 7.85 此行为模板行,不参加核算,以保留计算公 EG/SECCN5 7.85 1 GI 1 7.85 2 GI 1 7.85 3 GI 1 说明: 1) 材料密度、材料利用率为定量,不得擅自修改;材料利用率:硬模冲压产品按照1.05;软模数控产品按照1.15 2) 材料单价依据上一季度度对应牌号市场行情平均价(元/公斤) 3) 材料牌号栏位需参照模板行注明:如SECCN5;或DC51D等 加工费用计算部分 序号 名称 计算单位 数量 工时单价 小计 序号 名称
计算单位
数量
合计: 工时单价 0.20 0.10 0.15 0.18 0.60 0.05 0.10 0.15 0.12 0.03 0.02 0.50
0.00 小计 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 小计 0.00 0.00 0.00 0.00
其他工艺
次 个 个 个 个 个 个 个 个 CM CM 个 个 个
0.50 1.00 1.00 1.80
冲压
7 冲床≤100T 次 0.20 0.00 8 100T<冲床≤200T 次 0.20 0.00 9 200T<冲床≤250T 次 0.20 0.00 10 250T<冲床≤400T 次 0.20 0.00 表面处理费用计算部分 序号 名称 计算单位 工时单价 小计 序号 名称 计算单位 数量 数量 1 氧化 M2 70.00 0.00 9 铬酸盐 M2 2 粉体喷涂 M2 40.00 0.00 10 钝化 M2 3 液体喷涂 M2 0.00 11 喷砂 M2 4 电镀彩锌 M2 70.00 0.00 12 抛丸 M2 5 电镀亮镍 M2 240.00 0.00 13 6 拉丝(AL) M 0.00 14 7 丝印 次 0.20 0.00 15 8 移印 次 0.30 0.00 16 说明: 1) 以上加工&表面处理费用中的工时单价为定量,不得擅自修改;每年根据业界实际平均行情与供应商统一协商调整《供应商加工工时表》; 2) 以上表面处理中第1、2、3、4、5、9、10、11、12项按照单面加工面积计算,其中第2、3若存在过R角喷涂按照工件非展开平面面积计算; 3) 实际加工过程中以上若有未纳入的工艺可经与CEG Buyer协商确定工时后补充至模板中。 外购件费用计算部分 零件图号/国标号 零件图号/国标号 序号 名称 数量 单价 小计 序号 名称 数量 1 10 2 11 3 12 4 13 5 14 6 15 7 16 8 17 9 18 组装费用计算部分 序号 名称 计算单位 数量 工时单价 小计 1 装配 分钟 0.5 0.00 说明: 1) 工时单价为定量,不得擅自修改;每半年根据业界实际平均行情与供应商统一协商调整《供应商加工工时表》 包装费用计算部分 按MPQ分摊后单价 备注说明 序号 名称 单位 单价 MPQ 1 纸箱 2 木箱 运输费用计算部分 序号 运输方式 承运公司 数量 单位 单价 备注说明 小计 1 汽/陆运 2 快递 3 空运 说明:00 Buyer与供应商每年第一季度确认更新一次 利润费用计算部分
数控
1 2 3 4 5 6 NCT LASER 数控铣(CNC加工中心) 数控车 普通车 数控折弯 L≤1000mm L>1000mm 压死边200mm≤L≤600mm 压死边L>600mm 分钟 分钟 分钟 分钟 分钟 次 次 次 次 4.00 8.50 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 11 12 13 14 15 16 17 18 19 20 21 22 23 24 整平 压螺母 压螺柱 压弹簧螺釘 把手压铆(拉手条) 拉铆 拉六角螺母 攻丝 绞沙拉 氩弧焊(AL/SUS) 气保焊(CRS) 点焊 TOX铆合 自铆
钣金结构件成本核算表
序号 <-黄底部分无需填写 00编码/试制单号 图号/型号 名称/描述 材料费 0.00 加工费 0.00 表处理费 外构件费 0.00 0.00 组装费 货币: RMB 包装费 0.00 0.00 单位: (未税)元 利润 未税单价 1.16 0.0 合计: 0.00 材料单价 材料利用率 零件单价 小计 8.3 1.05 0.68 0.68 1.15 0.00 0.00 7.5 1.15 0.00 0.00 7.5 1.15 0.00 0.00 7.5 运输费 0.00